Уровень техники
1. Область техники, к которой относится изобретение
Настоящее изобретение относится к обработке длинных изделий, производимых прокатным станом, в частности, оно относится к обвязке таких изделий.
2. Описание предшествующего уровня техники
Используемый здесь термин "длинные изделия" включает в себя прокат квадратного сечения, полосовой прокат, уголковый прокат, швеллеры, балки и другие подобные изделия, которые обычно группируют в виде уложенных слоями пакетов.
В обычной системе обвязки длинные изделия подают в приемную станцию. Транспортная система затем переносит эти изделия в поперечном направлении в укладчик. Во время поперечного перемещения изделия подразделяют на слои.
Укладчик во время работы передает эти слои по отдельности на лоток, где эти слои укладывают, формируя пакет. Пакет затем связывают или обматывают.
Для переноса каждого слоя на лоток с помощью укладчика обычно требуется в среднем приблизительно 12 секунд. Такой цикл переноса существенно длиннее, чем время, требуемое для транспортной системы для подачи последующих слоев изделий в укладчик. Таким образом, укладчик представляет собой узкое место, ограничивающее скорость, с которой система подвязки может формировать пакеты.
Задача настоящего изобретения состоит в снижении влияния этого узкого места и, таким образом, увеличении общей производительности системы обвязки.
Сущность изобретения
В соответствии с настоящим изобретением между приемной станцией и укладчиком расположен предварительный укладчик. Предварительный укладчик построен и установлен таким образом, что он работает во взаимодействии с транспортной системой для предварительной укладки множества слоев изделий в субпакеты. Субпакеты подают в укладчик, который переносит эти субпакеты на лоток. Благодаря подаче множества слоев изделий на лоток во время каждого цикла переноса эффективность работы укладчика существенно увеличивается с соответствующим увеличением скорости формирования пакетов.
Краткое описание чертежей
Изобретение будет более подробно описано ниже со ссылкой на прилагаемые чертежи, на которых:
на фиг.1A-1F схематично представлена система обвязки в соответствии с настоящим изобретением во время обвязки полосового проката;
на фиг.2А-2I показаны аналогичные виды, представляющие обвязку уголкового проката;
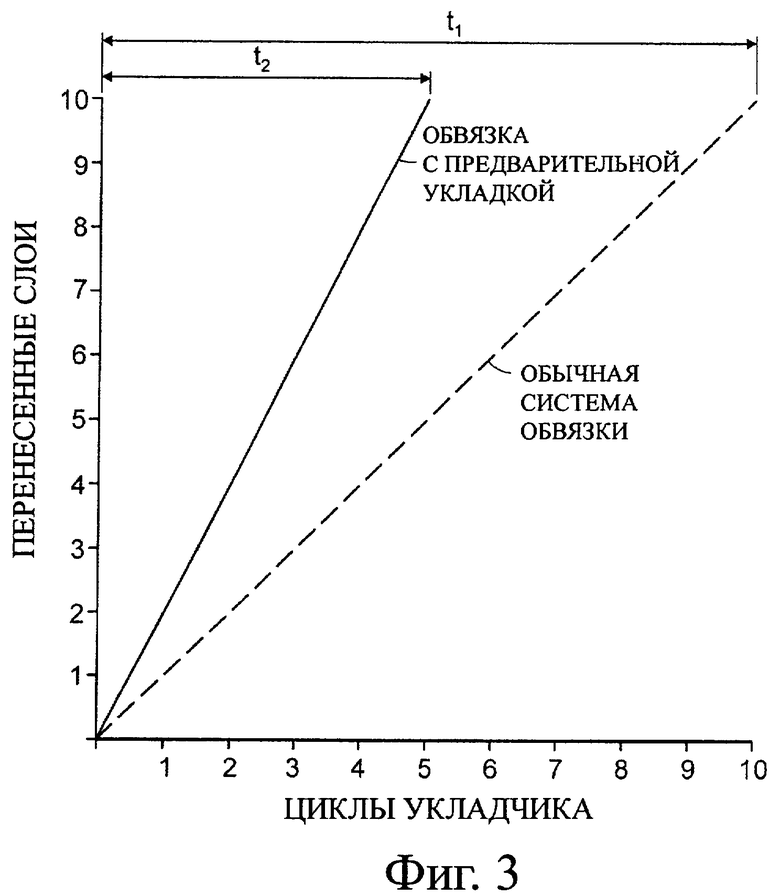
на фиг.3 показан график сравнения эффективности системы обвязки в соответствии с настоящим изобретением с типичной эффективностью обычной системы.
