Фиг. 5
Изобретение относится к прокатному производству и предназначено для пакетирования длинномерного проката, преимущественно профилей типа швеллер, с укладкой его в замок,
Цель изобретения - улучшение эксплуатационных характеристик путем формирования устойчивого пакета смещением слоев относительно друг друга.
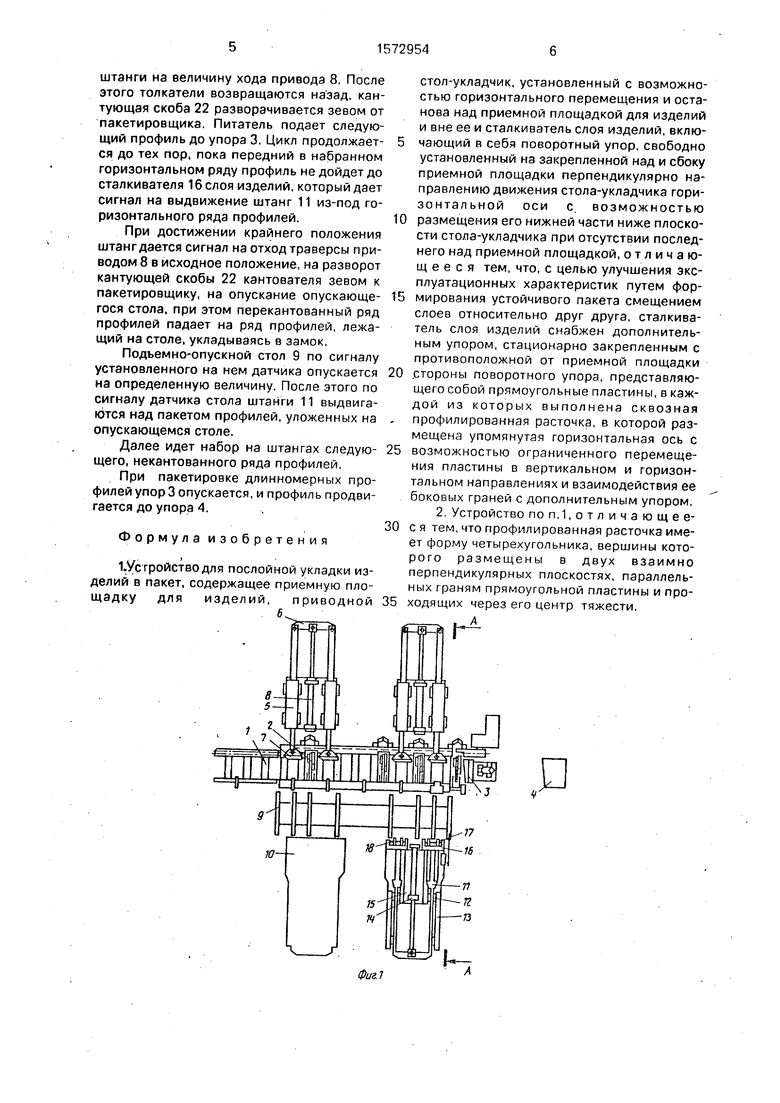
На фиг. 1 показано устройство, общий вид в плане; на фиг, 2 - разрез А-А на фиг. 1; на фиг. 3 - двухпозиционный упор в исходном положении; на фиг. 4 - упор в процессе поворота в одно из рабочих положений; на фиг, 5 - то же, в конце цикла; на фиг. 6 - упор в момент окончания формирования ряда профилей; на фиг. 7 - упор в процессе поворота в другое рабочее положение для набора смещенного ряда профи- лей; на фиг. 8 - то же, в конце цикла,
Устройство для послойной укладки изделий в пакет содержит питатель 1, представляющий собой рольганг, встроенный в питатель кантователь 2, в конце питателя установлен промежуточный упор 3, после него по ходу профиля поставлен конечный упор 4, Рядом с питателем с одной стороны установлено два поперечных подающих механизма 5 с траверсами 6 (количество укладчиков зависит от длины пакетируемого профиля) с толкателями 7 и приводом 8 перемещения траверсы. С другой стороны питателя установлен пакетировщик, включающий в себя приемную площадку в виде подъемно-опускного стола 9, стол-укладчик 10 в виде выдвижных штанг 11 с прикрепленными к ним катками .установленными в направляющих 13.Перемещаются штанги гидроцилиндром 14, закрепленным на раме 15. В непосредственной близости от подъемно-опускного стола 9 на раме 15 установлен сталкиватель 16 слоя изделий для набора ряда профилей, содержащий подвижный упор, выполненный в виде прямоугольных пластин 17, свободно насаженных на ось 18 внутренней профилированной расточкой 19, и дополнительный упор 20, стационарно закрепленный на раме 15 с возможностью взаимодействия с боковой гранью пластины 17.
Устройство работает следующим образом.
При пакетировании, например, проката по рольгангу-питателю 1 профиль продвигается до упора 3, который дает сигнал на прекращение подачи и включение привода 8 подающего механизма 5.
