Изобретение относится к трубопрокатному производству, а точнее к способу подачи заготовок в рабочую клеть стана холодной прокатки труб с боковой загрузкой.
Известен способ для подачи заготовок в стан холодной прокатки труб, см. а.св. СССР №236401, кл. В21В 17/04, заявл. 12.07.61 г., опубл. 03.02.69 г.
В известном способе заготовку подают на приемный стол, далее толкателем перемещают заготовку до упора, выравнивая торцы заготовки, и подают технологическую смазку в полость заготовки. При прокатке патрон гильзы периодически подает заготовку в очаг деформации.
Недостаток известного способа заключается в недостаточной смазке внутренней поверхности заготовки, так как смазка распределяется по поверхности заготовки неравномерно, поступает на оправку через кольцевой зазор, образующийся при подаче заготовки, и не возобновляется.
Из известных способов подачи заготовок в рабочую клеть стана холодной прокатки труб с боковой загрузкой наиболее близким по технической сущности является способ, используемый в конструкции стана и описанный в книге Кондратова Л.А. и др. «Конструкции, ремонт и обслуживание станов холодной прокатки труб». Москва, изд-во «Металлургия», 1994 г., стр.11.
Этот способ подачи заготовок в рабочую клеть стана холодной прокатки труб с боковой загрузкой включает подачу заготовок на приемный стол и перемещение их до упора на приемном столе для выравнивания торцов заготовок, подачу порции смазки в заготовку, отведение оправочного стержня и патрона заготовки, передачу заготовки на ось прокатки, возвращение оправочного стержня в рабочее положение, введение его в заготовку и фиксирование механизмом установки, подачу заготовки в очаг деформации патроном заготовки.
Недостаток известного способа заключается в том, что смазка, нанесенная на внутреннюю поверхность заготовки, покрывает также и оправочный стержень, накапливается на внутренней поверхности заготовки и поступает на оправку через кольцевой зазор, образующийся при подаче заготовки. Кроме того, смазка не отводит тепло из очага деформации, так как ее недостаточно и она не возобновляется. В пределах обжимной зоны смазка многократно подвергается знакопеременным нагрузкам при повышенных температурах, изменяя свои свойства и состав. Все это отрицательно влияет на качество прокатываемых труб и износ технологического инструмента. При недостаточной подаче смазки и отводе тепла из очага деформации величина подачи и степень деформации металла за проход ограничивают производительность стана.
Задача настоящего изобретения состоит в создании способа подачи заготовок в рабочую клеть стана холодной прокатки труб с боковой загрузкой, позволяющего улучшить качество прокатываемых труб, повысить производительность стана, увеличить срок службы технологического инструмента за счет улучшения смазки внутренней поверхности заготовки и отвода тепла из очага деформации.
Поставленная задача достигается тем, что в способе подачи заготовок в рабочую клеть стана холодной прокатки труб с боковой загрузкой, включающем подачу заготовок на приемный стол и перемещение их до упора на приемном столе для выравнивания торцов заготовок, подачу смазки в заготовку, отведение оправочного стержня и патрона заготовки по оси прокатки на длину заготовки, передачу заготовки с приемного стола на ось прокатки, возвращение оправочного стержня в рабочее положение, введение его в заготовку и фиксирование его механизмом установки, подачу заготовки в очаг деформации патроном заготовки, согласно изобретению подачу смазки в заготовку осуществляют после передачи ее на ось прокатки через стержень, введенный в заготовку и зафиксированный механизмом установки, посредством устройства, закрепленного на механизме установки стержня и выполненного в виде рычага, на одном конце которого закреплена смазочная головка, а другой конец связан с гидроцилиндром отведения смазочной головки, при этом смазку подают постоянно в процессе прокатки.
Такое выполнение способа подачи заготовок в рабочую клеть стана холодной прокатки труб с боковой загрузкой позволит улучшить качество прокатываемых труб, повысить производительность стана, увеличить срок службы технологического инструмента.
Улучшение качества прокатываемых труб достигается за счет улучшения смазки внутренней поверхности заготовки путем подачи смазки в заготовку после передачи ее на ось прокатки через оправочный стержень, введенный в заготовку и зафиксированный механизмом установки. Подачу смазки осуществляют посредством устройства, закрепленного на корпусе механизма установки стержня и выполненного в виде рычага, на одном конце которого закреплена смазочная головка, а другой конец связан с гидроцилиндром отведения смазочной головки. Смазку подают постоянно в процессе прокатки. В качестве смазки используют СОЖ.
Повышение производительности и увеличение срока службы технологического инструмента достигается за счет возможности увеличения величины подачи и степени деформации металла за проход путем отвода тепла из очага деформации во время прокатки. Подаваемая смазка постоянно возобновляется, выполняя функцию охлаждающей жидкости - теплоносителя.
