Изобретение относится к технике вакуумного нанесения износо-, коррозионно- и эрозионно стойких, ионно-плазменных покрытий и может быть применено в машиностроении преимущественно для нанесения покрытий на протяженные изделия, например лопатки паровых турбин.
Известны электродуговые испарители металлов для нанесения покрытий на протяженные изделия [А.С. СССР №461163, МПК С23С 14/32, 1975]. Такие устройства имеют катодные узлы с протяженными вытянутыми катодами для испаряемого материала с длиной, равной длине обрабатываемого изделия. Для получения однородных по толщине покрытий катодное пятно вынуждают сканировать по всей длине поверхности испарения катода. При этом управляемость катодным пятном зависит от величины магнитного поля, чем больше магнитное поле, тем выше управляемость.
Эксплуатация такого катодного узла показала недостаточную степень управляемости катодным пятном вакуумной дуги при наличии двух переключаемых токоподводов к катоду, характеризующуюся тем, что при работе особенно в окислительной атмосфере катодное пятно не всегда движется в сторону включенного ключа [патент Франции №2147880, МПК С23С 13/00,1973].
Известен охлаждаемый катод, выполненный из испаряемого материала в виде цилиндрических обечаек, последовательно укрепленных по высоте на цилиндрическом стакане, который соединен с полым электроизоляционным штоком, соединенным вне вакуумной камеры с приводом, охлаждаемый катод снабжен расположенным соосно в полости цилиндрического стакана цилиндрическим магнитным фиксатором катодного пятна, кинематически связанным с приводом при помощи полой штанги, размещенной в полом электроизолированном штоке охлаждаемого катода [А.С. СССР №1524534, МПК С23С 14/00, «Установка для нанесения защитных покрытий», опубл. 2000.09.27].
Наиболее близким техническим решением, выбранным в качестве прототипа, является дуговой испаритель, выполненный в виде вращающегося охлаждаемого катода, изготовленного из наносимого материала в виде обечайки, с расположенным внутри катода регулируемым магнитным фиксатором катодного пятна [Патент США №6926811, МПК С23С 14/34, «Arc-coating process with rotating cathodes», опубл. 2005.08.09].
Применение магнитных фиксаторов катодного пятна в последних двух технических решениях [А.С. СССР №1524534, МПК С23С 14/00, «Установка для нанесения защитных покрытий», опубл. 2000.09.27] и [Патент США №6926811, МПК С23С 14/34, «Arc-coating process with rotating cathodes», опубл. 2005.08.09] позволяет управлять положением и параметрами катодного пятна. Кроме того, известное техническое решение создают благоприятные условия для испарения материала без перегрева поверхности, что положительно сказывается на качестве покрытий, поскольку уменьшает вероятность образования в формируемом покрытии капельной фазы.
Однако известный дуговой испаритель [Патент США №6926811, МПК С23С 14/34, «Arc-coating process with rotating cathodes», опубл. 2005.08.09] предназначен для испарения только одного вида металла, что ограничивает его технологические возможности, в частности, при получении многослойных покрытий и особенно при получении нанотолщинных слоев многослойного покрытия.
Техническим результатом предлагаемого изобретения является создание такого катодного узла электродугового испарителя, в котором сочетались бы хорошее охлаждение собственно катода и высокая степень стабильности управления положением катодного пятна на поверхности испарения катода, а также обеспечивалась возможность чередующегося испарения различных металлов с одного катода.
Технический результат достигается тем, что в катодном узле электродугового испарителя, содержащем цилиндрический охлаждаемый катод, выполненный из испаряемого материала в виде цилиндрической обечайки с возможностью вращения вокруг собственной оси, снабженный средствами подвода-отвода охлаждающей среды, средствами электрической связи катода с источником электропитания разряда, средствами фиксации положения катодного пятна на поверхности испарения катода, в отличии от прототипа катод выполнен составным, состоящим, по крайней мере, из двух сегментов обечайки, образующих при совмещении сплошную обечайку, при этом возможны следующие варианты воплощений: сегменты составного катода соединены между собой сваркой; катод состоит из соединенных между собой сегментов обечаек, выполненных из материалов, выбранных из элементов IV, V, VI групп Периодической таблицы и Аl, а также их сплавов, а также их сплавов; соотношение площадей сегментов обечаек, выполненных из различных наносимых материалов, определяется соотношением толщин слоев этих материалов, получаемых при нанесении покрытия; катод состоит из трех частей обечаек, выполненных соответственно из титана, алюминия и кремния, а соотношение площадей испаряемых поверхностей сегментов обечаек из титана, алюминия и кремния определяется соотношением слоев этих материалов, получаемых при нанесении покрытия.