При перемещении траверсы 6 толкате ли 7 упираются в профиль 21 и передвигают
его по выдвинутым над опускающимся столом 9 штангам 11 на величину хода поршня гидроцилиндра, после чего траверса возвращается в исходное положение. Цикл повторяется до тех пор.пока на промежуточной платформе не будет набран горизонтальный ряд профилей и передний в ряду профиль не дойдет до сталкивателя 16 слоя изделий, который дает сигнал на выдвиже0 ние штанги 11 из-под горизонтального ряда профилей. При достижении крайнего положения штанг дается сигнал на отход траверсы 6 в исходное положение, на разворот кантующей скобы 22 кантователя зевом от
5 пакетировщика, на опускание опускающегося стола, при этом ряд профилей опускается на подъемно-опускной стол 9. Стол 9 по сигналу установленного на нем датчика опускается на определенную величину так, что
0 полки профилей располагаются ниже нижней поверхности выдвижных литанг 11. После этого по сигналу датчика стола штанги 11 выдвигаются над рядом профилей, уложенных на подъемно-опускном столе 9.
5Для обеспечения укладки профилей в
замок каждый следующий ряд профилей набирается перекантованным и смещенным. Кантовка профиля осуществляется при перемещении пневмоцилиндром 23 паразит0 ной шестерни 24 по зубчатому сектору 25. Перекатываясь по зубчатому сектору, паразитная шестерня поворачивает вместе с зубчатым сектором 26 прикрепленную к нему кантующую скобу 22 с лежащим в ней
5 швеллером на 180°.
Смещение ряда профилей обеспечивается следующим образом.
При выдвижении штанг 11 последние взаимодействуют с пластинами 17 (фиг. 4),
0 поворачивая их на 90° вокруг оси 18 (фиг. 5), профи ль доходит до пластин 17, сдвигает их, например, до рабочей поверхности а стал- кивателя 16 слоя изделий. После выдвиже- ния штанг 11 из-под ряда профилей и
5 опускания ряда на подъемно-спускной стол 9 последний с рядом профилей опускается ниже уровня нижней кромки штанг 11, которые выдвигаются вновь, поворачивая при этом пластины 17 на 90° (фиг. 7), при этом
0 последние опираются на верхнюю поверхность штанг 11 своей большей гранью (фиг. 8).
При перемещении ряда профилей пластина 17 смещается до дополнительного
5 упора20, и вследствие разницы длин граней пластины происходит формирование смещенного ряда профилей.
По сигналу кантователя 2 включается гидроцилиндр толкателей 7 на подачу перекантованного швеллера на выдвижение
штанги на величину хода привода 8. После этого толкатели возвращаются назад, кантующая скоба 22 разворачивается зевом от пакетировщика. Питатель подает следующий профиль до упора 3. Цикл продолжается до тех пор, пока передний в набранном горизонтальном ряду профиль не дойдет до сталкивателя 16 слоя изделий, который дает сигнал на выдвижение штанг 11 из-под горизонтального ряда профилей.
При достижении крайнего положения штанг дается сигнал на отход траверсы приводом 8 в исходное положение, на разворот кантующей скобы 22 кантователя зевом к пакетировщику, на опускание опускающегося стола, при этом перекантованный ряд профилей падает на ряд профилей, лежащий на столе, укладываясь в замок.
Подъемно-опускной стол 9 по сигналу установленного на нем датчика опускается на определенную величину. После этого по сигналу датчика стола штанги 11 выдвигаются над пакетом профилей, уложенных на опускающемся столе.
Далее идет набор на штангах следующего, некантованного ряда профилей.
При пакетировке длинномерных профилей упор 3 опускается, и профиль продвигается до упора 4.
Формула изобретения
1.Усгройстводля послойной укладки изделий в пакет, содержащее приемную площадку для изделий, приводной
6.
стол-укладчик, установленный с возможностью горизонтального перемещения и останова над приемной площадкой для изделий и вне ее и сталкиватель слоя изделий, вклю- 5 чающий в себя поворотный упор, свободно установленный на закрепленной над и сбоку приемной площадки перпендикулярно направлению движения стола-укладчика горизонтальной оси с возможностью
0 размещения его нижней части ниже плоскости стола-укладчика при отсутствии последнего над приемной площадкой, отличающееся тем, что, с целью улучшения эксплуатационных характеристик путем фор5 мирования устойчивого пакета смещением слоев относительно друг друга, сталкиватель слоя изделий снабжен дополнительным упором, стационарно закрепленным с противоположной от приемной площадки
0 стороны поворотного упора, представляющего собой прямоугольные пластины, в каждой из которых выполнена сквозная профилированная расточка, в которой размещена упомянутая горизонтальная ось с
5 возможностью ограниченного перемещения пластины в вертикальном и горизонтальном направлениях и взаимодействия ее боковых граней с дополнительным упором. 2 Устройство поп.1,отличающее0 с я тем, что профилированная расточка имеет форму четырехугольника, вершины которого размещены в двух взаимно перпендикулярных плоскостях, параллельных граням прямоугольной пластины и про5 ходящих через его центр тяжести.
