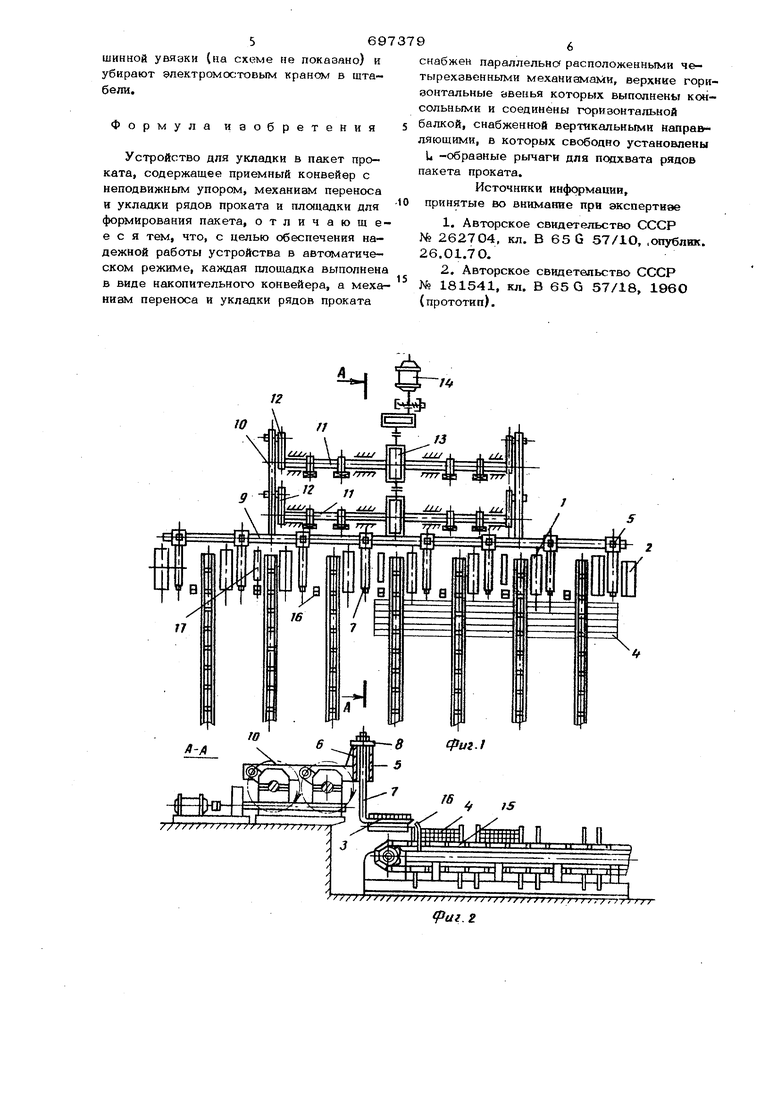
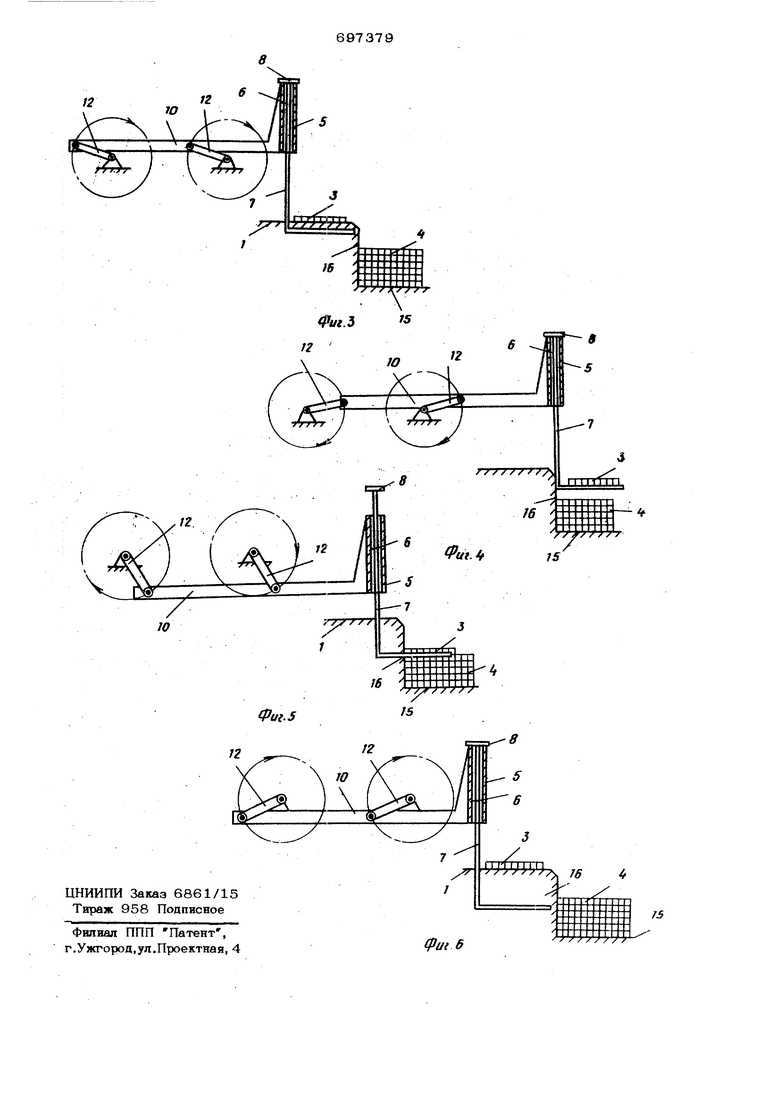
Изобретение предназначено преимущественно для пакетировки готового сортового проката после порезки на ножницах на мерные длины, а также для пакетировки после сортировки проката и может быть использовано в прокатных цехах металлургических заводов. Известно устройство для.укладки изделий в стопу, включающее в себя подачи изделий, подъемно-опускной стол, установленные над ним подвижные в горизонтальной плоскости опоры для формирования ряда изделий и механизм вьшачи стопы 1J . Наиболее близким к изобретению из известных является устройство для укладки в пакет проката, содержащее приемный конвейер с неподвижным упором, механизм переноса и укладки рядов проката и площадки для формирования пакета . Однако известное устройство снабжено тремя отдельными механизмами с самостоятельными приводами. Это усложняет конструкцию устройства и управление им. при этом не обеспечивается надежная автоматическая работа всего устройства. Цель изобретения - обеспечение надежной работы устройства в автоматическом режиме. Для этого в предлагаемом устройстве для укладки в пакет проката, имеющем приемный конвейер с неподвижным упором, механизм переноса и укладки, рядов проката и площадки для формирования пакета, каждая площадка выполнена в виде накопительного конвейера, а механизм переноса и укладки рядов проката снабжен параллельно расположенными четырехзвённь ми механизмами, верхние горизонтальные звенья которых выполнены ко.нсольными и соединены горизонтальной балкой, снабженной вертикальными направляющими, в которых свободно установлены Ь -образные рычаги подхвата рядов пакета проката. На фиг. 1 схематически изображено устройство для укладки в пакет проката, вид сберху; фиг. 2 - раарез А-А фиг. 1; 369 фш. 3-6 положения L -образного рыча. га при укладке ряда проката в пакет. Устройство для укладки в пакет проката состоит ив приемного конвейера 1, выполненного в виде приводного рольган га, который до неподвижного упора 2 может транспортировать ряды проката ,3 для укладки их в пакет 4. Вдоль приемного конвейера 1 расположен механизм переноса и укладки рядо)з проката,- который состоит из ряда опор 5 с вертикальными направляющими 6, в Которых свободно установлены L, - обрлаЙые рычаги 7. Под действием собственного веса L -обрааные рычаги удерживаются на верхней части опоры 5 с помощью головок 8« Опоры 5с L -образными ры чагами 7 в вертикальных направляющих 6 жестко закреплены на горизонтальной бал к;е 9, К балке 9 жестко крепя1ч:я