(54) СПОСОБ ОБРАБОТКИ КРОМОК ПЕРА ЛОПАТОК АБРАЗИВНОЙ ЛЕНТОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Ленточно-шлифовальный станок для обработки кромок пера лопаток | 1980 |
|
SU891366A1 |
| Ленточношлифовальный станок для обработки кромок пера лопаток | 1981 |
|
SU986739A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1980 |
|
SU944883A1 |
| Устройство для обработки пера лопаток | 1980 |
|
SU884978A1 |
| Ленточно-шлифовальный станок | 1980 |
|
SU942957A1 |
| Способ ленточного шлифования кромок пера лопаток и устройство для его осуществления | 1981 |
|
SU948631A1 |
| Ленточно-шлифовальный станок для скругления кромок пера лопаток | 1980 |
|
SU872213A1 |
| Копировальный станок | 1979 |
|
SU876383A2 |
| Шлифовальный станок | 1980 |
|
SU889398A1 |
| СПОСОБ ОБРАБОТКИ КРОМОК ЛОПАТКИ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2010 |
|
RU2446038C1 |
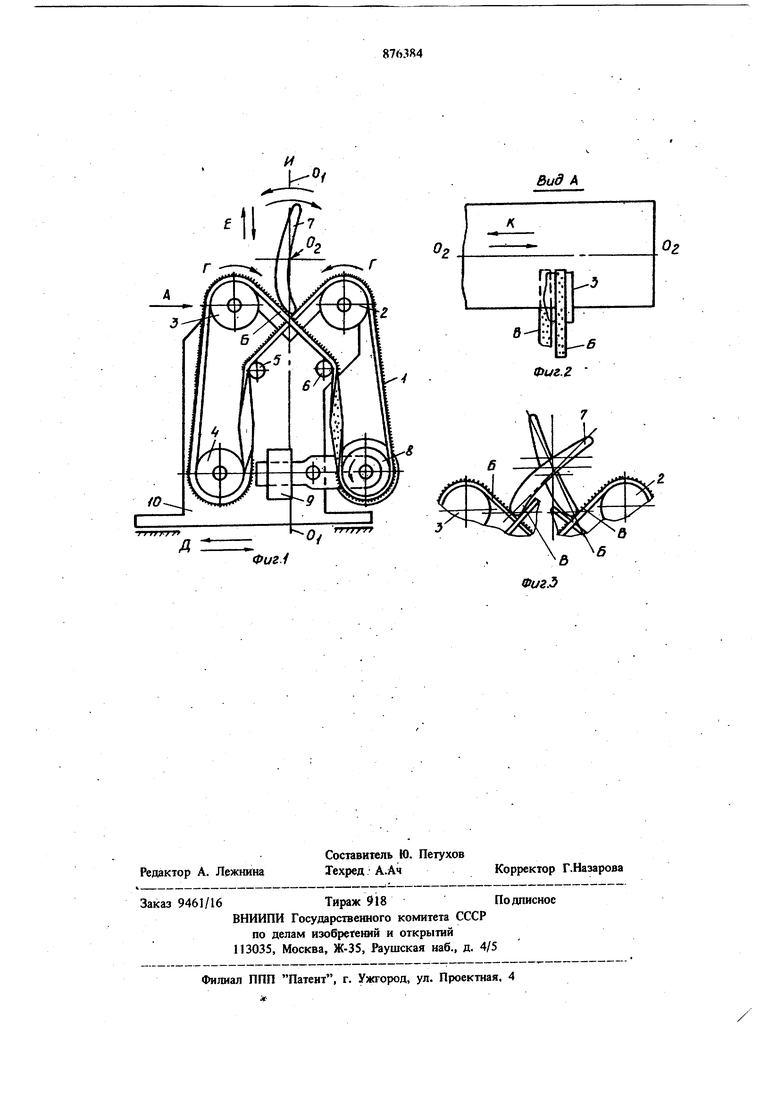
Изобретение относится к абразивной обработ, ке и касается преимущественно обработки кромок пера лопаток газотурбинных дзнгателей. Известен способ обработки кромок пера лопаток абразивной лентой, при котором лопатку качают вокруг оси, а обработку ведут одновременно двумя перекрещивающимися ветвями лен ты, охватывающими лопатку с противоположных сторон 1. Однако известный способ не позволяет получить плавное, сопряжение поверхности спинки н корыта с округлениями кромки вдоль пера. Цель изобретения - повышение качества скру ления кромок пера лопаток. Поставленная цель достигается тем,что ветвям ленты сообщают движение в направлении с пера на кромку, а ленте в плоскости ее вращения сообщают возвратно-поступательные перемещения, которыми производят качание лопатки. На фит. 1 нзображена схема устройства для осуществления предлагаемого способа; на фиг. 2 вид А на фиг. 1 (взаимное расположение свободных ветвей в процессе формообразования кромки); на фиг. 3 - крайние положения лопатки при ее качании свободными ветвями абразивной ленты.. Устройство для осуществления предлагаемого способа содержит лентопротяжный механизм, абразивная лента 1 которого установлена на опорных роликах 2-6, причем лента установлена таким образом, что свободные ветви Б и В располагаются рядом с противоположных сторон обрабатываемой кромки лопаток 7 лод углом друг к Другу, симметричным относителыю оси О,. проходящей через вершину их пересечения. Абразивная лента 1 получаст вращение от приводного щкива 8. в направлении, при котором свободные ветви Б и И движутся ,в направлении с пера на кромку, т.е. в направлении стрелок Г. Для получения указанного направления движения свободных ветвей Б и В участки ленты, набегающие на опорный poJWK 4 и приводной шкив 8, развернуты на 180°. Механизм 9 для натяжения ленты установлен на приводном щкиве 8. Лентопротяжный механизм расположен на станине 10, имеющей возможность возвратно-поступательного перемещения в направлении стрелок Д.
