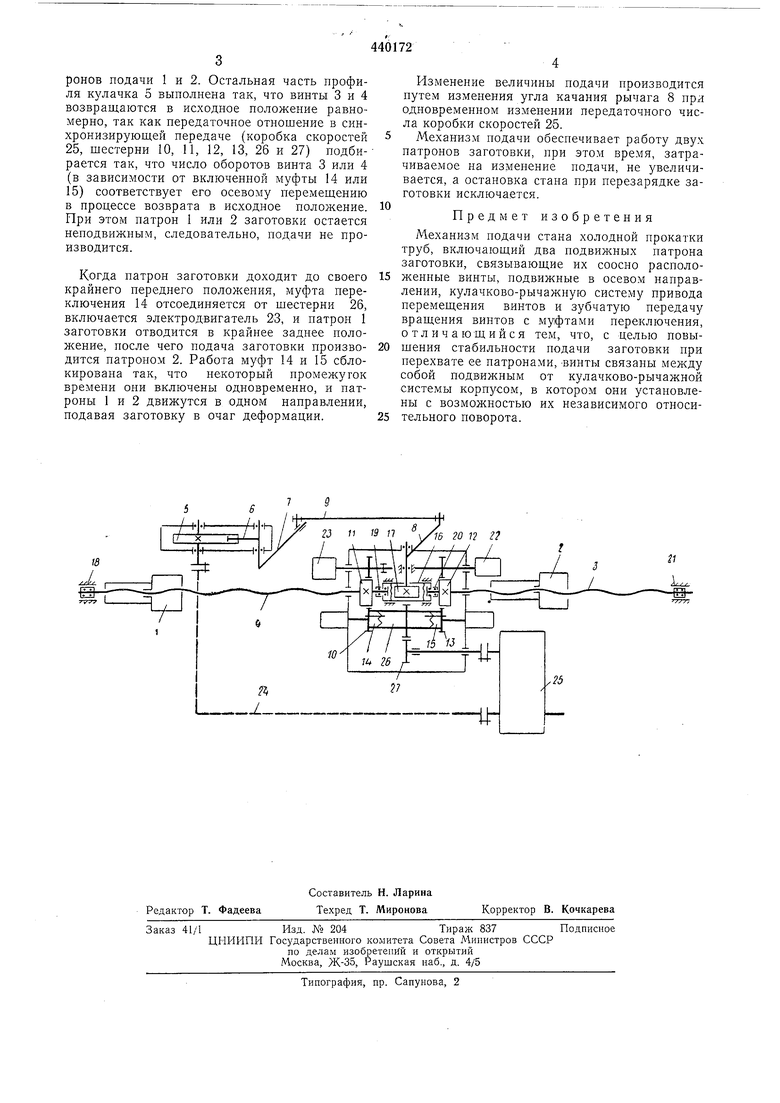
Изобретение относится к трубопрокатному производству. Известен механизм подачи стана холодной прокатки труб, включающий два подвижных патрона заготовки, связывающие их соосно расположенные винты, подвижные в осевом направлении, кулачково-рычажную систему привода перемещения винтов и зубчатую передачу вран1,ения винтов с муфтами переключения. Однако такой механизм отличается нестабильностью подачи заготовок, так как в момент перехвата патронов заготовки при реверсе их привода происходит уменьшение подачи или она прекращается вообще. Цель изобретения - повысить стабильность подачи заготовки при перехвате ее патронами. Для этого винты связаны между собой подвижным от кулачково-рычажной системы корпусом, в котором они установлены с возможностью их независимого относительного поворота. На чертеже изображен предлагаемый механизм, кинематическая схема. Механизм подачи включает два подвижных патрона 1 и 2, которые связаны соосно расположенными винтами 3 и 4, подвижными в осевом направлении, кулачково-рычажную систему, состоящую из кулачка 5, рычагов 6, 7, 8 и тяги 9, зубчатую передачу (щестерни) 10-13 вращения винтов 3 и 4, муфты переключения 14 и 15, а также подвижный корпус 16, который связан с кулачково-рычажной системой через реечную шестерню 17, установленную в направляющих (на чертеже не показаны) корпуса 16. Винты 3 и 4 установлены в подшипниках 18-21, два из которых (подшипники 19 и 20) размешены па концах корпуса 16. Каждый из винтов 3 и 4 связан с муфтами переключения 14 и 15 шестернями 10 и 11. Illeстерни 11 и 12 имеют ширину, превышающую ширину шестерен 10 и 13 на величину, равную максимальной подаче. Механизм снабжен двумя электродвигателями ускоренного отвода 22 и 23. Кулачок 5 через трансмиссию 24 связан с коробкой скоростей 25, которая в свою очередь связана с муфтами переключения 14 п 15 цилиндрическими шестернями 26 и 27. Механизм работает следующим образом. Кулачок 5 получает вращательное движение с числом оборотов, равным числу двойных ходов клети. Кулачок 5 спрофилирован так, что на участке, соответствующем времени подачи, рычаг 6 вместе с рычагом 7 отклоняются на заданный угол. Через тягу 9, рычаг 8 и реечную шестерню 17 качательное движение преобразуется в поступательное перемещение винтов 3 и 4 и, соответственно, патронов подачи 1 и 2. Остальная часть профиля кулачка 5 выполнена так, что винты 3 и 4 возвращаются в исходное положение равномерно, так как передаточное отношение в синхронизирующей передаче (коробка скоростей 25, щестерни 10, 11, 12, 13, 26 и 27) подбирается так, что число оборотов винта 3 или 4 (в зависимости от включенной муфты 14 или 15) соответствует его осевому перемещению в процессе возврата в исходное положение. При этом патрон 1 или 2 заготовки остается неподвижным, следовательно, подачи не производится.
