Изобретение относится к обработке металлов давлением, а именно к технологическим линиям нагрева заготовок.
Известны технологические линии нагрева [Справочник конструктора печей прокатного производства, т. 2, под ред. В.М. Тымчака. Изд-во «Металлургия», 1970, с. 840-841], имеющие в своем составе методические нагревательные печи, загрузочный рольганг, рольганг выдачи. Недостатком этих технологических линий является ограниченные технологические возможности применения различных вариантов нагрева заготовок для последующей передачи для обработки давлением. Например, невозможна передача заготовок для нагрева из одной нагревательной печи в другую для последовательного нагрева или подогрева, не нарушая поточности технологического процесса.
Таким образом, основными недостатками указанных технологических линий нагрева заготовок являются ограниченные технологические возможности.
Наиболее близким к предлагаемому решению по технической сущности и достигаемому эффекту является технологическая линия нагрева заготовок, принятая в качестве прототипа, содержащая две методические нагревательные печи, загрузочный рольганг, рольганг выдачи, передаточное устройство [Машины и агрегаты металлургических заводов. В 3-х томах. Машины и агрегаты для производства и отделки проката. Учебник для вузов. / Целиков А.И., Полухин П.И., Гребенник В.М. и др. 2-е изд., перераб. и доп. - М.: Металлургия, 1988. с. 118, 119].
Эта технологическая линия имеет возможность организации нагрева заготовок по двум вариантам:
1. Нагрев заготовок в каждой методической нагревательной печи по отдельности с разными температурными режимами.
2. Нагрев заготовок до определенной температуры в одной методической нагревательной печи и передачи для дальнейшего окончательного нагрева в другую методическую нагревательную печь. Применение такой технологической схемы необходимо в случае применения режима замедленного нагрева заготовок из качественных в одной методической нагревательной печи до температуры примерно 800°С и передаче их для последующего ускоренного нагрева до температуры обработки давлением в другую методическую нагревательную печь [М.Л. Зарощинский. Технологические основы проектирования прокатных станов. Гос. н-т изд-во лит. по черной и цветной металлургии. М., с. 308, первый абзац сверху].
Однако в этой технологической линии нагрева заготовок применяются методические нагревательные печи с торцевой задачей и выдачей, с помощью которых невозможна организация качественного нагрева заготовок из специальных марок материалов из-за охлаждения ближних к окну выдачи из печи заготовок, особенно при непредвиденной задержке выдачи заготовок из методической нагревательной печи. Это связано с интенсивным подсосом холодного воздуха через окно выдачи [Бубнов, П.С. Нагревательные устройства цехов ОМД: конспект лекций / П.С. Бубнов, Е.А. Горячев. - Челябинск: Издательский центр ЮУрГУ, 2009. с. 59, последний абзац снизу]. Выдача из методической нагревательной печи заготовок из специальных марок сталей с пониженной температурой во многих случаях делает невозможной их обработку давлением.
Указанное обстоятельство ограничивает технологические возможности технологической линии нагрева заготовок, особенно при нагреве заготовок из специальных марок сталей.
Другим недостатком технологической линии нагрева заготовок, принятой в качестве прототипа, является протяженный путь при передаче заготовок из одной методической нагревательной печи в другую в случае нагрева заготовок до определенной температуры (примерно 800°С) в одной методической нагревательной печи и передачи их для дальнейшего окончательного нагрева в другую методическую нагревательную печь. Это приведет к потере температуры заготовок и времени, что снижает технологические возможности и производительность технологической линии нагрева заготовок.
Таким образом, основными недостатками технологической линии нагрева заготовок, принятой в качестве прототипа, являются ограниченные технологические возможности и низкая производительность.
Задачей изобретения является расширение технологических возможностей и повышение производительности технологической линии нагрева заготовок.
Поставленная задача достигается тем, что в заявляемой технологической линии нагрева заготовок, содержащей две методические нагревательные печи, загрузочный рольганг, рольганг выдачи, передаточное устройство, согласно изобретению, методические нагревательные печи установлены в шахматном порядке, одна методическая нагревательная печь выполнена с торцевой загрузкой и выдачей, другая методическая нагревательная печь выполнена с торцевой загрузкой и боковой выдачей, причем первая по ходу транспортирования заготовок методическая нагревательная печь выполнена с торцевой загрузкой и выдачей, рольганг выдачи первой по ходу транспортирования заготовок методической нагревательной печи установлен на одной линии с загрузочным рольгангом другой методической нагревательной печи, при этом рольганги выдачи методических нагревательных печей связаны между собой передаточным устройством.
