Область техники, к которой относится изобретение
Группа изобретений относится к области строительства, а именно к опалубке для формования (изготовления) железобетонных изделий, в частности бесшовных железобетонных блоков (модулей) П-образной формы, и способу их изготовления внутри производственных помещений.
Полученные железобетонные изделия могут применяться для строительства модульных зданий (фельдшерско-акушерских пунктов, станций скорой помощи, общежитий для рабочего персонала и других хозяйственно-бытовых помещений).
Уровень техники
Известна опулубка для формования железобетонного изделия компании Bianchi CASSEFORME S.R.L. (Италия), включающая повортный борт, сложный рычажный механизм в сердечнике (Режим доступа: https://www.bianchicasseforme.it/en/formwork-moulds/3d-elements/ Дата обращения: 25.03.2024). В известном решении отличный от заявленного механизм складывания сердечника.
Раскрытие изобретения
Технический результат группы изобретений заключается в повышении скорости формовки железобетонного изделия за счет того, что в конструкции опалубки бережно складывается трансформирующийся сердечник без затираний, кинематическая схема складывания сердечника обеспечивает движение всех щитов опалубки одновременно в пространстве по трем осям (x, y, z), что приводит к полному распалубливанию железобетонного изделия, не травмируя бетон, при этом распалубливание железобетонного изделия возможно осуществлять на начальном этапе схватывания бетона.
Сущность первого изобретения заключается в том, что опалубка для формования железобетонного изделия содержит раму опорную на виброопорах, на которой расположены по вертикальной оси пол торцевой и полы линейные, обеспечивающие высоту железобетонного изделия, опоры вертикальные, на которых в свою очередь установлены щиты внешние, щит торцевой левый, щит торцевой правый, при этом опоры вертикальные имеют приводы ручные с возможностью отодвигания щитов внешних, щита торцевого левого, щита торцевого правого, при этом соединение конструкции обеспечивается тяжами верхними, соединяющими щиты внешние, тяжами нижними, скрепляющие опоры вертикальные с неподвижной частью кареток боковых левых и кареток боковых правых, тяжами боковыми, скрепляющие щиты внешние, щит торцевой левый, щит торцевой правый. Опалубка также содержит вставку левую и вставку правую, расположенные между щитами внешними, щитом торцевым левым, щитом торцевым правым, и вибраторы, расположенные на этих же щитах, управление которыми осуществляется посредством шкафа управления вибраторами, расположенном на опоре вертикальной. Внутри опалубки находится трансформирующийся складываемый сердечник, состоящий из формообразующих элементов, а именно щита углового правого, щита углового левого, щитов линейных, вставок линейных трапециевидных, вставки угловой трапециевидной, вставки торцевой, при этом щиты линейные опираются через на рамы внутренние и рамы нижние на каретки боковые левые и каретки боковые правые, а соответствующие вставки и щиты угловой правый и левый опираются через раму центральную на каретки центральные.
Сущность второго изобретения заключается в том, что способ формования железобетонного изделия с помощью заявленной опалубки включает подготовку опалубки к заливке бетонной смеси, бетонирование, распалубливание и извлечение железобетонного изделия, при этом при подготовке опалубки при помощи гидроприводов устанавливают трансформирующийся складываемый сердечник в проектное положение, устанавливают в проектное положение полы линейные, пол торцевой, устанавливают армированный каркас в отсеки опалубки, закрепляют закладные, устанавливают последовательно сначала щиты внешние, щит торцевой левый, щит торцевой правый, в проектное положение при помощи ручного привода, устанавливают тяжи верхние, тяжи нижние и тяжи боковые, процесс бетонирования предполагает последовательное заполнение отсеков опалубки и вибрацию с помощью вибраторов, после набирания бетоном необходимой прочности производят распалубливание, которое начинают с демонтажа тяжей верхних, тяжей нижних, тяжей боковых, затем отодвигают с помощью ручного привода сначала щит торцевой левый, щит торцевой правый и щиты внешние на максимальное расстояние от железобетонного изделия, далее производят геометрическое складывание трансформирующегося складываемого сердечника с уменьшением его продольного и поперечного сечения при помощи гидравлических приводов, далее железобетонное изделие стропят при помощи траверсы и извлекают из опалубки.
