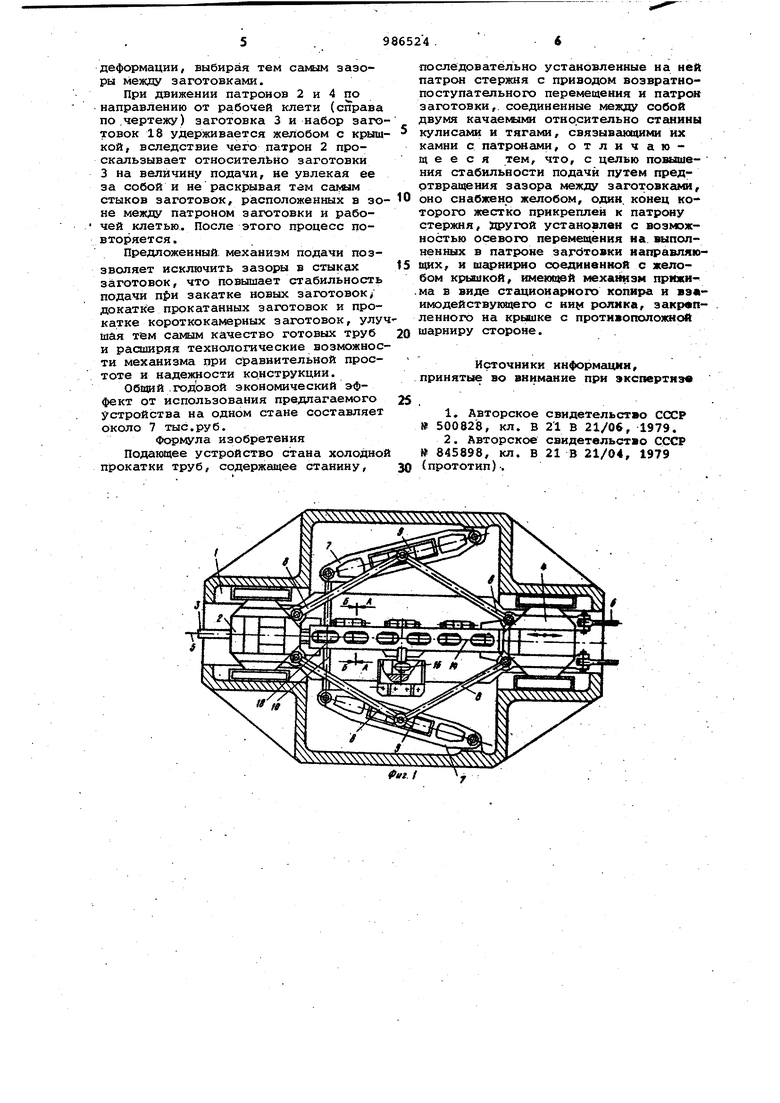
клетью и патроном заготовЛ хотя бы одного стыка. Образование зазоров в стыках имеет место при закатке новых заготовок при докате прокатанные заготовок и при прокатке коротких заготовок,, длина которых меньше расстояния между патроном заготовки и клетью. При прокатке коротких заготовок появлени зазоров вызвано ем,- что заготовка, находящаяся в патроне, не может удер живаться рабочими валками при движеНИИ патронов от клети, в связи с чем патрон заготовки не проскальзывает относительно заготовки, а увлекает ее за собой, раскрывая стыки и образуя зазоры между заготовками в зоне между валками и патроном заготовки. При наличии в зоне между патроном заготовки и рабочей клетью одного или нескольких стыков заготовок обра зующиеся в них в процессе прокатки зазоры нарушают условие осуществления подачи, что приводит к изменению ее величины на каждый двойной ход, увеличению нестабильности подачи, к ухудшению тем самым качества, готовых труб, и снижению технологических возможностей устройства. . Целью изобретения является повыше ние стабильности подачи путем исключения зазоров между заготовками. Цель -достигается тем, что подающее устройство стана холодной прокат ки труб содержащее станину, последовательно установленные на ней патрон стержня с приводом возвратно-поступа тельного перемещения и патрон заготовки, соединенные между собой двумя качаемыми относительно станины кулисами и тягами, связывающими их камни с патронами, снабжено желобом, один конец которого жестко прикреплен к патрону стержня, другой установлен с возможностью осевого перемещения на выполненных в патроне заготовки направляющих, и шарнирно соединенной с желобом крышкой, имеющей механизм прижима в виде стационарного копира и взаимодействующего с ним ролика, закрепленного на крышке с противоположной шарниру стороны. Введение в подающее устройство желоба с шарнирно соединенными с ним крышкой и механизмы прижима обеспечивает периодический зажим и удержание заготовки отсутствии ее контакта с рабочими валками, что исключает зазоры в стыках заготовок и ста билизирует процесс прокатки особенно короткомерных заготовок, удерживая их на большей части хода патронов и освобождая лишь на короткий промежуток времени в .момент, когда силы инерции заготовок направлены в сторону рабочей клети и достигают наибольшей величины., .На фиг.1 t изображено подающее устройство стана холодной прокатки труб, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.З. Подающее устройство содержит подвижно установленные на станине 1 патрон 2 заготовки 3 и патрон 4 зажима стержня 5 оправки с приводом б его возвратно-поступательного перемещения. Патроны 2 и 4 соединены между собой двумя качаемыми относительно станины кулисами 7 и тягами 8, которые связывают камни 9 кулис с патронами 2 и 4. Кулисы имеют механизм 10 их наклона Между патронами 2 и 4 размещены желоб 11, один конец которого жестко соединен с патроном 4 стержня, а дру гим-опирается на ползун 12, установЛенный с возможностью осевого перемещения на величину подачи в направляющих 13, выполненных в патроне 2 заготовки . Желоб шарнирно соединен с крышкой 14, которая имеет механизм прижима в виде стационарного копира 15 и взаимодействующего с ним сферического ролика 16, закрепленного на крышке с противоположной шарниру стороне. На внутренней поверхности желоба и крышки закреплены упругие вкладыши 17, охватывающие заготовку 3 и расположенный между ней и патроном стержня набор заготовок 18 по наружному диаметру. Форма копира 15 и его расположение на станине 1 определяются требованиями к отношению участков зажима и освобождения набора заготовок 18 по