Изобретение относится к области металлургии, а конкретно к конструкции литейно-прокатных агрегатов, и может быть использовано при создании новых и реконструкции действующих литейно-прокатных цехов.
Известен способ получения мелкосортового проката в совмещенном литейно-прокатном агрегате, включающий непрерывное литье сортовой заготовки с поддержанием постоянного уровня металла в кристаллизаторе, последующий индукционный подогрев заготовки, замер температуры поверхности заготовки и скорости ее перемещения и ее прокатку, отличающийся тем, что непрерывное литье и прокатку сортовой заготовки ведут в непрерывном режиме, при этом в его начальной стадии постоянный уровень металла в кристаллизаторе поддерживают регулированием скорости тянущих роликов машины непрерывного литья заготовки, а с началом прокатки функцию тянущих роликов по поддержанию уровня металла в кристаллизаторе передают первой клети прокатного стана, а индукционный подогрев заготовки перед прокаткой осуществляют двумя тепловыми потоками, создаваемыми в двух группах индукторов, причем в первой группе посредством индукторов с постоянной номинальной мощностью, равной половине номинального значения мощности, требуемой для нагрева заготовки, а во второй - индукторами с регулируемой мощностью, при этом мощность в каждой группе индукторов задают на основании замера температуры поверхности заготовки и скорости ее перемещения. /1. Майоров А.И., Пасечник Н.В., Сивак Б.А., Протасов А.В., Гладышев A.M. Способ получения мелкосортового проката в совмещенном литейно-прокатном агрегате и устройство для его осуществления // Евразийский патент 002047, 10.06.98, опубл. 2001./. К его недостаткам относится невозможность использования заготовок, остывших по каким-либо причинам. Кроме того, ограниченная мощность нагрева не позволяет производить ряд сложных марок стали, требующих интенсивного разогрева перед прокаткой.
К известным также относится литейно-прокатный агрегат для производства сортовой продукции, содержащий расположенные последовательно на одной оси машину непрерывного литья заготовок, летучие ножницы, приемный рольганг с холодильником и механизмом поперечного перемещения литых заготовок, холодильник с поперечным шлеппером, печное устройство с внутрипечным рольгангом, и расположенный после печного устройства прокатный стан. 12. Белянинов В.К., Пасечник Н.В., Химичев В.А. и др. Литейно-прокатный агрегат//патент №2356663, РФ, Опубл. 2009/. Данный литейно-прокатный агрегат предназначен для осуществления двух вариантов прокатки: непрерывной (бесконечной) прокатки, совмещенной с непрерывной разливкой и дискретной прокаткой штучных заготовок, нагретых в пламенной нагревательной печи. Однако, непрерывная прямая прокатка без дополнительного подогрева возможна лишь для ограниченного марочного сортамента прокатываемой стали, кроме того известный литейно-прокатный агрегат обладает сложной конструкцией и увеличенными габаритами. Газовый нагрев в печном устройстве обладает высокой интенсивностью разогрева, но не обеспечивает стабильное получение температуры заготовок перед прокаткой в заданных пределах, оптимальных для каждой марки стали.
Из известных наиболее близким к предлагаемому изобретению является литейно-прокатный агрегат, содержащий МНЛЗ, летучие ножницы, передаточный рольганг, сдвоенное нагревательное устройство в виде индукционного нагревателя и пламенной печи, загрузочный рольганг, прокатный стан и холодильник /3. Тимошпольский В.И., Витязь П.А., Кухарев А.В., Герман М.Л., Стеблов А.Б., Кабишов С.М. Литейно-прокатный комплекс металлургического микрозавода // Патент на полезную модель №53944, РФ, опубл. 2006/.
К недостаткам известного литейно-прокатного агрегата относится сложность конструкции и эксплуатации, обусловленная необходимостью разделения потока заготовок на две части, их распределения по двум различным нагревательным устройствам и возвращения на ось разливки-прокатки перед задачей в прокатный стан. Кроме того, ограничена точность достижения необходимой температуры при пламенном нагреве.
Технический результат предлагаемого технического решения заключается в упрощении конструкции и соответственно в уменьшении ее металлоемкости и габаритов, а также в расширении технологических возможностей при прокатке стали широкого марочного сортамента за счет обеспечения необходимых температурных условий прокатки, как при обработке рядовых сталей, так и при обработке качественных сталей и остывших заготовок.
Ожидаемый технический результат достигается тем, что литейно-прокатный агрегат для производства сортовой продукции, содержащий машину непрерывного литья заготовок, летучие ножницы, промежуточный склад заготовок со шлеппером, пламенную печь, и проходной индукционный нагреватель, прокатный стан и многосекционный основной рольганг, установленный соосно с МНЛЗ и прокатным станом, снабжен дополнительным рольгангом, расположенным параллельно основному и соединяющим промежуточный склад заготовок с пламенной печью, а пламенная печь снабжена устройством поперечного перемещения заготовок и выгрузки на основной рольганг, при этом индукционный нагреватель расположен соосно с МНЛЗ и прокатным станом и установлен после зоны выгрузки заготовок из пламенной печи на рольганг. Индукционный нагреватель выполнен двухсекционным, при этом мощность одной секции составляет половину номинальной мощности, а вторая секция выполнена с регулируемой мощностью.