Подробное описание изобретения
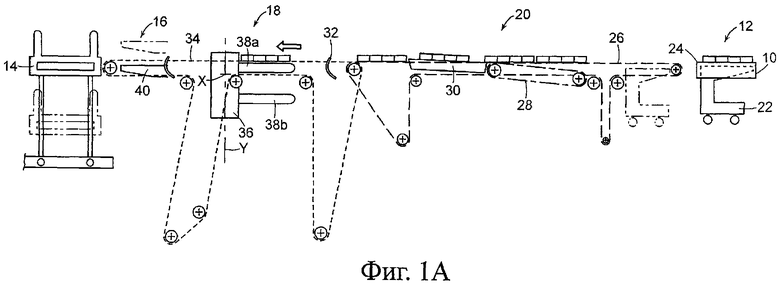
Рассмотрим вначале фиг.1А, на которой представлена система укладки в соответствии с настоящим изобретением, которая содержит стол 10 прокатного стана, предназначенный для подачи длинных изделий продольно в приемную станцию 12. Лоток 14 уставлен на некотором расстоянии в поперечном направлении от приемной станции 12. Лоток выполнен и установлен известным образом для приема и накапливания слоев изделий в форме пакета.
Укладчик 16 и расположенный рядом с ним предварительный укладчик 18 установлены перед лотком 14 и приемной станцией 12. Транспортная система 20 работает так, что она передает изделие в поперечном направлении из приемной станции 12 в предварительный укладчик 18.
Транспортная система 20 включает в себя передаточную тележку 22 с подъемной платформой, имеющей вертикально регулируемые рычаги 24, между зазорами валков стола 10 прокатного стана.
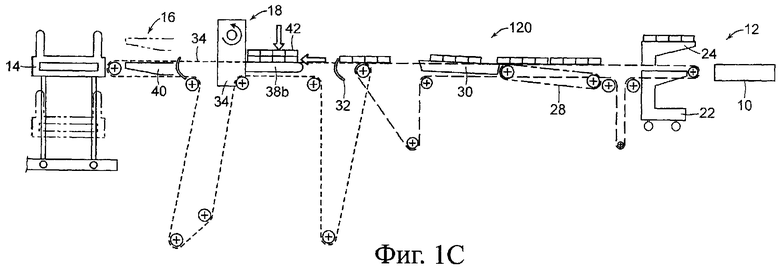
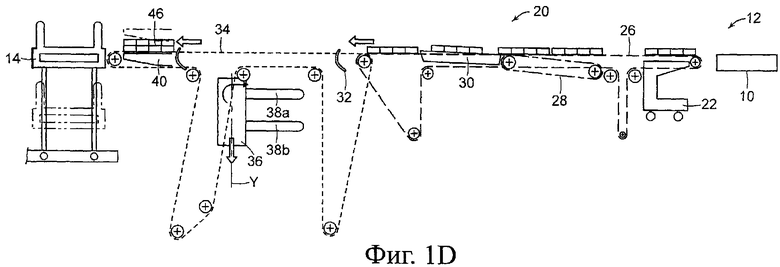
Как показано на фиг.1А, рычаги 24 расположены под длинными изделиями (в данном случае под полосковым прокатом) на столе прокатного стана. На фиг.1В рычаги подняты для того, чтобы поднять изделие над столом прокатного стана. На фиг.1C передаточная тележка была сдвинута в поперечном направлении для установки приподнятых рычагов между цепью буферного цепного конвейера 26. На фиг.1D рычаги были опущены для подачи изделий на буферный цепной конвейер.
