Предлагаемое изобретение относится к машиностроению, в частности к автоматизации управления станами холодной прокатки труб (ХПТ) и может использоваться на всех типах станов ХПТ.
Известно, приводимое в качестве аналога, устройство управления подачей и поворотом трубы стана холодной прокатки труб (см. отчет по НИР 1.19.(14) "Создание позиционного привода (ПП) с повышенным числом включений (более 150 /мин) и малым временем отработки (до 0.1 с) для станов холодной прокатки труб". Этап 1.19(3) "Разработка технического задания и технического проекта ПП". Рук. к.т.н. Шагас Л.Я., Москва, ВНИИМЕТМАШ, 2001 г., стр.3…29), где в качестве блоков управления подачей и поворотом трубы используются индивидуальные сервоприводы. Недостатком данного устройства является то, что в качестве задатчика начала отработки подачи и поворота в процессе прокатки трубы используются конечные выключатели, выставленные в строго фиксированное положение, которое не меняется в зависимости от скорости прокатки, а также используемых калибров клети и маршрута прокатки. Вследствие этого, при замене калибров клети, изменении маршрута прокатки, а также при прокатке на скорости, близкой к максимально возможной, выставленные в фиксированное «среднее» положение, соответствующее первоначально полностью раскрытым валкам клети, конечные выключатели будут давать команду на отработку подачи и поворота тогда, когда валки клети уже могут смыкаться или уже сомкнуты. Поэтому отработка подачи и поворота в этом случае будет происходить в замыкающихся или уже замкнутых валках клети, что, во-первых, приводит к ухудшению качества прокатываемой трубы, быстрому износу валков, а, во-вторых, также может привести к поломке калибров и инструмента.
Вследствие этого при данном способе формирования команды на отработку подачи и поворота, необходимо, при смене калибров, изменении маршрута прокатки, каждый раз выставлять то положение конечных выключателей, которое соответствует полностью раскрытым валкам клети, что существенно снижает производительность работы стана ХПТ в целом.
При прокатке трубы на скорости, близкой к максимально возможной, также возникает та же ситуация, когда отработка подачи и поворота трубы будет происходить в замыкающихся или уже замкнутых валках клети. Это происходит из-за того, что обычно конечные выключатели, дающие команду на отработку подачи и поворота трубы, выставляются в такое фиксированное положение, когда валки клети стана ХПТ полностью раскрыты. Очевидно, что при высокой скорости прокатки трубы может не хватить времени на отработку соответствующей подачи или поворота, особенно если соответствующие уставки близки к максимально возможным. Поэтому отработка подачи и поворота, в этом случае, будет происходить в замыкающихся или уже замкнутых валках клети, что, во-первых, приводит к ухудшению качества прокатываемой трубы, быстрому износу валков, а, во-вторых, также может привести к поломке калибров и инструмента.
Наиболее близким из существующих аналогов к предлагаемому изобретению (прототипом) является устройство управления подачей и поворотом трубы стана холодной прокатки труб (см. А.В.Рысс. Тенденции развития современных систем управления станами холодной прокатки труб разработки ВНИИМЕТМАШ. / Техника и технология, № 4, 2008 г., издательство Спутник, Москва), содержащее первый блок управления, два выхода которого соединены с соответствующими входами второго блока управления приводом подачи и третьего блока управления приводом поворота, выходы которых соединены с соответствующими входами приводов подачи и поворота при этом соответствующие выходы приводов подачи и поворота электромеханически соединены с двигателями подачи и поворота, на валу которых расположены датчики импульсов обратной связи подачи и поворота соответственно, выходы которых поступают на соответствующие входы приводов подачи и поворота, при этом соответствующие выходы приводов подачи и поворота поступают на входы первого блока управления, третий выход которого соединен с входом схемы управления двигателем главного привода клети стана холодной прокатки труб, при этом первый блок управления соединен также с первым задатчиком.