Краткое описание чертежей
На чертежах представлены следующие иллюстрации:
фиг. 1 – сборочный чертеж опалубки (а – вид спереди, б – вид сверху, в – вид слева),
фиг. 2 – разрез продольный,
фиг. 3 – разрез поперечный,
фиг. 4 – бетонирование железобетонного изделия 29 (а – разрез поперечный, б – вид сбоку),
фиг. 5 – схема трансформации сердечника (а – проектное положение, б – положение «распалублено», в – гидростанция управления приводами сердечника 33),
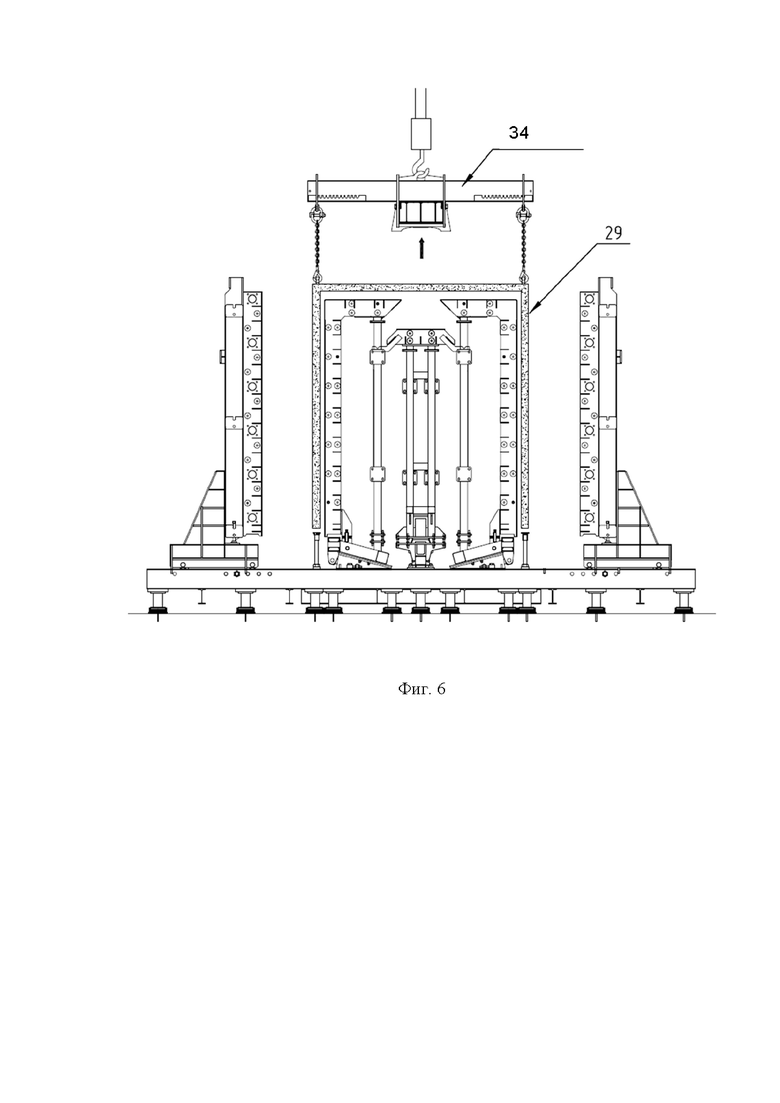
фиг. 6 – строповка и извлечение железобетонного изделия 29 из опалубки, где
1 – рама опорная,
2 – виброопоры,
3 – щит угловой правый,
4 – щит угловой левый,
5 – щиты внешние,
6 – щит торцевой левый,
7 – шит торцевой правый,
8 – вставка левая,
9 – вставка правая,
10 – пол торцевой,
11 – полы линейные,
12 – опоры вертикальные,
13 – привод ручной,
14 – тяжи верхние,
15 – тяжи нижние,
16 – тяжи боковые,
17 – вибраторы,
18 – шкаф управления вибраторами,
19 – щиты линейные,
20 – рамы внутренние,
21 – вставки линейные трапециевидные,
22 – вставки угловые трапециевидные,
23 – вставка торцевая,
24 – рама центральная,
25 – рамы нижние,
26 – каретки боковые левые,
27 – каретки боковые правые,
28 – каретки центральные,
29 – железобетонное изделие,
30 – бетоноукладчик,
31 – арматурный каркас,
32 – зазоры,
33 – гидростанция управления приводами сердечника,
34 – траверса.