Установка методических нагревательных печей в шахматном порядке дает возможность организовать короткий путь передачи заготовок из одной методической нагревательной печи в другую при одновременном обеспечении возможности независимой загрузки заготовок в каждую методическую нагревательную печь. Это расширяет технологические возможности и повышает производительность технологической линии нагрева заготовок.
Выполнение одной из методических нагревательных печей с торцевой загрузкой и выдачей заготовок обеспечивает ускоренную выдачу заготовок из методической нагревательной печи при компактности технологической линии за счет возможности использования как для загрузки заготовок в методическую нагревательную печь, так и для выдачи заготовок из нее одного механизма - толкателя. Ускоренная выдача заготовок из методической нагревательной печи повышает производительность технологической линии нагрева заготовок.
Установка методической нагревательной печи с торцевой загрузкой и выдачей заготовок, имеющей описанные выше достоинства, но характеризующейся возможностью подстуживания заготовок на выдаче их из нее из-за интенсивного подсоса холодного воздуха через окно выдачи [Бубнов, П.С. Нагревательные устройства цехов ОМД: конспект лекций/ П.С. Бубнов, Е.А. Горячев. - Челябинск: Издательский центр ЮУрГУ, 2009, с. 59, последний абзац снизу], первой по ходу транспортирования заготовок объясняется тем, что эта печь служит только для предварительного нагрева заготовок из специальных сталей и сплавов для обработки давлением, имеющих ограниченный температурный интервал обработки давлением. В этой методической нагревательной печи при необходимости может также осуществляться нагрев до температуры обработки давлением заготовок из «рядовых» марок сталей с широким температурным интервалом обработки давлением.
Установка методической нагревательной печи с торцевой загрузкой и боковой выдачей заготовок второй по ходу транспортирования объясняется тем, что при боковой выдаче заготовок отсутствует подстуживание заготовок на выдаче их из методической нагревательной печи и в ней может осуществляться как качественный подогрев заготовок из специальных сталей и сплавов после предварительного нагрева в методической нагревательной печи с торцевой загрузкой и выдачей, так и качественный нагрев заготовок из специальных сталей и сплавов.
Все это обеспечивает расширение технологических возможностей технологической линии нагрева заготовок.
Установка рольганга выдачи методической нагревательной печи с торцевой загрузкой и выдачей на одной линии с загрузочным рольгангом методической нагревательной печи с торцевой загрузкой и боковой выдачей обеспечивает поточность технологической линии нагрева заготовок. При такой схеме размещения механизмов повышается производительность технологической линии нагрева заготовок.
Связь между собой рольгангов выдачи методических нагревательных печей передаточным устройством обеспечивает возможность ускоренной передачи заготовок из «рядовых» марок сталей для обработки давлением после их нагрева в методической нагревательной печи с торцевой загрузкой и выдачей. Это повышает производительность технологической линии нагрева заготовок.
Таким образом, предложенное техническое решение позволяет расширить технологические возможности технологической линии нагрева заготовок и повысить ее производительность.
Предложенная технологическая линия нагрева заготовок проиллюстрирована на чертеже.