Буферный цепной конвейер во время работы перемещает несколько слоев изделий на цепной конвейер 28 селектора, на котором отдельные слои изделий, состоящие из предварительно выбранного количества изделий, изолируют от остальных изделий путем установки шарнирных подъемных пластин 30, действующих совместно с упорами 32. Отдельные слои изделий затем переносят с помощью цепного конвейера 34 подачи на предварительный укладчик 18.
Предварительный укладчик содержит основание 36, которое можно регулировать как вертикально вдоль, так и с возможностью вращения вокруг оси Y. Основание также можно вращать вокруг оси X, которая перпендикулярна оси Y.
Верхние и нижние пальцы 38а, 38b переносятся с помощью основания 36. Эти пальцы можно регулировать вертикально как относительно друг друга, так и совместно.
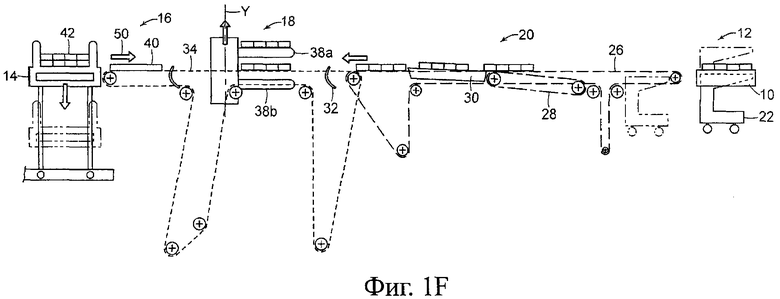
Укладчик 16 содержит рычаги 40, которые можно регулировать в цикле переноса между приемным положением, как показано на фиг.1А, и положением подачи, как показано на фиг.1F.
Цикл предварительной укладки для полосового проката начинается, как показано на фиг.1А, с первого слоя изделий, сдвигаемого конвейером 34 в положение над верхними пальцами 38а. Затем, как показано на фиг.1В, основание 36 поднимают с тем, чтобы поднять пальцы 38а и первый слой изделий над конвейером 34, и этот конвейер затем сдвигает второй слой изделий в положение между верхними и нижними пальцами 38а, 38b. Затем, как показано на фиг.1C, верхние пальцы 38а поворачивают на 90° вокруг оси Y, в результате чего первый слой изделий укладывается на расположенный под ним второй слой изделий, формируя, таким образом, субпакет 42.
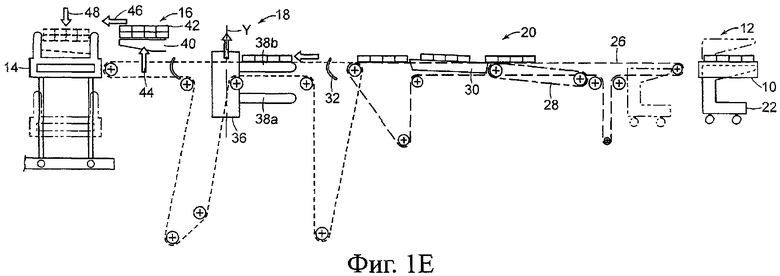
Как показано на фиг.1D, основание 36 затем опускают, и пальцы 38а, 38b повторно устанавливаются в положение готовности для начала следующего цикла предварительной укладки. Одновременно с этим субпакет 42 сдвигают на конвейере 34 в положение, в котором он располагается над рычагами 40 укладки. Как показано на фиг.1Е, рычаги укладки затем работают, выполняя цикл переноса, в котором их поднимают (стрелка 44), перемещают (стрелка 46) и опускают (стрелка 48) в положение подачи немного выше либо основания лотка 14, либо верхнего слоя ранее уложенного субпакета (пунктирные линии на фиг.1Е). Рычаги укладчика затем поворачивают на 90° вокруг их осей, перед тем как они будут убраны (стрелка 50 на фиг.1F), с тем чтобы, таким образом, снять слои субпакета 42 относительно следующего вертикального рычага лотка, в результате чего субпакет устанавливается в лотке.
