Предлагаемое изобретение относится к машиностроению, в частности к автоматизации управления станами холодной прокатки труб (ХПТ), и может использоваться на всех типах станов ХПТ.
Известно приводимое в качестве аналога устройство управления подачей и поворотом трубы в процессе прокатки стана холодной прокатки труб (см. каталог фирмы (SMS) MEER, группы Mannesmaim Demag AG, серия Mettalurgy - Tube and Copper Plants, Cold Pilger Mills, 1998 г.стр.10…22), где в качестве блоков управления подачей и поворотом трубы используются индивидуальные сервопривод. Недостатком данного устройства является то, что в процессе прокатки труб не учитывается фактическая загрузка сервоприводов подачи и поворота трубы в процессе прокатки. Поэтому вследствие износа оборудования, наличия больших люфтов в механических передачах подачи и поворота, вызывающих большие ударные нагрузки и т.п., загрузка сервоприводов может не только превысить допустимые значения, но и привести к выходу сервоприводов из строя, что существенно уменьшает надежность и безотказность работы оборудования стана ХПТ в целом.
(Под загрузкой двигателей приводов здесь и далее понимается развиваемый двигателем привода момент, приведенный к номинальному моменту двигателя, в процентах.).
Наиболее близким из существующих аналогов к предлагаемому изобретению (прототипом) является устройство управления подачей и поворотом трубы в процессе прокатки стана холодной прокатки труб (см. отчет по НИР 1.19.(14) "Создание позиционного привода (ПП) с повышенным числом включений (более 150 /мин) и малым временем отработки (до 0.1 с) для станов холодной прокатки труб". Этап 1.19(3) "Разработка технического задания и технического проекта ПП". Рук. к.т.н. Шагас Л.Я., Москва, ВНИИМЕТМАШ, 2001 г., стр.3…29), содержащее первый блок управления, выходы которого соединены со вторым блоком управления двигателем подачи и третьим блоком управления двигателем поворота, при этом выход второго блока управления двигателем подачи соединен с первым двигателем подачи, на валу которого расположен первый датчик импульсов обратной связи подачи, информация с которого направляется на отдельный вход второго блока управления двигателем подачи, а выход третьего блока управления двигателя поворота соединен со вторым двигателем поворота, на валу которого расположен второй датчик импульсов обратной связи поворота, информация с которого направляется на отдельный вход третьего блока управления двигателя поворота, при этом один из входов первого блока управления соединен с выходом первого задатчика величины подачи и поворота трубы в процессе прокатки, а другой вход первого блока управления соединен с выходом второго задатчика команд на начало отработки подачи и поворота трубы в процессе прокатки, вход которого соединен с выходом схемы управления скоростью главного привода клети стана холодной прокатки труб; а также третий задатчик скорости главного привода клети стана.
Недостаток известного устройства управления подачей и поворотом трубы в процессе прокатки стана холодной прокатки труб заключается в следующем.
В современных системах управления станами ХПТ команду на отработку подачи и поворота трубы в процессе прокатки система управления получает от датчиков, электромеханически связанных с главным приводом клети стана ХПТ. Эти сигналы вырабатываются тогда, когда угловое положение главного привода клети стана таково, что валки клети раскрыты и возможно осуществить подачу и(или) поворот трубы. Сама отработка подачи и поворота трубы в процессе прокатки представляет собой разгон соответствующего двигателя до установившейся скорости с максимально возможным ускорением, движение на установившейся скорости и торможение с установившейся скорости до нулевой с максимально возможным замедлением. При этом угловой путь соответствующего двигателя при этой отработке пропорционален задаваемым уставкам подачи или поворота трубы.
Таким образом, чем выше частота вращения главного привода клети стана ХПТ, тем выше частота отработки подачи и поворота трубы в процессе прокатки и тем выше, учитывая известную формулу эквивалентного момента загрузки двигателя, загрузка приводов подачи и поворота трубы. Действительно, при определении эквивалентного момента загрузки двигателя, в качестве которого обычно принимают среднеквадратичный момент двигателя, в известной формуле в знаменателе выражения, расположенного под корнем квадратным, фигурирует временной период изменения скорости двигателя за один цикл. Таким образом, чем выше частота вращения двигателя главного привода, тем меньше время цикла (число в знаменателе известной формулы) и тем, следовательно, выше загрузка двигателя.
