2. Стан по п,1, от л и ч а ющ и и с я тем, что первая секция нагревательной печи, совмещенная с
холодильником, выполнена с несколькими ярусами транспортировки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАЛЕПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2012 |
|
RU2495730C1 |
| Литейно-прокатный агрегат для производства сортового проката | 2024 |
|
RU2830625C1 |
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| Комбинированный сортовой прокатныйСТАН | 1979 |
|
SU839623A1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ АГРЕГАТ | 2007 |
|
RU2356663C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ СЛЯБОВ ПРОМЕЖУТОЧНОЙ ТОЛЩИНЫ И ПРИЕМНИК ДЛЯ СЛЯБОВ | 1996 |
|
RU2114708C1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ПОЛОС И КОМБИНИРОВАННЫЙ ПОЛУНЕПРЕРЫВНЫЙ СТАН ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2491140C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛИЧЕСКОГО ИЗДЕЛИЯ ПОСРЕДСТВОМ ПРОКАТКИ | 2005 |
|
RU2397831C2 |
Изобретение относится к черной и цвтной металлургии и можетбыть использовано на станах горячей прокатки, как сортовых заготовок, так и листового проката.
Известны прокатные станы, содержащие нагревательные устройства, рабочие клети, ножницы и холодильники 1 .
Наиболее близким к предлагаемому по технической сущности является прокатный стан, включающий нагревательные печи, рольганги, рабочие прокатные кдети, ножницы и многосекционный холодильник 2.
При этом стан снабжен специальным пластометром, установленным перед группой рабочих клетей для эталонного испытания прокатываемой ;заготовки локальной пластической деформацией. Пластомер позволяет получить упреждающую информацию о нагрузках на рабочие клети, за счет чего можно уменьшить температуру нагрева заготовок.
Но и на этих станах расход энергии очень высок. Обычно для углеродистых сталей начальная температура нагрева под прокатку равна i , а температура конца , прокатки 2 800-85С С. В процессе прокатки на одну тонну металла теряется количество тепла Rj.C( ViO где С - теплоемкость.
При С 0,15 ккал/кг град,
t, 1100 С; t 2 , Q., 0,15 250 10 3 37,5 ТГкка
Далее заготовки остывают на холодильниках до 50-100 С и теряют количество тепла ( 2 0,151850-50) 10- 120-10 ккал
Полное количество тепла + Q2 I5T, ккал этого количества тепла около 2 теряется в процессе прокатки, а остальные 7б% теряются уже после прокатки на нагрев атмосферы цеха и
оборудования, т.е. теряется совершено бесполезно.И для других сталей, а также многих цветных металлов, их нагрев до прокатки неизбежен так же, как и окончание прокатки при дотаточно высоких температурах. При этом в металле остается 70-80 первоначального количества тепла, которое теряется при охлаждении проката. Конструкция станов не позволяет, хотя бы частично, использовать эту энергию.
Цель изобретения - экономия энергии.
Указанная цель достигается тем, что в прокатном стане, включающем нагревательные печи, рольганги, рабочие прокатные клети, ножницы и многосекционный холодильник, оборудование расположено по замкнутой линии и нагревательные печи выполнены в виде двух секций, первая из которых совмещена с секцией холодильника, а вторая соединена рольгангами с рабочими клетями.
Кроме того, первая секция нагревательной печи, совмещенная с холодильником, выполнена с несколькими Ярусами транспортировки.
Конструктивные особенности устройства позволяют перемещать в секции нагревательной печи, совмещенной с секцией холодильника, холодные и нагретые заготовки и использовать часть тепла, которое заготовки содержат после прокалки.