Когда патрон заготовки доходит до своего крайнего переднего положения, муфта переключения 14 отсоединяется от шестерни 26, включается электродвигатель 23, и патрон 1 заготовки отводится в крайнее заднее положение, после чего подача заготовки производится патроном 2. Работа муфт 14 и 15 сблокирована так, что некоторый промежуток времени они включены одновременно, и патроны 1 и 2 движутся Б одном направлении, подавая заготовку в очаг деформации.
Изменение величины подачи производится путем изменения угла качания рычага 8 нрл одновременном изменении передаточного числа коробки скоростей 25.
Механизм подачи обеспечивает работу двух патронов заготовки, при этом время, затрачиваемое на изменение подачи, не увеличивается, а остановка стана при перезарядке заготовки исключается.
Предмет изобретения
Механизм подачи стана холодной прокатки труб, включающий два подвижных патрона заготовки, связывающие их соосно расположенные винты, подвижные в осевом направлении, кулачково-рычажную систему привода перемещения винтов и зубчатую передачу вращения винтов с муфтами переключения, отличающийся тем, что, с целью повышения стабильности подачи заготовки при перехвате ее патронами, -винты связаны между собой подвижным от кулачково-рычажной системы корпусом, в котором они установлены с возможностью их независимого относительного поворота.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизм подачи стана холодной прокатки труб | 1975 |
|
SU550189A1 |
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |
| Механизм подачи стана холодной прокатки труб | 1974 |
|
SU500827A1 |
| РЕВЕРСИВНЫЙ ПРОКАТНЫЙ СТАН | 1996 |
|
RU2112614C1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ КАНАВОК И СПИНОК СВЕРЛ | 1971 |
|
SU295650A1 |
| Механизм подачи стана холодной прокатки труб | 1974 |
|
SU519236A1 |
| Многошпиндельный токарный авто-MAT | 1979 |
|
SU852448A1 |
| Привод поворота и осевого перемещения патрона заготовки стана холодной прокатки труб | 1980 |
|
SU900900A1 |
| УСТРОЙСТВО ДЛЯ НАВИВКИ ПРУЖИНpfi|.{f| пп-,, ^•^itfi, ift'tifl | 1971 |
|
SU420371A1 |
| Стан холодной прокатки труб перемен-НОгО СЕчЕНия | 1979 |
|
SU793674A1 |
7 S
§ .-..
I
г
Г1
X/ X у.25
-и
