Изобретение относится к металлургии, в частности к химико-термической обработке углеродистых и легированных сталей и изделий из них, и может найти применение в автотракторостроении, ремонте, восстановлении деталей пар трения в условиях машиностроительных предприятий серийного и опытных производств, а также в инструментальных производствах большинства отраслей промышленности.
Известен способ формирования карбонитридных слоев с повышенными трибологическими свойствами на стальных деталях, например 30ХН2МФА, с одновременным насыщением азотом и углеродом, никотрированием в смеси аммиака и эндогаза при температурах ниже критических (В.М. Власов и др., Трибологические свойства никотрированных конструкционных сталей// Трение и износ, 2002, том 23, №1, БАН, г.Гомель, с.93-99).
Способ применим в специальных серийных условиях производства, требует специального газоприготовительного оборудования, термических агрегатов, велики затраты на газ и электроэнергию, требуется существенная экологическая защита.
Более просты, технологичны известные способы нитрооксидирования (пат. РФ 2041280, БИ №22, 1995) и нитроцементации деталей и инструмента (пат. РФ 2020188, БИ №18, 1994) с укладкой для химико-термической обработки в контейнеры или реторты с подвергающемуся пиролизу составу, содержащему карбамид, при температурах обработки ниже Acl.
Недостатками способов являются нестабильность, неоднородность состава и свойств диффузионных слоев на длинномерных, тонкостенных деталях, а также нерациональное использование смеси вследствие выгорания компонентов при длительных выдержках, при использовании классического способа упаковки деталей в смесях.
Наиболее близким по сути решения является известный способ термической обработки деталей из металлов и сплавов, предусматривающий нагрев, выдержку, охлаждение деталей при химико-термической обработке в герметизированном контейнере с засыпкой при регламентированном соотношении рабочего объема к площади обрабатываемых деталей на уровне 0,5 м3/м2 с предварительным размещением вещества для диффузионного насыщения в контейнере (пат. РФ 2186860, МПК 7 С 21 D 1/74, F 27 В 5/04, F 27 D 1/18, 7/06, опубл. 10.08.2002 г., БИ №22, ч.II, 2002 - прототип).
К недостаткам вышеописанного способа можно отнести недостаточную стабильность процесса, а также неоднородность и неравномерность слоев по сечению длинномерных деталей вследствие прогрессирующего истощения насыщающей среды.
Предлагаемый способ решает задачу стабилизацию диффузионного процесса при длительных выдержках, улучшение качества, состава и свойств диффузионных слоев на сталях различных классов.
При этом с целью повышения качества диффузионных карбонитрированных слоев, скорости и равномерности насыщения за счет увеличения срока истощения насыщающей смеси, а также для повышения скорости формирования износостойких никотрированных слоев при снижении деформации деталей и инструмента, улучшения экологической чистоты процесса, повышения технологичности и простоты осуществления в условиях мелкосерийных, ремонтных предприятий в известном способе химико-термической обработки предусматриваются новые технологические решения.
Для решения поставленной задачи предлагается проводить обработку деталей и инструментов путем упаковки их в двойном контейнере, во внутреннем обрабатываемые детали в свежеприготовленной смеси с введением в древесноугольную основу азотсодержащих компонентов из расчета 6-10 г компонентов на квадратный сантиметр никотрируемых деталей и помещением внутреннего контейнера дном вверх, во второй контейнер с засыпкой первого (упакованного) контейнера отработанным древесноугольным карбюризатором. При этом в состав смеси первого контейнера к древесному углю и карбамиду добавляют в качестве азотсодержащей добавки 10-15% трилона-Б. Одновременно количество карбамида в смеси берут вдвое выше, чем содержание трилона-Б.
Предусматривается также проведение никотрирования с загрузкой в печь при 950-980° С и выдержкой при температурах никотрирования в течение 1 часа с последующим отключением печи и охлаждением.
Так, упаковку деталей и инструмента проводят в два контейнера, при этом никотрируемые детали и инструмент размещают в малых контейнерах в засыпке из свежеприготовленной смеси на основе древесных углей и карбамида с добавкой 10-15% трилона-Б из расчета 6-10 г/см2 никотрируемых деталей азотсодержащих компонентов и устанавливают малые контейнеры крышкой вниз в большой контейнер, заполняемый отработанной древесно-угольной смесью.
Суть и преимущества выбранной схемы, состава и условий никотрирования в том, что при размещении деталей типа колец поршневых, инструмента типа фрез, сверл, пресс-форм, цилиндровых вкладышей двигательных гильз в смеси в контейнерах крышкой вниз вокруг деталей в результате диссоциации и пиролиза существует активная азотнауглероживающая атмосфера в течение всего процесса никотрирования.