Осуществление изобретения
1. Устройство
Опалубка (фиг. 1-3) содержит раму опорную 1 на виброопорах 2 (54 шт.), щиты внешние 5 (6 шт.), щит торцевой левый 6, щит торцевой правый 7, вставку левую 8, вставку правую 9, пол торцевой 10, полы линейные 11 (2 шт.), опору вертикальную 12, привод ручной 13, тяжи верхние 14 (5 шт.), тяжи нижние 15, тяжи боковые 16, вибраторы 17 (8 шт.), шкаф управления вибраторами 18 и трансформирующийся (складываемый) сердечник.
Рама опорная 1 включает поперечный и продольный набор из балок швеллерного сечения, установленных на виброопоры 2.
Трансформирующийся (складываемый) сердечник, находящийся внутри опалубки, состоит из щита углового правого 3, щита углового левого 4, щитов линейных 19 (4 шт.), рам внутренних 20 (2 шт.), вставок линейных трапециевидных 21 (3 шт.), вставки угловой трапециевидной 22, вставки торцевой 23, рамы центральной 24, рам нижних 25 (2 шт.), кареток боковых левых 26 (2 шт.), кареток боковых правых 27 (2 шт.), кареток центральных 28 (2 шт.).
Все элементы опалубки соединены между собой болтовыми соединениями в единую жесткую формообразующую поверхность.
Трансформирующийся (складываемый) сердечник имеет в составе две группы гидравлических приводов (на чертежах не показаны), которые позволяют перемещать щиты линейные 19, щит угловой правый 3, щит угловой левый 4, вставки линейные трапециевидные 21 (3 шт.), вставку угловую трапециевидную 22, вставку торцевую 23 в пространстве таким образом, чтобы обеспечивать уменьшение геометрических размеров трансформирующегося (складываемого) сердечника по трем осям (x, y, z) в пространстве. Первая группа гидравлических приводов обеспечивает движение щитов линейных 19, щита углового правого 3 и щита углового левого 4. Вторая группа гидравлических приводов обеспечивает движение вставок линейных трапециевидных 21, вставки угловой трапециевидной 22 и вставки торцевой 23.
Механика движения всех вышеописанных формообразующих поверхностей сердечника обеспечивает уменьшение его габаритных размеров, что в свою очередь, обеспечивает свободное извлечение будущего железобетонного изделия 29 из формы, после набора прочности бетонной смеси.
В качестве гидравлических приводов используют гидроцилиндры, которые корпусом установлены на неподвижной части кареток боковых левых 26 и кареток боковых правых 27, а штоком соединены с рамами нижними 25, на которых установлены рамы внутренние 20 и рама центральная 24 соответственно.
Внешними формообразующими элементами опалубки являются внешние боковые щиты – щиты внешние 5 и внешние торцевые щиты – щит торцевой левый 6, щит торцевой правый 7. Причем все щиты установлены на опорах вертикальных 12, которые имеют привод ручной 13 (место расположения привода ручного 13 показано условно на чертежах) в виде зубчатой пары – шестерня-рейка, которые позволяют отодвигать щиты внешние 5, щит торцевой левый 6 и щит торцевой правый 7 от внешней поверхности будущего железобетонного изделия 29 на расстояние до 800 мм.
Положение полов линейных 11 и торцевых 10 по вертикальной оси определяет высоту будущего железобетонного изделия 29, которое регулируется посредством регулировочных винтов (на чертежах не показаны).
Осуществляют настройку и регулировку опалубки. Для правильной работы и высокой точности выпускаемого железобетонного изделия 29 необходима правильная установка и настройка взаимного сопряжения формообразующих элементов: щит угловой правый 3, щит угловой левый 4, щиты линейные 19, щиты внешние 5, щит торцевой левый 6, шит торцевой правый 7, вставка левая 8, вставка правая 9, вставки линейные трапециевидные 21, вставка угловая трапециевидная 22, вставка торцевая 23.
Взаимное расположение элементов опалубки однозначно следует из фиг.1-6.
2. Способ
Способ формования железобетонного изделия 29 с помощью заявленной опалубки включает подготовку опалубки к заливке бетонной смеси из бетоноукладчика 30, бетонирование, распалубливание и извлечение железобетонного изделия 29 (фиг. 4-6).