На практике с целью обеспечения максимальной производительности работы стана оператор устанавливает максимально возможную (по конструктивным особенностям стана) скорость вращения главного привода и, тем самым, обеспечивает максимальную частоту отработки подачи и поворота трубы в процессе прокатки. При этом ввиду износа оборудования и возникающих при этом различных несоосностях механических элементов стана, биений передаточных муфт, превышающих максимально допустимые значения, люфтов, вызывающих большие ударные нагрузки в механических передачах подачи и поворота, и т.п. загрузка двигателей подачи и поворота в процессе прокатки резко возрастает и может не только превысить допустимые пределы, что вызовет срабатывание защиты соответствующих блоков системы управления, но и привести к выходу приводов подачи и поворота трубы из строя.
Все это существенно уменьшает надежность и безотказность работы оборудования стана ХПТ, требует многочисленных остановов и профилактических работ, что значительно уменьшает производительность работы всего стана ХПТ в целом.
Следует заметить, что применение более мощных приводов подачи и поворота трубы в процессе прокатки с целью уменьшить загрузку двигателей подачи и поворота трубы в подавляющем большинстве случаев невозможно ввиду того, что более мощные двигатели обладают большим моментом инерции. Поэтому время разгона и торможения у них существенно выше, чем у «номинальных» для конкретной задачи двигателях подачи и поворота трубы, что недопустимо по условиям технологии прокатки труб, т.к. такие двигатели не успевают отработать подачу или поворот трубы за время, когда валки клети стана ХПТ раскрыты.
Задачей предлагаемого изобретения является адаптивная настройка скорости главного привода клети стана ХПТ на максимально возможное значение (и, следовательно, на максимально возможную производительность работы стана ХПТ), обеспечивающее при этом максимально допустимые значения загрузки приводов подачи и поворота трубы в процессе прокатки.
Достигаемый в этом случае технический результат выражается в значительном повышении надежности и безотказности работы стана ХПТ (даже при существенном износе оборудования), обеспечивающем неизменно высокую производительность работы данного стана.
Поставленная цель достигается тем, что в известное устройство управления подачей и поворотом трубы в процессе прокатки стана холодной прокатки труб, содержащее первый блок управления, выходы которого соединены со вторым блоком управления двигателем подачи и третьим блоком управления двигателем поворота, при этом выход второго блока управления двигателем подачи соединен с первым двигателем подачи, на валу которого расположен первый датчик импульсов обратной связи подачи, информация с которого направляется на отдельный вход второго блока управления двигателем подачи, а выход третьего блока управления двигателя поворота соединен со вторым двигателем поворота, на валу которого расположен второй датчик импульсов обратной связи поворота, информация с которого направляется на отдельный вход третьего блока управления двигателя поворота, при этом один из входов первого блока управления соединен с выходом первого задатчика величины подачи и поворота трубы в процессе прокатки, а другой вход первого блока управления соединен с выходом второго задатчика команд на начало отработки подачи и поворота трубы в процессе прокатки, вход которого соединен с выходом схемы управления скоростью главного привода клети стана холодной прокатки труб; а также третий задатчик скорости главного привода клети стана, дополнительно введены вычислительный блок, первый датчик мгновенной загрузки привода подачи, второй датчик мгновенной загрузки привода поворота, первый ключ разрешения режима максимально допустимой загрузки приводов подачи и поворота, второй ключ, четвертый задатчик величины максимально допустимой загрузки приводов подачи и поворота, преобразователь величины скорости главного привода клети стана холодной прокатки труб, при этом одни из входов вычислительного блока соединены с соответствующими выходами первого датчика мгновенной загрузки привода подачи и второго датчика мгновенной загрузки привода поворота соответственно, а один из входов первого датчика мгновенной загрузки привода подачи соединен с одним из выходов второго блока управления двигателя подачи, при этом один из входов второго датчика мгновенной загрузки привода поворота соединен с одним из выходов третьего блока управления двигателем поворота, а один из входов вычислительного блока соединен с выходом четвертого задатчика величины максимально допустимой загрузки приводов подачи и поворота, а выход первого ключа разрешения режима максимально допустимой загрузки приводов подачи и поворота соединен с соответствующими входами вычислительного блока, первого датчика мгновенной загрузки привода подачи, второго датчика мгновенной загрузки привода поворота, второго ключа, первого блока управления и третьего задатчика скорости главного привода клети стана, а выход вычислительного блока соединен со входом преобразователя величины скорости главного привода клети стана холодной прокатки труб, выход которого соединен с одним из входов второго ключа, другой вход которого соединен с выходом третьего задатчика скорости главного привода клети стана, а его выход соединен с входом схемы управления скоростью главного привода клети стана холодной прокатки труб.