два верхних горизонтальных звена 10 со стороны консольной части. Каждое гориоонтальное авено 10 шарнирно соединено с двумя ведущими звеньями 11, которые жестко сое динены с валами 12, -приводимыми в движение через редуктор 13 от электродвига теля 14, и образует четырехввенный механизм. Площадки 15 для формйроЬания пакета могут быть выполнены как стационарньши так и подвижными в горизонтальной плоскости в виде подвижных перпендикулярно к пакету иепных роликовых транспортеров для накопления на них нескольких сформированных пакетов проката. Перпендикулярно к плогцадкам 15 расположены вертикальные стойки 16, обеспечивающие съем укладываемого ряда про ката 3 с горизонтальных шеч -обра зных в процессе укладки рядов проката в пакет. Устройство работает следующим образоМо Подготовленный ряд проката 3 необ ходимой щирины с помощью приемного конвейера 1 подают до неподвижного упора 2 или до утапливаемых упоров 17 . зависимости от длины укладываемого про™ ката, Дойд.я до упора, ряд проката 3 останавливается и включает в работу мех.анизм переноса и укладки рядов проката, При этом от электродвигателя 14 через редуктор 13 с помощью валов 12 ведущих звеньев 11, верхних т-оризонтальных звеньев 1О с горизонтальной балкой 9, L -образные рычаги 7 с опордаии. 5, описывая по часовой стрелке траекторию по окружности, подхватывают горивон 9 тальными плечами укладываемый ряд проката 3 и переносят к площадкам 15 для укладки его в пакет 4. Укладываемый при этом первый ряд проката 3 упирается в вертикальные стойки 16 и при дальнейщем движении L -обравных рычагов 7 укладывается на площадки 15. После соверщения валами 12 одного полного оборота механизм,переноса и укладки проката останавливается и U -образные рычаги 7 занимают исходное крайнее левое положение, Затем приемным конвейером 1 подают до неподвижного упора 2 второй укладываемый ряд проката 3, включают механизм переноса и укладки рядов проката, и Ь образные рычаги 7, подхватывая ряд проката 3, перекосят его на предыдущий. При этом, когда нижняя часть горизонтального плеча L -образного рычага 7 скользит по предыдущему ряду проката, рычаг 7 зависает на нем и начинает двигаться не по траектории окружности, а. скользя между укладываемыми рядами проката, прямолинейно в поперечном к пакету направлении, которое обеспечивается за счет скольжения вертикального его плеча в вертикальной направляющей 6 опоры 5, движущейся по дуге окружности. Когда укладываемый ряд достигает вертикальных стоек 15, он останавливается и упирается в них, а движущиеся дальще