Основные реакции диссоциации азотуглеродосодержащих компонентов при температурах 500-720° С при никотрировании в древесно-угольных смесях:
карбамид (NH2)2CO→ NH3+СО+0,5N2+0,5Н2
трилон-Б (C10H8O10)Na2N2→9CO+N2+Na2O+2H2+СН4
при выбранном их количестве позволяют поддерживать в малых контейнерах потенциал азота и углерода не ниже 0,8-0,9%. Это обеспечивает формирование на широком спектре сталей стабильных, равномерных слоев с оптимальным содержанием ε -, γ ’- фаз и диффузионной переходной зоны, что обеспечивает высокую стабильную твердость, коррозионную стойкость и лучшие трибологические характеристики поверхности никотрированных деталей.
При этом истощению смеси в малых контейнерах, выгоранию компонентов препятствует и блокирует процессы окисления засыпка большого контейнера с прокладкой и крышкой, где вокруг малых контейнеров находится состав отработанной смеси. Одновременно упрощается укладка деталей, исключается герметизация сваркой или обмазкой стекло- и глиношамотными составами с последующей сушкой, облегчается выгрузка деталей после никотрирования.
Введение карбамида в смесь вдвое больше, чем трилона, связано с более стабильным и повышенным выходом по аммиаку, как основному поставщику азота атомарного, что особенно важно для легированных сталей. Но количество трилона-Б также достаточно для активации сорбционных процессов и процессов рыхления поверхности за счет присутствия натрия, улучшающего рыхление, позволяющего проводить никотрирование в том числе высокохромистых сталей, склонных к более активному окислению и пассивации.
Проведение ускоренного прогрева путем загрузки садки в печи при температурах значительно выше критических позволяет при двухконтейнерной упаковке проводить процесс с меньшими энергетическими затратами, а медленное охлаждение садки с печью позволяет дополнительно увеличивать глубину и равномерность диффузионных слоев.
На фиг.1 дана схема укладки деталей в малом контейнере и его размещение в большом контейнере.
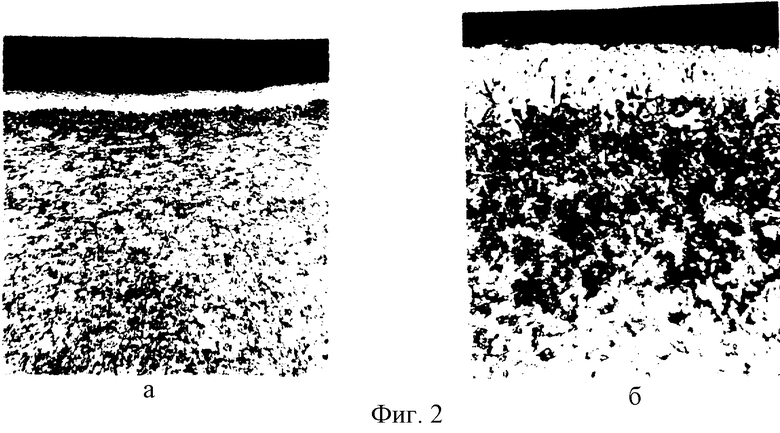
На фиг.2, а, б - микроструктура слоев никотрированной стали 20 и 25Х17Н4Б.
На фиг.1 даны следующие обозначения: 1 - большой загрузочный контейнер, 2 - отработанный карбюризатор, 3 - крышка с прокладкой большого контейнера, 4 - детали в малом упакованном контейнере, 5 - крышка упакованного контейнера, 6 смесь в упаковочном контейнере с трилоном-Б и карбамидом; а - поршневые кольца, б - инструменты, в - гильза цилиндра в контейнере.
На фиг.2 - а-микроструктура стали никотрирование 720° С, 10 час, х150; б - х300;
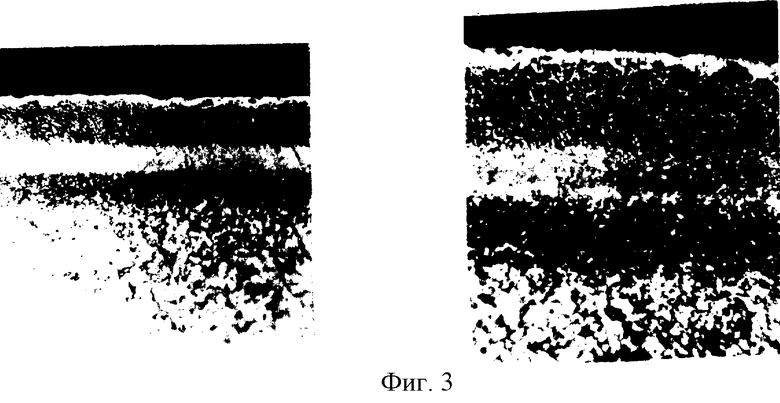
На фиг.3, а, б: а-структура слоя с ε - и γ ’-фазами, никотрирование 620° С, 10 часов, х250, б - х300.