Недостатком данного устройства является то, что в качестве задатчика начала отработки подачи и поворота трубы в процессе прокатки используются конечные выключатели, выставленные в строго фиксированное положение, которое не меняется в зависимости от скорости прокатки, а также используемых калибров клети и маршрута прокатки. Вследствие этого, при замене калибров клети, изменении маршрута прокатки, а также при прокатке на скорости, близкой к максимально возможной, выставленные в фиксированное «среднее» положение, соответствующее первоначально полностью раскрытым валкам клети, конечные выключатели будут давать команду на отработку подачи и поворота тогда, когда валки клети уже могут смыкаться или уже сомкнуты. Поэтому отработка подачи и поворота, в этом случае, будет происходить в замыкающихся или уже замкнутых валках клети, что, во-первых, приводит к ухудшению качества прокатываемой трубы, быстрому износу валков, а, во-вторых, также может привести к поломке калибров и инструмента.
Вследствие этого при данном способе формирования команды на отработку подачи и поворота, необходимо, при смене калибров, изменении маршрута прокатки, каждый раз выставлять то положение конечных выключателей, которое соответствует полностью раскрытым валкам клети, что занимает достаточно долгое время и, следовательно, уменьшает производительность работы стана ХПТ в целом.
При прокатке трубы на скорости, близкой к максимально возможной, также возникает та же ситуация, когда отработка подачи и поворота трубы будет происходить в замыкающихся или уже замкнутых валках клети. Это происходит из-за того, что конечные выключатели, дающие команду на отработку подачи и поворота трубы, выставляются, обычно, в такое «среднее» положение, когда валки клети стана ХПТ полностью раскрыты. Очевидно, что при высокой скорости прокатки может не хватить времени на отработку соответствующих уставок подачи или поворота, особенно если соответствующие уставки близки к максимально возможным. Поэтому отработка подачи и поворота, в этом случае, будет происходить в замыкающихся или уже замкнутых валках клети, что, во-первых, приводит к ухудшению качества прокатываемой трубы, быстрому износу валков, а, во-вторых, также может привести к поломке калибров и инструмента.
Задачей предлагаемого изобретения является адаптивная настройка точек начала отработки подачи и поворота трубы стана ХПТ, обеспечивающая при этом, прокатку трубы в полностью раскрытых валках клети, несмотря на возможную смену калибра или изменение прокатываемого маршрута, а также при прокатке на скоростях, близких к максимально возможным.
Достигаемый в этом случае технический результат выражается в значительном повышении надежности и безотказности работы стана ХПТ, даже при отработке максимально возможных уставок подачи и поворота на скоростях, близких к максимально допустимым и обеспечивающим, при этом неизменно более высокую производительность работы данного стана.
Поставленная цель достигается тем, что в известное устройство управления подачей и поворотом трубы стана холодной прокатки труб, содержащим первый блок управления, два выхода которого соединены с соответствующими входами второго блока управления приводом подачи и третьего блока управления приводом поворота, выходы которых соединены с соответствующими входами приводов подачи и поворота, при этом соответствующие выходы приводов подачи и поворота электромеханически соединены с двигателями подачи и поворота, на валу которых расположены датчики импульсов обратной связи подачи и поворота соответственно, выходы которых соединены с соответствующими входами приводов подачи и поворота, при этом соответствующие выходы приводов подачи и поворота поступают на входы первого блока управления, третий выход которого соединен со входом схемы управления двигателем главного привода клети стана холодной прокатки труб, при этом первый блок управления соединен также с первым задатчиком, дополнительно вводятся датчик положения типа вал-код, вычислительный блок и второй задатчик, причем выход схемы управления двигателем главного привода клети стана холодной прокатки труб электромеханически связан с входом датчика положения типа вал-код, выход которого соединен с соответствующим входом вычислительного блока, другой вход которого соединен с выходом второго задатчика, при этом третий выход первого блока управления соединен также с соответствующим входом вычислительного блока, а выход первого задатчика соединен также с соответствующим входом второго задатчика.
На фиг.1 представлена схема устройства управления подачей и поворотом трубы в стане холодной прокатки труб, решающего указанные задачи.