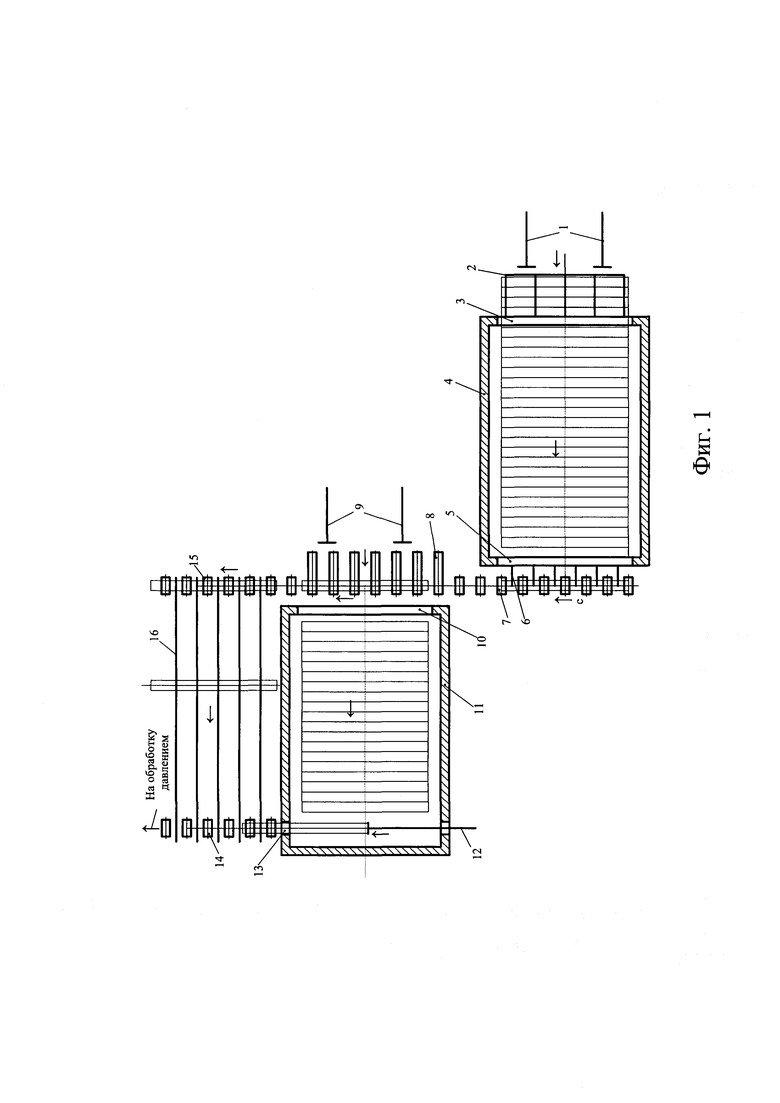
На фиг. 1 показан вид в плане на технологическую линию нагрева заготовок.
Технологическая линия нагрева заготовок (фиг. 1) включает толкатель 1, загрузочный стол 2, торцевое окно загрузки 3, методическую нагревательную печь с торцевой загрузкой и выдачей 4, торцевое окно выдачи 5, склиз 6, рольганг выдачи 7, загрузочный рольганг 8, толкатель 9, торцевое окно загрузки 10, методическую нагревательную печь с торцевой загрузкой и боковой выдачей 11, выталкиватель 12, боковое окно выдачи 13, рольганг выдачи 14, дополнительный рольганг 15, передаточное устройство 16 в виде шлеппера, склиза, перекладывателя и т.п. На фиг. 1 заготовки показаны тонкими линиями, стрелками показаны направления перемещения заготовок.
Рассмотрим работу технологической линии нагрева заготовок в нескольких вариантах в зависимости от марки материала нагреваемых заготовок.
Работа технологической линии нагрева при нагреве заготовок из специальных сталей и сплавов, требующих замедленного нагрева до температуры примерно 800°С при их холодном посаде.
Методические нагревательные печи 4, 11 перед загрузкой заготовок могут иметь температуру окружающей среды или разогреты до температуры 600-800°С [Справочник конструктора печей прокатного производства, т. 2, под ред. В.М. Тымчака. Изд-во «Металлургия», 1970, с. 798]. Холодные заготовки одновременно загружаются на загрузочный стол 2 и загрузочный рольганг 8. Далее заготовки толкателями 1, 9 подаются через торцевые окна загрузки 3, 10 в рабочие пространства методических нагревательных печей 4, 11 и осуществляется их замедленный нагрев до температуры примерно 800°С. После этого методическая нагревательная печи 11 переводятся на ускоренный режим нагрева заготовок до температуры обработки давлением [Справочник конструктора печей прокатного производства, т. 2, под ред. В.М. Тымчака. Изд-во «Металлургия», 1970, с. 792-793]. После нагрева заготовки поштучно с помощью толкателя 9 перемещаются по методической нагревательной печи 11 и выталкивателем 12 через боковое окно выдачи 13 перемещаются на рольганг выдачи 14. Далее заготовки перемещаются на обработку давлением.