При таком конструктивном выполнении катодного узла достигается хорошее охлаждение как за счет теплоотвода, так и за счет более интенсивной смены поверхности испарения при вращении катода. Кроме того, при вращении катода происходит смена вида испаряемого металла. Частота смены вида испаряемого металла зависит от количества разнородных сегментов цилиндрического катода, от диаметра катода, скорости вращения, скорости перемещения катодного пятна по катоду.
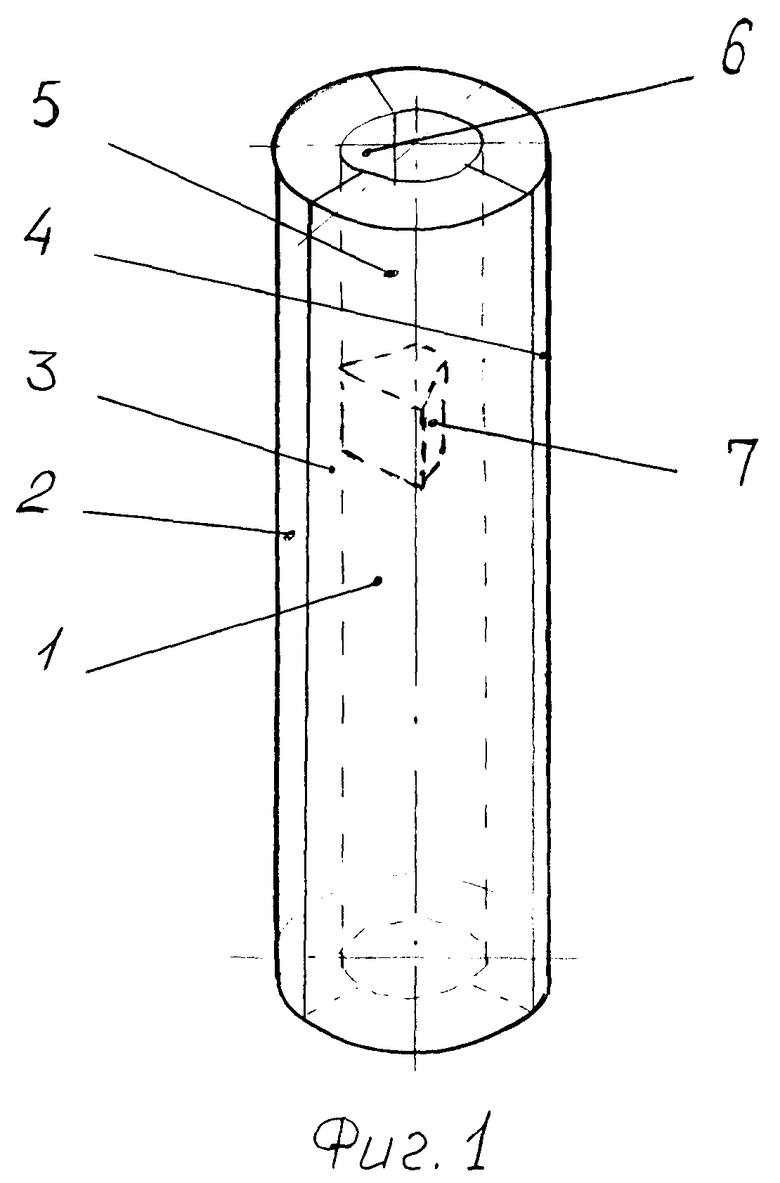
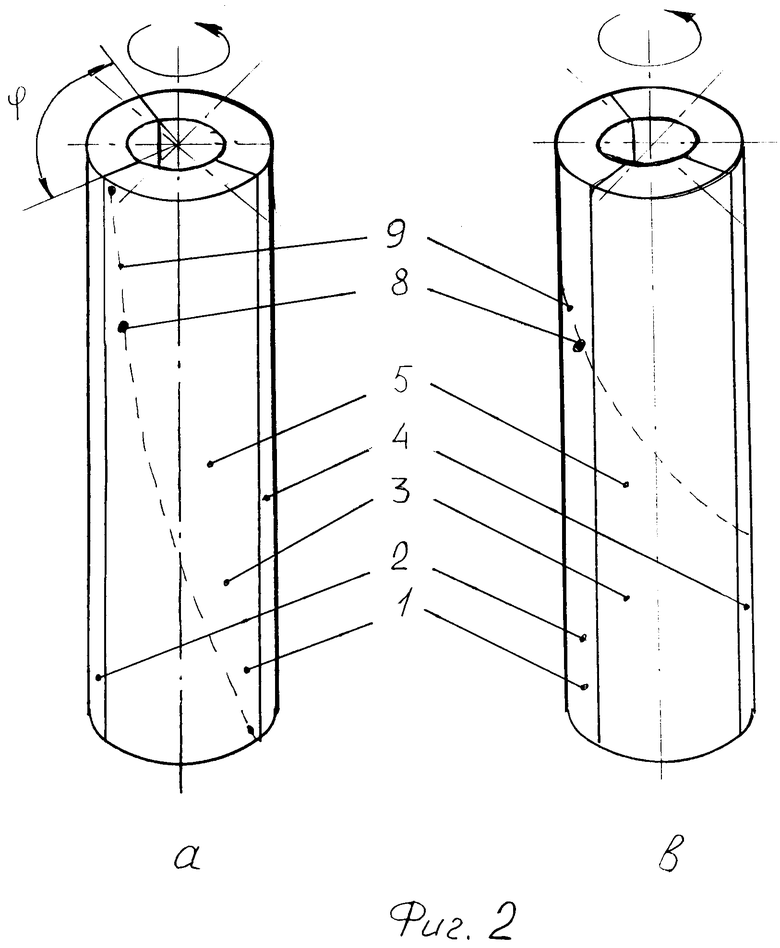
На фиг.1 показан катодный узел с катодом, состоящим из трех сегментов, выполненных из различных металлов (Ti, Si, Al); на фиг.2 - схемы вариантов работы катодного узла электродугового испарителя.
Катодный узел электродугового испарителя, изображенный на фиг.1, содержит собственно цилиндрический составной катод 1, состоящий из трех сегментов - сегмент 2, сегмент 3 и сегмент 4, выполненных из различных испаряемых металлов (Ti, Si, Al). Составной катод 1 имеет поверхность испарения 5 и охлаждаемую поверхностью 6. Внутри катода 1 расположен регулируемый магнитный фиксатор 7, выполненный с возможностью перемещения вдоль оси катода 1. Катодный узел снабжен механизмом вращения катода 8, системой водяного охлаждения 9 и системой токоподвода 10.
Схемы вариантов работы катодного узла электродугового испарителя, представленные на фиг.2, содержат: а - схема, обеспечивающая нанесение каждого из компонентов составного катода по всей высоте катода Н; b - схема, обеспечивающая чередующееся