На чертеже представлена схема устройства управления подачей и поворотом трубы в процессе прокатки стана холодной прокатки труб, решающего указанные задачи.
Устройство управления подачей и поворотом трубы в процессе прокатки стана ХПТ содержит первый блок управления 1, реализующий управление подачей и поворотом трубы, второй блок управления 2 двигателем подачи, который управляет первым двигателем 3 подачи, на валу которого расположен первый датчик импульсов 4 обратной связи подачи.
Третий блок управления 5 двигателем поворота управляет вторым двигателем 6 поворота, на валу которого расположен второй датчик импульсов 7 двигателя поворота.
Информация о величине подачи и поворота поступает в первый блок управления с выхода первого задатчика 8 величины подачи и поворота. Третий задатчик 9 скорости главного привода клети стана формирует сигнал, пропорциональный скорости главного привода, который поступает в схему управления 10 скоростью главного привода клети стана ХПТ, осуществляющую отработку этого сигнала.
Второй задатчик 11 команд на начало отработки подачи и поворота трубы в процессе прокатки электромеханически связан с главным приводом клети стана.
Вычислительный блок 12 принимает сигналы с первого датчика 13 мгновенной загрузки привода подачи и второго датчика 14 мгновенной загрузки привода поворота, при этом разрешение для соответствующих элементов схемы на работу в режиме контроля загрузки приводов подачи и поворота трубы дает первый ключ 15 разрешения режима максимально допустимой загрузки приводов, а преобразователь 16 величины скорости главного привода клети стана ХПТ служит для преобразования цифрового сигнала скорости главного привода в соответствующий сигнал, с которым «работает» схема управления скоростью главного привода клети стана ХПТ.
Второй ключ 17 служит для пропускания сигнала, пропорционального скорости главного привода клети стана ХПТ или от третьего задатчика скорости главного привода клети стана, или от преобразователя величины скорости главного привода клети стана ХПТ.
С четвертого задатчика 18 величины максимально допустимой загрузки приводов подачи и поворота на вход вычислительного блока поступает величина соответствующей уставки.
По существу предлагаемого изобретения устройство управления подачей и поворотом трубы в процессе прокатки стана холодной прокатки труб работает следующим образом.
Когда нет разрешающего сигнала с первого ключа 15 разрешения режима максимально допустимой загрузки приводов, сигнал задания скорости главного привода клети стана поступает в схему управления 10 скоростью главного привода клети стана ХПТ от третьего задатчика 9 скорости главного привода клети стана через соответствующий вход второго ключа 17.
Двигатель главного привода клети стана ХПТ вращается с заданной скоростью и выдает в первый блок управления 1 посредством второго задатчика 11 команд на начало отработки подачи и поворота трубы в процессе прокатки команды на начало отработки подачи и поворота. Очевидно, это происходит в моменты времени, когда валки клети стана ХПТ разведены и приводы подачи и поворота могут отработать соответствующие задания.
Первый блок управления 1 посредством задания от первого задатчика 8 величины подачи и поворота формирует требуемые сигналы управления - во второй блок управления 2 двигателем подачи и третий блок управления 5 двигателем поворота, которые, в свою очередь, выдают управляющие сигналы подачи и поворота соответственно на первый двигатель 3 подачи и второй двигатель 6 поворота, отрабатывая заданные значения подачи и поворота трубы, при этом информация обратной связи по отработке подачи и поворота поступает во второй блок управления 2 двигателем подачи и в третий блок управления 5 двигателем поворота от первого датчика импульсов 4 обратной связи подачи и от второго датчика импульсов 7 обратной связи поворота соответственно.
Описанные выше операции осуществляются циклически, при этом очевидно, что чем больше сигнал с третьего задатчика 9 скорости главного привода клети стана, тем быстрее вращается двигатель главного привода клети стана, тем чаще посредством второго задатчика 11 команд на начало отработки подачи и поворота трубы в процессе прокатки поступают команды на начало отработки подачи и поворота трубы и тем сильнее загружены двигатель 3 подачи и двигатель 6 поворота.