Изобретение иллюстрируется примерами осуществления способа на нескольких наименованиях деталей и инструмента из сталей различных классов. При этом для проведения никотрирования использовали малоэнергоемкие электропечи СНОЛ-1,6.2,5.1/9И1, промышленные СНО-5.6.8/9, загрузку и укладку деталей проводили в цилиндрические малые и прямоугольного сечения контейнеры из стали 3 и из нержавеющей стали 09Х18Н10Т. В качестве углеродсодержащих компонентов применяли уголь активированный дробленый по ГОСТ 6217-74, уголь активированный гранулированный по ГОСТ 20464-73, ГОСТ 23 998-80, ГОСТ 30 268-95, а также карбюризаторы отработанные древесно-угольные по ГОСТ 2407-74Е. В качестве азотсодержащих компонентов, активаторов использовали карбамид (мочевину) техническую по ГОСТ 6691-77 и трилон-Б по ГОСТ 10 652-73, а также в вариантах незначительные добавки углекислого натрия по ГОСТ 88-89. Металлографию, измерение микротвердости проводили с использованием микроскопов ММР-4, “Неофот”, твердомера ПМТ-3 и МИТ-3.
Пример 1. Пуансоны и матрицы подкладные из теплостойкой стали 4Х5МФС после закалки и отпуска на твердость НRСэ=41-42, предназначенные для горячей высадки головок болтов из стали 38ХА на молоте свободной ковки М-412, подвергали никотрированию для повышения износостойкости по предложенному способу.
Упаковку вели в два контейнера: малый с укладкой в смеси, содержащей гранулированный активированный древесный уголь и равные количества азотсодержащих компонентов карбамида и трилона-Б из расчета 6 г/см2 насыщаемой поверхности. Каждый из малых контейнеров помещали дном вверх, крышкой вниз в большой контейнер с последующей засыпкой отработанным карбюризатором. После прогрева и выдержки в печи при температуре 620° С в течение 8 часов контейнер выгружали из печи на воздух и распаковывали малые контейнеры при температуре 50-60° С.
Никотрирование в смеси, содержащей 10% трилона-Б и 10% карбамида, остальное - древесный уголь, позволило получить характерные трехзонные слои, равномерные по глубине, микротвердости, с плавным переходом и изменением по содержанию ε -фазы, зоны карбонитридов при содержании в них 0,65% С и 1,4% N на глубине до 80 мкм при суммарной толщине слоя 350-370 мкм. Микротвердость в зоне карбонитридов Fe23(NC) плавно изменялась к основе и составляла H0,5H=724...724...682...641...507...460. Наличие на поверхности никотрированных матриц и пуансонов тонкой 10-14 мкм пленки окислов железа магнетита и гематита, а также хромсодержащих типа шпинелей улучшали работу формообразующих поверхностей в условиях смазки и контакта с заготовками болтов при температурах высадки 1130-1120° С. Износостойкость и разгаростойкость повысилась в 1,7 раза в сравнении с прототипом и вдвое в сравнении с никотрированием в смеси метана, природного газа и аммиака. Трудоемкость, энергоемкость и стоимость вспомогательных материалов были сокращены в суммарном исчислении в 2,2 раза.
При уменьшении количества азотутлеродосодержащих компонентов из расчета менее 5,5 г/см2 ухудшалось качество диффузионного слоя, снижалась толщина и количество карбонитридов в слое, что понижало эксплуатационные характеристики инструмента.
Пример 2. Вкладыши гильз реставрационные автомобильных двигателей изготовляли из стали 20 и подвергали никотрированию по предложенному способу с укладкой по схеме контейнер в контейнере. При этом засыпку малых контейнеров, где находились вкладыши, вели составом из колотого древесного угля с введением в каждую садку азотсодержащих карбамида и трилона-Б из расчета 10 г/см2 обрабатываемой поверхности. Малые контейнеры располагали крышкой вниз (фиг.1, поз. в) в больших контейнерах с засыпкой отработанной смесью.
