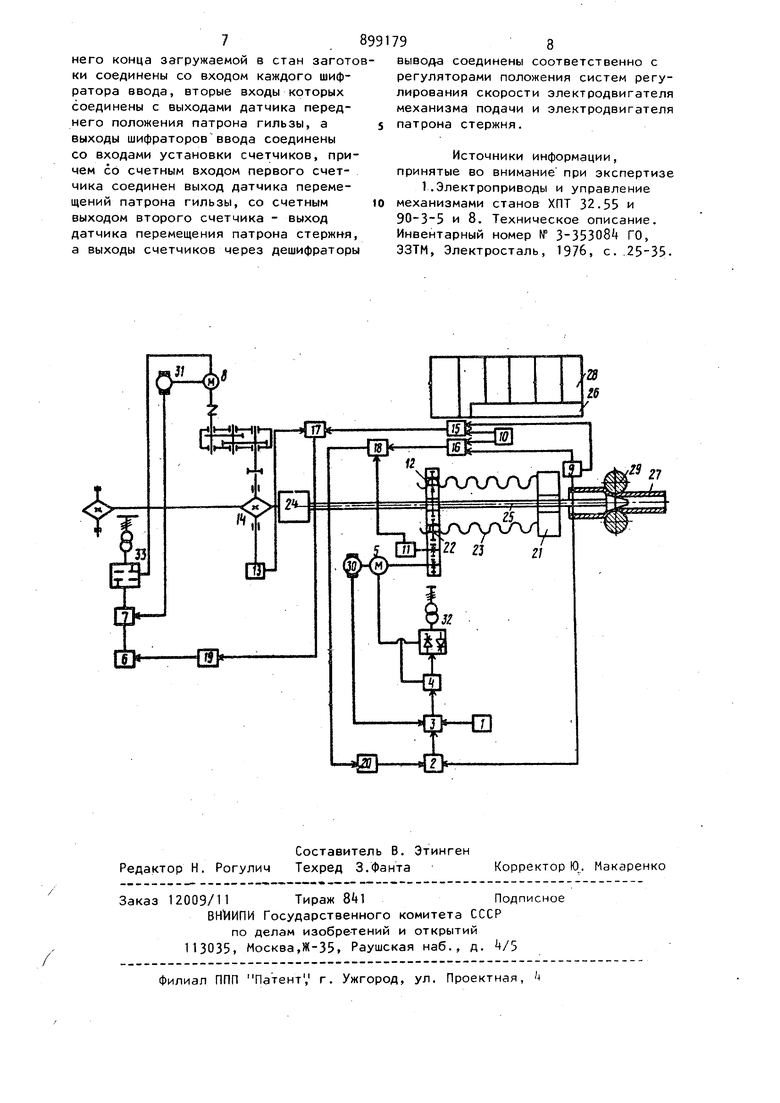
3 ла движения патрона гильзы от положения патрона стержня. Цель изобретения - повышение надежности работы стана в абтоматическом режиме. Поставленная цель достигается тем, что устройство, содержащее пос ледовательно соединенные блок задания скорости и систему регулировани скорости с регуляторами положения, скорости и тока электродвигателя механизма подачи, систему регулирования скорости с регуляторами полож ния, и скорости электродвигателя пат рона стержня, датчик переднего поло жения патрона гильзы, один из выходов которого соединен с одним из входов регулятора положения системы регулирования скорости электродвига теля механизма подачи, дополиительно содержит датчик заднего конца за ружаемой в стан заготовки, датчик перемещения патрона гильзы, кинематически связанный с механизмом пода чи, датчик перемещения патрона стержня, кинематически связанный со звездочкой привода патрона стержня, шифраторы ввода, счетчики и дешифраторы вывода, при этом выходы датчика заднего конца загружаемой в ст заготовки соединены со входом каждо го шифратора вв.ода, вторые входы которых соединены с выходами датчика переднего положения патрона гильзы, а выходы шифраторов ввода соединены со входами установки счетчиков, причем со счетным входом первого счетчика соединен выход датчика перемещения патрона гильзы, со счетными выходом второго счетчика - выход датчика перемещения патрона стержня, а выходы счетчиков через дешифраторы вывода соединены соответственно с регуляторами поло жения систем регулирования скорости электродвигателя механизма подачи и электродвигателя патрона стержня. На чертеже схематически показан стан холодной прокатки труб, оснащенный предлагаемым устройством. Схема содержит блок 1 задания скорости, ре1улятор 2 положения сис темы управления электродвигателем механизма псдачи, регулятор 3 скорости системы управления электродви гателем механизма подачи, регулятор 1 тока cиcтe ъl управления электродвигателем гиханизма подачи, элек9 .4 тродеигатель 5 механизма подачи, регулятор 6 положения системы управления электродвигателем патрона стержня, регулятор 7 скорости системы управления электродвигателем патрона стержня, электродвигатель 8 патрона стержня, датчик 9 переднего положения патрона гильзы, датчик 10. заднего конца загружаемой в стан заготовки, датчик 11 перемещения патрона-гильзы, механизм 12 подачи, датчик 13 перемещения патрона стержня, звездочка привода патрона стержня, шифраторы 15 и 16 ввода, счетчики 17 и,18, дешифраторы 19 и 20 вывода, патрон 21 гильзы, гайка 22 винта Подачи, винт 23 подачи, патрон 2 стержня, стержень 25 с оправкой, загружаемая труба-заготовка 2б, прокатываемая труба-заготовка 27, стол 28 загрузки, валки 29 рабочей клети стана холодной прокатки труб, тахогенераторы 30 и 31, тиристорные преобразователи 32 и 33Устройство автоматического управления перезарядкой стана холодной прокатки труб включает в себя блок 1 задания скорости и систему регулирования скорости с регуляторами положения 2, скорости 3 и А электродвигателя 5 механизма подачи, систему регулирования скорости с