Склад заготовок, дополнительный параллельный рольганг и нагревательная печь расположены с одной стороны по отношению к оси разливки-прокатки.
Такое расположение нагревательных устройств способствует расширению технологических возможностей, обеспечивая как применение прямой (бесконечной) прокатки с нагревом заготовки в индукционном нагревателе, так и дискретной прокатки остывших заготовок, последовательно нагреваемых в пламенной печи и в индукционном нагревателе с возможностью обеспечения точной температуры нагрева, требуемой для каждой конкретной марки стали. Применение двухсекционного индукционного нагревателя с регулируемой мощностью и комбинированного двухступенчатого нагрева, обеспечивает возможность получения требуемой температуры заготовок перед прокаткой с высокой точностью, что особенно важно при прокатке особо сложных марок стали. Таким образом, обеспечивается процесс прокатки заготовок широкого марочного сортамента с требуемой температурой.
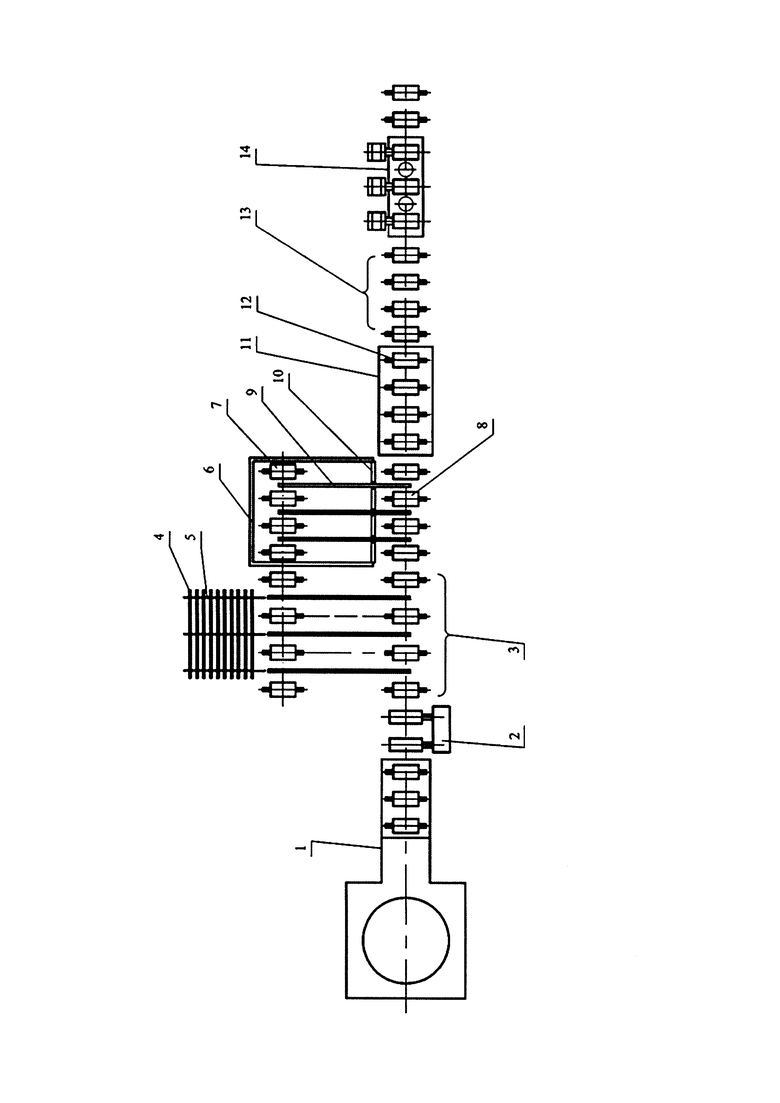
Сущность предложенного изобретения поясняется примером его конкретного выполнения со ссылками на прилагаемый рисунок, где изображена принципиальная схема предлагаемого устройства.
Литейно-прокатный агрегат для производства сортовой продукции содержит машину непрерывного литья заготовок (МНЛЗ) 1, летучие ножницы 2, приемный рольганг 3, склад заготовок 4, механизм поперечного перемещения заготовок 5, пламенную нагревательную печь 6 с рольгангами 7, 8, передаточным устройством 9 и снабженную теплозащитной дверцей 10, индукционный нагреватель 11 с рольгангом 12, задающий рольганг 13, прокатный стан 14 после которого установлен холодильник (на чертеже не показан) для охлаждения готовой продукции.
Заявляемый литейно-прокатный агрегат для производства сортовой продукции позволяет:
- для низкоуглеродистых марки сталей в этом литейно-прокатном агрегате осуществить совмещенный процесс разливки и прокатки с прохождением непрерывной заготовки вдоль печного устройства без порезки ее на кратные длины;
- для легированных марок стали, требующих более качественного подогрева, или при прокатке заготовок с холодного посада, использовать пламенную нагревательную печь с более высокой интенсивностью нагрева;
- для особо сложных марок стали имеется возможность точной корректировки температуры нагрева заготовок в регулируемом индукторе, как прошедших через пламенную печь при дискретной прокатке, так и при бесконечной прокатке, минуя пламенную печь.
