Изобретение относится к области металлургии, конкретнее к передвижным металлургическим литейно-прокатным комплексам, предназначенным для переработки металлолома, на месте его скопления, образующегося при демонтаже металлоемких объектов, например, для переработки металлолома, образующегося при демонтаже остановленных отработанных и аварийных энергоблоков атомных электростанций, остановленных производственных предприятий и т.д.
К 2020 году в России будет выведено из эксплуатации 28 энергоблоков АЭС, отработавших свой ресурс. По данным МАГАТЕ в мире насчитывается более 360 остановленных исследовательских энергоблоков, подлежащих утилизации и переработке. Экономический эффект при использовании предлагаемого мобильного металлургического комплекса возникает от металлургической переработки металлоконструкций энергоблока в особой зоне электростанции с дальнейшим использованием получаемого металлопроката при строительстве саркофага старого энергоблока и возведении корпусов нового энергоблока. Исключается транспортировка исходного металлолома и готовой продукции за пределы особой зоны. Металлоемкость объекта составляет ориентировочно 200-250 тыс.тонн металлоконструкций при производительности металлургического комплекса 50-100 тыс.тонн в год, переработка займет 2,5-3,0 года, что соответствует срокам строительства нового энергоблока.
До настоящего времени заявителю не известны мобильные металлургические комплексы, предназначенные для переработки металлолома на месте его скопления, образующегося при демонтаже металлоемких объектов. Однако известен универсальный модуль производства металлопроката и изделий (1), который может быть рассмотрен в качестве аналога для предлагаемого мобильного металлургического комплекса.
Известный металлургический модуль (1) содержит склад исходного сырья, участок непрерывного литья заготовок, печь для нагревания литых заготовок под прокатку и прокатный участок. Недостатком известного комплекса являются ограниченные технологические возможности, повышенный уровень производственных затрат, вызванных необходимостью транспортировки металлолома из мест его скопления к месту его переработки. Производство литой заготовки с размером сечения квадрата 100-125 мм, приводит к необходимости предварительного нагрева литой заготовки перед прокаткой, к избыточной степени прокатной деформации для получения мелкосортного проката требуемых размеров на прокатном стане с черновой, промежуточной и чистовой группами клетей. Состав технологического оборудования комплекса не позволяет размещение технологической линии на плавучей транспортной платформе или в транспортных модулях с высокой степенью заводской готовности с возможностью транспортировки и быстрого развертывания металлургического комплекса на месте скопления металлолома или металлоемкого объекта, подлежащего демонтажу и переработке в металлургическую продукцию.
Изобретение устраняет указные недостатки.
Технический результат изобретения - расширение технологических возможностей, за счет создания литейно-прокатного комплекса для металлургической переработки металлолома на месте его скопления, образующегося при демонтаже металлоемких объектов, утилизации объектов повышенной радиационной опасности, а также утилизации скопившегося металлолома в береговых зонах Арктики.
В изобретении предлагается оборудование металлургического комплекса, включающего сталеплавильное отделение, состоящее из индукционной печи с устройством загрузки в печь металлолома, отделение совмещения непрерывной разливки и прокатки, состоящее из непрерывной литьевой машины, с возможностью разливки исходной кольцевой заготовки, правильно-деформирующей машины с механизмом резки исходной кольцевой заготовки с образованием промежуточной заготовки С-образной формы и последующей правкой полученной заготовки прокаткой в один проход в прямолинейную полосу, и прокаткой полосы без предварительного подогрева в мелкосортный прокат в чистовой группе прокатных клетей, с продольным разделением на несколько линий прокатки, смонтировать в технологическую линию на плавучей транспортной платформе, с автономным источником энергоснабжения, замкнутой системой оборотного водоснабжения и системой пыле-газоочистки с возможностью перемещения металлургического комплекса по морским и речным магистралям к местам скопления металлолома с последующим быстрым развертыванием металлургического комплекса для переработки металлолома в месте его скопления в требуемую металлопродукцию.