нанесение компонентов составного катода по всей высоте катода Н; катодное пятно 11, траектория движения катодного пятна 12, φ - угол сегмента (в приведенном варианте (φ=φ1=φ2=φ3=120°, где φ1, φ2 и φ3 - углы соответственно сегмента 1, сегмента 2 и сегмента 3, составляющих катод 1).
Устройство работает следующим образом. С помощью системы поджига (на фигурах не показана) на поверхности испарения 5 вращающегося катода 1 возбуждается катодное пятно вакуумной дуги. Катодное пятно движется в сторону перемещения регулируемого магнитного фиксатора 7. По схеме «а» (фиг.2а) скорость вращения катода и скорость перемещения катодного пятна синхронизируют таким образом, чтобы при прохождении катодным пятном 11, по крайней мере один раз, всей высоты Н катода 1, катод повернулся на угол φ=φ1 (при условии, что началом отсчета при повороте катода является граница между сегментами). При этом катодное пятно 11 по всей высоте катода не выходит за границы одного из выбранных сегментов (2, 3 или 4), обеспечивая тем испарение только одного из материалов по всей высоте катода 1. Скорость перемещения катодного пятна 11 определяется скоростью перемещения регулируемого магнитного фиксатора 7. В процессе прохождения катодным пятном поверхности одного из испаряемых материалов на катод подается необходимый ток и напряжение, которые изменяются на другие при переходе на следующий сегмент, выполненный из другого материала. При превышении угла φ катодное пятно переходит на другой сегмент и процесс испарения продолжается аналогично описанному.
