Изобретение относится к оправке трубогибочной машины.
Оправки представляют собой устройства, которые используются внутри труб, подлежащих гибке, для предотвращения дефектов и искажений формы труб на операции гибки.
В качестве примера - в патенте США №5909908, который был выдан 8 июня 1999 г., описано устройство для комбинированной прошивки и гибки, предназначенное для прошивки и гибки трубы, в котором центральная штанга, которая опирается на конец стержня, содержит основной корпус и два жестких элемента, которые шарнирно присоединены к основному корпусу последовательно и предназначены для отклонения вместе с соответствующим участком сгибаемой трубы.
Подобные жесткие элементы, которые предназначены для труб с прямоугольным сечением в указанном документе, имеют призматическую форму, выполнены с фасками на их концах и имеют поперечные размеры, которые немного меньше размеров внутреннего поперечного сечения трубы для обеспечения возможности перемещения оправки относительно трубы. На операции гибки внутренние стенки трубы, то есть как ближняя стенка, так и дальняя стенка по отношению к центру изгиба, находятся в контакте с жесткими, шарнирно присоединенными элементами только вдоль линии, поскольку жесткие, шарнирно присоединенные элементы, имеют плоские боковые поверхности, и трубу изгибают в соответствии с любым заданным радиусом Rm изгиба. Радиус Rm изгиба означает расстояние, измеренное между центром гибочного штампа, посредством которого изгибают трубу, и наружным краем того же гибочного штампа, то есть между центром гибочного штампа и центром трубы, подлежащей гибке.
Тем не менее, при большом диапазоне значений, в котором используется одна и та же оправка при операциях гибки с разными радиусами, в качестве негативного контраста имеются искажения формы и дефекты, которые проявляются в виде сплющивания, образования выпуклостей или складок на изогнутом участке трубы. Другими словами, после операции гибки невозможно обеспечить сохранение того же профиля, который изогнутая труба имела перед операцией гибки.
В заявке на патент Японии №2005-205482, которая была подана 26 января 2004 г., описана оправка для гибки труб, имеющая отклоняющий элемент на ее переднем конце, противоположном стержню для удержания оправки, а именно наклонный элемент, который установлен с возможностью поворота между двумя боковыми концами. На их дальней стороне, то есть на стороне, дальней от центра поворота гибочного штампа, боковые концы выполнены с конфигурацией, подобной конфигурации поверхности, которую будет иметь труба на данной стороне в конце операции гибки.
В вышеуказанной заявке на патент Японии отклоняющий элемент имеет, по существу, прямую дальнюю сторону, которая параллельна трубе перед гибкой трубы. Данная дальняя сторона выполнена с закруглением как спереди, так и сзади для того, чтобы она опиралась на трубу в двух точках. Ближняя сторона отклоняющего элемента выполнена с формой, подобной поверхности, которую труба будет иметь с данной стороны в конце операции гибки. Таким образом, для трубы, подлежащей гибке, не обеспечивается надлежащая опора в течение всей операции гибки. Кроме того, оправка состоит из частей, выполненных с возможностью перемещения относительно друг друга, и это со временем делает оправку непрочной и изнашиваемой. Кроме того, оправка, в соответствии с указанной заявкой на патент Японии, имеет одно рабочее положение, тем самым оператор должен тщательно предусмотреть, чтобы при работе отклоняющий элемент был идеально копланарным относительно гибочного штампа.
Для устранения недостатков предшествующего уровня техники целью настоящего изобретения является изготовление оправки трубогибочной машины, имеющей или составляющий одно целое, жесткий элемент или жесткий элемент, который состоит из множества частей, которые надежно соединены вместе в одном корпусе, который зависит от радиуса кривой, с которым участок трубы должен быть изогнут.
Другая цель изобретения заключается в выполнении жесткого элемента оправки трубогибочной машины с формой и размерами, соответствующими внутреннему диаметру или внутреннему поперечному размеру трубы, подлежащей гибке.