Подогретые в методической нагревательной печи 4 до температуры 600-800°С заготовки поштучно с помощью толкателя 1 по склизу 6 передаются на рольганг выдачи 7 и транспортируются на загрузочный рольганг 8 и с помощью толкателя 9 подаются через торцевое окно загрузки 10 в рабочее пространство методической нагревательной печи 11 и осуществляется ускоренный нагрев заготовок до температуры обработки давлением.
После передачи одной или нескольких заготовок из методической нагревательной печи 4 в методическую нагревательную печь 11 в методическую нагревательную печь 4 с помощью толкателя 1 загружаются одна или несколько холодных заготовок. Выдача заготовок из методической нагревательной печи 4 осуществляется только после замедленного нагрева заготовок до температуры 600-800°С.
Работа технологической линии нагрева при нагреве заготовок из «рядовых» марок сталей, не требующих замедленного нагрева и имеющих широкий температурный интервал обработки давлением.
Методические нагревательные печи 4, 11 могут быть разогреты до любой температуры. Холодные заготовки одновременно загружаются на загрузочный стол 2 и загрузочный рольганг 8. Далее заготовки толкателями 1, 9 подаются через торцевые окна загрузки 3, 10 в рабочее пространство методических нагревательных печей 4, 11 и осуществляется их нагрев в свободном режиме до температуры обработки давлением [Справочник конструктора печей прокатного производства, т. 2, под ред. В.М. Тымчака. Изд-во «Металлургия», 1970, с. 792-793]. После нагрева заготовки поштучно с помощью толкателей 1, 9 перемещаются по методическим нагревательным печам 4, 11.
Из методической нагревательной печи 4 заготовки поштучно по склизу 6 перемещаются на рольганг выдачи 7 и транспортируются через загрузочный рольганг 8 на дополнительный рольганг 15, с которого заготовки передаточным устройством 16 транспортируются на рольганг выдачи 14. Далее заготовки перемещаются на обработку давлением.
Из методической нагревательной печи 11 заготовки поштучно выталкивателем 12 через боковое окно выдачи 13 перемещаются на рольганг выдачи 14. Далее заготовки перемещаются на обработку давлением.
Возможны и другие варианты применения предложенной технологической линии нагрева заготовок для обработки давлением.
Например, при применении первой технологической схемы нагрева заготовок случае превышения времени замедленного нагрева заготовок в методической нагревательной печи 4 по сравнению с временем «выработки» всех первоначально загруженных в эту методическую нагревательную печь 4 заготовок возможно применение технологической схемы, при которой при поштучной выдаче заготовок из данной методической нагревательной печи 4 в нее загружаются заготовки из «рядовых» марок сталей для работы ее по второй технологической схеме нагрева заготовок.
В это время методическая нагревательная печь 11 до «выработки» всех находящихся в ней заготовок из специальных сталей и сплавов будет работать по первой технологической схеме нагрева заготовок, а после этого она может перейти на работу по второй технологической схеме нагрева заготовок. В этом случае при поштучной выдаче из методической нагревательной печи 11 заготовок из специальных сталей и сплавов в нее поштучно загружаются заготовки из «рядовых» марок сталей.
Применение такой комбинированной технологической схемы позволяет устранить простои при обработке давлением и повысить производительность технологической линии нагрева заготовок.
Описанные в примере конкретного выполнения варианты технологических схем нагрева заготовок показывают широкие технологические возможности предложенной технологической линии нагрева заготовок и высокую ее производительность.