Кроме того, в изобретении предлагается оборудование отдельных участков комплекса смонтировать в транспортных модулях с высокой степенью заводской готовности габаритные размеры транспортных модулей соответствуют размерам 20-ти и 40-футовым морским контейнерам с возможностью размещения в соответствующих отделениях плавучей транспортной платформы, а также с возможностью перемещения автомобильным и железнодорожным транспортом транспортных модулей к местам скопления металлолома с последующим быстрым развертыванием металлургического комплекса в рабочее положение с возможностью подключения к стационарным источникам энергии.
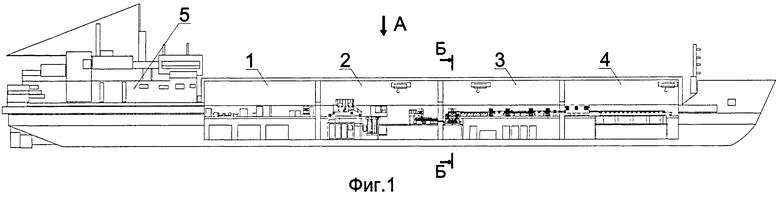
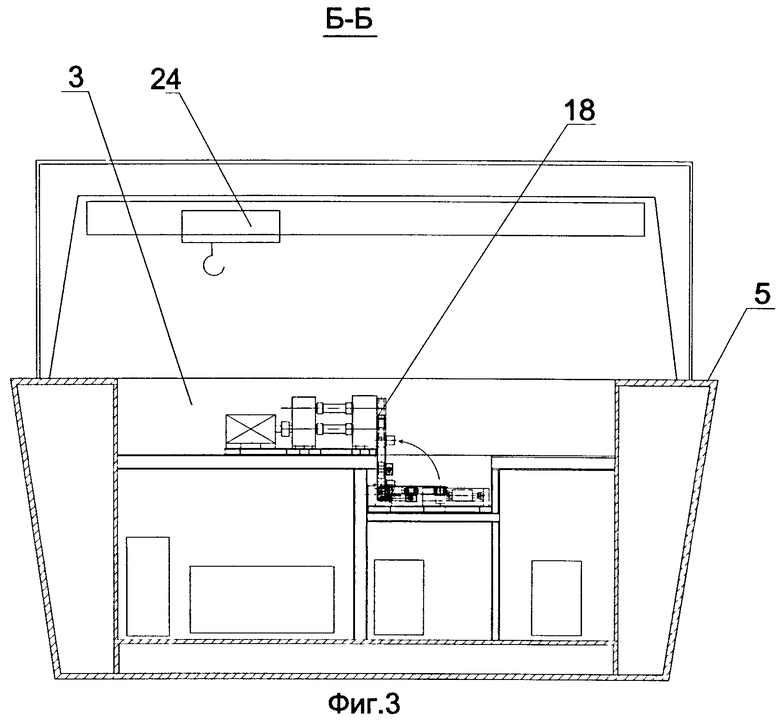
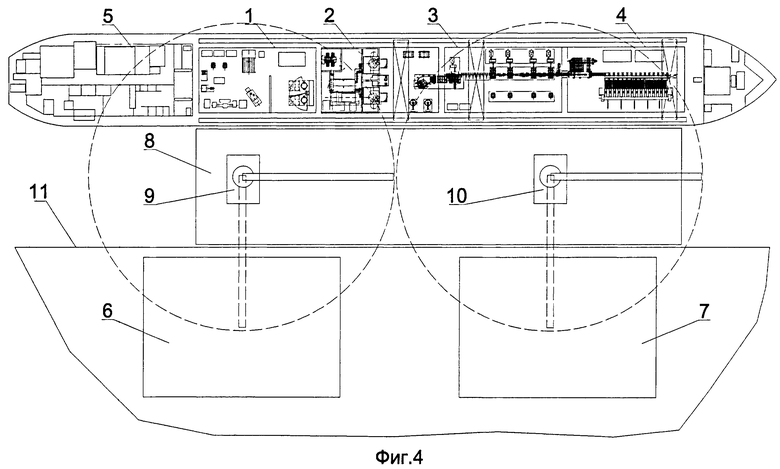
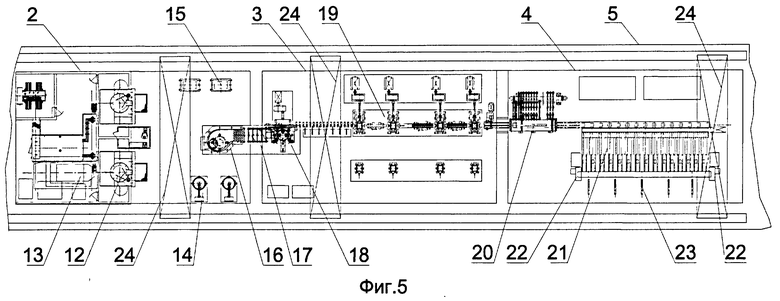
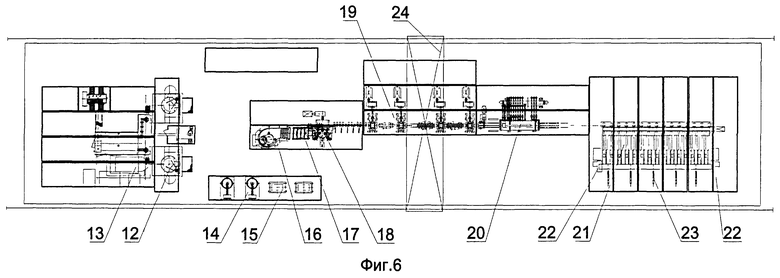
На Фиг.1 показан общий вид размещения мобильного металлургического комплекса на плавучей транспортной платформе - сухогруз тип река-море; на Фиг.2 - вид А; на Фиг.3 сечение Б-Б; на Фиг.4 показан вариант обустройства прилегающей береговой территории; на Фиг.5 показана технологическая линия мобильного металлургического комплекса; на Фиг.6 показана схема компоновки транспортных модулей при развертывании мобильного металлургического комплекса.
Оборудование мобильного металлургического модуля размещено в трюмных отсеках плавучей транспортной платформы - сухогруз типа река-море 5 (Фиг.1) и состоит из технологического отделения 1, сталеплавильного отделения 2, отделения 3 совмещенных непрерывной разливки и прокатки, отделения 4 охлаждения и упаковки проката. В технологическом отделении 1 размещены механический участок с металлообрабатывающими токарными, фрезерными, расточными станками, слесарный участок