пр5гмолинейно L, -образные рычаги 7, последовательно высвобождая щтанги проката 3 укладываемого ряда, обеспечивают им возможность ложиться на штанги предыдущего нижнего ряда проката. Когда горизонтальное плечо L-образного рычага 7, двигаясь пря1 1олинейно, высВобохщается из-под укладываемого ряда проката, он под действием собственного веса, скользя вертикальным плечом в вертикальной направляющей 6 опоры 5, зависает головкой 8 на ее верхней части. Дальнейшее движение высвободившегося L -образного рычага 7 происходит по траектории окружности до остановки его в крайнем левом положении. Цикл укладки рядов проката повторяется до тех пор, пока HR набрб1Н пакет необходимой величины. После этого сформированный пак(;т nt)ремещают накопительным конвейером 15, освобождая место дли укладки слецуютего пакета. Пакет на втором или третьем ряду увязывают проволокой с помощью машинной увязки (на схеме не показяно) и убирают 9лектромос;товым краном в щта- бели. Формула иаобретения Устройство для укладки в пакет проката, содержащее приемный конвейер с неподвижным упором, механизм переноса и укладки рядов проката и площадки для формирования пакета, отличающе еся тем, что, с целью обеспечения надежной работы устройства в автоматическом режиме, каждая площадка выполнена в виде накопительного конвейера, а меха ниам переноса и укладки рядов проката снабжен параллельна расположенными че- тырехзвенными механизмами, верхние горнеонтальные йвенья которых выполнены консольньгми и соединены горизонтальной балкой, снабженной вертикальными направляющими, в которых свободно установлены L -образные рычаги для подхвата рядов пакета проката. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 262704, кл. В 65G 57/1О, .опублик. 26.01.7О. 2.Авторское свидетельство СССР № 181541, кл. В 650 57/18, I960 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Автомат-укладчик кирпича в пакеты для обжига | 1986 |
|
SU1418053A1 |
| Устройство для укладки длинномерных изделий в пакет | 1989 |
|
SU1756248A1 |
| Машина для пакетировки и обвязки проволокой сортового проката | 1982 |
|
SU1096173A2 |
| Устройство для укладки в пакет изделий | 1985 |
|
SU1298164A1 |
| ШПАЛОПИТАТЕЛЬ ЛИНИИ ОБРАБОТКИ ШПАЛ | 1992 |
|
RU2070245C1 |
| Устройство для подачи брусков под пакет листов | 1990 |
|
SU1819714A1 |
| Устройство для укладки в пакет чугунных труб с раструбами | 1982 |
|
SU1308192A3 |
| Автомат для укладки цилиндрических изделий в пакет | 1979 |
|
SU887385A1 |
| Устройство для укладки досок в пакет | 1989 |
|
SU1728104A1 |
fpai.2 Д