Рычаги укладки затем возвращают в приемное положение, в котором они готовы принять следующий субпакет.
Как можно видеть на фиг.1Е и 1F, цикл переноса укладчика 16 накладывается на цикл предварительной укладки предварительного укладчика 18. Другими словами, когда укладчик 16 выполняет процесс переноса одного субпакета 42 в лоток 14, предварительный укладчик 18 выполняет процесс предварительной укладки дополнительных слоев изделий в следующий субпакет.
По мере того как каждый субпакет укладывают в лоток 14, лоток последовательно опускается (стрелка 54 на фиг.1F), пока не будет собран полный пакет. Этот пакет затем привязывают или обматывают с помощью другого известного устройства (не показано) и убирают.
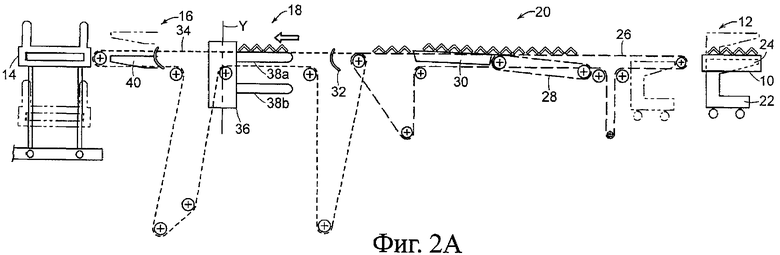
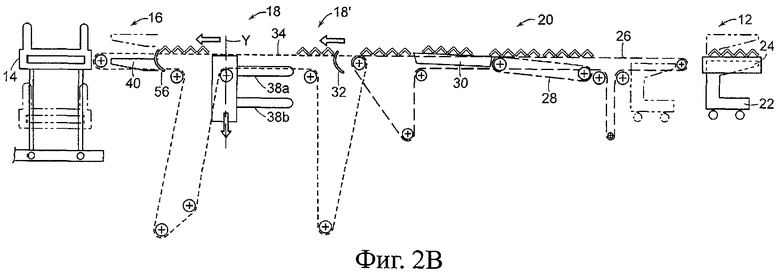
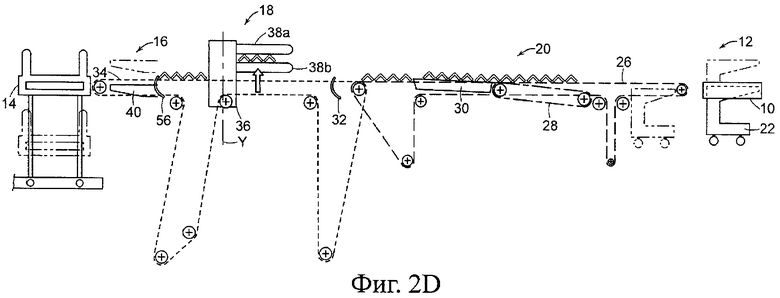
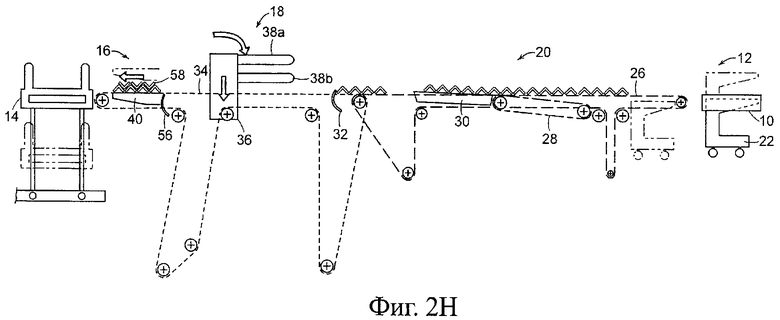
На фиг.2А-2Н иллюстрируется обвязка уголкового проката. Операции, выполняемые передаточной тележкой 22 и другими компонентами транспортной системы 20, по существу являются теми же, что описаны относительно обвязки полоскового проката. Однако операция, выполняемая предварительным укладчиком 18, несколько отличается при укладке уголкового проката. Более конкретно, как показано на фиг.2А, первый слой из четырех изделий уголкового проката первоначально переносится конвейером 34 в положение, в котором они укладываются на верхние пальцы 38а предварительного укладчика и примыкают к основанию 36. На фиг.2В основание 36 было опущено для освобождения прохода для дальнейшего переноса первого слоя изделий в положение удержания относительно упора 56. Одновременно с этим второй слой изделий из трех изделий уголкового проката перемещают в направлении предварительного укладчика.
