Изобретение относится к области машиностроения, а именно к способу обработки лопаток ГТД, позволяющему шлифовать и полировать входную и выходную кромки пера лопаток при переменном радиусе скругления кромки от 0,07 до 0,5 мм. Изобретение может быть использовано в машиностроительной, авиационной, судостроительной, космической и других отраслях промышленности.
Известен способ для обработки кромок пера лопаток газотурбинных двигателей, включающий вращение инструмента со скоростью, прямо пропорциональной величине радиусов скругления кромки пера, перемещение его вдоль кромки пера со скоростью, обратно пропорциональной величине радиусов скругления кромки пера, и качание лопатки относительно продольной оси, проходящей через центры радиусов скругления кромки пера [1].
Данный способ является наиболее близким к изобретению по технической сущности и достигаемому результату и принят заявителем в качестве прототипа.
Недостатком известного способа является низкая точность формообразования переменного профиля скругления кромки пера лопатки, а также значительный съем материала при обработке конца пера лопатки, что не позволяет скруглять кромку пера радиусом меньше 0,07 мм.
Техническим результатом данного изобретения является повышение точности формообразования переменного профиля скругления кромки пера лопатки, а также обеспечение минимального съема материала лопатки при ее обработке, позволяющего скруглить кромку пера радиусом 0,04 мм.
Указанный технический результат достигается тем, что в способе обработки лопаток газотурбинных двигателей, включающем вращение инструмента со скоростью, прямо пропорциональной величине радиусов скругления кромки пера, перемещение его вдоль кромки пера со скоростью, обратно пропорциональной величине радиусов скругления кромки пера, и качание лопатки относительно продольной оси, проходящей через центры радиусов скругления кромки пера, частоту качаний лопатки изменяют обратно пропорционально величине радиусов скругления кромки пера, причем после контакта инструмента с кромкой пера лопатки продольное перемещение включается через определенное время, обеспечивающее скругление кромки в месте контакта.
Сущность данного изобретения поясняется чертежами, где:
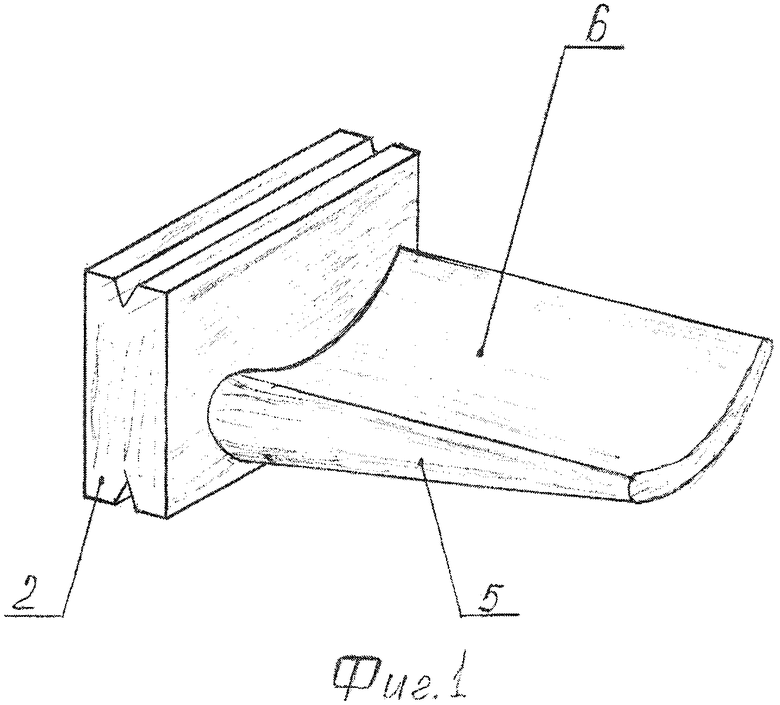
на фиг.1 изображен общий вид лопатки;
фиг.2 - схема процесса обработки пера лопатки.
Способ обработки лопаток газотурбинных двигателей осуществляется следующим образом.
Лопатка 1 своей замковой частью 2 закрепляется на качающемся держателе 3 станка. Обрабатывающий инструмент 4, выполненный в виде шлифовального или полировального кругов, подводится вплотную к обрабатываемой кромке 5 пера 6 лопатки 1.
Обрабатываемая лопатка 1 имеет переменные радиусы R1 и R2 скругления кромки 5 пера 6, равные соответственно от 0,5 до 0,04 мм.
При подведении обрабатывающего инструмента 4 к обрабатываемой кромке 5 в месте R1 включается качание лопатки 1 относительно продольной оси 7, проходящей через центры O1 и O2 радиусов R1 и R2, и происходит обработка кромки 5 пера 6 без продольного перемещении инструмента, которое включается через определенное время, обеспечивающее скругление кромки 5 в месте R1.
