Изобретение относится к области литья металлов, а конкретно к непрерывной разливке, и может быть использовано для нормального функционирования кристаллизатора.
Аналогичные решения известны. Например, приведенная в описании к заявке Японии (№52-7410, кл. B22D 11/04) установка содержит водоохлаждаемый стержень и водоохлаждаемый внешний кристаллизатор, который в сечении имеет форму кольца. Предусмотренное в установке устройство последовательно подает несколько электродов в кристаллизатор. Электроды, на которые подается напряжение, последовательно расплавляются в шлаковой ванне кристаллизатора, образуя металлический расплав. С помощью кристаллизатора расплав охлаждается, затвердевает и вытягивается в металлическую трубу специальным приспособлением, которая затем подвергается обработке резанием.
Из патента ФРГ №3016173, кл. B22D 11/04 известен способ и устройство для непрерывного литья металлов под давлением с использованием пресса и охлаждаемого кристаллизатора. Расплав перед кристаллизатором непрерывно охлаждают таким образом, чтобы он оставался достаточно пластичным для выдавливания через кристаллизатор.
Наиболее близким решением к заявленному является решение, приведенное в описании к авт.свид. SU №1450221, кл. B22D 11/04. Известный из описания кристаллизатор содержит медную гильзу и корпус, образующие полость для подачи охладителя. На охлаждаемой поверхности гильзы выполнены, как указано в описании, винтовая нарезка и совмещенные с ней пазы с шагом, различным в нижней и верхней половинах. По мнению авторов, наличие несимметричных пазов приводит к выравниванию тепловых потоков при кристаллизации заготовки. Однако по сути прямоточный поток жидкости и закрепление гильзы на двух крайних опорах не обеспечивает требуемой степени охлаждения и не исключает деформацию гильзы.
Анализ аналогов, прототипа и других технических решений показал, что отсутствие решения с исключением деформации гильзы (осевой изгиб) и вместе с тем достаточной степенью ее охлаждения не приводит к требуемому результату.
Задачей изобретения является сведение к минимуму деформации гильзы и, как следствие этого, повышение качества слитка и повышение надежности кристаллизатора.
Задача решена за счет того, что в отличии от известного кристаллизатора, содержащего корпус и размещенную в нем медную гильзу, с образованием полости для подачи охлаждающей жидкости, предлагаемый - снабжен опорным сердечником, контактирующим с гильзой и облегающим ее по винтовой линии, а своей внешней стороной контактирующим с внутренней поверхностью корпуса.
Другим отличием является то, что расположение опорного сердечника, облегающего медную гильзу, выполнено с изменяемым шагом, увеличивающимся к выходу охлаждающей жидкости, а сам опорный сердечник выполнен прямоугольной формы.
Снабжение кристаллизатора опорным сердечником, контактирующим как с гильзой, так и с внутренней поверхностью корпуса, обеспечивает требуемую жесткость гильзы и практически исключает ее деформацию.
Расположение сердечника по винтовой линии обеспечивает при прохождении охлаждающей жидкости по этому каналу более эффективное охлаждение гильзы кристаллизатора.
Выполнение сердечника прямоугольной формы обеспечивает дополнительное охлаждение гильзы вследствие "притормаживания" жидкости.
Изменяемый шаг опорного сердечника, увеличивающийся к выходу, обеспечивает выравнивание тепловых потоков при дальнейшем процессе кристаллизации заготовки.
Техническим результатом предлагаемого решения является снижение себестоимости единицы изделия за счет повышения его качества и повышения долговечности кристаллизатора.
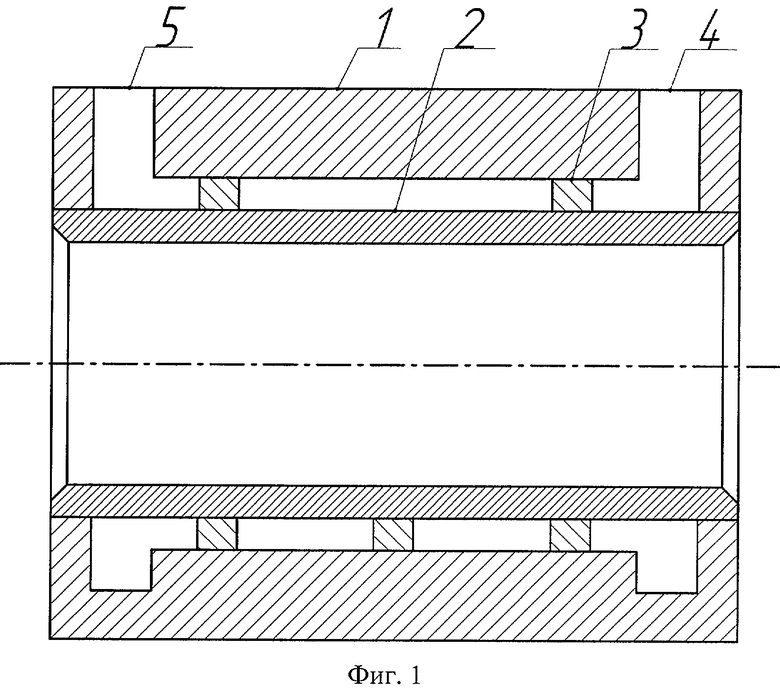
На чертежах представлено предлагаемое решение, где на фиг.1 показан продольный разрез кристаллизатора; на фиг.2 - медная гильза и сердечник, установленные в корпусе кристаллизатора.
