Изобретение относится к области металлургии, в частности к термической и химико-термической обработке деталей из высоколегированных мартенситно-стареющих, применяемых для изготовления деталей в судостроении, авиастроении и космической технике.
Известно применение мартенситно-стареющих сталей типа 03Х13Н8Д2ТМ для изготовления деталей приводов с проведением предварительной механической обработки, закалки, обработки холодом, старения при температурах ниже критической точки Ac1 и азотирование в интервале 560-575°С в течение 36-48 часов после окончательного шлифования в диссициированном аммиаке (ОСТ 92-1311-80, с.52. Детали из сталей и сплавов. Технические требования и термическая обработка).
Известен способ обработки стали 08Х15Н5Д2Т, предусматривающий азотирование после закалки, отпуск и механическую обработку шлифованием до шероховатости поверхности Ra=0,10 мкм, азотирование при температурах 560-600°С в течение 48-65 часов в смеси аммиака и азота (Металлические материалы, хладностойкие до - (196...253)°С. Справочник, ГОНТИ №1 - 1982, под ред. Ю.И.Русиновича и др., с.67-68).
Вышеперечисленные способы изготовления и обработки трудоемки и энергоемки, недостаточно универсальны и технологичны применительно к деталям сложной конфигурации.
Наиболее близким к заявляемому является способ химико-термической обработки деталей из мартенситно-стареющих сталей типа Н18К9М5Т, Н18К12М2ТЮ, предусматривающий проведение азотирования при температурах старения ниже критических с числом циклов 10-30 и механической обработкой деталей до закалки и доводкой после старения (Забелин С.Ф. Технологические основы процессов химико-термоциклической обработки сталей. Технология металлов. 2004, №5, с.16).
Недостатками технологии являются сложность в осуществлении, высокая трудоемкость осуществления в различных производствах машиностроительных предприятий, высокие затраты на газоприготовительные установки и оборудование, недостаточная технологичность изготовления и упрочнения деталей с резкими переходами сечений, а также неоднородность диффузионных слоев по толщине, микротвердости и, как следствие, не обладают максимальными эксплуатационными характеристиками.
Изобретение решает задачу повышения качества формирования карбонитридного слоя на сложнолегированных мартенситно-стареющих сталях, увеличение скорости диффузионного насыщения при азотонауглероживании сталей названного класса вследствие пассивации с образованием поверхностных пленок, содержащих окислы хрома и железа. Одновременно снижается трудоемкость изготовления и обработки, повышение прочности основного металла, снижение деформации.
Для достижения необходимого технического результата в известном способе упрочнения мартенситно-стареющих сталей, включая механическую обработку с припуском на шлифование, закалку, химико-термическую обработку, совмещенную со старением и шлифованием, предусматривается в процессе нагрева под закалку проведение азотонауглероживание в течение 60-90 минут в древесно-угольном составе с активирующими добавками, затем осуществление абразивно-струйной обработки рабочей зоны поверхности детали с классом чистоты Rа=0,2-0,4 мкм и химико-термической обработки в процессе старения в виде азотонауглероживания при температуре выше Ac1 в течение 6-10 часов.
Одновременно предусматривается, что азотонауглероживание в процессе нагрева под закалку и старение ведут в древесно-угольной засыпке одинакового состава с активаторами, трилоном-Б и карбамидом в равных количествах. Предусматривается также проведение механической обработки с припуском на шлифование по базовым поверхностям 0,10-0,20 мм, а также охлаждение при закалке в жидком азоте с выдержкой после охлаждения деталей до -96°С с выдержкой 0,5-1,0 час, и проведение доводки полированием после азотонауглероживания по рабочей зоне на глубину 5-10 мкм.