регуляторами положения 6 и скорости 7 электродвигателя В патрона стержня, датчик 9 переднего положения патрона гильзы, датчик 10 заднего конца загружаемой в стан заготовки, датчик 11 перемещения патрона гильзы, кинематически связанный с механизмом 12 подачи, датчик 13 перемещения патрона стержня, кинематически связанный со звездочкой 1 привода патрона стержня, шифраторы 15 и 16 ввода, счетчики 17 и 18, дешифраторы 19 и 20 вывода соединенные соответственно с регуляторами положения 2 и 6 систем регулирования скорости электродвигателя механизма 5 подачи и электродвигателя 8 патрона стержня. Путь, пройденный патроном 21 гильзы, при отводе назад определяетLгде п. - количество оборотов гайки винта 22 подачи; Z - число заходов резьбы винта 23 подачи; S - шаг резьбы винта 23 подачи, мм. 5 Путь, пройденный патроном 2k стержня, при отводе стержня 25 с оп равкой, загружаемой в стан трубызаготовки 26, определяется где - количество оборотов звездо ки lA привода патрона стержня; IC D - длина начальной окружности звездочки Н привода патро на стержня, мм. Датчик 10 заднего конца загружае мой в стан заготовки, определяет положение заднего конца загружаемой в стан трубы-заготовки 26, т.е. рас стояние на которое необходимо отвести патрон 21 гильзы и стержень 25 с оправкой, чтобы произвести загрузку стана. Устройство работает следующим образом. При прокатке очередной трубы-заготовки 27, патрон 21 гильзы в пйреднем положении вызывает срабатыва ние датчика 9 переднего положения патрона гильзы. Сигнал с него разрешает прохождение сигнала с датчик 10 заднего конца загружаемой в стан заготовки через дешифраторы 15 и 16 ввода на входы установки обеих счетчиков 17 и 18. При отводе патро на 21 гильзы и стержня с оправкой 25 за габариты загружаемой в стан трубы-заготовки 26 импульсы с датчи ка 11 перемещения патрона гильзы, определяющие количество оборотов гайки винта 22 подачи (п ) , поступа ют на счетный вход счетчика 18, определяющие кбличество оборотов звездочек 14 привода патрона стержня (п) поступают на счетный вход счетчика 17. Эти импульсы суммируют ся с числами введенными в счетчики 17 и 18 через шифраторы ввода 15 и 1б до появления сигнала на дешифраторах 19 и 20 вывода. Дешифратор 19 и 20 вывода определяют максималь но возможный путь перемещения патро на 21 гильзы и патрона стержня 2k при отводе их назад. Далее сигнал поступает в регуляторы 2 и 6 положения системы регулирования скорости электродвигателя 5 механизма подачи и электродвигателя В патрона стер ня и выдаются команды на торможение указанных электродвигателей. При этом патрон 21 гильзы и стержень 25 с оправкой останавливаются точно 96 за габаритом загружаемой в стан трубы-заготовки 26. Использование в устройстве датчика заднего конца загружаемой в стан заготовки, датчика перемещения патрона гильзы и датчика перемещения патрона стержня, выгодно отличает устройство от известного, так как обеспечивает точный отвод патрона подачи и стержня с оправкой за габариты загружаемой в стан заготовки с учетом положения заднего конца и повышает надежность работы механизмов стана в автоматическом режиме. Ожидаемый экономический эффект при внедрении устройства автоматического управления перезарядкой стана входит в состав экономического эффекта от внедрения системы .