Устройство управления подачей и поворотом трубы в процессе прокатки стана ХПТ содержит первый блок 1 управления, реализующий управление подачей и поворотом трубы, второй блок 2 управления приводом подачи и третий блок 3 управления приводом поворота, которые управляют соответственно приводом 4 подачи и приводом 5 поворота. Сигналы с этих приводов поступают на двигатель 6 подачи и на двигатель 7 поворота, на валу которых расположены датчик 8 импульсов обратной связи подачи и датчик 9 импульсов обратной связи поворота.
Задающий сигнал, пропорциональный скорости вращения двигателя главного привода стана ХПТ, поступает с выхода первого блока управления на вход схемы 10 управления двигателем главного привода клети стана ХПТ.
Информация о величине подачи и поворота, а также о текущем калибре клети и текущем маршруте прокатки, поступает в первый блок управления с выхода первого задатчика 11.
Датчик положения 12 типа вал-код, электромеханически соединенный со схемой управления двигателем главного привода клети стана ХПТ, однозначно определяет угловое положение вала двигателя главного привода клети стана и, следовательно, однозначно определяет положение валков клети.
Вычислительный блок 13 принимает сигналы с датчика положения типа вал-код о текущем положении валков, с выхода первого блока управления о заданной скорости вращения двигателя главного привода стана ХПТ, а также со второго задатчика 14 об уставках и коэффициентах, соответствующих установленному калибру и маршруту прокатки.
По существу предлагаемого изобретения устройство управления подачей и поворотом трубы стана холодной прокатки труб работает следующим образом.
Отработка подачи и поворота трубы в процессе прокатки представляет собой разгон соответствующих двигателей 6 подачи и 7 поворота до установившейся скорости, с максимально возможным ускорением, движение на установившейся скорости и торможение с установившейся скорости до нулевой с максимально возможным замедлением. При этом угловой путь соответствующего двигателя, при этой отработке, пропорционален задаваемым уставкам подачи и поворота трубы, вырабатываемым первым блоком 1 управления и первым задатчиком 11. Заданные сигналы подачи и поворота трубы, вырабатываемые первым блоком 1 управления поступают соответственно во второй блок 2 управления приводом подачи и третий блок 3 управления приводом поворота, которые вырабатывают (посредством привода 4 подачи и привода 5 поворота) соответствующие сигналы скорости двигателей 6 подачи и 7 поворота пропорциональные заданным уставкам подачи и поворота.
В процессе отработки подачи и поворота, сигналы обратной связи по положению поступают в привод 4 подачи и привод 5 поворота, с датчика 8 импульсов обратной связи подачи и датчика 9 импульсов обратной связи поворота соответственно. После окончания отработки подачи и поворота трубы, соответствующие сигналы окончания отработки подачи и поворота трубы поступают на входы первого блока 1 управления, давая разрешение на начало нового цикла отработки подачи и поворота трубы.
Следует отметить, что сигнал, пропорциональный скорости вращения главного привода, вырабатывается первым блоком 1 управления и поступает на соответствующий вход схемы 10 управления двигателем главного привода клети стана ХПТ. Числовое значение этого сигнала формируется посредством первого задатчика 11.
Очевидно, что соответствующие сигналы на отработку подачи и поворота трубы, первый блок 1 управления вырабатывает тогда, когда валки клети раскрыты. В отличие от схем аналога и прототипа, где соответствующая команда на начало отработки подачи и поворота вырабатывалась посредством конечных выключателей, жестко и фиксировано связанных с валом двигателя главного привода клети стана ХПТ, команду на отработку подачи и поворота трубы в процессе прокатки, в данной схеме предлагаемого изобретения, первый блок 1 управления вырабатывает с помощью датчика положения 12 типа вал-код, вычислительного блока 13 и второго задатчика 14, при этом соответствующий сигнал будет выработан тогда, когда фактическое значение датчика вал-код-
<Вал-код>факт.i будет равно заданному сигналу датчика вал-код-
<Вал-код>задан.i, при этом следует отметить, что расчет и соответствующее сравнение выполняется вычислительным блоком 13. Расчет ведется по следующей формуле:
<Вал-код>задан.i:=<Вал-код>задан.i номинальное - Ki*V гл. привода (1), где
для i-го калибра и маршрута прокатки. Данный параметр вычисляется вычислительным
блоком 13.