ФигЛ
Фиг. 5
П
Фиг.7
Составитель Е.Умрихина Редактор О.Юрковецкая Техред М.МоргенталКорректор А.Обручар
Заказ 1618Тираж 656Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Фиг. 6 20 17 79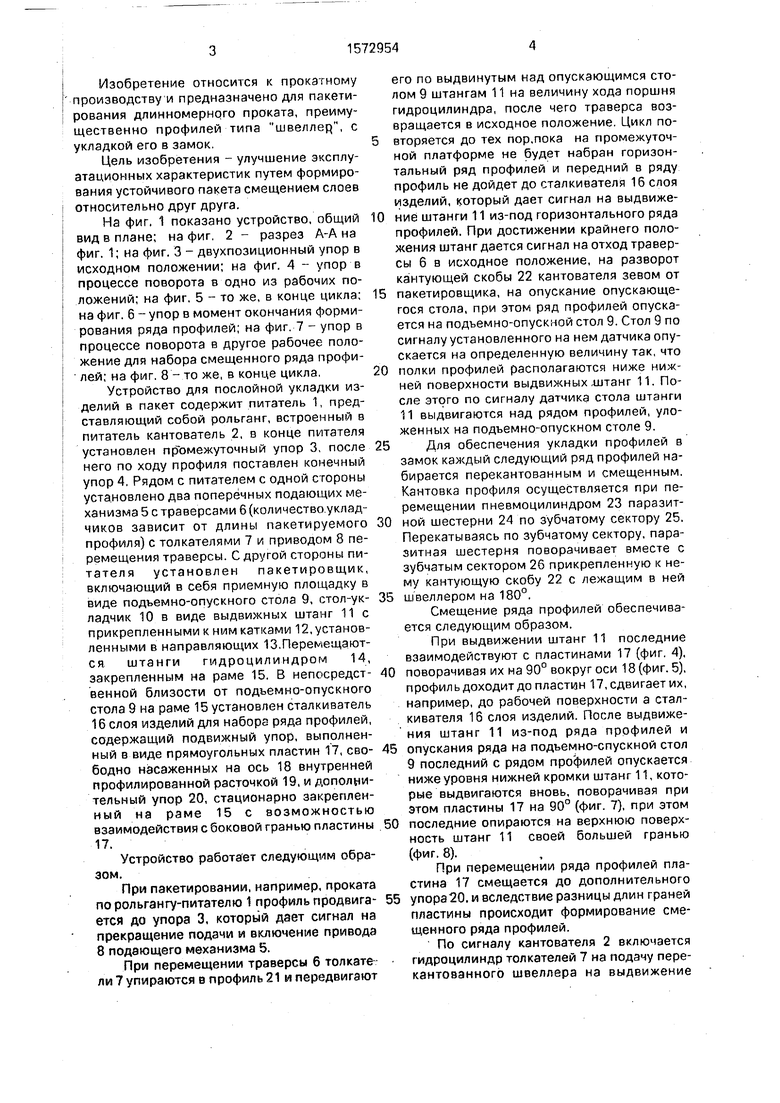
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пакетирования профилей типа швеллера | 1976 |
|
SU613834A1 |
| Устройство для укладки в пакет металлических чушек | 1983 |
|
SU1162715A1 |
| Устройство для укладки рядов изделий в пакет | 1985 |
|
SU1337330A1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1981 |
|
SU994267A1 |
| Установка для перегрузки керамических изделий с сушильной вагонетки на обжиговую | 1990 |
|
SU1742068A1 |
| Устройство для укладки в пакет металлических чушек | 1974 |
|
SU611834A2 |
| Устройство для автоматизированной укладки в пакет прямоугольных изделий | 1977 |
|
SU740658A1 |
| КАНТОВАТЕЛЬ-ПАКЕТИРОВЩИК | 1992 |
|
RU2057699C1 |
| Укладчик листов в пакеты на поддоны | 1979 |
|
SU821356A1 |
Изобретение относится к прокатному производству и предназначено для пакетирования длинномерного проката, преимущественно профилей типа "швеллер", с укладкой его в замок. Цель изобретения - улучшение эксплуатационных характеристик путем формирования устойчивого пакета смещением слоев относительно друг друга достигается за счет того, что сталкиватель слоя изделий представляет собой установленные на горизонтальной оси 18 прямоугольные пластины 17 с внутренней профилированной расточкой и дополнительный упор 20. При каждом выдвижении стола - укладчика со штангами 11 происходит поворот пластин 17 относительно оси 18 на 90° против часовой стрелки. Сдвиг слоев изделий относительно друг друга происходит из-за разности длин боковых граней прямоугольной пластины 17. 1 з.п. ф-лы. 8 ил.
| Устройство для передачи слоя изделий | 1986 |
|
SU1426907A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