для подготовки прокатных клетей и привалковой проводковой арматуры, участок замены футеровки сталеразливочных ковшей (Фиг.2). В сталеплавильном отделении 2 размещены индукционная сталеплавильная печь 12 (Фиг.5) с устройством загрузки 13 металлолома, стенды 14 сушки и нагрева сталеразливочных ковшей, шлаковни 15 для слива шлака, непрерывная литьевая машина 16 с возможностью разливки кольцевой заготовки, отводящий рольганг 17 для передачи кольцевой заготовки к правильно-деформирующей машине 18. В отделении 3 размещены правильно-деформирующая машина 18 (Фиг.3) с возможностью порезки литой кольцевой заготовки с формированием промежуточной заготовки С-образной формы и правки прокачкой за один проход в прямолинейную полосу; чистовая группа прокатных клетей 19 с возможностью прокатки без предварительного подогрева полосы в требуемый прокат с продольным разделением на несколько линий прокатки. В отделении 4 размещены секции линии ускоренного охлаждения 20 с возможностью закалки проката с температуры конца прокатки; холодильник 21 с возможностью охлаждения проката; ножницы 22 холодной резки концов проката, карманы 23 для накопления и обвязки проката. Кроме того, в нижних частях трюмных отсеков расположены энергоблок дизель-генераторов для обеспечения дополнительной электрической мощности к существующим судовым дизель-генераторам; система оборотного водоснабжения для охлаждения технологического оборудования сталеплавильной печи, непрерывной литьевой машины, прокатного стана, линии ускоренного охлаждения проката; системы пыле - газоочистки металлургических газов от сталеплавильной печи и непрерывной литьевой машины. На несущих элементах металлоконструкции палубной надстройки смонтированы грузоподъемные механизмы 24.