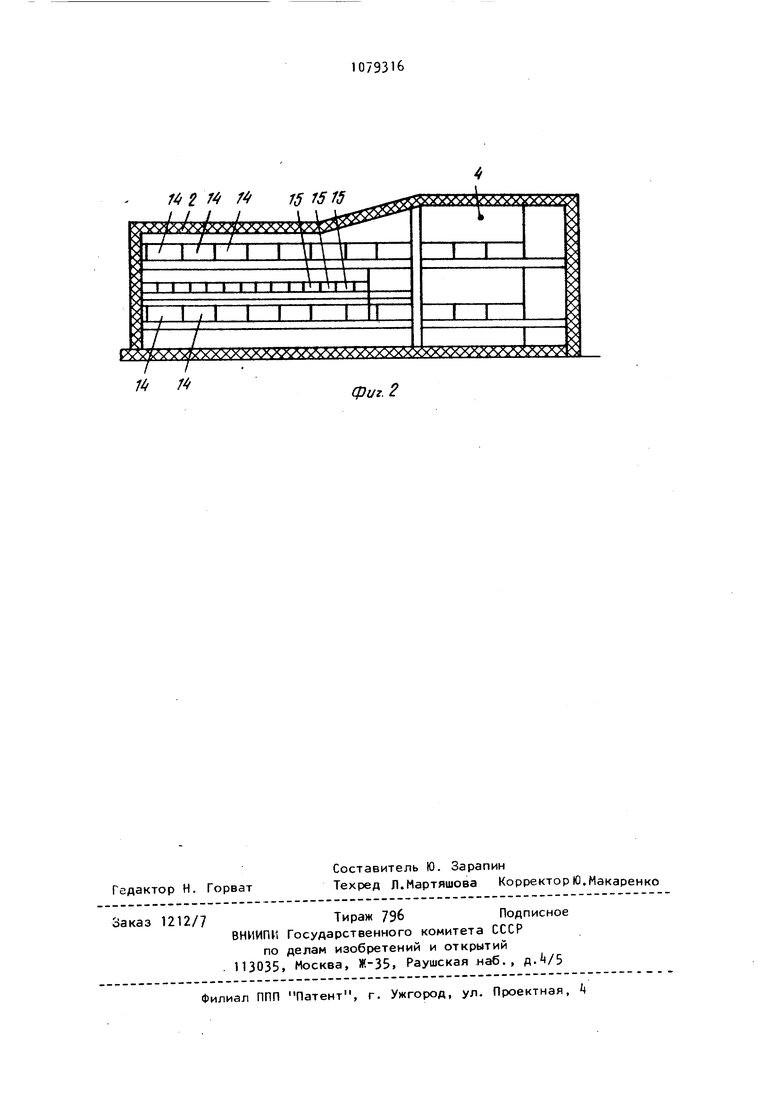
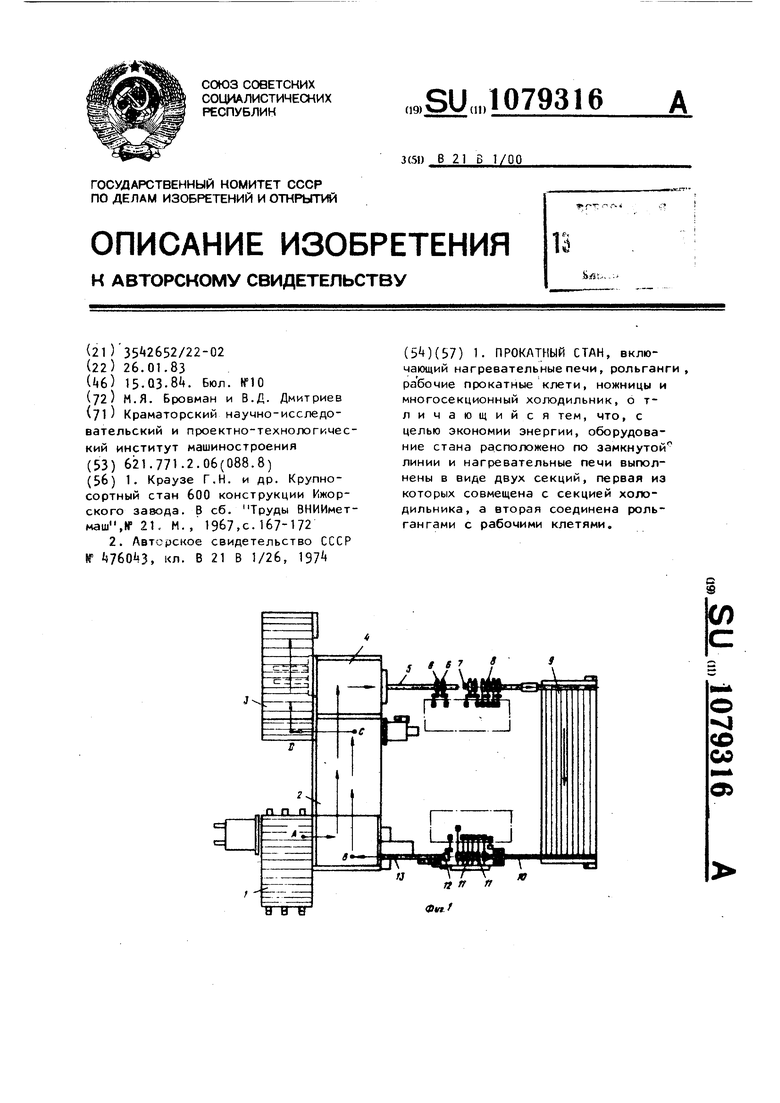
На фиг.1 показано расположение оборудования стана; на фиг.2 разрез совмещенного устрюйства нагрева и охлаждения заготовок.