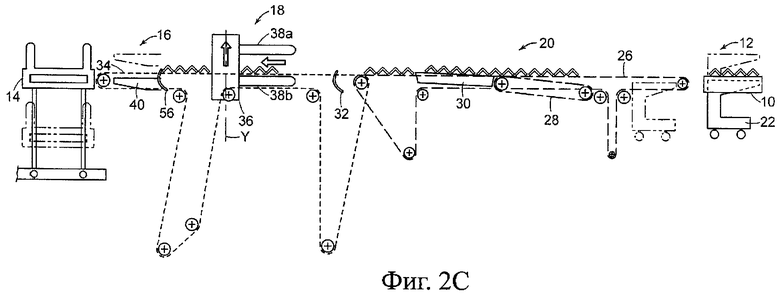
На фиг.2С основание 36 возвращено в верхнее положение, и второй слой уголкового проката был принят между пальцами 38а, 38b.
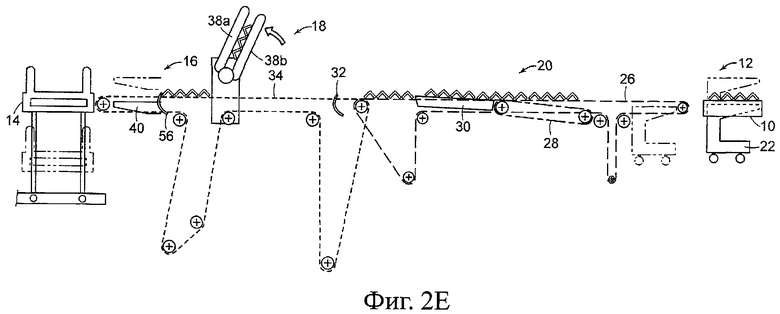
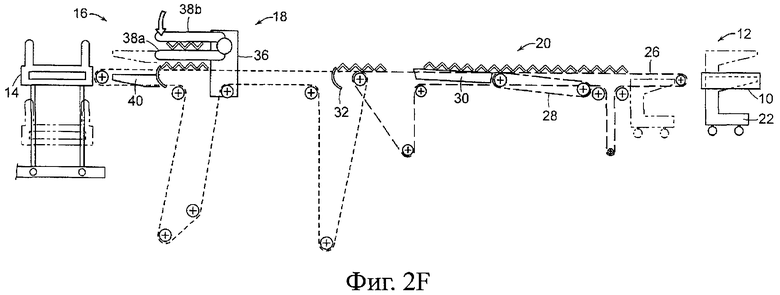
На фиг.2D нижние пальцы 38b приподняты с тем, чтобы поднять второй слой изделий над конвейером 34, в результате чего второй слой изделий захватывается между пальцами 38а, 38b. Как показано на фиг.2Е, пальцы 38а, 38b со вторым слоем изделий, захваченным между ними, поворачивают вокруг оси Х в положение, показанное на фиг.2F, переворачивая, таким образом, второй слой изделий.
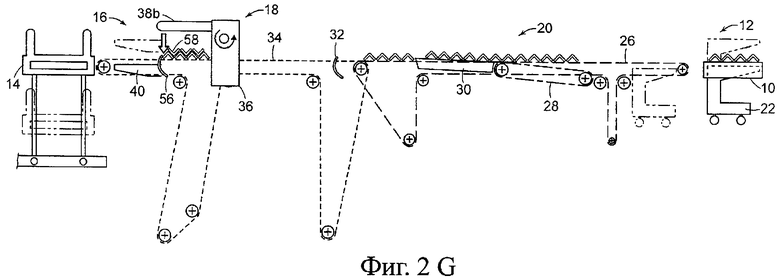
Затем, как показано на фиг.2G, верхние пальцы 38а поворачивают на 90° вокруг оси Y для подачи внутреннего второго слоя изделий на первый слой изделий, формируя в результате субпакет 58, в котором перевернутый угловой прокат второго слоя устанавливается в угловой прокат первого слоя.