Мобильный металлургический комплекс работает следующим образом. Мобильный металлургический комплекс (Фиг.1) на плавучей транспортной платформе 5 по водной транспортной магистрали подходит к месту скопления металлолома или к металлоемкому объекту, подлежащему демонтажу и переработке. В случае, если металлоемкий объект - остановленное производственное предприятие, электростанция и т.д., имеет причал, то транспортная платформа 5 пришвартовывается непосредственно к причалу объекта. В случае, если причала с требуемой глубиной нет, то к берегу 11 пришвартовывается баржа-причал 8 с малой осадкой, а к барже-причалу 8 пришвартовывается плавучая транспортная платформа 5 мобильного металлургического комплекса (Фиг.4). Проводится обустройство береговой территории с развертыванием складов временного хранения и подготовки металлолома 6, склада готовой продукции 7 и подъездных дорог, производится приведение оборудования металлургического комплекса в рабочее положение. Время развертывания мобильного металлургического комплекса занимает от одной до двух недель в зависимости от подготовленности прилегающей береговой территории. Предварительно до подхода и развертывания мобильного металлургического модуля начинается демонтаж металлоемкого объекта и первичное накопление металлолома на причале и в дальнейшем на складе временного хранения и подготовки металлолома 6. По окончании развертывания мобильного металлургического комплекса перед началом работы проводится испытание всех основных агрегатов комплекса, по завершении испытаний дается разрешение на начало работы. На складе временного хранения и переработки металлолома 6 производится загрузка подготовленного металлолома с требуемой крупностью и насыпной плотностью 0,7÷0,9 тн/м3 в технологическую тару-короба. Объем загружаемого в короб металлолома равен объему приемного бункера устройства загрузки металлолома в сталеплавильную печь 12. Короб с металлоломом подастся краном 9, установленным на барже-причале 8 на приемный участок устройства загрузки 13 сталеплавильного отделения 2. В случае неудовлетворительного качества металлолома по влажности и мусору, перед пересыпкой в приемный бункер производится его нагрев в коробе до температуры 300÷450°С через донные подводы отводимыми от сталеплавильной печи 12 печными газами, имеющими температуру 750÷850°С. Нагрев металлолома до 300÷450°С удаляет влагу и происходит выгорание органического мусора, остатков краски и смазочных материалов на его поверхности, что снижает уровень загрязнения жидкой стали вредными примесями серой и фосфором. Из короба просушенный и нагретый металлолом пересыпается в приемный бункер устройства загрузки 13 сталеплавильной печи 12. Устройство загрузки 13 установлено на рельсовом пути с возможностью перемещения по рабочей площадке сталеплавильной печи 12. Устройство загрузки 13 с приемным бункером, заполненным металлоломом, перемещается