Однако основной схемой процесса нанесения покрытия является схема (фиг.2b), позволяющая бистро изменять составы испаряемых материалов, что необходимо, в частности, при получении нанослойных композиционных покрытий. При этом быстрота смены испаряемых материалов определяется скоростью вращения катода 1. Кроме того, использование таких газов, как азот и ацетилен, позволяет получать многослойные нитридные и карбонитридные покрытия.
Пример
Катодный узел для проверки предложенного решения содержал составной катод, состоящий из двух сегментов (полуобечаек). Сегменты были выполнены из титанового сплава ВТ1-0 и циркониевого сплава Э-110. Размеры катода: наружный диаметр - 200 мм, внутренний диаметр - 200 мм, высота - 800 мм. Покрытия наносили на твердосплавные пластины в вакуумной камере экспериментальной установки с периферийным расположением катода. Покрытия наносили после предварительной ионной очистки. Покрытия толщиной 6 мкм осаждались в течение 50 мин при температуре 560-580°С при токе дуги 120 А. Слои TiN осаждали в среде реакционного газа азота при напряжении на подложке 140 В. Для осаждения слоев TiCN в качестве реакционного газа использовалась смесь азота и ацетилена (содержание ацетилена в смеси 30%), напряжение на подложке 160 В. Ток фокусирующих катушек при конденсации TiN составляет 0,3 А при конденсации TiCN - 0,4 А. Скорость вращения катода составляла 6, 18, 32 об/мин. Проведенные металлографические исследования показали на увеличение количества слоев в покрытии (при прочих равных условиях) при повышении числа оборотов катода.
Таким образом, предлагаемое изобретение обеспечивает создание такого катодного узла электродугового испарителя, в котором сочетались бы хорошее охлаждение катода (за счет эффективного теплоотвода и быстрой смены поверхности испарения) и высокая степень стабильности управления положением катодного пятна на поверхности испарения катода (за счет использования управляемого магнитного фиксатора положения катодного пятна), а также возможность чередующегося испарения различных металлов с одного катода (за счет использования вращения катода при выполнении его из разнородных сегментов).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ С ВРАЩАЮЩИМСЯ КАТОДОМ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2008 |
|
RU2399692C2 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ И УЗЕЛ ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ С СОСТАВНЫМ КАТОДОМ | 2008 |
|
RU2376398C2 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ С СОСТАВНЫМ ВРАЩАЮЩИМСЯ КАТОДОМ | 2009 |
|
RU2420608C1 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННЫХ ПОКРЫТИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2380456C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ И ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2013 |
|
RU2554252C2 |
| КАТОДНЫЙ УЗЕЛ ЭЛЕКТРОДУГОВОГО ИСПАРИТЕЛЯ | 2008 |
|
RU2367723C1 |
| Способ нанесения ионно-плазменных покрытий на статорное полукольцо с лопатками и установка для его реализации | 2019 |
|
RU2708711C1 |
| Установка для нанесения ионно-плазменных покрытий | 2019 |
|
RU2710809C1 |
| Способ нанесения слоистых покрытий и устройство для его осуществления (варианты) | 2022 |
|
RU2797562C1 |
| ЭЛЕКТРОДУГОВОЙ ИСПАРИТЕЛЬ МЕТАЛЛОВ И СПЛАВОВ | 2013 |
|
RU2510428C1 |
Изобретение относится к технике вакуумного нанесения износо-, коррозионно- и эрозионно стойких ионно-плазменных покрытий, в частности к катодному узлу электродугового испарителя, и может быть применено в машиностроении преимущественно для нанесения покрытий на протяженные изделия, например лопатки паровых турбин. Катодный узел содержит цилиндрический охлаждаемый катод, выполненный из испаряемого материала в виде цилиндрической обечайки с возможностью вращения вокруг собственной оси, средства подвода-отвода охлаждающей среды, средства электрической связи катода с источником электропитания разряда, средства фиксации положения катодного пятна на поверхности испарения катода. Катод выполнен составным, по крайней мере, из двух сегментов обечайки, образующих при совмещении сплошную обечайку. При нанесении материала катод вращается вокруг собственной оси. При этом катодное пятно перемещается по винтовой линии, причем положение пятна определяется скоростью вращения катода и скоростью перемещения фиксатора положения катодного пятна. Фиксатор выполнен с возможностью возвратно-поступательно перемещения внутри охлаждаемого катода. Изобретение позволяет обеспечить высокую стабильность управления положением катодного пятна и получения различных материалов с одного катода. 5 з.п. ф-лы. 2 ил.