Для пояснения изобретения ниже описан пример осуществления способа, со ссылками на прилагаемые чертежи, на которых:
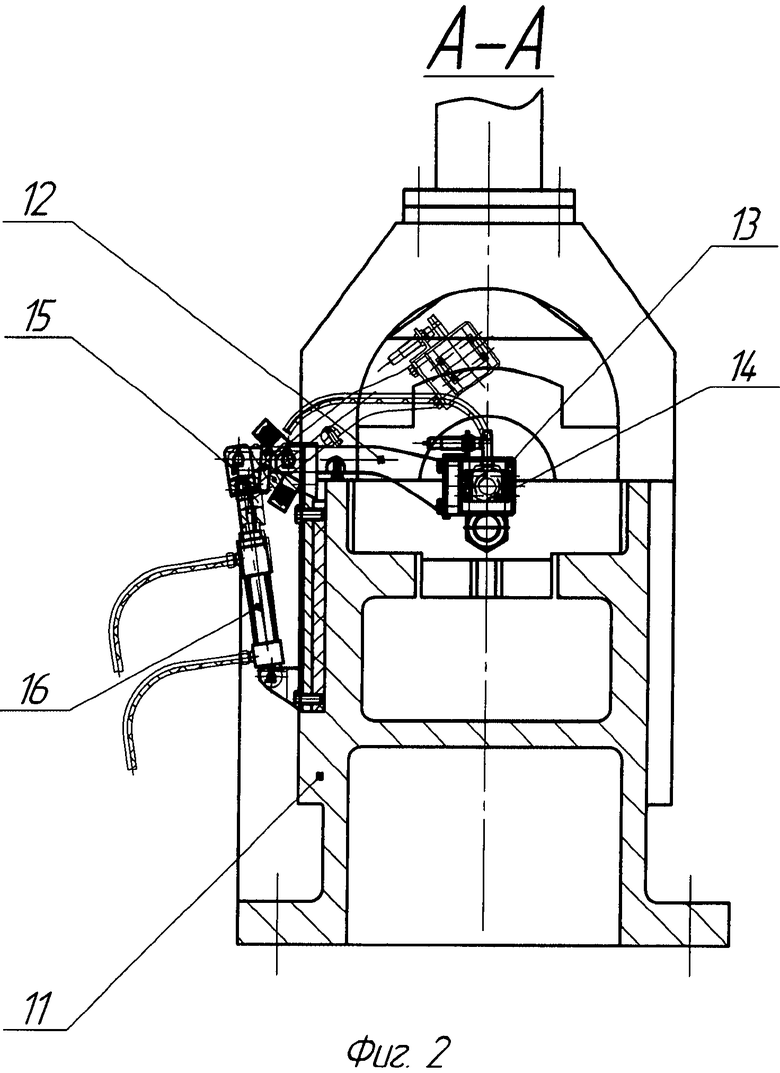
на фиг.1 изображен способ подачи заготовок в рабочую клеть стана холодной прокатки труб с боковой загрузкой;
на фиг.2 - разрез А-А на фиг.1.
Способ подачи заготовок в рабочую клеть стана холодной прокатки труб с боковой загрузкой осуществляется следующим образом.
Пакет заготовок подают на приемный стол 1, где раскладывают их в один слой. Далее толкателем 2 заготовку 3 перемещают до упора 4 приемного стола 1 для выравнивания передних торцов. Оправочный стержень 5 и патрон 6 заготовки отводят по оси прокатки на длину заготовки, при этом оправочный стержень 5 перемещают цепным транспортером 7 механизма отвода 8 стержня, а патрон 6 заготовки - с помощью винта подачи 9. Затем механизмом загрузки (не показан) заготовку 3 передают с приемного стола 1 на ось прокатки. После загрузки заготовки на ось прокатки оправочный стержень 5 вводят внутрь заготовки 3, возвращают в рабочее положение и фиксируют механизмом установки 10 стержня. После передачи заготовки на ось прокатки осуществляют подачу смазки в заготовку через стержень 5, введенный в заготовку 3 посредством устройства, закрепленного на корпусе 11 механизма установки 10 стержня. Это устройство выполнено в виде шарнирно закрепленного на корпусе 11 рычага 12, на одном конце которого закреплена смазочная головка 13 с гидроцилиндром поджима 14, а второй конец рычага 12 посредством серьги 15 связан с гидроцилиндром отведения 16 смазочной головки 13 с оси прокатки. Для подачи смазки смазочную головку 13 опускают на ось прокатки гидроцилиндром 16, где она входит в контакт с оправочным стержнем 5, поджимают гидроцилиндром 14 и далее осуществляют подачу смазки, при этом смазку подают постоянно в процессе прокатки.