поворота трубы для i-го калибра и маршрута. Данный параметр поступает в
вычислительный блок 13 от второго задатчика 14, причем числовое значение
определяется i-м калибром и маршрутом прокатки.
блок 13 от второго задатчика 14, причем числовое значение определяется i-м калибром
и маршрутом прокатки.
стана ХПТ. Данный параметр поступает в вычислительный блок 13 с первого блока 1
управления, причем соответствующее числовое значение определяется уставкой,
вырабатываемой первым задатчиком 11.
Следует отметить особенности расчета по формуле 1. Так, когда скорость двигателя главного привода V гл. привода невысока, соответствующий коэффициент пропорциональности Ki равен нулевому значению и, следовательно, заданное значение датчика вал-код на начало отработки подачи и поворота трубы для 1-го калибра и маршрута равно его «номинальному» для этого калибра и маршруту значению. Очевидно, что, во-первых, в общем случае, это «номинальное» значение для разных калибров и разных маршрутов прокатки будет иметь разное числовое значение по датчику вал-код, что обеспечивает гибкость и адаптивность настройки указанной точки начала отработки подачи и поворота, а, во-вторых, это «номинальное» значение обычно выбирается таким образом, чтобы валки клети в таком «номинальном» положении были максимально раскрыты.
Далее, когда скорость главного привода V гл. привода близка к максимально возможной, соответствующий коэффициент пропорциональности Ki равен ненулевому конкретному числовому значению. Следовательно, заданное значение датчика вал-код на начало отработки подачи и поворота трубы становится меньше его номинального значения. Поэтому команда на начало отработки подачи и поворота трубы будет вырабатываться не по "номинальному" значению, а несколько ранее, т.е. тогда, когда валки только начнут раскрываться. Поэтому даже на скорости вращения двигателя главного привода клети стана, близкой к максимально возможному значению, будет достаточный запас по времени для отработки подачи и поворота трубы, которая отработается в заведомо раскрытых валках.
Эта схема выработки сигнала на начало отработки подачи и поворота трубы повторяется циклически от одного цикла отработки соответствующих заданий к другому.
Таким образом решается поставленная задача предлагаемого изобретения - адаптивная настройка точек начала отработки подачи и поворота трубы стана ХПТ, обеспечивающая при этом, прокатку трубы в полностью раскрытых валках клети, несмотря на возможную смену калибра или изменение прокатываемого маршрута, а также при прокатке на скоростях, близких к максимально возможным.
Достигаемый в этом случае технический результат выражается в значительном повышении надежности и безотказности работы стана ХПТ, даже при отработке максимально возможных уставок подачи и поворота на скоростях, близких к максимально допустимым и обеспечивающим при этом неизменно более высокую производительность работы данного стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОДАЧЕЙ И ПОВОРОТОМ ТРУБЫ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2501621C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОДАЧЕЙ И ПОВОРОТОМ ТРУБЫ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2434698C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОДАЧЕЙ И ПОВОРОТОМ ТРУБЫ В ПРОЦЕССЕ ПРОКАТКИ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2007 |
|
RU2352415C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОДАЧЕЙ И ПОВОРОТОМ ТРУБЫ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2481167C2 |
| СПОСОБ МНОГОНИТОЧНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2403107C1 |
| СПОСОБ ХОЛОДНОЙ ПЕРИОДИЧЕСКОЙ ПРОКАТКИ ОСОБОТОНКОСТЕННЫХ ТРУБ | 2013 |
|