1. Катодный узел электродугового испарителя, содержащий цилиндрический охлаждаемый катод, выполненный из испаряемого материала в виде цилиндрической обечайки с возможностью вращения вокруг собственной оси, снабженный средствами подвода-отвода охлаждающей среды, средствами электрической связи катода с источником электропитания разряда, средствами фиксации положения катодного пятна на поверхности испарения катода, отличающийся тем, что катод выполнен составным, по крайней мере, из двух сегментов обечайки из различных испаряемых материалов, образующих при совмещении сплошную обечайку.
2. Катодный узел по п.1, отличающийся тем, что сегменты составного катода соединены между собой сваркой.
3. Катодный узел по п.1, отличающийся тем, что катод состоит из соединенных между собой сегментов обечаек, выполненных из материалов, выбранных из элементов IV, V, VI групп Периодической таблицы и А1, а также их сплавов.
4. Катодный узел по п.3, отличающийся тем, что соотношение площадей сегментов обечаек, выполненных из различных наносимых материалов, определяется соотношением толщин слоев этих материалов, получаемых при нанесении покрытия.
5. Катодный узел по п.1, отличающийся тем, что катод состоит из трех сегментов обечаек, выполненных соответственно из титана, алюминия и кремния.
6. Катодный узел по п.5, отличающийся тем, что соотношение площадей испаряемых поверхностей сегментов обечаек из титана, алюминия и кремния определяется соотношением слоев этих материалов, получаемых при нанесении покрытия.
| US 6926811 B2, 09.08.2005 | |||
| СПОСОБ ИОННО-ПЛАЗМЕННОГО НАНЕСЕНИЯ МНОГОКОМПОНЕНТНЫХ ПЛЕНОЧНЫХ ПОКРЫТИЙ, МОЗАИЧНАЯ МИШЕНЬ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И СПОСОБ ИЗГОТОВЛЕНИЯ МИШЕНИ | 2001 |
|
RU2210620C1 |
| МИШЕНЬ ДЛЯ ПОЛУЧЕНИЯ ФУНКЦИОНАЛЬНЫХ ПОКРЫТИЙ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2305717C2 |
| Устройство для ионно-плазменного нанесения многокомпонентных пленок в вакууме | 1990 |
|
SU1816288A3 |
| КАТОД ДЛЯ РАСПЫЛЕНИЯ ИЛИ ЭЛЕКТРОДУГОВОГО ИСПАРЕНИЯ (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ ИЛИ ИОННОЙ ИМПЛАНТАЦИИ ПОДЛОЖЕК | 1998 |
|
RU2168233C2 |
| US 4966676 A, 30.10.1990 | |||
| US 4478702 A, 23.10.1984 | |||
| US 4933064 A, 12.06.1990 | |||
| СПОСОБ ПРИГОТОВЛЕНИЯ ЭМУЛЬСИОННОГО БУРОВОГО РАСТВОРА НА ОСНОВЕ ПОЛИСАХАРИДНОГО ПОЛИМЕРА | 2004 |
|
RU2255105C1 |
| ФАРМАЦЕВТИЧЕСКИЕ КОМПОЗИЦИИ ДЛЯ ЛЕЧЕНИЯ ЯЗВЫ | 1999 |
|
RU2227030C2 |