длине хода патронов 2 и 4. В процессе работы патрон 4 зажима стержня оправки, получая от привода 6 движение в сторону рабочей клети (влево по чертежу), передает его патрону 2 заготовки через тяги 8 и кулисы, в результате чего исходное расстояние между патронами увеличивается, патрон 2 захватывает заготовку 3 и перемещает ее на величину подачи относительно стержня 5 оправки. Жестко связанный с патроном 4 желоб 11 движется вместе с ним по направлению, к рабочей клети (не показанной на чертеже), вследствие чего шарнирно соединенная с ним крышка 14 взаимодействует посредством ролика 16 со стационарным копиром 15 и прижимает заготовку 3 и набор заготовок 18 к дну желоба 11 на большей части хода патронов. На коротком участке хода, патронов, соответствующем наибольшей величине направленных к рабочей клети сил инерции заготовок, крышка ocso- бождает заготовки, вследствие чего набор заготовок 18 перемещается под действием сил инерции относительно стержня 5 оправки в сторону очага деформации, выбирая тем самым зазоры между заготовками. При движении патронов 2 и 4 по направлению от рабочей клети (справа по.чертежу) заготовка 3 и набор заго товок 18 удерживается желобом с крыш кой, вследствие чего патрон 2 проскальзывает относительно заготовки 3 на величину подачи, не увлекая ее за собой и не раскрывая там самым стыков заготовок, расположенных в зо не между патроном заготовки и рабо чей клетью. После этого процесс повторяется. Предложенный, механизм подачи поззволяет исключить зазоры в стыках заготовок, что повышает стабильность подачи п&и закатке новых заготовок; докатке прокатанных заготовок и прокатке короткокамерных заготовок, улу шая тем самьш качество готовых труб и расяаиряя технологические возможнос ти механизма при сравнительной простоте и надежности конструкции. Общий -ГОДОВОЙ экономический эффект от использования предлагаемого устройства на одном стане составляет около 7 тыс.руб. Формула изобретения Подающее устройство стана холодно прокатки труб, содержащее станину, последовательно установленные на ней патрон стержня с приводом возвратнопоступательного перемещения и патрон заготовки,, соединенные между собой двумя качаемыми относительно станины кулисами и тягами, связывающими их камни с патронами, отличающееся тем, что, с целью повышения стабильности подачи путем предотвращения зазора между заготовками, оно снабжено желобом, один, конец которого жестко прикреплен к патрону стержня, Другой установлен с возможностью осевого перемещения на. выполнен1шх в патроне заготовки направляющих, и шарнирно средиивН1юй с желобом крынкой, имею1 Эй механизм прккима в виде стгщионаркого копира и вэ«имодействукяцехх) с ним ролика, закрепленного на крьвике с противополозшой шарниру стороне. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 5008215, кл. В 21 В 21/06, 1979. 2.Авторское свидетельство СССР 845898, кл. В 21 В 21/04, 1979 {прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Подающее устройство стана холодной прокатки труб | 1981 |
|
SU950456A1 |
| Механизм подачи стана холодной прокатки труб | 1979 |
|
SU768500A1 |
| Механизм подачи стана холоднойпРОКАТКи ТРуб | 1979 |
|
SU845898A1 |
| Стан пилигримовой прокатки труб | 1977 |
|
SU740319A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2008 |
|
RU2376087C1 |
| Клеть стана пилигримовой про-КАТКи ТРуб | 1979 |
|
SU816587A1 |
| Стан для пилигримовой прокатки труб | 1979 |
|
SU825213A1 |
| Способ холодной прокатки труб и стан для его осуществления | 1985 |
|
SU1346282A1 |
| Стан пилигримовой прокатки труб | 1987 |
|
SU1405923A1 |
| Механизм смены оправок автоматического трубопрокатного стана | 1974 |
|
SU505458A1 |