При перемещении инструмента 4 от R1 к R2 скорость его вращения (скорость резания) падает, а скорость продольного перемещения (подача) инструмента 4 увеличивается. Частота качания лопатки 1 также увеличивается при перемещении инструмента 4 от R1 к R2.
Использование данного изобретения позволит повысить точность формообразования переменного профиля скругления кромки пера лопатки, а также обеспечит минимальный съем материала лопатки при ее обработке.
Источники информации, принятые во внимание при составлении заявки
1. Патент RU №2005045, кл. B24B 19/14, 1993 г. - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обработки лопаток газотурбинных двигателей | 1990 |
|
SU1720839A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 1992 |
|
RU2008172C1 |
| Способ электрохимической обработки лопаток газотурбинных двигателей | 2016 |
|
RU2635209C1 |
| Устройство для скругления кромок пера лопаток | 1987 |
|
SU1512754A1 |
| СПОСОБ ПОЛИРОВАНИЯ КРИВОЛИНЕЙНОЙ КРОМКИ ПЕРА ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2010 |
|
RU2464148C2 |
| Способ обработки кромок пера лопаток абразивной лентой | 1980 |
|
SU876384A1 |
| СПОСОБ ШЛИФОВАНИЯ КРИВОЛИНЕЙНОЙ КРОМКИ ПЕРА ЛОПАТОК ГАЗОТУРБИННЫХ ДВИГАТЕЛЕЙ | 2010 |
|
RU2464149C2 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛИ | 2006 |
|
RU2351441C2 |
| Ленточно-шлифовальный станок | 1991 |
|
SU1797561A3 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ МЕЖЛОПАТОЧНЫХ КАНАЛОВ МОНОКОЛЕСА ГТД И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2264891C1 |
Изобретение относится к области машиностроения и может быть использовано на операциях шлифования и полирования кромок пера лопатки с переменным радиусом скругления. Инструменту сообщают вращение со скоростью, прямо пропорциональной величине радиусов скругления обрабатываемой кромки пера лопатки, и приводят в контакт с кромкой. Осуществляют качание лопатки относительно продольной оси, проходящей через центры радиусов скругления кромки пера, с частотой, которую изменяют обратно пропорционально величине радиусов скругления кромки пера. Инструмент перемещают вдоль кромки пера со скоростью, обратно пропорциональной величине радиусов ее скругления. В результате повышается точность формообразования переменного профиля скругления кромки пера лопатки и обеспечивается минимальный съем материала при обработке, позволяющий скруглить кромку пера радиусом 0,04 мм. 1 з.п. ф-лы, 2 ил.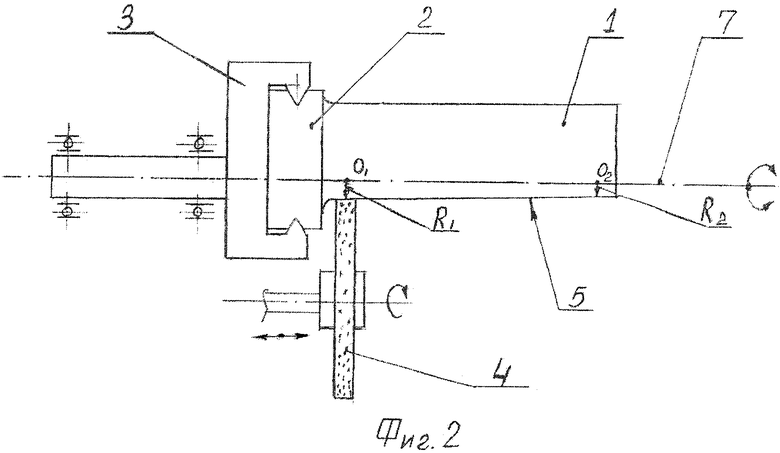
1. Способ обработки кромок пера лопаток газотурбинных двигателей, включающий вращение инструмента со скоростью, прямо пропорциональной величине радиусов скругления обрабатываемой кромки пера лопатки, качание лопатки относительно продольной оси, проходящей через центры радиусов скругления кромки пера, и перемещение инструмента вдоль кромки пера со скоростью, обратно пропорциональной величине радиусов ее скругления, отличающийся тем, что частоту качаний лопатки при перемещении инструмента изменяют обратно пропорционально величине радиусов скругления кромки пера.
2. Способ по п.1, отличающийся тем, что перемещение вдоль кромки пера инструменту сообщают через определенное время после приведения его в контакт с обрабатываемой кромкой, выбранное из условия обеспечения скругления кромки в месте контакта.
| RU 2005045 C1, 30.12.1993 | |||
| Станок для обработки лопаток газотурбинных двигателей | 1990 |
|
SU1720839A1 |
| Устройство для скругления кромок пера лопаток | 1987 |
|
SU1512754A1 |
| DE 3720096 A1, 21.01.1988. | |||