На прилагаемых дополнительных материалах изображено:
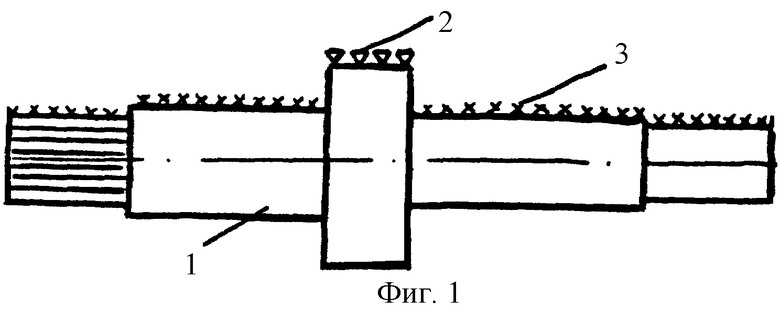
на фиг.1 - эскиз кулачкового валика из стали 04Х14К13Н4М2ТВ; на фиг.1 приняты следующие обозначения: 1 - кулачковый валик; 2 - зона абразивно-струйной обработки; зоны шлифования - 3;
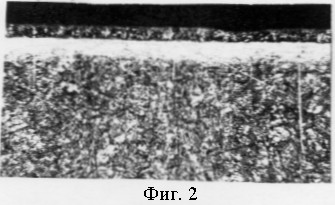
на фиг.2 - микроструктура диффузионного карбонитридного слоя на рабочей части кулачкового валика из стали мартенситно-стареющей 04Х14К13Н3М2ТВ после обработки по предложенному способу, х150;
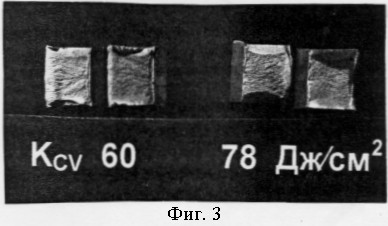
на фиг.3 - макроизлом образцов-свидетелей после испытания на ударную вязкость с V-образным надрезом значения Kсу в Дж/см2 для выдержек при азотонауглероживании в течение 60 минут при закалке и 6 часов при старении - (справа) и 90 мин и 10 часов соответственно;
на фиг.4 - кулачки после полной обработки.
Сущность процессов и превращений, протекающих при изготовлении деталей из мартенситно-стареющих сталей по предложенному способу, приводящих к получению оптимальных высоких свойств и характеристик поверхности и основного металла в следующем. При азотонауглероживании в процессе нагрева под закалку, например, кулачковых валиков (фиг.1) на всех поверхностях (1, 2, 3) за время выдержки 60-90 минут формируется карбонитридный слой толщиной 0,2-0,3 мм, сердцевина прогревается и структурно подготавливается к закалке на максимальную твердость. Активаторы натрий, азотосодержащий трилон-Б и азотоуглеродосодержащий карбамид ускоряют азотонауглероживание, диффузионный слой формируется более равномерным по толщине и с плавным изменением содержания азота и углерода от поверхности к сердцевине. Идентично действие активаторов при проведении азотонауглероживания в процессе старения. При охлаждении для закалки в жидком азоте при -196°С со скоростью 150-200°С/с, т.е. на уровне охлаждения в масле достигается оптимальное структурное состояние для последующего упрочнения сердцевины. Выдержка в жидком азоте 0,5-1,0 час позволяет стабилизировать размеры классных деталей и минимализировать последующую структурную деформацию ажурных деталей при старении.
Абразивно-струйная обработка рабочей поверхности (фиг.1, поз.2) позволяет при классе чистоты Ra=0,20-0,40 мкм снять тонкий оксидный слой и обеспечить повышенную скорость диффузии азота и углерода при азотонауглероживании в процессе старения при температурах выше Ac1 при толщинах слоев до 0,3-0,4 мм за более короткое время (6-10 часов). Чистовое шлифование по базовым поверхностям 3 (фиг.1) и полирование на глубину 5-10 мкм по рабочей поверхности 2 позволяет получить детали одновременно с высокой износостойкостью при контактном трении и высокой коррозионной стойкостью в морской воде и во влажной атмосфере.
Изготовление и обработка деталей по предложенной схеме позволяет практически за два цикла азотонауглероживания при нагреве под закалку и в процессе старения получить детали с твердыми диффузионными, прочно связанными с основой слоями при прочности сердцевины 1450-1680 МПа. Достигается сокращение трудоемкости изготовления и упрочняющей химико-термической обработки в 2,5-3 раза, износостойкость повышается в 1,5-2 раза при сохранении коррозионной стойкости не хуже 2-х баллов шкалы по ГОСТ 13819 и ОСТ 92-1346-83.
Практическое осуществление способа иллюстрируется примерами изготовления высокопрочных деталей приводов для глубоководных аппаратов “Мир-1”, “Мир-2”, при этом кулачковые валики рулевого привода из сталей 04Х14К13Н3М2ТВ, 06Х16НМД2Т длиной 180-200 мм и диаметром 18-35 мм по кулачкам и диаметром 16-22 мм по базовым поверхностям изготовляли и обрабатывали по разработанной технологии. Укладку и установку кулачковых валиков для азотонауглероживания при нагреве под закалку и азотонауглероживания в процессе старения проводили по схеме “контейнер в контейнере”, вертикально устанавливая валики в древесно-угольной смеси с добавкой активаторов.