Когда есть разрешающий сигнал с первого ключа 15 разрешения режима максимально допустимой загрузки приводов, то сигнал задания по скорости главного привода клети стана поступает в схему управления 10 скоростью главного привода клети стана ХПТ не от третьего задатчика 9 скорости главного привода клети стана, а от преобразователя 16 величины скорости главного привода клети стана (через другой вход второго ключа 17), на вход которого соответствующий сигнал задания по скорости главного привода клети стана формирует вычислительный блок 12 - см. далее.
Разрешающий сигнал с первого ключа 15 разрешения режима максимально допустимой загрузки приводов поступает в первый датчик 13 мгновенной загрузки привода подачи и второй датчик 14 мгновенной загрузки привода поворота. Эти датчики непрерывно формируют в течение определенного кванта времени (1) ti сигналы мгновенной загрузки приводов подачи и поворота трубы (1) Zti_подачи и Zti_поворота соответственно, которые поступают на соответствующие входы вычислительного блока 12.
Следует еще раз уточнить, что значения Zti_подачи и Zti_поворота показывают действительную загрузку соответствующего двигателя в процентах от номинального значения. Например, если Zti_подачи показывает в конкретный момент времени значение 70, то это значит, что двигатель подачи загружен на 70% от значения принимаемого за номинальное.
Очевидно, по мгновенным значениям загрузки приводов ввиду того, что соответствующие двигатели работают в старт-стопном режиме с большой частотой включений, когда соответствующие числа Zti_подачи и Zti_поворота меняются с большой частотой, сделать вывод по этим значениям о действительной загрузке приводов подачи и поворота нельзя. Поэтому вычислительный блок 12 вычисляет соответствующие накопительные среднеквадратичные значения загрузки двигателей подачи и поворота по формулам:


где Ti_подачи - накопительное среднеквадратичное значение загрузки двигателя подачи;
Ti_поворота - накопительное среднеквадратичное значение загрузки двигателя поворота;
i - число измерений значений мгновенной загрузки соответствующего привода поворота или подачи;
Zti_подачи - мгновенная загрузка привода подачи в ti-й квант времени;
Zti_поворота - мгновенная загрузка привода поворота в ti-й квант времени;
Далее после расчетов по формулам (1) и (2) вычислительный блок 12 вычисляет максимальное из двух соответствующих расчетных значений (Т1_подачи и Т1_поворота) - Ti.
После этого вычислительный блок 12 вычисляет скорость задания главного привода по формуле:
 ,
,
где
n_гл.привода - скорость задания двигателя главного привода клети стана;
шагj - шаг изменения задания скорости двигателя главного привода клети стана в j-й момент времени;
Следует отметить, что шагj определяется по формуле:

где
К - коэффициент пропорциональности;
Zmax - максимально допустимое значение загрузки приводов подачи и поворота трубы, поступающее на вход вычислительного блока 12 с выхода четвертого задатчика 18 величины максимально допустимой загрузки приводов подачи и поворота.
Следует отметить, что сигнал, пропорциональный n_гл.привода, поступает с выхода вычислительного блока 12 на вход преобразователя 16 величины скорости главного привода клети стана ХПТ. Таким образом, вычислительный блок 12 непрерывно на основе формул (1)…(4) осуществляет вычисление и задание в схему управления 10 скоростью главного привода клети стана ХПТ, скорости задания главного привода клети стана, обеспечивая, во-первых, ее максимально возможное значение, а во-вторых, обеспечивая максимально допустимое значение загрузки приводов подачи и поворота трубы, не превышающее заданное. Так, в случае если загрузка какого-то привода подачи или поворота превысит максимально допустимое значение, вычислительный блок 12 снизит скорость задания двигателя главного привода (и тем самым уменьшит соответствующую загрузку привода подачи или поворота) таким образом, чтобы соответствующая загрузка привода подачи или поворота не превышала максимально допустимое значение. И, наоборот, если текущая загрузка приводов подачи и поворота существенно ниже заданной максимально допустимой загрузки, вычислительный блок 12 будет непрерывно повышать скорость двигателя главного привода, пока текущая максимальная загрузка приводов подачи и поворота не станет приблизительно равной заданной максимальной загрузке.
Следует отметить, что в формуле (3) знак «+» присутствует тогда, когда максимально допустимое значение загрузки Zmax больше или равно расчетному значению Ti, а знак "-" присутствует тогда, когда Zmax меньше Ti.
