Изобретение относится к области обработки металлов давлением, а точнее к стану холодной прокатки труб с торцевой загрузкой заготовок.
Известен стан холодной прокатки труб КПВ 25 BMP (KPW 25 VMR) ф.Маннесманн-Демаг, см. "Конструкции, ремонт и обслуживание станов холодной прокатки труб". Кондратов Л.А., Чечулин Ю.Б., Богданов Н.Т., Макаркин B.C., из-во Металлургия, 1994 г., стр.118-125.
Известный стан содержит рабочую клеть с подвижной силовой станиной, приводной механизм с коленчатым валом, распределительно-подающий механизм с винтами подачи, включающий механизм подачи, поворота и зажима стержня оправки, патрон заготовки с гайками, взаимодействующими с винтами подачи, передние люнеты, жестко соединенные тягами, попарно с задними люнетами. Люнеты поддерживают винт подачи, стержень оправки и заготовку. Распределительно-подающий механизм соединен направляющими с рабочей клетью. Стан имеет торцевую систему загрузки заготовок с остановкой клети для перезарядки.
Недостатком данного стана является нестабильность величины подачи из-за наличия многочисленного числа кинематических связей при передаче вращения от главного привода к распределительно-подающему механизму, что отрицательно сказывается на качестве прокатываемых труб.
Из известных наиболее близким по технической сущности является стан холодной прокатки труб с торцевой загрузкой заготовки, описанный в патенте США №3659446, кл. 72-14, заявл. 21.10.70 г., опубл. 02.05.72 г.
Этот стан содержит рабочую клеть, привод, распределительно-подающий механизм с винтами подачи, соединенный направляющими с рабочей клетью, патрон заготовки с гайками, взаимодействующими с винтами подачи, передние люнеты, жестко соединенные тягами попарно с задними люнетами. Распределительно-подающий механизм включает механизм подачи, поворота и зажима стержня оправки. Стан снабжен средством для измерения длины прокатываемых заготовок.
Недостаток известной конструкции стана холодной прокатки заключается в недостаточном качестве получаемых труб из-за невозможности проследить момент прохождения стыка заготовок в очаге деформации для создания пониженных режимов прокатки. Это обусловлено тем, что стан останавливается на перезарядку в тот момент, когда патрон заготовки прошел расстояние, равное длине следующей заготовки, а эта величина переменная.
Это отрицательно сказывается на качестве прокатываемых заготовок и на производительности, так как прокатка осуществляется на пониженных режимах деформации.
Задача настоящего изобретения состоит в создании стана холодной прокатки труб, позволяющего улучшить качество получаемых труб и повысить производительность путем отслеживания момента прохождения стыка заготовок в очаге деформации для создания оптимальных режимов прокатки заготовок любой длины.
Поставленная задача достигается тем, что стан холодной прокатки труб, содержащий рабочую клеть с приводом, распределительно-подающий механизм с винтами подачи, соединенный направляющими с рабочей клетью, патрон заготовки с гайками, взаимодействующими с винтами подачи, передние люнеты, жестко соединенные телескопическими тягами попарно с задними люнетами, согласно изобретению снабжен установленным на первом переднем люнете датчиком, дающим сигнал о прохождении переднего конца заготовки, расположенными на направляющих фиксаторами упомянутого датчика и установленным перед передним люнетом зажимом заготовки.
Такое конструктивное выполнение стана холодной прокатки труб позволит следить за стыком трубных заготовок, его прохождением в зоне деформации и вести прокатку при оптимальных режимах, что улучшит качество получаемых труб и повысит производительность стана.
Это достигается за счет установки датчика на первом переднем люнете, дающего сигнал в систему управления при появлении в зоне его чувствительности (срабатывания) переднего конца заготовки, перемещаемой патроном заготовки вперед, что позволяет остановить патрон заготовки, а следовательно, и заготовку в положении, обеспечивающем минимально возможный зазор между торцами предыдущей и загружаемой заготовками. Установка фиксаторов на направляющих позволит исключить самопроизвольное перемещение люнетов при изменении условий скольжения в телескопических тягах, а следовательно, и установленного на первом люнете датчика, что стабилизирует процесс прокатки.