После загрузки больших контейнеров в печь, разогретую до 950° С, и выдержки в течение 1,5 часов прогрев велся в отключенной печи и после прогрева садки проводилась выдержка при 720° С в течение 10 часов с охлаждением деталей в ящиках вместе с печью. На фиг.2, а и б показана микроструктура никотрированных слоев на стали 20 после названной обработки. Полученные карбонитридные слои имели микротвердость H0,5H=502-618 при глубине диффузионных слоев 450-470 мкм. Практически отсутствовало зонное окисление, характерное для известного способа обработки. Коэффициент трения в условиях работы со смазкой в поршневой паре составлял 0,08-0,09 и был лучше, чем при классическом карбонитрировании в газовых атмосферах из эндогаза и аммиака. Обработка позволила получить вкладыши с минимальной деформацией 3-5 мкм, улучшились условия запрессовки, притирки и доводки восстанавливаемых цилиндров. Ресурс работы достиг 4500-5620 часов и был на уровне стандартизованных серийного производства. При затратах в 2,8 раза ниже, чем при проведении никотрирования в газовых средах, износостойкость возросла в 1,4 раза. Процесс осуществлялся в условиях малого предприятия “Дизель”, был универсален, прост в осуществлении и экологически чист.
Пример 3. Колонки литформ литья под давлением деталей из алюминиевого сплава АЛ-2 изготовляли из стали 25Х17Н4Б и никотрировали по предложенному способу. Укладку в малые контейнеры вели засыпкой смесью, содержащей 30% карбамида и 15% трилона-Б, остальное - древесный уголь березовый, помещая малые контейнеры с деталями крышкой вниз (фиг.1, поз. б) в большой контейнер с засыпкой отработанной смесью, одновременно с колонками в контейнер устанавливали образцы-свидетели для проведения всесторонних исследований и измерений. Количество азотсодержащих добавок составляло 8 г/см2 с учетом поверхности обрабатываемых образцов. После никотрирования при 620° С в течение 10 часов на стали 25Х17Н4Б формировался характерный слой с четко выявляемыми при металлографии зонами -ε , -γ ’ и диффузионной карбонитридной фазы (фиг.3, а, б).
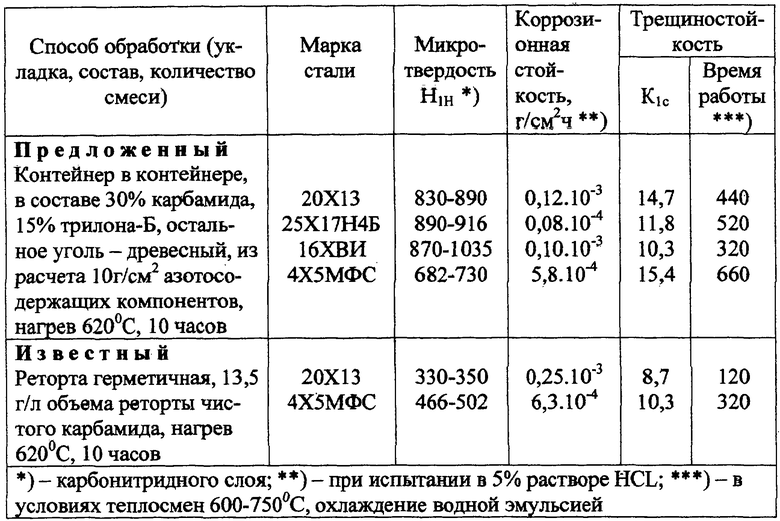
В таблице приведены свойства диффузионных слоев, получаемых при никотрировании различных сталей по предложенному способу и по известной технологии.
Как показали исследования, при обработке по схеме контейнер в контейнере в выбранных составах и расходах азотуглеродосодержащих компонентов на рабочих поверхностях оснастки формируются равномерные, прочно связанные слои, имеющие более чем в известных способах обработки износостойкость, теплостойкость, разгаростойкость, позволяющие повысить время работы в условиях частых теплосмен в 1,8-1,9 раза.
При сравнительном анализе толщина и качество диффузионных слоев при обработке по предложенному и известному способам установлено, что известный способ практически неэффективен для хромистых сталей с 5-17% хрома. Слои на хромистых сталях неравномерны, пятнисты, повышенное окисление поверхности, отсутствие депассивации поверхности, в результате скорость формирования слоя ниже в 3-4 раза, чем в предложенном способе.