Кроме этого, как видно из формулы (4), при большом рассогласовании между текущей и максимально допустимой загрузкой приводов подачи и поворота трубы шагj - большой, а при малом рассогласовании между текущей и максимально допустимой загрузкой приводов подачи и поворота трубы, шагj - малый. Этим обеспечивается, во-первых, оптимальное быстродействие по достижению максимально возможной скорости главного привода клети стана ХПТ, а во-вторых, минимальное рыскание относительно максимально возможного значения скорости главного привода тогда, когда это значение достигнуто.
В остальном схема управления осуществления подачи и поворота трубы в процессе прокатки совпадает с вышеописанной.
Сигнал задания скорости главного привода клети стана поступает в схему управления 10 скоростью главного привода клети стана ХПТ с выхода вычислительного блока 12 (через преобразователь 16 величины скорости главного привода клети стана и соответствующий вход второго ключа 17).
Двигатель главного привода клети стана ХПТ вращается с заданной скоростью и выдает в первый блок управления 1 посредством второго задатчика 11 команд на начала отработки подачи и поворота трубы в процессе прокатки команды на начало отработки подачи и поворота. Первый блок управления 1 посредством задания от первого задатчика 8 величины подачи и поворота формирует требуемые сигналы управления - во второй блок управления 2 двигателем подачи и третий блок управления 5 двигателем поворота, которые, в свою очередь, выдают управляющие сигналы подачи и поворота соответственно на первый двигательЗ подачи и второй двигатель 6 поворота, отрабатывая заданные значения подачи и поворота трубы, при этом информация обратной связи по отработке подачи и поворота поступает во второй блок управления 2 двигателем подачи и в третий блок управления 5 двигателем поворота от первого датчика импульсов 4 обратной связи подачи и от второго датчика импульсов 7 обратной связи поворота соответственно.
Эта схема прокатки повторяется циклически от одного цикла отработки соответствующих заданий к другому.
Таким образом решается поставленная задача предлагаемого изобретения - адаптивная настройка скорости главного привода клети стана ХПТ на максимально возможное значение (и, следовательно, на максимально возможную производительность работы стана ХПТ), обеспечивающее при этом максимально допустимые значения загрузки приводов подачи и поворота трубы в процессе прокатки.
Вследствие этого значительно повышается надежность и безотказность работы стана ХПТ (даже при существенном износе оборудования), обеспечивая при этом неизменно высокую производительность работы данного стана.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОДАЧЕЙ И ПОВОРОТОМ ТРУБЫ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2008 |
|
RU2381852C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОДАЧЕЙ И ПОВОРОТОМ ТРУБЫ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2012 |
|
RU2501621C1 |
| УСТРОЙСТВО УПРАВЛЕНИЯ ПОДАЧЕЙ И ПОВОРОТОМ ТРУБЫ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2434698C1 |
| СПОСОБ УПРАВЛЕНИЯ ПОДАЧЕЙ И ПОВОРОТОМ ТРУБЫ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2011 |
|
RU2481167C2 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1981 |
|
SU986531A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1976 |
|
SU662179A2 |
| Устройство автоматического управления приводами механизмов стана холодной прокатки труб | 1984 |
|
SU1210930A1 |
| Устройство автоматического управления станом холодной прокатки труб | 1988 |
|
SU1572723A1 |
| Устройство для регулирования температуры полосы в процессе прокатки | 1985 |
|
SU1304950A2 |
| Механизм подачи стана холодной прокатки труб | 1983 |
|
SU1144739A1 |