автоматического управления станом холодной прокатки труб, которая позволяет повысить производительность стана ХПТ-75 на 20, снизить простои на текущие ремонты по механической части на 50Х, снизить простои на планово-предупредительные ремонты на 6 сут в год. Формула изобретения Устройство автоматического управления перезарядкой стана холодной прокатки труб, содержащее последовательно соединенные блок задания скорости и систему регулирования скорости с регуляторами положения, скорости и тока электродвигателя механизма подачи, систему регулирования скорости с регуляторами положения и скорости электродвигателя патрона стержня, датчик переднего положения патрона гильзы, выход которого соединен с одним из входов регулятора положения системы регулирования скорости электродвигателя механизма подачи, отличающееся тем, что, с целью повышения надежности работы стана в автоматическом режиме, оно дополнительного содержит датчик заднего конца загружаемой в стан заготовки, датчик перемещения патрона гильзы, кинематически связанный с механизмом подачи, датчик перемещения патрона стержня, кинематически связанный со звездочкой привода патрона стержня, шифраторы ввода, счетчики и дешифраторы вывода, при этом выходы датчика заднего конца загружаемой в стан заготовки соединены со входом каждого шифратора ввода, вторые входы которых соединены с выходами датчика переднего положения патрона гильзы, а выходы шифраторов ввода соединены со входами установки счетчиков, причем со счетным входом первого счетчика соединен выход датчика перемещений патрона гильзы, со счетным выходом второго счетчика - выход датчика перемещения патрона стержня, а выходы счетчиков через дешифраторы 899 5 10 98 вывода соединены соответственно с регуляторами положения систем регулирования скорости электродвигателя механизма подачи и электродвигателя патрона стержня. Источники информации, принятые во внимание при экспертизе 1.Электроприводы и управление механизмами станов ХПТ 32.55 и 90-3-5 и 8. Техническое описание. Инвентарный номер № 3-353084 ГО, ЭЗТМ, Электросталь, 1976, с. 25-35.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для определения положения стыка труб на станах холодной прокатки | 1978 |
|
SU768508A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК | 1993 |
|
RU2043795C1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2008 |
|
RU2376087C1 |
| Механизм подачи стана холодной прокатки труб | 1979 |
|
SU768500A1 |
| Устройство автоматического управления станом холодной прокатки труб | 1988 |
|
SU1572723A1 |
| Устройство для обнаружения налипания металла на оправку стана холодной прокатки труб | 1982 |
|
SU1052296A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК | 1992 |
|
RU2028843C1 |
| Установка для непрерывной горячей прокатки без вращения гильз в бесшовные трубы | 1977 |
|
SU1041021A3 |
| Устройство автоматического управления прокатным станом с возвратно-поступательным движением | 1975 |
|
SU541520A1 |