Предложенная технологическая линия нагрева заготовок опробована в промышленных условиях на предприятии-заявителе. Промышленное опробование подтвердило широкие технологические возможности и высокую производительность технологической линии нагрева заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ транспортирования круглых заготовок в толкательной методической печи | 2019 |
|
RU2718030C1 |
| Методическая печь для нагрева металла | 1980 |
|
SU926484A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ РАДИАЛЬНОЙ КОВКИ | 2016 |
|
RU2632752C2 |
| Печь с шагающими балками дляНАгРЕВА длиННОМЕРНыХ зАгОТОВОК(EE ВАРиАНТы) | 1979 |
|
SU846956A1 |
| Агрегат для нагрева и прессования заготовок оптического стекла | 1989 |
|
SU1691330A1 |
| Т. И. Ю. К. Ермолин, П. И. Ермслаев, А. А. Павлов, В. А. Фесеи Б. С. Лейбман | 1972 |
|
SU346087A1 |
| Поточная автоматизированная линия изготовления изделий методом прессования | 1985 |
|
SU1303438A1 |
| Литейно-прокатный агрегат для производства сортового проката | 2024 |
|
RU2830625C1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| СПОСОБ НАГРЕВА ЗАГОТОВОК | 2008 |
|
RU2378392C2 |
Изобретение относится к технологическим линиям для нагрева заготовок. Линия для нагрева заготовок включает толкатель 1, загрузочный стол 2, торцевое окно загрузки 3, методическую нагревательную печь с торцевой загрузкой и выдачей 4, торцевое окно выдачи 5, склиз 6, рольганг выдачи 7, загрузочный рольганг 8, толкатель 9, торцевое окно загрузки 10, методическую нагревательную печь с торцевой загрузкой и боковой выдачей 11, выталкиватель 12, боковое окно выдачи 13, рольганг выдачи 14, дополнительный рольганг 15, передаточное устройство 16. Технический результат заключается в расширении технологических возможностей и повышении производительности линии. 1 ил.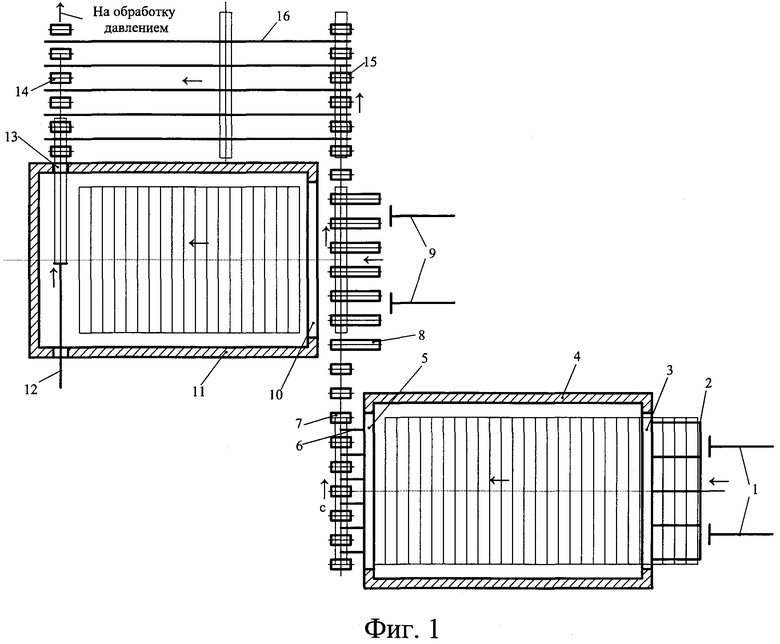
Технологическая линия для нагрева заготовок, содержащая две методические нагревательные печи, загрузочный рольганг, рольганг выдачи, передаточное устройство, отличающаяся тем, что методические нагревательные печи установлены в шахматном порядке, одна методическая нагревательная печь выполнена с торцевой загрузкой и выдачей, другая методическая нагревательная печь выполнена с торцевой загрузкой и боковой выдачей, причем первая по ходу транспортирования заготовок методическая нагревательная печь выполнена с торцевой загрузкой и выдачей, рольганг выдачи первой по ходу транспортирования заготовок методической нагревательной печи установлен на одной линии с загрузочным рольгангом другой методической нагревательной печи, при этом рольганги выдачи методических нагревательных печей связаны между собой передаточным устройством.
| ЦЕЛИКОВ А.И | |||
| и др., Машины и агрегаты для производства и отделки проката, Москва, Металлургия, 1988, с | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
| Поточная линия нагрева полосовых заготовок под гибку | 1983 |
|
SU1135782A1 |
| Поточная линия для термообработки | 1981 |
|
SU1016381A1 |
| ЛИНИЯ ПОЛУАВТОМАТИЧЕСКАЯ ДЛЯ ТЕРМООБРАБОТКИ ЗАГОТОВОК | 1996 |
|
RU2095434C1 |
| CN 207973686 U, 16.10.2018 | |||
| JP 61217685 A, 27.09.1986. | |||