Следовательно, в соответствии с настоящим изобретением предложена оправка трубогибочной машины, содержащая жесткий элемент, выполненный с возможностью введения внутрь трубы, подлежащей гибке, и отклонения вместе с ней на операции гибки, выполняемой гибочным штампом для получения кривой, имеющей заданный средний радиус Rm, измеренный между центром поворота гибочного штампа и продольной осью трубы, подлежащей гибке, при этом средний радиус Rm и продольная ось трубы лежат в центральной плоскости, ортогональной к плоскости симметрии трубы, подлежащей гибке, которая проходит через ее продольную ось, при этом труба, подлежащая гибке, имеет внутренний размер Di, измеренный поперечно к ее продольной оси, при этом жесткий элемент имеет ближний боковой профиль относительно центра поворота гибочного штампа, содержащий, по меньшей мере, вогнутый промежуточный участок, образованный частью периферии с радиусом Rci, и дальний боковой профиль относительно центра поворота гибочного штампа, содержащий, по меньшей мере, два выпуклых, разделенных концевых участка, образованных соответствующими частями периферии с радиусом Rce, причем радиусы Rci и Rce зависят от Rm, Di/2 и параметра t, учитывающего допуски на размеры трубы, жесткого элемента, общей длины жесткого элемента и длины его отдельных участков для обеспечения соединения жесткого элемента с трубой Т с возможностью их перемещения относительно друг друга перед и во время гибки.
Для облегчения конструкции жесткий элемент может иметь как ближний, так и дальний боковые профили, которые симметричны относительно плоскости симметрии трубы, при этом каждый боковой профиль содержит вогнутый промежуточный участок, образованный частью периферии с радиусом Rci, между двумя выпуклыми концевыми участками, образованными частями периферии с радиусом Rce, причем промежуточный участок выполнен с закруглениями относительно двух концевых участков жесткого элемента, выполненных с фасками на концах жесткого элемента.
В случае трубы, подлежащей гибке, которая имеет округлое поперечное сечение, например круглое или эллиптическое, промежуточный участок и концевые участки жесткого элемента представляют собой поверхности вращения, образованные посредством вращения частей периферии вокруг центральной продольной оси жесткого элемента. Если труба, подлежащая гибке, имеет четырехугольное поперечное сечение, такое как квадратное или прямоугольное сечение, промежуточный участок и концевые участки бокового профиля жесткого элемента представляют собой цилиндрические поверхности, полученные экструзией, образованные частями периферии при их смещении параллельно плоскости симметрии подлежащей гибке трубы. В первом случае жесткий элемент, по существу, имеет форму небольшой бочки, имеющей синусоидальные боковые стенки, и во втором случае жесткий элемент имеет форму призмы, имеющей синусоидальные боковые стенки.
Следует понимать, что в любом из двух случаев, то есть в случае трубы с округлым сечением и трубы с квадратным сечением, жесткий элемент имеет ближний боковой профиль, то есть боковой стороны, ближайшей к центру гибочного штампа, при этом указанный ближний боковой профиль имеет промежуточный вогнутый участок, к которому «подгоняется» внутренний участок трубы, подлежащей гибке. Аналогичным образом дальний боковой профиль жесткого элемента имеет вогнутые концевые участки, к которым, по существу, «подгоняется» наружный участок подлежащей гибке трубы.
Таким образом, жесткий элемент имеет, с одной стороны, две разделенные поверхности, которые противодействуют нежелательному деформированию подлежащей гибке трубы, при этом указанные разделенные поверхности имеют радиус кривизны, по существу равный радиусу кривизны на выпуклой части подлежащей гибке трубы, и, с другой стороны, только одну поверхность, противодействующую данному деформированию, при этом указанная только одна поверхность имеет радиус кривизны, по существу, равный радиусу кривизны на внутренней части трубы, подлежащей гибке.
Следовательно, жесткий элемент функционирует подобно шаблону для поддержания того же поперечного сечения трубы также после операции гибки. Подобное функционирование создает возможность уменьшения трения между поверхностями жесткого элемента. В результате материалы подвергаются меньшим напряжениям, и это особенно предпочтительно, например, вследствие того, что менее прочные материалы могут быть использованы для жесткого элемента и его соединительных деталей.