Загрузочное устройство 1 обеспечивает подачу заготовок в совмещенное с холодильником кизкотемпег ратурное нагревательное устройство 2. Здесь же расположено разгрузочное устройство 3- Высокотемпературное устройство Ц соединено роль310
рангами 5 с двумя горизонтальными клетями 6. Затем расположены кантователь 7 и непрерывная группа 8 из двух клетей с горизонтальным и двух с вертикальным расположением валков. Шлеппер 9 обеспечивает передачу заготовок к рольгангу 10 и непрерывной шестиклетьевой груТГпе 11. Ножницы 12 установлены за непрерывной группой клетей и соединены рольгангами 13 с нагревательным устройством-холодильником. В этом устройстве по верхнему и нижнему ярусам перемещают исходные заготовки Ik, а по среднему прокатанные заготовки 15Устройство работает следующим образом.
Исходные заготовки подают на загрузочное устройство 1 и загружают в низкотемпературное нагревательное устройство 2. Здесь нагревательные элементы, например, горелки, включают только в период запуска стана, а затем их выключают и осуществляют нагрев за счет тепла уже прокатанных охлаждаемых заготовок. Затем заготовки поступают в высокотемпературное нагревательное устройство k, где их нагревают до температуры прокатки и рольгангом 5 подают к клетям 6, а затем кантуют на 90 кантовате(1ем 7 и деформируют а клетях 8, образующих непрерывную группу. Группа 8 включает клети с горизонтальным и вертикальным расположением валков, что позволяет осуществлять двухстороннее обжатие заготовок.Оборудование стана расположено вдоль замкнутой линии и после передачи заготовок шлеппером 9 и подают рольГангом 10 к непрерывной шестиклетьевой группе клетей 11, где три клети имеют горизонтальное, а три вертикальное расположение валков.
64
После деформации заготовки ножницами 12 разрезают в процессе движения на мерные длины и рольгангом 13 подают в совмещенный агрегат охлаждения-нагрева.
а фиг.1 путь движения заготовок показан стрелками, начиная от А, т.е. от загрузки заготовок 1 с устройства 1 в нагревательную печь 2. Цикл А-В соответствует нагреву, прокатке и подаче заготовок 15 вновь в низкотемпературную печь 2.
Участок ВС соответствует охлаждению заготовок в устройстве 2, а СД выдаче из него и охлаждению на воздухе на холодильнике 3.
Нагревательное устройство ( 2 ) печь, совмещенная с холодильником, является теплообменным аппаратом, где холодные, подаваемые к стану, заготовки I находятся вместе с прокатанными, нагретыми заготовками 15 и нагреваются от них. Таким образом, часть тепла прокатанных заготовок 5 не теряется, а используется для низкотемпературного нагрева заготовок I, которые затем нагреваются до требуемой температуры в печи k.
Заготовки I и 15 можно перемещать в одном или в противоположных направлениях. Их можно перемещать роликами, шагающими балками или толкателями. Можно подавать в агрегат прокатанные заготовки в виде смотанных рулонов конвейерным транспортером или иными устройствами. Нагрев осуществляется в двух секциях: низкотемпературной и высокотемпературной, а охлажденные в начальной и конечной Первые секции нагревателя и холодильника совмещень, что и позволяет получить экономию энергии.
Годовой экономический эффект составляет 157000 р.
1 2 /- 15 515
т т 1 I I I i I I I I Ml
l /
фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Краузе Г.Н | |||
| и др | |||
| Динамометрическая втулка | 1921 |
|
SU600A1 |
| В сб | |||
| Труды ВНИИметмаш, 21 | |||
| М | |||
| , 1967,с.167-172 2 | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