Нагрев под закалку с одновременным азотонауглероживанием и обработку в процессе старения вели в малоэнергоемких электропечах СНОЛ-3.4.6/10М-1 и СНО-4.6.4/9, 5И2, СНОЛ-1.6.2.5.1/9И3. При азотонауглероживании в процессе старения использовали также печи СНО-, СШО-4.4/7 и контейнеры из нержавеющей стали 12Х18Н10Т. Составы для азотонауглероживания содержали активированный березовый уголь и активаторы трилон-Б 7-10 вес.%, карбамид технический 5-10 вес.%. Для охлаждения применяли криостаты с жидким азотом, масляные ванны, воздушные спрееры. Абразивно-струйную обработку проводили тонким карбидом кремния фракций 100-500 мкм.
Пример 1. Кулачковые валики длиной 160 мм, диаметром базовой части 20 мм, рабочей части диаметром 36 мм изготовляли из стали 04Х14К13Н3М2ТВ, пруток 50 мм по ТУ 14-1-1149-74. После механической обработки с припуском базовых поверхностей 0,1-0,15 мм и на полирование рабочей поверхности 10-12 мкм вели азотонауглероживание в процессе нагрева под закалку по 5 штук в контейнере, устанавливая вертикально. После нагрева до 1020-1030°С проводили выдержку в течение 90 минут, смесь содержала древесный уголь с 10 вес.% трилона-Б и карбамида, последующее охлаждение в жидком азоте при -196°С завершали выдержкой садки в криостате в течение 1 часа. Абразивно-струйную обработку проводили по рабочей поверхности кулачков с классом чистоты Rа=0,40 мкм со снятием окисной пленки, после чего проводили азотонауглероживание в аналогичном составе в контейнере при температуре выше Ac1, равной 580°С, в течение 10 часов. Заключительными операциями были шлифование базовых поверхностей и полирование рабочей поверхности пастой ГОИ со снятием слоя 10 мкм.
На фиг.2 приведена микроструктура износостойкого карбонитридного слоя на рабочих поверхностях кулачков с микротвердостью слоя Н0,5H=880-900, на фиг.3 показан характер излома образцов-свидетелей при испытании на ударную вязкость стандартных образцов с V-образным надрезом.
В результате обработки по предложенному способу получены высокопрочные валики с прочностью основного металла 1500-1560 МПа, с ударной вязкостью лучше 60 Дж/см2, с износостойкой поверхностью кулачков, превосходящей в 1,7 раза детали, обработанные по известной технологии. Трудоемкость механической обработки до и после химико-термической обработки сократилась на 35%, а трудоемкость термической обработки уменьшилась втрое.
Пример 2. Валики-эксцентрики диаметром 16 мм, длиной 120 мм с кулачками диаметром 28 мм изготовляли из стали 03Х13Н8Д2ТМ-ВД прутка 40 мм и после механической обработки с классом чистоты Ra = 1,25 мкм с припуском на шлифование 0,10 мм на сторону азотонауглероживанием в процессе нагрева под закалку при 950-960°С с выдержкой 60 минут в составе, содержащем отработанный древесно-угольный карбюризатор с добавкой 7% трилона-Б и 5% карбамида с охлаждением в воде. Обработку холодом проводили в жидком азоте при -196°С в течение часа, а затем рабочую поверхность кулачков подвергали абразивно-струйной обработке с классом чистоты 0,2 мкм. Азотонауглероживание проводили при температуре выше Ac1, при 590°С в течение 6 часов, совмещая со старением, с размещением в древесно-угольной смеси с активатором в тех же количествах, что и при нагреве для закалки. Шлифование базовых поверхностей проводили со снятием припуска 0,1 мм, а рабочую поверхность кулачков полировали со съемом 5-7 мкм (фиг.4).
Разработанная схема изготовления и упрочнения позволила получить детали с высокопрочной сердцевиной в пределах 1450-1470 МПа, с износостойкими рабочими поверхностями с микротвердостью Н0,5H=910-920 при равномерном по глубине карбонитридном слое толщиной 320-340 мкм, имеющим по сравнению с известным многоступенчатым азотированием и нитроцементацией более высокую коррозионную стойкость в морской воде, лучшие трибологические характеристики при контактном трении, вдвое повысился ресурс работы деталей на глубоководных аппаратах “Мир”.