Зажим, установленный перед первым люнетом, позволит исключить самопроизвольное неконтролируемое перемещение коротких заготовок назад при перемещении патрона заготовки и люнетов в исходное положение, которое может привести к ложным срабатываниям датчика, и тем самым обеспечит качественную прокатку коротких заготовок.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемые чертежи, на которых:
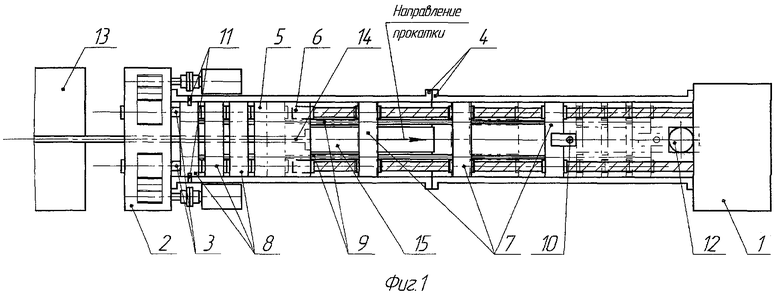
на фиг.1 изображен стан холодной прокатки труб (схема, начало прокатки, штрихпунктирной линией показаны люнеты, патрон заготовки и заготовка в крайнем переднем положении);
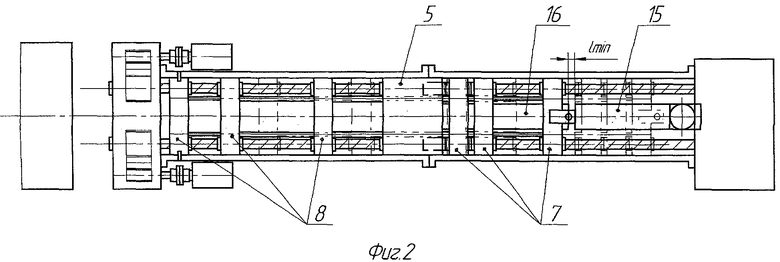
на фиг.2 - то же (момент прохождения передним концом заготовки датчика).
Стан холодной прокатки труб содержит рабочую клеть 1 с приводом, распределительно-подающий механизм 2 с винтами подачи 3, соединенный направляющими 4 с рабочей клетью 1, патрон 5 заготовки с гайками 6, взаимодействующими с винтами подачи 3, и передние 7 и задние 8 люнеты, служащие для поддержания винтов подачи, стержня оправки и заготовки. Передние 7 люнеты жестко соединены тягами 9 попарно с задними 8 люнетами. Тяги 9, соединяющие пары люнетов, установлены одна в другой с возможностью телескопического раздвижения и сближения.
На переднем 7 люнете установлен датчик 10, дающий сигнал о прохождении переднего конца заготовки, а на направляющих 4 расположены фиксаторы 11 этого датчика. Перед передним 7 люнетом установлен зажим 12 заготовки. Люнеты 7, 8 и патрон 5 заготовки легко перемещаются по направляющим 4. При изменении условий скольжения в телескопических тягах 9 возможно самопроизвольное перемещение люнетов без контакта с патроном заготовки, что может привести к сбоям в работе.
Для исключения этого явления служат фиксаторы 11, фиксирующие последний задний 8 люнет, а следовательно, и жестко соединенный с ним тягой 9 первый передний 7 люнет с установленным на нем датчиком 10, в строго определенном положении до момента снятия сигнала датчиком 10 о прохождении переднего торца загружаемой заготовки. Конструкция фиксаторов может быть различной (пружинной, гидравлической, пневматической и другой), но обеспечивающей возможность беспрепятственного перемещения патрона 5 заготовки в рабочем режиме. Для подачи заготовок со стола загрузки 13 на ось прокатки служит толкатель 14.
Стан работает следующим образом.
Толкатель 14 со стола загрузки 13 перемещает заготовку 15 на ось прокатки, устанавливая ее перед патроном 5 заготовки. После этого толкатель 14 возвращается на исходную позицию, а патрон 5 заготовки ускоренным движением перемещает загружаемую заготовку в рабочую клеть. Затем патрон заготовки возвращается назад. Перемещение патрона заготовки осуществляется благодаря взаимодействию гаек 6 с винтами подачи 3 распределительно-подающего механизма 2. При перемещении патрон 5 заготовки взаимодействует с люнетами 7, расположенными впереди от патрона заготовки, и с люнетами 8, расположенными сзади от него, расставляя их равномерно.