Предложенный способ подачи заготовок в рабочую клеть стана холодной прокатки труб с боковой загрузкой по сравнению с известными позволяет улучшить качество прокатываемых труб, повысить производительность стана, увеличить срок службы технологического инструмента за счет улучшения смазки внутренней поверхности заготовки и отвода тепла из очага деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ ЗАГОТОВОК В СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1969 |
|
SU236401A1 |
| Передний стол стана холодной прокатки труб | 1978 |
|
SU759155A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2008 |
|
RU2376087C1 |
| Патрон зажима оправочного стержняСТАНА ХОлОдНОй пРОКАТКи ТРуб | 1979 |
|
SU806179A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2008 |
|
RU2376086C1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛЫХ ИЗДЕЛИЙ | 1995 |
|
RU2098205C1 |
| Устройство для перемещения оправочного стержня | 1980 |
|
SU863028A1 |
| ПЛАНЕТАРНЫЙ СТАН ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2237530C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ВИНТОВЫХ ШТАНГ | 2021 |
|
RU2776915C1 |
Изобретение предназначено для улучшения качества прокатываемых труб, повышения производительности и увеличения срока службы технологического инструмента рабочей клети стана холодной прокатки труб с боковой загрузкой. Способ включает подачу заготовок на приемный стол и перемещение их до упора на приемном столе для выравнивания торцов заготовок, подачу смазки в заготовку, отведение оправочного стержня и патрона заготовки по оси прокатки на длину заготовки, передачу заготовки с приемного стола на ось прокатки, возвращение оправочного стержня в рабочее положение, введение его в заготовку и фиксирование его механизмом установки, подачу заготовки в очаг деформации патроном заготовки. Улучшение смазки внутренней поверхности заготовки и отвод тепла из очага деформации обеспечиваются за счет того, что подачу смазки в заготовку осуществляют после передачи ее на ось прокатки через стержень, введенный в заготовку и зафиксированный механизмом установки, посредством устройства, закрепленного на механизме установки стержня и выполненного в виде рычага, на одном конце которого закреплена смазочная головка, а другой конец связан с гидроцилиндром отведения смазочной головки, при этом смазку подают постоянно в процессе прокатки. 2 ил.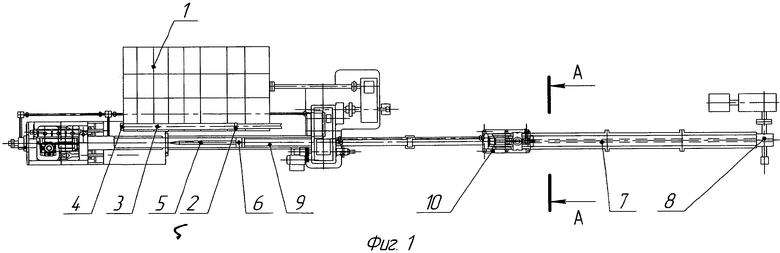
Способ подачи заготовок в рабочую клеть стана холодной прокатки труб с боковой загрузкой, включающий подачу заготовок на приемный стол и перемещение их до упора на приемном столе для выравнивания торцов заготовок, подачу смазки в заготовку, отведение оправочного стержня и патрона заготовки по оси прокатки на длину заготовки, передачу заготовки с приемного стола на ось прокатки, возвращение оправочного стержня в рабочее положение, введение его в заготовку и фиксирование его механизмом установки, подачу заготовки в очаг деформации патроном заготовки, отличающийся тем, что подачу смазки в заготовку осуществляют после передачи ее на ось прокатки через стержень, введенный в заготовку и зафиксированный механизмом установки, посредством устройства, закрепленного на механизме установки стержня и выполненного в виде рычага, на одном конце которого закреплена смазочная головка, а другой конец связан с гидроцилиндром отведения смазочной головки, при этом смазку подают постоянно в процессе прокатки.
| КОНДРАТОВ Л.А и др | |||
| Конструкции, ремонт и обслуживание станов холодной прокатки труб | |||
| - М.: Металлургия, с.11 | |||
| СПОСОБ УСИЛЕНИЯ ЭЛЕКТРИЧЕСКИХ СИГНАЛОВ | 1952 |
|
SU101947A1 |
| Технологический инструмент непрерывного стана оправочной прокатки труб | 1990 |
|
SU1734901A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗКИ В ОПРАВКУ | 1993 |
|
RU2039619C1 |
| ПРОКАТНАЯ УСТАНОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2006 |
|
RU2343022C1 |