Пример 3. Распределительные кулачковые валики диаметром кулачков 24 мм, длиной 230 мм изготовляли из стали 04Х14К13Н3М2ТВ-ВД с припусками на шлифование шеек и полирование кулачков. Нагрев под закалку при 1000°С проводили в течение 60 минут в засыпке из гранулированного древесного угля с добавкой по 7% трилона-Б и карбамида. После охлаждения в воздушном спреере проводили обработку в криостате при -196°С в течение 1 часа и обрабатывали абразивно-струйным методом поверхности кулачков. После чего проводили азотонауглероживание в контейнерах в смеси этого же состава с вертикальным расположением деталей по 4 валика в садке при температуре 580°С в течение 10 часов. Шлифование базовых поверхностей вели со съемом 0,15 мм, а полирование кулачков со снятием слоя 5-7 мкм (фиг.4). Свойства диффузионного упрочненного слоя и основного металла, полученные при обработке по предложенному способу и по известной технологии приведен в таблице.
При обработке в температурных режимах и времени выдержки за пределами заявляемых положительный эффект существенно уменьшается.
Детали, обработанные по предложенному способу, имели лучшую прирабатываемость, отсутствовала поводка по длине, снижены припуски на чистовую обработку, процесс технологичен, прост в осуществлении, сократились энергозатраты на термическую обработку в 2 раза, суммарная трудоемкость изготовления деталей снизилась в 3 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ В ПОРОШКОВЫХ СМЕСЯХ | 2007 |
|
RU2348736C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ЭЛЕКТРОМАГНИТНЫХ КЛАПАНОВ ИЗ МАГНИТОМЯГКОЙ СТАЛИ | 2004 |
|
RU2253692C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2378411C2 |
| СОСТАВ ДЛЯ НИТРОЦЕМЕНТАЦИИ ИЗДЕЛИЙ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2006 |
|
RU2314363C1 |
| СПОСОБ КАРБОНИТРИРОВАНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ | 2011 |
|
RU2463381C1 |
| СПОСОБ НИКОТРИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ И ИНСТРУМЕНТА | 2003 |
|
RU2237744C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ПАР ТРЕНИЯ ИЗ СТАЛЕЙ | 2006 |
|
RU2330100C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО ДЕТАЛЕЙ ПОРШНЕВЫХ ПАР ТРАКТОРНЫХ И АВТОМОБИЛЬНЫХ ДВИГАТЕЛЕЙ | 2002 |
|
RU2242533C2 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ ДИФФУЗИОННЫМ НАСЫЩЕНИЕМ | 2013 |
|
RU2550066C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ СТАЛЕЙ МАРТЕНСИТНОГО КЛАССА | 2014 |
|
RU2574944C1 |
Изобретение относится к области металлургии, в частности к термической и химико-термической обработке деталей из высоколегированных мартенситно-стареющих, применяемых для изготовления деталей в судостроении, авиастроении и космической технике. Техническим результатом изобретения является повышение качества и увеличение скорости формирования карбонитридного слоя на мартенситно-стареющих сталях. Механически обработанные с припуском на чистовое шлифование детали подвергают азотонауглероживанию в процессе нагрева для закалки выше температур критической точки Ас3 с выдержкой в течение 60-90 минут в засыпке из древесного угля с добавкой активаторов трилона-Б и карбамида. Охлаждение проводят в жидком азоте и выдерживают при температуре минус 196°С 0,5-1,0 час. Затем проводят зонную абразивно-струйную обработку рабочих поверхностей под низкотемпературное азотонауглероживание при температурах выше Ac1 со снятием пассивной окисной пленки и с классом чистоты поверхности Ra=0,20-0,40 мкм и ведут химико-термическую обработку с засыпкой древесно-угольной смесью этого же состава при температурах старения стали в течение 6-10 часов. 4 з.п. ф-лы, 4 ил., 1 табл.
| ЗАБЕЛИН С.Ф | |||
| Технологические основы процессов химико-термической обработки сталей | |||
| Технология металлов | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| БИРМАН С.Р | |||
| Экономнолегированные мартенситно-стареющие стали | |||
| - М.: Металлургия, 1974, с.177-180 | |||
| Способ термической обработки мартенситно-стареющих сталей | 1987 |
|
SU1553564A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ НЕРЖАВЕЮЩИХ МАРТЕНСИТНОСТАРЕЮЩИХ СТАЛЕЙ | 1999 |
|
RU2150530C1 |