При подготовке опалубки при помощи гидроприводов устанавливают трансформирующийся складываемый сердечник в проектное положение, устанавливают в проектное положение полы линейные 11, пол торцевой 10, устанавливают арматурный каркас 31 в отсеки опалубки, закрепляют закладные, устанавливают последовательно сначала щиты внешние 5, щит торцевой левый 6, щит торцевой правый 7, в проектное положение при помощи ручного привода 13, устанавливают тяжи верхние 14, тяжи нижние 15 и тяжи боковые 16. При этом процесс бетонирования предполагает последовательное заполнение отсеков опалубки и вибрацию с помощью вибраторов 17, после набирания бетоном необходимой прочности производят распалубливание, которое начинают с демонтажа тяжей верхних 14, тяжей нижних 15, тяжей боковых 16, затем отодвигают с помощью ручного привода 13 сначала щит торцевой левый 6, щит торцевой правый 7 и щиты внешние 5 на максимальное расстояние от железобетонного изделия 29, далее производят геометрическое складывание трансформирующегося складываемого сердечника с уменьшением его продольного и поперечного сечения при помощи гидравлических приводов, далее железобетонное изделие 29 стропят при помощи траверсы 34 и извлекают из опалубки.
Заявленное изобретение позволяет получить бесшовное железобетонное изделие длиной до 7 м, шириной до 3,5 м, высотой до 3,2 м П-образной формы с правой и левой боковыми частями, одной торцевой частью и перекрытием.
Конкретные примеры осуществления (реализации), приведенные в настоящем описании, никак не ограничивают объем правовой охраны согласно формуле заявленного изобретения. Любые изменения/модификация/замена деталей конструкции опалубки и изменения/модификация/замена этапов способа изготовления изделия, которые могут быть осуществлены специалистом в данной области техники, подпадают в пределы объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Туннельная опалубка | 1991 |
|
SU1813155A3 |
| Опалубка с изменяемыми параметрами для формования железобетонных ригелей | 2024 |
|
RU2827394C1 |
| Установка для изготовления железобетонных блоков коробчатого сечения | 1976 |
|
SU660831A1 |
| ПЕРЕДВИЖНАЯ ОПАЛУБКА ДЛЯ СТРОИТЕЛЬСТВА ТОННЕЛЕЙ ОТКРЫТЫМ СПОСОБОМ | 2024 |
|
RU2830678C1 |
| Скользящая опалубка | 1979 |
|
SU823536A1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| Объемно-переставная опалубка | 1978 |
|
SU747969A1 |
| Установка для изготовления железобетонных коробчатых блоков | 1978 |
|
SU876439A2 |
| СПОСОБ ВОЗВЕДЕНИЯ ПРОЕЗЖЕЙ ЧАСТИ ТРАНСПОРТНОГО ТОННЕЛЯ | 2003 |
|
RU2229000C1 |
| Опалубка для возведения монолитного железобетонного сооружения | 1981 |
|
SU998693A1 |




Группа изобретений относится к области строительства, а именно к опалубке для формования железобетонных изделий, в частности бесшовных железобетонных блоков (модулей) П-образной формы, и способу их изготовления внутри производственных помещений. Способ включает подготовку опалубки к заливке бетонной смеси, бетонирование, распалубливание и извлечение железобетонного изделия (29). При подготовке опалубки при помощи гидроприводов устанавливают трансформирующийся складываемый сердечник в проектное положение. Устанавливают в проектное положение полы линейные (11), пол торцевой (10). Устанавливают армированный каркас (31) в отсеки опалубки. Закрепляют закладные. Устанавливают последовательно сначала щиты внешние (5), щит торцевой левый (6), щит торцевой правый (7) в проектное положение при помощи ручного привода (13), устанавливают тяжи верхние (14), тяжи нижние (15) и тяжи боковые (16). Процесс бетонирования предполагает последовательное заполнение отсеков опалубки и вибрацию с помощью вибраторов (17). После набирания бетоном необходимой прочности производят распалубливание, которое начинают с демонтажа тяжей верхних (14), тяжей нижних (15), тяжей боковых (16). Затем отодвигают с помощью ручного привода (13) сначала щит торцевой левый (6), щит торцевой правый (7) и щиты внешние (5) на максимальное расстояние от железобетонного изделия (29). Далее производят геометрическое складывание трансформирующегося складываемого сердечника с уменьшением его продольного и поперечного сечения при помощи гидравлических приводов. Далее железобетонное изделие (29) стропят при помощи траверсы (34) и извлекают из опалубки. Техническим результатом является повышение скорости формовки железобетонного изделия. 2 н. и 2 з.п. ф-лы, 6 ил.