из приемного участка в положение завалки металлолома в сталеплавильную печь 12. Подается команда на начало завалки, включается вибропривод конвейера устройства загрузки и металлолом начинает поступать в тигель индукционной сталеплавильной печи 12. Включается рабочая электрическая мощность печи 12. По мере расплавления и осадки металлолома в печи 12 производится его периодическая подзавалка. По достижении в печи 12 жидкой стали требуемого веса плавки производится отбор пробы для экспресс-анализа на химический состав. По результатам экспресс-анализа проводится корректировка химического состава жидкой стали при ее сливе в сталеразливочный ковш, подачей в ковш ферросплавов и шлакообразующих. Для выравнивания температуры в ковше и снижения содержания неметаллических включений на сталеразливочном стенде перед началом разливки стали производится донная продувка жидкой стали аргоном. Подготовленная в сталеразливочном ковше к разливке жидкая сталь по команде оператора подается в литьевую машину 16. В литьевой машине 16 во вращающемся с угловой скоростью 30÷40 сек-1 кольцевом кристаллизаторе с периодичностью 30 секунд формируется кольцевая заготовка толщиной до 30 мм, которая без остановки вращения кристаллизатора при температуре поверхности заготовки 1200÷1250°C выдается из литьевой машины 16 на отводящий рольганг 17. По отводящему рольгангу кольцевая заготовка поступает в правильно-деформирующую машину 18 отделения 3. В правильно-деформирующей машине 18 кольцевая заготовка режется гидравлическими ножницами и предварительно расправляется в роликовой проводке с образованием промежуточной заготовки C-образной формы, и затем роликовой проводкой задается в прокатные валки для правки прокаткой в прямолинейную полосу. В прокатных валках правильно-деформирующей машины 18 за один проход происходит правка промежуточной заготовки С-образной формы в прямолинейную полосу. Величина прокатной деформации составляет 10÷12%. Поскольку температура полосы одинакова по всей длине и с учетом охлаждения составляет 1100÷150°C, то полоса без предварительного нагрева задается в прокатный стан 19, состоящий только из чистовой группы прокатных клетей. В чистовой группе прокатных клетей полоса прокатывается на прокат требуемого сечения и длины. Причем в процессе прокачки производится продольное разделение полосы на несколько линий. Размеры кольцевой заготовки (средний диаметр кольца, толщина, ширина) предварительно рассчитывают так, чтобы из нее при прокачке были получены штанги проката с минимальной величиной концевой обрези. Температура окончания прокатки составляет 900÷950°C. Далее прокат поступает в линию ускоренного охлаждения 20 отделения 4. В линии ускоренного охлаждения происходит закалка проката с формированием высокого уровня механических характеристик стали (предела текучести, предела прочности на разрыв, ударной вязкости). После линии ускоренного охлаждения 