Предпочтительно жесткий элемент шарнирно соединен с негибким основным корпусом, соединенным со стержнем для удержания оправки.
Предпочтительно жесткий элемент и негибкий основной корпус соединены друг с другом посредством соединительной оси, заканчивающейся сферическими концевыми выступами, входящими в соответствующие гнезда, расположенные в противоположных частях негибкого основного корпуса и жесткого элемента, для образования взаимодействующих шаровых шарниров.
Предпочтительно сферические концевые выступы соединительной оси подпружинены в соответствующих гнездах.
Предпочтительно жесткий элемент выполнен цельным.
Предпочтительно жесткий элемент выполнен в виде множества частей, которые прочно соединены вместе для образования одного тела.
Эти и другие цели, признаки и преимущества станут более ясными из описания настоящего изобретения со ссылкой на предпочтительные варианты его осуществления во взаимосвязи с приложенными чертежами, на которых:
фиг.1 представляет собой местный, выполненный с частичным разрезом вид в плане оправки трубогибочной машины, в соответствии с настоящим изобретением, внутри трубы после операции гибки трубы на 90°, и гибочный штамп, который образует кривую;
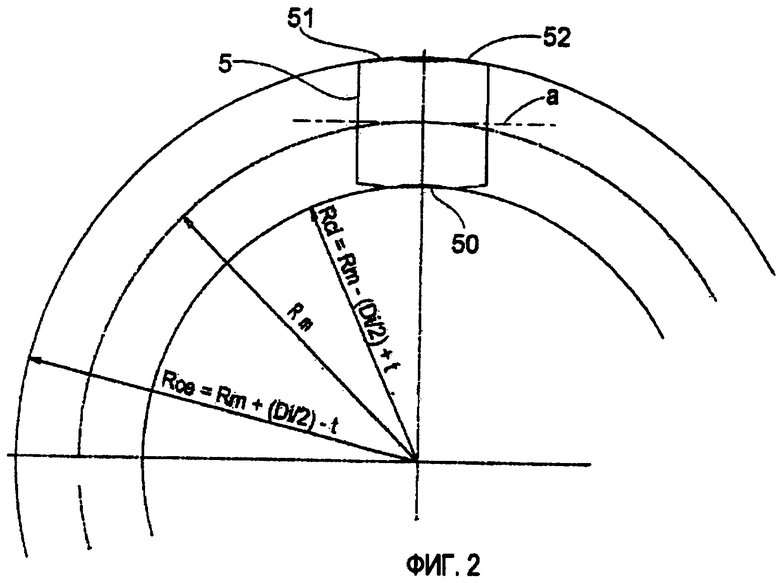
фиг.2 представляет собой схематичный вид теоретической конструкции жесткого элемента для оправки трубогибочной машины по фиг.1;
фиг.3 представляет собой схематичный вид в разрезе реальной конструкции жесткого элемента по фиг.1 внутри трубы Т;
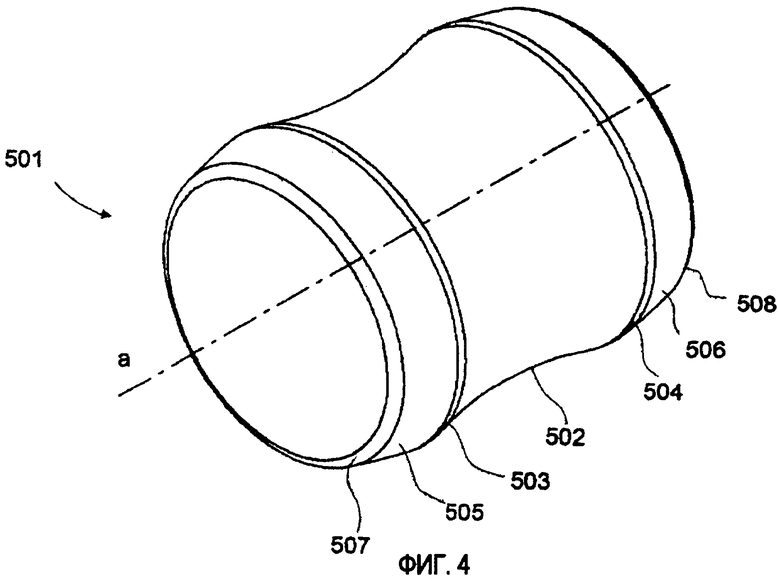
фиг.4 представляет собой вид в перспективе жесткого элемента по настоящему изобретению в первом варианте его осуществления для гибки труб с округлым поперечным сечением;
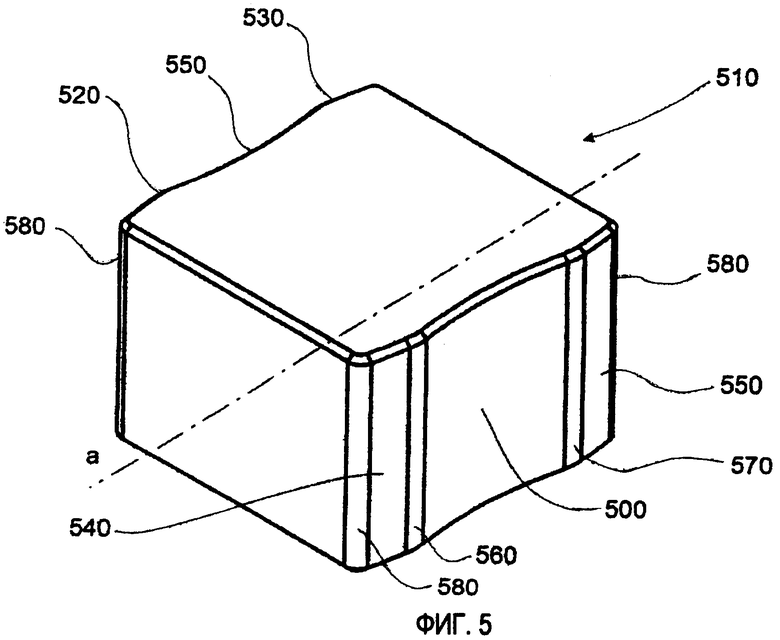
фиг.5 представляет собой вид в перспективе жесткого элемента по настоящему изобретению во втором варианте его осуществления для гибки труб с четырехугольным поперечным сечением.
Со ссылкой на чертежи на фиг.1 показан местный, выполненный с частичным разрезом, вид в плане оправки 1 трубогибочной машины в соответствии с настоящим изобретением, внутри трубы Т после операции гибки трубы на 90°. Операция выполняется посредством гибочного штампа 2 и противоположного не показанного гибочного штампа в трубогибочной машине, также не показанной. Поперечное сечение трубы Т может быть округлым, таким как круглое или эллиптическое, но также может быть четырехугольным, например квадратной или прямоугольной формы.
В качестве примера - оправка 1 содержит негибкий основной корпус 3, который опирается на стержень 4 для удержания оправки, показанный только частично, и жесткий элемент 5 у переднего конца 30 негибкого основного корпуса 3. Другие жесткие элементы, подобные показанному, могут быть присоединены последовательно, но они не показаны для ясности. Жесткий элемент 5 присоединен к негибкому корпусу 3 посредством шаровых шарниров, как будет подробно описано ниже. Тем не менее, данное соединение может быть выполнено гибким образом, например посредством проволоки, и другими способами.
Далее, со ссылками на фиг.2 и 3 показаны теоретическая конструкция и реальная конструкция жесткого элемента 5 внутри трубы Т по фиг.1 соответственно на схематичном виде и на виде в разрезе. Принято, что Di представляет собой внутренний диаметр или внутренний поперечный размер трубы Т, подлежащей гибке, s - толщина трубы и De=Di+2s - это наружный диаметр или наружный поперечный размер трубы Т. Кроме того, принято, что данная труба должна быть изогнута вдоль кривой с заданным средним радиусом Rm. Жесткий элемент 5 в соответствии с изобретением имеет ближний боковой профиль, то есть ближе к центру О поворота гибочного штампа, при этом данный профиль содержит вогнутый промежуточный участок. Соответственно для придания трубе Т формы с заданным радиусом кривизны вогнутый промежуточный участок представляет собой участок, образованный частью 50 периферии с радиусом Rci, при этом Rci=Rm-(Di/2)+t, где t - член, зависящий от разных элементов, указанных ниже.
Кроме того, в соответствии с изобретением жесткий элемент 5 имеет дальний боковой профиль стороны относительно центра поворота, содержащий два выпуклых концевых участка, образованных частями 51, 52 периферии с радиусом Rce, при этом Rce=Rm+(Di/2)-t.
Данный средний радиус Rm, как правило, также представляет собой радиус гибочного штампа, то есть радиус, измеренный от центра О поворота гибочного штампа 2 до продольной оси l трубы Т, подлежащей гибке. Указанный центр О поворота и продольная ось l лежат в центральной плоскости α, то есть плоскости чертежа по фиг.3, которая ортогональна к плоскости вертикальной симметрии, проходящей через продольную ось l трубы Т, подлежащей гибке. Жесткий элемент имеет центральную продольную ось а, которая перпендикулярна радиусу Rm и лежит в той же центральной плоскости α.
Член t зависит от допуска как на размер трубы, подлежащей гибке, так и на размер жесткого элемента 5, от общей длины жесткого элемента 5 и от длины его отдельных участков для обеспечения возможности соединения вместе жесткого элемента 5 и трубы Т, подлежащей гибке, с возможностью их перемещения относительно друг друга как перед операцией гибки, так и после операции гибки. Очевидно, что если t увеличивается, точность при гибке трубы Т уменьшается, поскольку зазор трубы Т, подлежащей гибке, относительно бокового профиля жесткого элемента 5 увеличивается. При этом следует понимать, что для обеспечения точности важно, чтобы член t был как можно более близким к нулю.
Как можно понять при рассмотрении фиг.3, поверхностный промежуточный участок, образованный частью 50 периферии, и поверхностные концевые участки, образованные частями 51 и 52 периферии, представляют собой части соответствующих ближнего и дальнего боковых профилей, которые взаимодействуют с трубой Т на операции гибки. С другой стороны, промежуточному участку дальнего бокового профиля и концевым участкам ближнего бокового профиля может быть придана такая форма, что они не будут влиять на гибку трубы. Таким образом, целесообразно, чтобы промежуточный участок, образованный частью 53 периферии, противоположной по отношению к части 50 периферии, был вогнутым, и концевые участки, образованные частями 54, 55 периферии, противоположными частям 51, 52 периферии, были выпуклыми.
Предпочтительно, чтобы жесткий элемент 5 имел в его реальной конструкции симметричные боковые профили, например профили твердого геометрического тела вращения для гибки труб округлого поперечного сечения или профили твердого геометрического тела, полученного экструзией, для гибки труб четырехугольного поперечного сечения, как будет видно ниже со ссылкой на фиг.4 и 5, которые показывают два предпочтительных варианта осуществления изобретения на виде в перспективе.
В частности, если выбраны симметричные боковые профили относительно плоскости симметрии, проходящей через продольную ось 1 трубы и перпендикулярной к плоскости а чертежа, то промежуточный вогнутый участок дальнего бокового профиля будет образован частью 53 периферии, имеющей тот же радиус кривизны, что и часть 50 периферии, образующая вогнутый промежуточный участок ближнего бокового профиля. Что касается выпуклых концевых участков ближнего бокового профиля, то они будут образованы частями 54, 55 периферии, имеющими тот же радиус кривизны, что и участки 51, 52 периферии, образующие выпуклые концевые участки дальнего бокового профиля.
Как показано на фиг.3, с точки зрения конструкции целесообразно, чтобы части 50, 53 периферии, образующие вогнутые промежуточные участки ближних боковых профилей, были соединены с частями 54, 55 и 51, 52 периферии, образующими соответствующие концевые участки посредством кривых 56, 57. Части 51, 52 и 54, 55 периферии, образующие одни и те же концевые участки соответствующих дальних и ближних боковых профилей, уменьшаются по направлению к концам жесткого элемента посредством кривых 58, 59, которые заканчиваются фасками, обозначенными, в целом, ссылочной позицией 60.
В случае симметричных боковых профилей жесткий элемент 5 будет, по существу, выполнен с формой, подобной цилиндру 501, как показано на виде в перспективе на фиг.4, для гибки труб. Цилиндр 501 имеет округлое поперечное сечение с синусоидальными боковыми поверхностями, при этом вогнутый промежуточный участок 502 образован в виде поверхности вращения посредством части периферии с радиусом Rci, вращающейся вокруг продольной центральной оси а жесткого элемента, и выпуклые концевые участки 505, 506 образованы в виде поверхностей вращения посредством разделенных частей периферии с радиусом Rce, вращающихся вокруг той же продольной центральной оси а. Вогнутый промежуточный участок 502 соединен с выпуклыми концевыми участками 505, 506 посредством кривых, обозначенных соответственно 503 и 504. Выпуклые концевые участки 505, 506 заканчиваются на концах жесткого элемента соответствующими фасками 507, 508.
Для гибки труб с четырехугольным сечением жесткий элемент 5 будет выполнен, по существу, в форме прямой призмы 510, имеющей цилиндрические боковые поверхности, отличающиеся от поверхностей вращения жесткого элемента 501, используемого при гибке труб с округлым сечением. Подобные поверхности обозначены ссылочными позициями 540, 500, 550 на ближнем боковом профиле и ссылочными позициями 520, 550, 530 на дальнем боковом профиле, как показано на виде в перспективе на фиг.5.
Как показано, вогнутая промежуточная поверхность 500 «уменьшается» посредством вогнутых концевых поверхностей 540, 550 ближней стороны посредством соответствующих кривых 560, 570, которые невозможно видеть на дальней стороне, и которые заканчиваются на конце жесткого элемента 510 фасками, в целом обозначенными ссылочной позицией 580.
Даже если до сих пор обозначение «ближний» и «дальний» сохраняется для боковых профилей, должно быть очевидным, что в случае симметричных боковых профилей жесткого элемента обозначение данных профилей по сути не значит ничего, поскольку в варианте осуществления по фиг.4 жесткий элемент 501 имеет все боковые профили, которые одинаковы, поскольку он представляет собой твердое геометрическое тело вращения, и жесткий элемент 510 имеет ближний профиль и дальний профиль, которые являются взаимозаменяемыми, поскольку они одинаковы.
Со ссылкой на фиг.1 будет подробно описан вариант осуществления оправки в соответствии с настоящим изобретением. Задний конец негибкого основного корпуса 3 присоединен к стержню 4 для удерживания оправки (показанному только частично), функции которого известны и поэтому больше не описываются.
Жесткий элемент 5 шарнирно присоединен к переднему концу 30 негибкого основного корпуса 3. Как было указано выше, шарнирное соединение жесткого элемента 5 с негибким основным корпусом 3 описано ниже, хотя следует понимать, что может быть использовано любое другое соединение, обеспечивающее возможность наклона жесткого элемента 5 относительно негибкого основного корпуса.
Соответственно негибкий основной корпус 3 имеет на своем переднем конце 30 гнездо 31, выполненное определенным известным способом так, что оно также содержит охватывающую часть шарового шарнира. В гнезде 31 выполнено радиальное отверстие 32 для обеспечения возможности ввинчивания в него штифта (не показан).
Известным образом охватываемая часть шарового шарнира в виде первого выступа 6 имеет сферическую форму с квадратной передней поверхностью. От данной квадратной поверхности первый выступ 6 обработан в окружном направлении для получения цилиндрической центральной части, имеющей радиус, который меньше радиуса сферической части. Кроме того, в первом выступе 6 выполнено непоказанное большое резьбовое сквозное отверстие для соединительной оси 7. За счет данной конфигурации первого выступа 6 он может быть быстро вставлен в гнездо 31 в его сферическое углубление, при этом первый выступ 31 имеет размеры, которые меньше радиуса той же сферической выемки. Первый выступ 6 вставляется в сферическое углубление после установки спиральной винтовой пружины 8 в цилиндрической задней камере гнезда 31. После вставки первого выступа 6 в сферическое углубление данный выступ вращают для обеспечения возможности простого ввинчивания соединительной оси 7 в первый выступ 6. После этого соединительную ось 7 фиксируют внутри первого выступа 6 посредством штифта, ввинчиваемого через радиальное отверстие 32.
Второй выступ 9 прикреплен к другому концу соединительной оси 7, например, также посредством штифта с резьбой. Предпочтительно жесткий элемент 5 имеет поверхность 10, обращенную к переднему концу 30 негибкого основного корпуса 3. Двойную цилиндрическую полость с одной наружной полостью 11, имеющей больший диаметр, и другой внутренней полостью 12, имеющей меньший диаметр, образуют в центре на поверхности 10 жесткого элемента 5. Наружная полость 11 выполнена с резьбой, и удерживающая втулка 13 ввинчена в наружную полость 11. Удерживающая втулка 13 имеет сквозное отверстие, которое спереди имеет форму полусферы и которое выполнено сзади с входной частью 14 в виде усеченного конуса, обращенной ко входу корпуса 31 и расположенной напротив него.
Во внутренней полости 12 жесткого элемента 5 размещена спиральная винтовая пружина 15, которая посредством шара 16 поджимает второй выступ 9, когда последний вставлен в удерживающую втулку 13. Жесткий элемент, будучи поджатым пружиной на его конце в состоянии покоя, при данной конструкции соединительной оси 7 будет стремиться занять «прямое» положение относительно корпуса 3.
Жесткий элемент 5 может быть изготовлен или цельным, или в виде множества частей, которые прочно соединены вместе, так что образуется одно тело.
В вышеприведенном описании представлен только иллюстративный и неограничивающий вариант осуществления соединения между основным корпусом и жестким элементом, но следует понимать, что изобретение не ограничено данным вариантом.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТРУБОГИБОЧНЫЙ СТАНОК С ОПРАВКОЙ ДЛЯ ГИБКИ, ИМЕЮЩИЙ НЕСУЩУЮ КОНСТРУКЦИЮ, КОТОРАЯ ОСОБЕННО УСТОЙЧИВА К РАБОЧИМ НАПРЯЖЕНИЯМ | 2008 |
|
RU2438819C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЛИНЫ УЧАСТКОВ ЗАКРУГЛЕНИЙ ВЫПУКЛОЙ ПОВЕРХНОСТИ ИЛИ ВОГНУТОЙ ПОВЕРХНОСТИ УДЛИНЕННОЙ ЗАГОТОВКИ И СООТВЕТСТВУЮЩИЙ ИНСТРУМЕНТ ДЛЯ ИЗМЕРЕНИЯ ДЛИНЫ | 2010 |
|
RU2443972C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХПЕТЛЕВОГО СТРОПА ИЗ КОЛЬЦЕВОГО ЖГУТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2087228C1 |
| СПОСОБ ГИБКИ ТРУБ И СТАНОК ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2015 |
|
RU2614975C1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 2019 |
|
RU2708488C1 |
| Устройство для гибки деталей из труб,прутков и профилей | 1981 |
|
SU963610A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| Штамп для изготовления отводов из листовых заготовок | 1981 |
|
SU958003A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ПРУТКА ПОСРЕДСТВОМ ГИБКИ ДЕТАЛЕЙ ПРОСТРАНСТВЕННОЙ ФОРМЫ ТИПА КЛЕММ РЕЛЬСОВЫХ СКРЕПЛЕНИЙ | 2003 |
|
RU2253529C2 |

Изобретение относится к обработке металлов давлением, в частности к устройствам для предотвращения дефектов труб в процессе гибки. Жесткий элемент оправки выполнен с возможностью введения внутрь трубы и отклонения вместе с ней на операции гибки с заданным средним радиусом, измеренным между центром поворота гибочного штампа и продольной осью трубы. Жесткий элемент имеет ближний боковой профиль стороны относительно центра поворота гибочного штампа и по меньшей мере вогнутый промежуточный участок, образованный частью периферии, и дальний боковой профиль стороны относительно того же центра поворота, который содержит два выпуклых, разделенных концевых участка, образованных соответствующими частями периферии с определенным радиусом. Повышается качество гибки. 8 з.п. ф-лы, 5 ил.