Кристаллизатор выполнен в виде корпуса 1 и размещенной внутри его медной гильзы 2, которую облегает опорный сердечник 3 по винтовой линии, шаг которой выполнен изменяющимся, увеличиваясь к выходу. Внешней стороной сердечник 3 контактирует с внутренней поверхностью корпуса 1. Жидкость подают в полость между витками сердечника 3 через коллектор 4. Выход жидкости через коллектор 5.
Процесс получения заготовки проводят следующим образом: через коллектор 4 подают в полость между витками сердечника 3 охлаждающую жидкость, а в гильзу 2 - расплав. Прохождение металла через медную гильзу определяется техническими условиями. На выходе из кристаллизатора металл переходит в зону вторичного охлаждения.
| название | год | авторы | номер документа |
|---|---|---|---|
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ | 2007 |
|
RU2380193C2 |
| КРИСТАЛЛИЗАТОР | 2007 |
|
RU2374032C2 |
| КРИВОЛИНЕЙНАЯ УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СОРТОВЫХ ЗАГОТОВОК | 2019 |
|
RU2698005C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ВИБРАЦИЕЙ НЕПРЕРЫВНО-ЛИТЫХ ЗАГОТОВОК | 2005 |
|
RU2327544C2 |
| Способ полунепрерывного литья слитков из алюминиевых сплавов | 2018 |
|
RU2697144C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ ВЫСОКОСКОРОСТНОГО НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛА | 2007 |
|
RU2325969C1 |
| СПОСОБ ЛИТЬЯ ПРОВОЛОКИ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2467827C1 |
| Устройство для непрерывного литья и деформации плоских заготовок | 2019 |
|
RU2716340C1 |
| ГИЛЬЗОВЫЙ КРИСТАЛЛИЗАТОР ДЛЯ НЕПРЕРЫВНОГО ЛИТЬЯ СОРТОВЫХ ЗАГОТОВОК | 2006 |
|
RU2336970C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ПРОИЗВОДСТВА ЗАГОТОВОК ПОСТОЯННОГО ПОПЕРЕЧНОГО СЕЧЕНИЯ НЕОГРАНИЧЕННОЙ ДЛИНЫ | 2022 |
|
RU2796558C1 |

Изобретение относится к непрерывной разливке металла. Кристаллизатор содержит корпус и размещенные в нем медную гильзу и опорный сердечник преимущественно прямоугольной формы. Корпус и медная гильза образуют полость для подачи охлаждающей жидкости. Снабжение кристаллизатора опорным сердечником, облегающим гильзу по винтовой линии и контактирующим своей внешней стороной с внутренней поверхностью корпуса, обеспечивает требуемую жесткость гильзы и исключает ее деформацию. Выполнение сердечника прямоугольной формы и расположение его по винтовой линии обеспечивает при прохождении охлаждающей жидкости эффективное охлаждение гильзы кристаллизатора. Расположение сердечника с изменяемым шагом, увеличивающимся к выходу, обеспечивает выравнивание тепловых потоков в процессе кристаллизации заготовки. 2 з.п. ф-лы, 2 ил.
1. Кристаллизатор для горизонтального непрерывного литья, содержащий корпус и размещенную в нем медную гильзу с образованием полости для подачи охлаждающей жидкости, отличающийся тем, что он снабжен опорным сердечником, контактирующим с гильзой и облегающим ее по винтовой линии, а своей внешней стороной - контактирующим с внутренней поверхностью корпуса.
2. Кристаллизатор по п.1, отличающийся тем, что расположение опорного сердечника по винтовой линии выполнено с изменяемым шагом, увеличивающимся к выходу охлаждающей жидкости.
3. Кристаллизатор по п.1, отличающийся тем, что опорный сердечник выполнен прямоугольной формы.
| КРИСТАЛЛИЗАТОР ДЛЯ ГОРИЗОНТАЛЬНОГО НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНЫХ ЗАГОТОВОК | 1987 |
|
SU1450221A1 |
| Кристаллизатор для непрерывной разливки металлов | 1985 |
|
SU1321514A1 |
| Кристаллизатор | 1980 |
|
SU952422A1 |
| СПОСОБЫ РЕГУЛИРОВАНИЯ МОТОРИКИ ЖЕЛУДОЧНО-КИШЕЧНОГО ТРАКТА | 1994 |
|
RU2177331C2 |