20 прокат с температурой поверхности 350÷400°C поступает на холодильник 21, где происходит его дальнейшее охлаждение. Для ускорения охлаждения проката на него направляют воздушный поток от приточной вентиляционной системы. Охлажденный прокат по холодильнику поступает на участок обрезки концов. Ножницами холодной резки 22 прокат обрезается одновременно с обоих концов с получением требуемой длины штанги. Полученная штанга сбрасывается в карман-накопитель 23, оснащенный весами. При достижении требуемого веса пакета производится его обвязка и передача краном 10 на берег 11 на склад готовой продукции 7.
Пример 1.
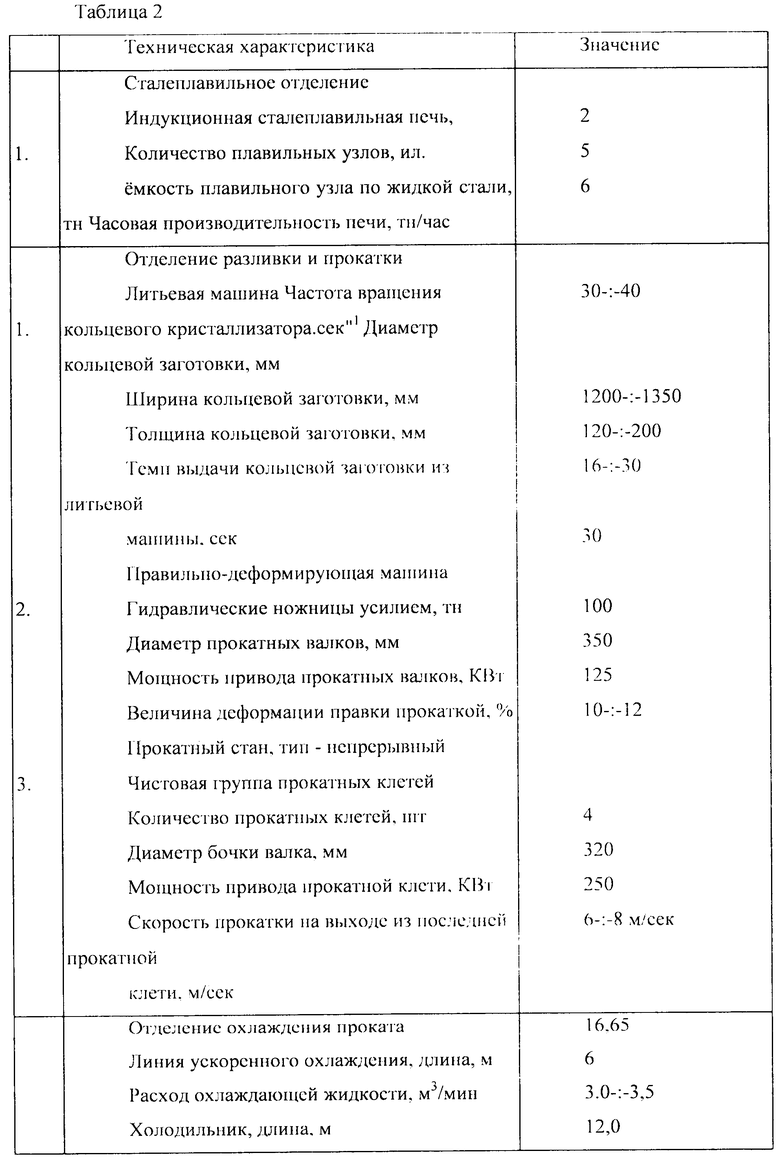
Размещение оборудования мобильного металлургического модуля производили на сухогрузе типа Волга река-море. Класс судна КМ Л3 11 А2 Российского Морского Регистра судоходства. Технические характеристики сухогруза тип Волга представлены в таблице 1. Состав оборудования и технические характеристики мобильного металлургического комплекса представлены в таблице 2.
Основной сортамент выпускаемой продукции мобильного металлургического комплекса: круг д. 12-24 мм, арматура №12÷25 в стержнях длиной 11,7 метров; квадрат 10×10÷20×20 мм; полоса 40×4, 60×4, 100×5. 120×6 мм; уголок 25×25, 32×32, 36×36, 40×40, 50×50; швеллер № 6,5.
Расчетные затраты по демонтажу и подготовке металлолома к металлургическому переделу на месте демонтажа металлоемкого объекта не превышают 120 $/т, в то время как средняя рыночная цена на металлолом составляет 360÷380$/т. Следовательно транспортная составляющая затрат на доставку металлолома от места его зарождения до металлургического предприятия с учетом прибыли оператора-посредника достигает 200 $/т, что сопоставимо с прибылью металлургического предприятия при производстве мелкосортного проката из металлолома. Так при цене на арматуру 650 $/т и уровне производственных затрат 150 $/т при цене на металлолом 360 $/т, прибыль предприятия не превышает 140÷150 $/т.
Таким образом, технология производства мелкосортного проката из металлолома, при которой размеры сечения исходной заготовки максимально приближены к размеру готового проката, непрерывная центробежная разливка совмещена с прокаткой, причем прокатка производится без предварительного подогрева заготовки, и уровень качества исходной литой заготовки достаточен, чтобы прокатный стан состоял только из чистовой группы клетей, позволяет разместить технологическую линию на плавучей транспортной платформе или в транспортных модулях с высокой степенью заводской готовности, обеспечивает возможность переработки металлолома в мелкосортный прокат на месте его скопления, что существенно расширяет технологические возможности при демонтаже и утилизации металлоемких объектов, а также объектов повышенной радиационной опасности.
(1) Универсальный модуль производства металлопроката и изделий. RU 2252829 С2, опубликовано 27.05.2005.