Предложенный способ упаковки и выбранное количество азотуглеродосодержащих компонентов, один из которых содержит также натрий, практически универсален для малолегированных, высокохромистых и высоколегированных сталей. Так, никотрирование инструмента из стали Р6М5, Р6М5К5 при температурах не выше температуры отпуска 550-560° С позволило повысить износостойкость тонких сверл и фрез в 1,2-1,3 раза в сравнении с известными способами азотирования и карбонитрирования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ НИТРОЦЕМЕНТАЦИИ ИЗДЕЛИЙ ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2006 |
|
RU2314363C1 |
| СПОСОБ КАРБОНИТРИРОВАНИЯ ДЕТАЛЕЙ ИЗ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ | 2011 |
|
RU2463381C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ЭЛЕКТРОМАГНИТНЫХ КЛАПАНОВ ИЗ МАГНИТОМЯГКОЙ СТАЛИ | 2004 |
|
RU2253692C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ ПАР ТРЕНИЯ ИЗ СТАЛЕЙ | 2006 |
|
RU2330100C1 |
| СПОСОБ КАРБОБОРИРОВАНИЯ ПОЛЫХ ДЕТАЛЕЙ ИЗ ТУГОПЛАВКИХ МЕТАЛЛОВ И ВЫСОКОЛЕГИРОВАННЫХ СТАЛЕЙ | 2004 |
|
RU2276202C1 |
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ ДИФФУЗИОННЫМ НАСЫЩЕНИЕМ | 2013 |
|
RU2550066C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ МАРТЕНСИТНО-СТАРЕЮЩИХ СТАЛЕЙ | 2004 |
|
RU2256706C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕЛКОРАЗМЕРНОГО ИНСТРУМЕНТА ИЗ ТИТАНОВЫХ СПЛАВОВ | 2008 |
|
RU2378411C2 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЕЙ В ПОРОШКОВЫХ СМЕСЯХ | 2007 |
|
RU2348736C1 |
| СОСТАВ ГЕТЕРОГЕННОЙ ПОРОШКОВОЙ СМЕСИ ДЛЯ БОРИРОВАНИЯ СТАЛЬНЫХ ДЕТАЛЕЙ | 2022 |
|
RU2782461C1 |
Изобретение относится к металлургии, в частности к химико-термической обработке углеродистых и легированных сталей и изделий из них, и может найти применение в автотракторостроении, ремонте и восстановлении двигателей пар трения в условиях машиностроительных предприятий серийного и опытного производств, а также в инструментальных производствах большинства отраслей промышленности. Предложенный способ никотрирования стальных деталей включает нагрев для диффузионного насыщения в смеси азотсодержащих и углеродсодержащих компонентов. Диффузионное насыщение проводят путем укладки обрабатываемых деталей в малые контейнеры, расположенные в большом контейнере, при этом малые контейнеры содержат в качестве смеси азотсодержащих и углеродсодержащих компонентов насыщающую свежеприготовленную смесь на основе древесного угля и карбамида с добавками натрийсодержащих активаторов, при этом азотсодержащие компоненты выбирают из расчета 6-10 г на квадратный сантиметр площади обрабатываемой детали, затем малые контейнеры укладывают крышкой вниз в большой контейнер и заполняют его отработанной древесноугольной смесью. В частных случаях выполнения изобретения малый котейнер содержит смесь древесного угля и карбамида, а в качестве добавок натрийсодержащих активаторов используют 10-15% трилона-Б; количество карбамида в насыщающей свежеприготовленной смеси берут вдвое больше, чем содержание трилона-Б; никотрирование проводят с загрузкой большого контейнера в печь при 950-980°С и выдержкой при температурах никотрирования не менее 1 часа, затем печь отключают и проводят охлаждение с печью; после охлаждения с печью проводят выгрузку садки при температуре 50-80°С. Техническим результатом изобретения является разработка способа, позволяющего повысить качество наносимого слоя за счет повышения его износостойкости, микротвердости, коррозионной стойкости и трещиностойкости. 4 з.п. ф-лы, 3 ил., 1 табл.

| СПОСОБ КРАТКОВРЕМЕННОГО ГАЗОВОГО АЗОТИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2007496C1 |
| СПОСОБ НИТРОЦЕМЕНТАЦИИ СТАЛЬНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2020188C1 |
| СПОСОБ ОБРАБОТКИ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1992 |
|
RU2041280C1 |
| Способ получения гипериммунной антисинегнойной антитоксической человеческой плазмы | 1976 |
|
SU548275A1 |
| МИНКЕВИЧ А.Н | |||
| Химико-термическая обработка стали | |||
| - М.: Машгиз, 1950, с.316 и 317. | |||