Как показано на фиг.2Н, верхние и нижние пальцы 38а, 38b затем повторно устанавливают в их положение приема и основание 36 опускают. Одновременно с этим упор 56 опускают и субпакет 58 сдвигается с помощью конвейера 34 в положение над рычагами 40 укладчика.
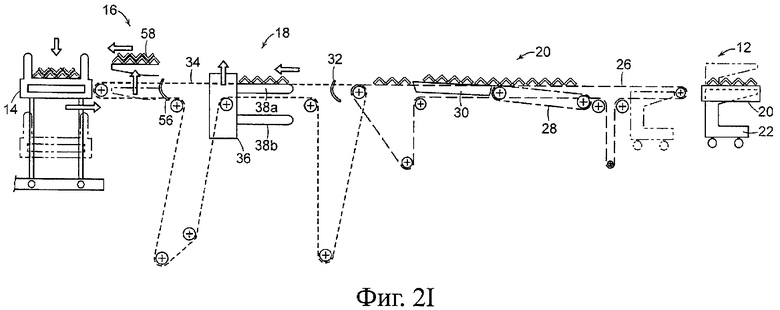
Как показано на фиг.2I, укладчик затем выполняет цикл переноса, как описано выше, для подачи с субпакета в лоток 14. Когда это происходит, предварительный укладчик снова выполняет процесс формирования следующего субпакета, который будет готов для переноса на рычаги 40 укладчика, когда они вернутся в их приемное положение.
Как показано на фиг.3, используя пример формирования пакета, содержащего десять слоев изделий, для обычной системы обвязки, которая переносит один слой за цикл укладчика, потребуется время t1 для укладки пакета. В отличии от этого система в соответствии с настоящим изобретением, в которой выполняется предварительная укладка двух слоев в субпакеты, заканчивает пакет за существенно меньшее время t2, то есть приблизительно за половину времени, требуемого для обычной системы.
Выше было указано, что настоящее изобретение существенно увеличивает общую эффективность системы обвязки, поскольку гораздо лучше использует преимущество цикла переноса укладчика.
Также важно отметить, что система обвязки в соответствии с настоящим изобретением манипулирует уложенными изделиями без использования магнитов. Система, таким образом, позволяет обрабатывать немагнитные изделия, то есть бруски из нержавеющей стали и т.п., и уложенные в пакеты магнитные изделия не имеют остаточной намагниченности.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Подъемный стол пакетоформирующегоуСТРОйСТВА | 1978 |
|
SU819013A1 |
| Устройство для укладки проката в пакет | 1979 |
|
SU872410A1 |
| Устройство для укладки в пакет проката | 1974 |
|
SU697379A1 |
| Устройство для укладки штучных изделий в пакет | 1988 |
|
SU1643368A1 |
| МАШИНА ДЛЯ ОБВЯЗКИ ПРОВОЛОКОЙ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2067066C1 |
| МОБИЛЬНЫЙ МЕТАЛЛУРГИЧЕСКИЙ КОМПЛЕКС | 2012 |
|
RU2502579C1 |
| ДЕКОРАТИВНО-ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2174966C1 |
| Устройство для послойной укладки изделий в пакет | 1988 |
|
SU1572954A1 |
| УСТРОЙСТВО ДЛЯ ПАКЕТИРОВАНИЯ ДЛИННОМЕРНОГО ПРОКАТА | 2009 |
|
RU2413670C1 |
Изобретение относится к устройству и способу для обработки длинных железных изделий, производимых прокатным станом, в частности к обвязке длинных изделий. Устройство содержит стол прокатного стана, предназначенный для подачи изделий продольно в приемную станцию, лоток, расположенный на некотором расстоянии в поперечном направлении от приемной станции и выполненный с возможностью приема и накопления изделий в форме пакета. Устройство содержит укладчик, расположенный между приемной станцией и лотком и предварительный укладчик, расположенный между укладчиком и приемной станцией, содержащий верхние и нижние пальцы для манипуляции в цикле предварительной укладки