Способ осуществляется следующим образом. В процессе формообразования кромки лопатку 7 подают в направлении стрелок Е, обеспечивая в процессе обработки заданное соотношение усилий поджима свободных ветвей Б и В к прикромочным участкам пера лопатки. Качательное движение И лопатки 7 вокруг, продольной оси Oj осуществляют самими ветвями Б и В абразивной ленты 1, для чего лопатку 7 устанавливают с возможностью свободного вращения вокруг оси Ог, а лентопротяжному механизму сообщают возвратно-поступательные перемещения Д в плоскости вращения ленты. В результате этих перемещений в зоне обраЬотки кромки периодически нарущают соотнощение усилий поджима свободных ветвей Б и В, к прикромочным участкам лопатки. Это осущесгвляют за счет того, что свободные ветви Б и В поочеревдо поджимают указанными перемещениями к прикромочным участкам лопатки 7. Под воздействием момента от возросщих усилий поджима свободных ветвей лопатка 7 совершает качательное движение в направлении стрелок И относительно продольной оси Oj. Крайние положения лопатки показаны на фиг. 3 При этом обрабатываемая кромка обкатывается одновременно по двум свободным ветвям Б и В, расположенным рядом с противоположных сторон обрабатьшаемой кромки под углом друг к Другу, симметричным относительно оси Oi, проходящей через верщину их пересечения. При гаком расположении движущихся ветвей Б и В абразивной ленты 1 формообразование кромки производят одновременно с двух ее противоположных сторон, причем усилия поджима ветвей к поверхности кромки симметричны относительно оси Oi и в процессе обкатки кромки по ветвям Б и В изменяются одновременно, сохраняя заданное соотнощение усилий поджима ветвей к к;ромке, что позволяет уменьщить величину необходимого припуска по хорде лопатки для формообразования кромки и повысить производительность скругления кромок. Так как свободные ветви Б и В движутся одновременНО В направлении с пера на кромку, то в процессе формообразования кромки исключают зарезание (искажение) кромки и обрыв абразивной ленты вследствие того, что при этом осуществляют безударное соприкосновение рабочей поверхности ленты с обрабатываемой кромкой. При формообразовании кромки, толщина которой изменяется вдоль пера лопатки 7, соответственно изменяют и величину соотнощения уси/шй поджима ветвей к кромке при относительном перемещении лопатки 7 и абразивной ленты 1 в направлении стрелок К, что достигается соответствующим изменением подачи лопатки в направлении стрелок Е.
Сршмаемый припуск определяется материалом лопатки. Чипомабразивной ленты, величиной ее начального натяжения, прогибом свободных ветаей и положением кромки лопатки 7 на свободных ветвях в процессе формообразования кромок.
Таким образом, независимо от действительного положения кромки в пространстве и изменения действительной толщины кромки вдоль пера в процессе формообразования обеспечивают плавное сопряжение профилей спинки и корыта с округляемой; кромкой при высокой производительности процесса формообразования кромок
Формула изобретения
Способ обработки кромок пера лопаток абразивной, лентой, при котором лопатку качают вокруг оси, а обработку ведут одновремешю двумя перекрещивающимися ветвями ленты, .отличающийся тем, что, с целью повышения качества скругления кромок, ветвям ленты сообщают движение в направлении с пера на кромку, а ленте в плоскости ее вращения сообщают возвратно-поступательные перемещения, которыми производят качание лопатки.
Источники информации, принятые во внимание при экспертизе 1. Шалянов В. А. - Шлифование и полирование лопаток газотурбинных двигателей. М., Госиздат оборонной промышпеннйсти, 1958, с. 204- 205. Вид А