Затем толкатель 14 подает следующую заготовку 16 на ось прокатки, а патрон заготовки ускоренно перемещает загружаемую заготовку до предыдущей заготовки 15. Датчик 10, расположенный на переднем 7 люнете, дает сигнал о прохождении переднего конца заготовки, что позволяет остановить патрон заготовки, а следовательно, и заготовку в положении, обеспечивающем минимально возможный зазор lmin между торцами предыдущей 15 и загружаемой 16 заготовок.
Далее патрон 5 заготовки переходит на режим рабочей подачи, то есть подача заготовки производится порциями синхронно перемещению рабочей клети 1, осуществляющей деформацию заготовки.
При перезарядке стана короткая заготовка из-за своей длины не доходит до рабочей клети. Она свободно лежит в люнетах. При перемещении в исходное положение патрона заготовки, а следовательно, и люнетов, возможно перемещение заготовки вместе с люнетами, что приведет к ложному срабатыванию датчика 10 и сбоям в работе стана. Для исключения перемещения заготовки перед первым люнетом установлен зажим 12, который обеспечивает фиксацию заготовки.
Предложенный стан холодной прокатки труб по сравнению с известными позволяет улучшить качество получаемых труб и повысить производительность стана путем отслеживания стыка трубных заготовок в очаге деформации и вести прокатку при оптимальных режимах заготовок любой длины.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2008 |
|
RU2376086C1 |
| Передний стол стана холодной прокатки труб | 1978 |
|
SU759155A1 |
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| Устройство для определения положения стыка труб на станах холодной прокатки | 1978 |
|
SU768508A1 |
| Стан холодной прокатки труб | 1966 |
|
SU458351A1 |
| Стан пилигримовой прокатки труб | 1981 |
|
SU1051793A1 |
| Устройство автоматического управления перезарядкой стана холодной прокатки труб | 1980 |
|
SU899179A1 |
| МЕХАНИЗМ ПОДАЧИ И ПОВОРОТА СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2004 |
|
RU2291005C2 |
| Механизм подачи стана холодной прокатки труб | 1972 |
|
SU440172A1 |
| Подающее устройство стана холодной прокатки труб | 1981 |
|
SU986524A1 |
Изобретение используется в станах холодной прокатки труб с торцевой загрузкой заготовок. Стан холодной прокатки труб содержит рабочую клеть с приводом, распределительно-подающий механизм с винтами подачи, соединенный направляющими с рабочей клетью, патрон заготовки с гайками, взаимодействующими с винтами подачи, передние и задние люнеты, служащие для поддержания винтов подачи, стержня оправки и заготовки. Передние люнеты жестко соединены телескопическими тягами попарно с задними люнетами. На первом переднем люнете установлен датчик, дающий сигнал о прохождении переднего конца заготовки, а на направляющих расположены фиксаторы этого датчика. Перед передним люнетом установлен зажим заготовки. Изобретение позволит улучшить качество получаемых труб и повысить производительность стана за счет повышения надежности работы автоматики стана при отслеживании стыка трубных заготовок во время перезарядки стана, а также при прохождении стыка в очаге деформации, что позволяет вести прокатку при оптимальных технологических режимах. 2 ил.
Стан холодной прокатки труб, содержащий рабочую клеть с приводом, распределительно-подающий механизм с винтами подачи, соединенный направляющими с рабочей клетью, патрон заготовки с гайками, взаимодействующими с винтами подачи, передние люнеты, жестко соединенные телескопическими тягами попарно с задними люнетами, отличающийся тем, что он снабжен установленным на первом переднем люнете датчиком сигнала о прохождении переднего конца заготовки с фиксаторами, расположенными на направляющих, и зажимом заготовки, установленным перед передним люнетом.
| RU 2052306 С1, 20.01.1996 | |||
| ПАТРОН ЗАГОТОВКИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2292971C1 |
| Распределительно-подающий механизм стана холодной прокатки труб | 1983 |
|
SU1115822A1 |
| УСТАНОВКА ДЛЯ ПОДАЧИ ТРУБ К ОБРАБАТЫВАЮЩЕЙ МАШИНЕ | 1993 |
|
RU2070447C1 |
| US 3611775 А, 12.10.1971. | |||