выбранных слоев изделий в субпакеты и переноса субпакетов на опорные рычаги укладчика, при этом укладчик укладывает субпакеты в лоток. Устройство содержит транспортную систему для переноса в поперечном направлении изделий из приемной станции в предварительный укладчик, выполненный с возможностью совместной работы с транспортной системой. Способ заключается в обвязке железных изделий, когда подают изделия продольно в приемную станцию, перемещают изделия поперечно из приемной станции в предварительный укладчик, имеющий верхние и нижние пальцы, выполняют работу указанными пальцами для накопления множества слоев изделий в субпакеты и переноса субпакетов на укладчик и выполняют работу укладчика для переноса субпакетов в лоток для накопления в пакетах. Достигается увеличение производительности системы обвязки длинных изделий. 2 н. и 3 з.п. ф-лы, 16 ил.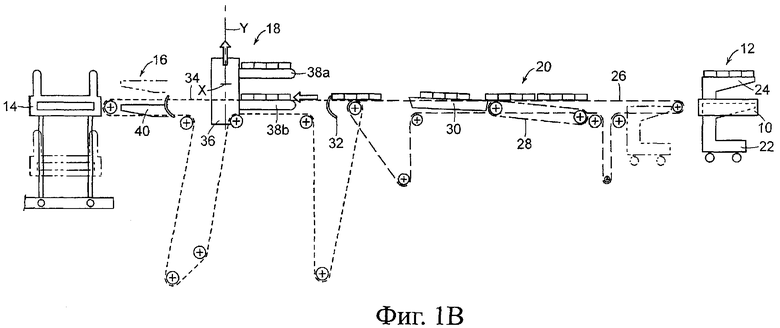
1. Система обвязки длинных железных изделий, содержащая стол прокатного стана, предназначенный для подачи изделий продольно в приемную станцию; лоток, расположенный на некотором расстоянии в поперечном направлении от приемной станции, причем лоток выполнен таким образом и установлен с возможностью приема и накопления изделий в форме пакета; укладчик, расположенный между приемной станцией и лотком; предварительный укладчик, расположенный между укладчиком и приемной станцией, содержащий верхние и нижние пальцы, которыми можно манипулировать в цикле предварительной укладки для укладки выбранных слоев изделий в субпакеты и переноса субпакетов на опорные рычаги укладчика; транспортную систему для переноса в поперечном направлении изделий из приемной станции в предварительный укладчик, причем предварительный укладчик выполнен таким образом и установлен с возможностью работы совместно с транспортной системой для предварительной укладки множества слоев изделий в субпакеты и переноса субпакетов в укладчик, причем укладчик во время работы укладывает субпакеты в лоток.
2. Система по п.1, в которой укладчик содержит опорные рычаги, которые перемещаются в цикле переноса между первым положением приема субпакетов из предварительного укладчика и вторым положением подачи субпакетов в лоток.
3. Система по п.1, в которой пальцами можно манипулировать в цикле предварительной укладки для захвата и переворачивания выбранных слоев изделий во время формирования субпакетов.
4. Система по п.1 или 3, в которой цикл предварительной укладки перекрывается с циклом переноса.
5. Способ обвязки длинных железных изделий, в котором подают изделия продольно в приемную станцию; перемещают изделия поперечно из приемной станции в предварительный укладчик, имеющий верхние и нижние пальцы; выполняют работу указанными пальцами для накопления множества слоев изделий в субпакеты и переноса субпакетов на укладчик; и выполняют работу укладчика для переноса субпакетов в лоток для накопления в пакетах.
| US 5944478 А, 31.08.1999 | |||
| US 5570995 А, 05.11.1996 | |||
| RU 2060218 C1, 20.05.1996. |