RU2551728C2 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2414975C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Способ пилигримовой прокатки труб | 1989 |
|
SU1720766A1 |
| Стан холодной прокатки труб | 1989 |
|
SU1715464A1 |
Изобретение относится к машиностроению, в частности к автоматизации управления станами холодной прокатки труб. Технический результат - адаптивная настройка точек начала отработки подачи и поворота трубы стана, обеспечивающая при этом прокатку трубы в полностью раскрытых валках клети. Устройство содержит первый блок управления, два выхода которого соединены с соответствующими входами второго блока управления приводом подачи и третьего блока управления приводом поворота, выходы которых соединены с соответствующими входами приводов подачи и поворота, при этом соответствующие выходы приводов подачи и поворота электромеханически соединены с двигателями подачи и поворота, на валу которых расположены датчики импульсов обратной связи подачи и поворота. При этом первый блок управления соединен также с первым задатчиком. Устройство снабжено датчиком положения типа вал-код, вычислительным блоком и вторым задатчиком. Выход схемы управления двигателем главного привода клети стана холодной прокатки труб электромеханически связан с входом датчика положения типа вал-код, выход которого соединен с соответствующим входом вычислительного блока, другой вход которого соединен с выходом второго задатчика. При этом третий выход первого блока управления соединен также с соответствующим входом вычислительного блока. Выход первого задатчика соединен также с соответствующим входом второго задатчика. 1 ил.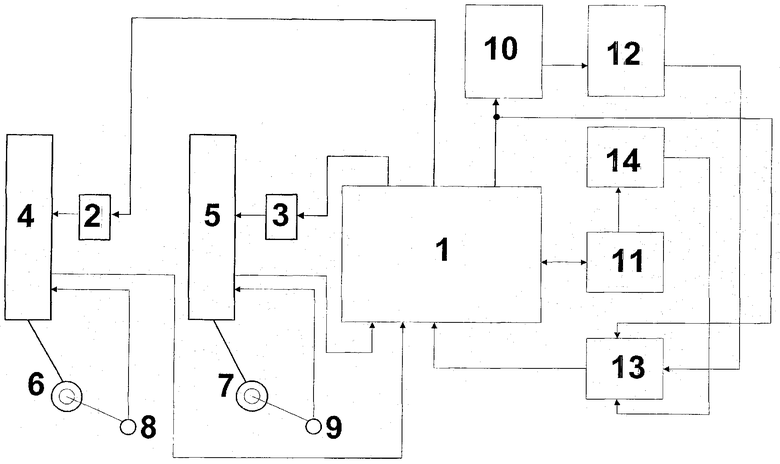
Устройство управления подачей и поворотом трубы стана холодной прокатки труб, содержащее первый блок управления, два выхода которого соединены с соответствующими входами второго блока управления приводом подачи и третьего блока управления приводом поворота, выходы которых соединены с соответствующими входами приводов подачи и поворота, при этом соответствующие выходы приводов подачи и поворота электромеханически соединены с двигателями подачи и поворота, на валу которых расположены датчики импульсов обратной связи подачи и поворота, соответственно, выходы которых соединены с соответствующими входами приводов подачи и поворота, выходы которых соединены с входами первого блока управления, третий выход которого соединен с входом схемы управления двигателем главного привода клети стана холодной прокатки труб, при этом первый блок управления соединен также с первым задатчиком, отличающееся тем, что оно снабжено датчиком положения типа вал-код, вычислительным блоком и вторым задатчиком, причем выход схемы управления двигателем главного привода клети стана холодной прокатки труб электромеханически связан с входом датчика положения типа вал-код, выход которого соединен с соответствующим входом вычислительного блока, другой вход которого соединен с выходом второго задатчика, при этом третий выход первого блока управления соединен также с соответствующим входом вычислительного блока, а выход первого задатчика соединен также с соответствующим входом второго задатчика.
| РЫСС А.В | |||
| Тенденции развития современных систем управления станами холодной прокатки труб разработки ВНИИМЕТМАШ, Техника и технология | |||
| - М.: Спутник, 2008, №4, сс.35-42 | |||
| JP 2001293503 A, 23.10.2001 | |||
| JP 2002172404 A, 18.06.2002 | |||
| Способ регулирования средней толщины стенки труб в редукционном стане | 1973 |
|
SU506448A1 |
| Система регулирования диаметра трубы на калибровочном(редукционном) стане | 1976 |
|
SU663458A1 |
| Способ управления пилигримовым станом | 1985 |
|
SU1292854A1 |