Изобретение относится к области обработки металлов давлением и может использоваться на всех станах холодной прокатки труб. Технический результат - повышение производительности за счет адаптивной настройки скорости главного привода клети стана на максимально возможное значение. В процессе непосредственной прокатки трубы непрерывно определяют текущие среднеквадратичные значения загрузки приводов подачи и поворота трубы, сравнивают их с максимально допустимыми значениями загрузки этих приводов и на основе этого сравнения формируют задание на скорость вращения двигателя главного привода клети стана таким образом, чтобы, во-первых, указанная скорость главного привода принимала максимально возможное значение, а, во-вторых, текущая загрузка приводов подачи и поворота трубы не превышала максимально допустимые значения. Устройство содержит вычислительный блок, первый датчик мгновенной загрузки привода подачи, второй датчик мгновенной загрузки привода поворота, первый ключ разрешения режима максимально допустимой загрузки приводов, преобразователь величины скорости главного привода клети стана ХПТ, второй ключ, четвертый задатчик величины максимально допустимой загрузки приводов подачи и поворота, связанных между собой определенным образом. 1 ил.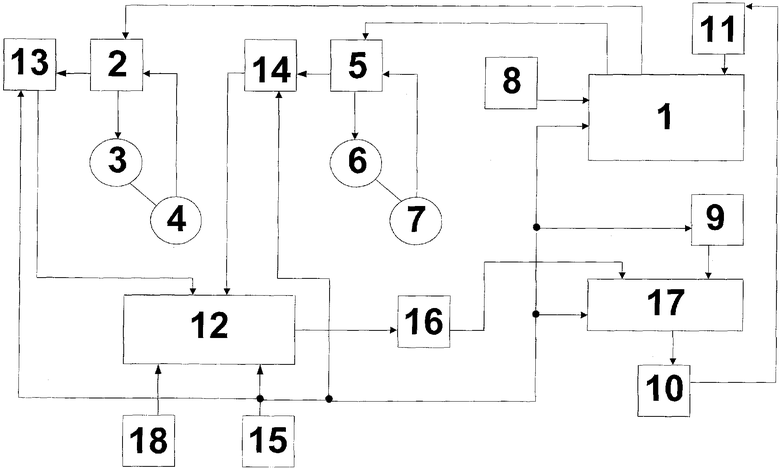
Устройство управления подачей и поворотом трубы в процессе прокатки стана холодной прокатки труб, содержащее первый блок управления, выходы которого соединены со вторым блоком управления двигателем подачи и третьим блоком управления двигателем поворота, при этом выход второго блока управления двигателем подачи соединен с первым двигателем подачи, на валу которого расположен первый датчик импульсов обратной связи подачи, соединенный с отдельным входом второго блока управления двигателем подачи, а выход третьего блока управления двигателя поворота соединен со вторым двигателем поворота, на валу которого расположен второй датчик импульсов обратной связи поворота, соединенный с отдельным входом третьего блока управления двигателя поворота, при этом один из входов первого блока управления соединен с выходом первого задатчика величины подачи и поворота трубы в процессе прокатки, а другой вход первого блока управления соединен с выходом второго задатчика команд на начало отработки подачи и поворота трубы в процессе прокатки, вход которого соединен с выходом схемы управления скоростью главного привода клети стана холодной прокатки труб, а также третий задатчик скорости главного привода клети стана, отличающееся тем, что оно снабжено вычислительным блоком, первым датчиком мгновенной загрузки привода подачи, вторым датчиком мгновенной загрузки привода поворота, первым ключом разрешения режима максимально допустимой загрузки приводов подачи и поворота, вторым ключом, четвертым задатчиком величины максимально допустимой загрузки приводов подачи и поворота, преобразователем величины скорости главного привода клети стана холодной прокатки труб, при этом одни из входов вычислительного блока соединены с соответствующими выходами первого датчика мгновенной загрузки привода подачи и второго датчика мгновенной загрузки привода поворота, соответственно, а один из входов первого датчика мгновенной загрузки привода подачи соединен с одним из выходов второго блока управления двигателя подачи, при этом один из входов второго датчика мгновенной загрузки привода поворота соединен с одним из выходов третьего блока управления двигателем поворота, а один из входов вычислительного блока соединен с выходом четвертого задатчика величины максимально допустимой загрузки приводов подачи и поворота, а выход первого ключа разрешения режима максимально допустимой загрузки приводов подачи и поворота соединен с соответствующими входами вычислительного блока, первого датчика мгновенной загрузки привода подачи, второго датчика мгновенной загрузки привода поворота, второго ключа, первого блока управления и третьего задатчика скорости главного привода клети стана, а выход вычислительного блока соединен со входом преобразователя величины скорости главного привода клети стана холодной прокатки труб, выход которого соединен с одним из входов второго ключа, другой вход которого соединен с выходом третьего задатчика скорости главного привода клети стана, а его выход соединен с входом схемы управления скоростью главного привода клети стана холодной прокатки труб.
| JP 2001293503 А, 23.10.2001 | |||
| JP 2002172404 A, 18.06.2002 | |||
| Способ регулирования средней толщины стенки труб в редукционном стане | 1973 |
|
SU506448A1 |
| Система регулирования диаметра трубы на калибровочном(редукционном) стане | 1976 |
|
SU663458A1 |
| Способ управления пилигримовым станом | 1985 |
|
SU1292854A1 |