1. Опалубка для формования железобетонного изделия, содержащая раму опорную (1) на виброопорах (2), на которой расположены по вертикальной оси пол торцевой (10) и полы линейные (11), обеспечивающие высоту железобетонного изделия, опоры вертикальные (12), на которых в свою очередь установлены щиты внешние (5), щит торцевой левый (6), щит торцевой правый (7), при этом опоры вертикальные (12) имеют приводы ручные (13) с возможностью отодвигания соответствующих щитов (5), (6), (7), при этом соединение конструкции обеспечивается тяжами верхними (14), соединяющими щиты (5), тяжами нижними (15), скрепляющими опоры вертикальные (12) с неподвижной частью кареток (26), (27), тяжами боковыми (16), скрепляющими щиты (5), (6), (7), опалубка также содержит вставку левую (8) и вставку правую (9), расположенные между щитами (5), (6), (7), и вибраторы (17), расположенные на щитах (5), (6), (7), управление которыми осуществляется посредством шкафа управления вибраторами (18), расположенного на опоре вертикальной (12), причем внутри опалубки находится трансформирующийся складываемый сердечник, состоящий из формообразующих элементов, а именно щита углового правого (3), щита углового левого (4), щитов линейных (19), вставок линейных трапециевидных (21), вставки угловой трапециевидной (22), вставки торцевой (23), при этом щиты (19) опираются через рамы внутренние (20) и рамы нижние (25) на каретки боковые левые (26) и каретки боковые правые (27), а вставки (21), (22), (23) и щиты (3), (4) опираются через раму центральную (24) на каретки центральные (28).
2. Опалубка для формования железобетонного изделия по п. 1, отличающаяся тем, что трансформирующийся складываемый сердечник имеет в составе две группы гидравлических приводов с возможностью перемещения щитов линейных (19), щита углового правого (3), щита углового левого (4), вставок линейных трапециевидных (21), вставки угловой трапециевидной (22), вставки торцевой (23) в пространстве по трем осям x, y, z, что обеспечивает уменьшение габаритных размеров сердечника в продольном и поперечном сечении для свободного извлечения из формы, после набора прочности бетонной смеси, будущего железобетонного изделия (29).
3. Опалубка для формования железобетонного изделия по п. 1, отличающаяся тем, что положение по вертикальной оси полов линейных (11) и полов торцевых (10) определяет высоту будущего железобетонного изделия (29) и регулируется посредством регулировочных винтов.
4. Способ формования железобетонного изделия с помощью опалубки по п. 1, включающий подготовку опалубки к заливке бетонной смеси, бетонирование, распалубливание и извлечение железобетонного изделия (29), при подготовке опалубки при помощи гидроприводов устанавливают трансформирующийся складываемый сердечник в проектное положение, устанавливают в проектное положение полы линейные (11), пол торцевой (10), устанавливают армированный каркас (31) в отсеки опалубки, закрепляют закладные, устанавливают последовательно сначала щиты внешние (5), щит торцевой левый (6), щит торцевой правый (7) в проектное положение при помощи ручного привода (13), устанавливают тяжи верхние (14), тяжи нижние (15) и тяжи боковые (16), процесс бетонирования предполагает последовательное заполнение отсеков опалубки и вибрацию с помощью вибраторов (17), после набирания бетоном необходимой прочности производят распалубливание, которое начинают с демонтажа тяжей верхних (14), тяжей нижних (15), тяжей боковых (16), затем отодвигают с помощью ручного привода (13) сначала щит торцевой левый (6), щит торцевой правый (7) и щиты внешние (5) на максимальное расстояние от железобетонного изделия (29), далее производят геометрическое складывание трансформирующегося складываемого сердечника с уменьшением его продольного и поперечного сечения при помощи гидравлических приводов, далее железобетонное изделие (29) стропят при помощи траверсы (34) и извлекают из опалубки.
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2099184C1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Установка для изготовления строительных изделий | 1980 |
|
SU992192A1 |
| Установка для изготовления объемных элементов | 1979 |
|
SU905097A1 |
| US 11739526 A1, 12.05.2022 | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| https://web.archive.org/web/20240421231809/https://www.bianchicasseforme.it/en/formwork-moulds/3d-elements/ | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |

