Изобретение относится к трубопрокатному производству, а точнее к станам холодной прокатки труб.
Известен стан холодной прокатки труб (см. патент ФРГ №3145394, М.кл. В21В 17/06, заявл. 11.11.81 г., опубл. 19.05.83 г.), содержащий рабочую клеть, станина которой соединена с механизмом фиксации стержня, включающим патрон стержня, и механизмом подачи с подающими винтами и приводом, патрон заготовки с гайками, взаимодействующими с подающими винтами, передние и задние люнеты, соединенные попарно тягами. Механизм подачи расположен за патроном заготовки.
Недостатком известного стана холодной прокатки является недостаточная жесткость элементов, связывающих механизм подачи со станиной рабочей клети, который под действием осевых усилий прокатки отклоняется от своего номинального положения. Винты механизма подачи работают на сжатие, а это, учитывая их значительные длины (длина винта в 1,5 раза больше длины заготовки), приводит к потере устойчивости, колебаниям и вибрации винтов, что влечет за собой установку большого количества люнетов, поддерживающих винты, и увеличение длины направляющих, по которым перемещается патрон заготовки, а следовательно, увеличивается длина всего стана.
Все это отрицательно сказывается на стабильности подачи заготовок, снижает качество прокатываемых труб и уменьшает надежность и долговечность стана.
Из известных наиболее близким по технической сущности является стан холодной прокатки труб, описанный в книге «Конструкции, ремонт и обслуживание станов холодной прокатки труб» Кондратов Л.А. и др., Москва, изд-во «Металлургия» 1994 г., стр.118-123.
Этот стан холодной прокатки труб содержит рабочую клеть, станина которой соединена направляющими с механизмом фиксации стержня, включающим патрон стержня, и механизмом подачи с подающими винтами, патрон заготовки с гайками, взаимодействующими с подающими винтами, передние и задние люнеты, жестко соединенные тягами попарно, и привод. Механизм подачи расположен за патроном заготовки на максимальном расстоянии от очага деформации.
Недостатком известной конструкции стана холодной прокатки труб является невысокое качество прокатываемых труб из-за нестабильности подачи, обусловленной недостаточной жесткостью направляющих, из-за чего механизм подачи под действием осевых усилий прокатки отклоняется от номинального положения. Кроме того, значительная длина подающих винтов, работающих на сжатие, приводит к потере устойчивости и вибрации винтов и сокращает срок их службы и взаимодействующих с ними гаек. Эти недостатки отрицательно сказываются также на надежности и долговечности стана.
Значительная длина винтов требует установки большого количества люнетов, поддерживающих винты для обеспечения их устойчивости, что увеличивает длину направляющих, по которым перемещается патрон заготовки и люнеты винтов, а это увеличивает длину стана, что нежелательно.
Задача настоящего изобретения состоит в создании стана холодной прокатки труб, позволяющего повысить качество прокатываемых труб за счет стабилизации процесса прокатки, увеличить надежность и долговечность стана за счет повышения жесткости силовых связей механизма подачи со станиной рабочей клети и уменьшить длину стана.
Поставленная задача достигается тем, что в стане холодной прокатки труб, содержащем рабочую клеть, станина которой соединена направляющими с механизмом фиксации стержня, включающим патрон стержня, механизм подачи с подающими винтами и приводом, патрон заготовки с гайками, взаимодействующими с подающими винтами, передние и задние люнеты, жестко соединенные тягами попарно, согласно изобретению механизм подачи расположен между рабочей клетью и патроном заготовки и закреплен на станине клети.
Такое конструктивное выполнение стана холодной прокатки труб позволяет повысить качество прокатываемых труб и увеличить надежность и долговечность стана, а также сократить длину стана. Это достигается за счет того, что механизм подачи расположен на минимальном расстоянии от очага деформации. Упругие деформации механических связей сведены к минимуму. Это стабилизирует величину подачи и повышает качество прокатываемых труб. Кроме того, в предложенной конструкции стана подающие винты работают на растяжение, что обеспечивает их устойчивость, а это позволяет уменьшить диаметр винтов, количество поддерживающих люнетов и длину направляющих, и в результате уменьшает длину стана. При этом также увеличивается срок службы гаек и винтов подачи.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
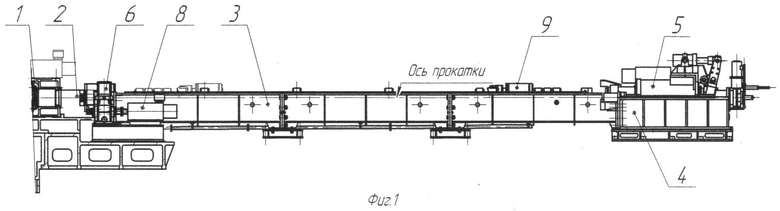
на фиг.1 изображен стан холодной прокатки труб, фронтальный вид;
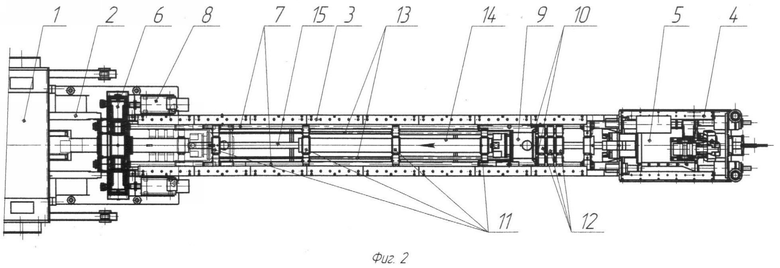
на фиг.2 - то же, вид в плане.
Стан холодной прокатки труб содержит рабочую клеть 1, станина 2 которой соединена направляющими 3 с механизмом 4 фиксации стержня, включающим патрон 5 стержня, механизм 6 подачи с подающими винтами 7 и приводом 8, патрон 9 заготовки с гайками 10. Гайки 10 патрона 9 заготовки взаимодействуют с подающими винтами 7 механизма 6 подачи и перемещают патрон 9 заготовки, осуществляя подачу заготовки в очаг деформации. Механизм 6 подачи расположен между рабочей клетью 1 и патроном 9 заготовки и закреплен на станине 2 клети 1. Для поддержания винтов 7 служат передние 11 и задние 12 люнеты, жестко соединенные тягами 13 попарно.
Стан работает следующим образом:
Заготовка 14, поступающая со стола загрузки (на чертеже не показан), передается на ось прокатки и патроном 9 заготовки импульсным перемещением продвигается в направлении рабочей клети 1 на величину подачи. Перемещение патрона 9 заготовки осуществляется парой винт 7 - гайка 10. Винт 7 установлен в механизме 6 подачи и получает вращение от привода 8, а гайка 10 смонтирована неподвижно в корпусе патрона 9 заготовки. Патрон 5 стержня фиксирует стержень 15 с оправкой в осевом направлении и перемещает его при настройке положения оправки по отношению к очагу деформации. Люнеты 11, 12 поддерживают подающие винты 7 механизма 6 подачи. При этом винты 7 работают на растяжение, что обеспечивает их устойчивость, благодаря расположению механизма подачи между рабочей клетью 1 и патроном 9 заготовки. После установки заготовки 14 в очаге деформации осуществляется процесс прокатки заготовки на оправке валками рабочей клети. Прокатка происходит до тех пор, пока патрон 9 заготовки не дойдет до своего крайнего переднего положения. В этот момент привод стана (не показан) отключается, а патрон 9 заготовки возвращается в исходное - крайнее заднее положение, освобождая место для очередной заготовки.
Предложенный стан холодной прокатки труб по сравнению с известными позволяет повысить качество прокатываемых труб, увеличить надежность и долговечность стана и уменьшить длину стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2008 |
|
RU2376087C1 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| Механизм подачи стана холодной прокатки труб | 1979 |
|
SU768500A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1993 |
|
RU2040984C1 |
| СПОСОБ ПОДАЧИ ЗАГОТОВОК В РАБОЧУЮ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ С БОКОВОЙ ЗАГРУЗКОЙ | 2011 |
|
RU2482934C9 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2481904C1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| ПЛАНЕТАРНЫЙ СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2237530C1 |
| Механизм подачи стана холоднойпРОКАТКи ТРуб | 1979 |
|
SU845898A1 |
| Стан холодной пилигримовой прокатки труб | 1987 |
|
SU1491594A1 |
Изобретение относится к трубопрокатному производству, а точнее к станам холодной прокатки труб. Стан холодной прокатки труб содержит рабочую клеть, станина которой соединена направляющими с механизмом фиксации стержня, включающим патрон стержня, механизм подачи с винтами и приводом, патрон заготовки с гайками. Гайки взаимодействуют с винтами механизма подачи и перемещают патрон заготовки в направлении очага деформации. Механизм подачи расположен между рабочей клетью и патроном заготовки и закреплен на станине клети. Для поддержания винтов служат передние и задние люнеты, жестко соединенные тягами попарно. Обеспечивается повышение качества прокатываемых труб за счет стабилизации процесса прокатки, увеличение надежности и долговечности стана за счет повышения жесткости и уменьшение длины стана. 2 ил.
Стан холодной прокатки труб, содержащий рабочую клеть, станина которой соединена направляющими с механизмом фиксации стержня, включающим патрон стержня, механизм подачи с подающими винтами и приводом, патрон заготовки с гайками, взаимодействующими с подающими винтами, передние и задние люнеты, жестко соединенные тягами попарно, отличающийся тем, что механизм подачи связан со станиной рабочей клети и расположен между рабочей клетью и патроном заготовки.
| КОНДРАТОВ Л.А | |||
| и др | |||
| Конструкции, ремонт и обслуживание станов холодной прокатки | |||
| - М.: Металлургия, 1994, с.118-123 | |||
| DE 3145394 A1, 19.05.1983 | |||
| DE 2922941 A1, 04.12.1980 | |||
| СПОСОБ ВОССТАНОВИТЕЛЬНОГО ЛЕЧЕНИЯ ДЕТЕЙ С ПЕРВИЧНЫМ ХРОНИЧЕСКИМ ПИЕЛОНЕФРИТОМ | 2018 |
|
RU2725276C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 0 |
|
SU210792A1 |