При этом по сравнению с аналогом /2/ обеспечивается упрощение конструкции и ее эксплуатации за счет исключения пересекающихся потоков заготовок и нагрев всех отливаемых заготовок с повышенной точностью, по сравнению с прототипом /3/ обеспечивается возможность прокатки остывших заготовок.
Таким образом, предложенное техническое решение при более простой и компактной конструкции обладает расширенными технологическим возможностями за счет создания условий для эффективного регулирования температуры прокатываемых заготовок. Установка индукционного нагревателя в линии разливки-прокатки после пламенной печи позволяет осуществлять разливку и прокатку в непрерывном или дискретном режиме стали широкого марочного сортамента.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2007 |
|
RU2356663C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ | 2011 |
|
RU2455091C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| СПОСОБ ДВУХПОТОЧНОГО ПРОИЗВОДСТВА КАТАНКИ И СОРТОВОЙ ЗАГОТОВКИ ИЗ ЛЕГИРОВАННЫХ МАРОК СТАЛЕЙ И ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2020 |
|
RU2747939C1 |
| КОМПЛЕКС ДЛЯ ПОЛУЧЕНИЯ МЕТАЛЛОПРОДУКЦИИ | 1996 |
|
RU2106930C1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА ИЗ МЕТАЛЛОЛОМА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498878C1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
Изобретение относится к литейно-прокатному агрегату для производства сортовой продукции. Агрегат содержит машину непрерывного литья заготовок (МНЛЗ), летучие ножницы, промежуточный склад заготовок со шлеппером, нагревательные устройства в виде пламенной печи и индукционного нагревателя, прокатный стан, дополнительный рольганг и многосекционный основной рольганг. Основной рольганг установлен соосно с МНЛЗ и прокатным станом. Дополнительный рольганг расположен параллельно линии разливки-прокатки и соединяет промежуточный склад заготовок с пламенной печью. Пламенная печь снабжена устройством поперечного перемещения заготовок и выгрузки на основной рольганг. Индукционный нагреватель установлен на оси разливки-прокатки после выгрузки заготовок из пламенной печи на основной рольганг. В результате уменьшается металлоемкость агрегата и его габариты, а также расширяются технологические возможности. 1 з.п. ф-лы, 1 ил.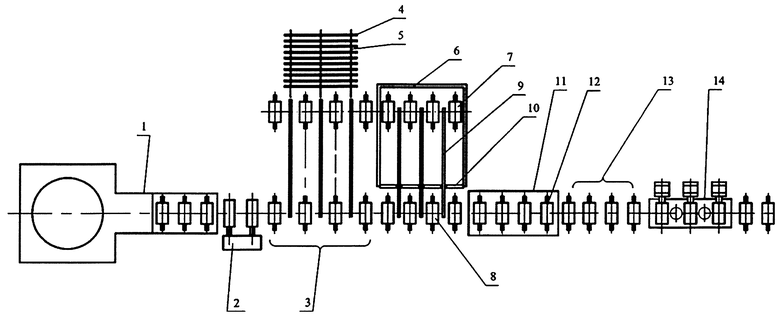
1. Литейно-прокатный агрегат для производства сортовой продукции, содержащий машину непрерывного литья заготовок (МНЛЗ), летучие ножницы, промежуточный склад заготовок со шлеппером, нагревательные устройства в виде пламенной печи и индукционного нагревателя, прокатный стан и многосекционный основной рольганг, установленный соосно с МНЛЗ и прокатным станом, отличающийся тем, что агрегат снабжен дополнительным рольгангом, расположенным параллельно линии разливки-прокатки и соединяющим промежуточный склад заготовок с пламенной печью, а пламенная печь снабжена устройством поперечного перемещения заготовок и выгрузки на основной рольганг, при этом индукционный нагреватель установлен на оси разливки-прокатки после выгрузки заготовок из пламенной печи на основной рольганг.
2. Литейно-прокатный агрегат для производства сортовой продукции по п. 1, отличающийся тем, что индукционный нагреватель выполнен двухсекционным, при этом мощность одной секции составляет половину номинальной мощности, а вторая секция выполнена с регулируемой мощностью.
| Шланг для рефулирования грунта | 1937 |
|
SU53944A1 |
| АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ПОЛОСЫ И/ИЛИ ЛИСТА | 1994 |
|
RU2114707C1 |
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОВАРНОЙ ПРОДУКЦИИ НА ЛИТЕЙНО-ПРОКАТНОМ КОМПЛЕКСЕ МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2005 |
|
RU2325960C2 |
| КОМБИНИРОВАННАЯ УСТАНОВКА НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ И СПОСОБ ЭКСПЛУАТАЦИИ КОМБИНИРОВАННОЙ УСТАНОВКИ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ | 2021 |
|
RU2769114C1 |
| 0 |
|
SU347662A1 |