Изобретение относится к области металлургии. Комплекс включает оборудование участков подготовки металлолома, сталеплавильного производства и непрерывной разливки, совмещенной с прокаткой. Оборудование участков металлургического комплекса смонтировано в технологическую линию на плавучей транспортной платформе. Плавучая транспортная платформа снабжена автономным источником энергоснабжения и замкнутыми системами оборотного водоснабжения и пылегазоочистки. Обеспечивается возможность перемещения металлургического комплекса по морским, речным, автомобильным, железнодорожным магистралям к местам скопления металлолома с последующим быстрым развертыванием металлургического комплекса для переработки металлолома в требуемую металлопродукцию. 5 з.п. ф-лы, 6 ил., 2 табл., 1 пр.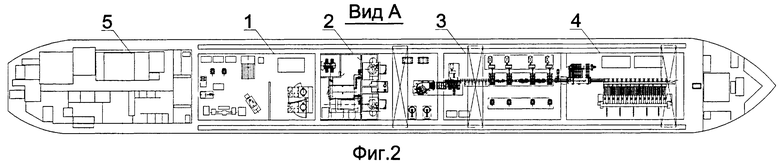
1. Быстро развертываемый мобильный металлургический комплекс для переработки металлолома на месте его скопления, включающий оборудование участков подготовки металлолома, сталеплавильного производства и непрерывной разливки, совмещенной с прокаткой, характеризующийся тем, что оборудование участков металлургического комплекса смонтировано в технологическую линию на плавучей транспортной платформе, снабженной автономным источником энергоснабжения и замкнутыми системами оборотного водоснабжения и пылегазоочистки.
2. Комплекс по п.1, отличающийся тем, что оборудование технологической линии размещено в трюмных отсеках плавучей транспортной платформы и состоит из технологического отделения, сталеплавильного отделения, отделения совмещенных непрерывной разливки и прокатки, отделения охлаждения и упаковки проката.
3. Комплекс по п.1, отличающийся тем, что в технологическом отделении размещены механический участок с металлообрабатывающими токарными, фрезерными, расточными станками, слесарный участок для подготовки прокатных клетей и привалковой проводковой арматуры, участок замены футеровки сталеразливочных ковшей.
4. Комплекс по п.1, отличающийся тем, что в сталеплавильном отделении размещены индукционная сталеплавильная печь с устройством загрузки металлолома, стенды сушки и нагрева сталеразливочных ковшей, шлаковни для слива шлака, непрерывная центробежная литьевая машина, с возможностью разливки кольцевой заготовки, отводящий рольганг для передачи кольцевой заготовки к правильно-деформирующей машине.
5. Комплекс по п.1, отличающийся тем, что в отделении совмещенных непрерывной разливки и прокатки размещены правильно-деформирующая машина с возможностью порезки литой кольцевой заготовки с формированием промежуточной заготовки С-образной формы и правки прокаткой за один проход в прямолинейную полосу, чистовая группа прокатных клетей с возможностью прокатки без предварительного подогрева полосы в требуемый прокат с продольным разделением на несколько линий прокатки.
6. Комплекс по п.2, отличающийся тем, что в отделении охлаждения и упаковки проката размещены секции линии ускоренного охлаждения с возможностью закалки проката с температуры конца прокатки, холодильник с возможностью охлаждения проката, ножницы холодной резки концов проката, карманы для накопления и обвязки проката, при этом в нижних частях трюмных отсеков расположены энергоблок дизель-генераторов для обеспечения дополнительной электрической мощности к судовым дизель-генераторам, система оборотного водоснабжения для охлаждения технологического оборудования сталеплавильной печи, непрерывной центробежной литьевой машины, прокатного стана, линии ускоренного охлаждения проката, системы пылегазоочистки металлургических газов от сталеплавильной печи и непрерывной литьевой машины.
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 1992 |
|
RU2011471C1 |
| Устройство для подрессоривания повозок | 1945 |
|
SU67992A1 |
| МЕТАЛЛУРГИЧЕСКИЙ КОМПЛЕКС | 2009 |
|
RU2441074C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| 0 |
|
SU347662A1 |