1. Оправка трубогибочной машины, содержащая жесткий элемент, выполненный с возможностью введения внутрь трубы, подлежащей гибке, и отклонения вместе с ней на операции гибки, выполняемой гибочным штампом для получения кривой, имеющей заданный средний радиус Rm, измеренный между центром поворота гибочного штампа и продольной осью трубы, подлежащей гибке, при этом средний радиус Rm и продольная ось трубы лежат в центральной плоскости, ортогональной к плоскости симметрии трубы, подлежащей гибке, которая проходит через ее продольную ось, при этом труба, подлежащая гибке, имеет внутренний размер Di, измеренный поперечно к ее продольной оси, отличающаяся тем, что жесткий элемент имеет ближний боковой профиль относительно центра поворота гибочного штампа, содержащий, по меньшей мере, вогнутый промежуточный участок, образованный частью периферии с радиусом Rci, и дальний боковой профиль относительно центра поворота гибочного штампа, содержащий, по меньшей мере, два выпуклых, разделенных концевых участка, образованных соответствующими частями периферии с радиусом Rce, причем радиусы Rci и Rce зависят от Rm, Di/2 и параметра t, учитывающего допуски на размеры трубы, жесткого элемента, общей длины жесткого элемента и длины его отдельных участков для обеспечения соединения жесткого элемента с трубой Т с возможностью их перемещения относительно друг друга перед и во время гибки.
2. Оправка по п.1, отличающаяся тем, что жесткий элемент имеет как ближний, так и дальний боковые профили, которые симметричны относительно плоскости симметрии трубы, при этом каждый боковой профиль содержит вогнутый промежуточный участок, образованный частью периферии с радиусом Rci, между двумя выпуклыми концевыми участками, образованными частями периферии с радиусом Rce, причем промежуточный участок выполнен с закруглениями относительно двух концевых участков жесткого элемента, выполненных с фасками на концах жесткого элемента.
3. Оправка по п.1 или 2, отличающаяся тем, что для округлого поперечного сечения подлежащей гибке трубы, промежуточный участок и концевые участки жесткого элемента представляют собой участки поверхности вращения, образованные посредством вращения частей периферии вокруг центральной продольной оси жесткого элемента.
4. Оправка по п.1 или 2, отличающаяся тем, что для четырехугольного поперечного сечения подлежащей гибке трубы промежуточный участок и концевые участки жесткого элемента представляют собой участки экструзионной поверхности, образованные частями периферии при их смещении параллельно плоскости симметрии подлежащей гибке трубы.
5. Оправка по п.1, отличающаяся тем, что жесткий элемент шарнирно соединен с негибким основным корпусом, соединенным со стержнем для удержания оправки.
6. Оправка по п.5, отличающаяся тем, что жесткий элемент и негибкий основной корпус соединены друг с другом посредством соединительной оси, заканчивающейся сферическими концевыми выступами, входящими в соответствующие гнезда, расположенные в противоположных частях негибкого основного корпуса и жесткого элемента, для образования взаимодействующих шаровых шарниров.
7. Оправка по п.6, отличающаяся тем, что сферические концевые выступы соединительной оси подпружинены в соответствующих гнездах.
8. Оправка по п.1, отличающаяся тем, что жесткий элемент выполнен цельным.
9. Оправка по п.1, отличающаяся тем, что жесткий элемент выполнен в виде множества частей, которые прочно соединены вместе для образования одного тела.
| JP 2005205482 А, 04.08.2005 | |||
| Способ гибки труб | 1977 |
|
SU673347A1 |
| Съемный автоподатчик к фрезерному по дереву станку | 1959 |
|
SU126604A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТВОДА | 2002 |
|
RU2234388C1 |
| US 5909908 A, 08.06.1999. | |||

