ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННЫЕ ЗАЯВКИ
[0001] Данная заявка испрашивает приоритет предварительной заявки на патент США №62/313,493, поданной 25 марта 2016 года под названием LIQUID METAL JET OPTIMIZATION IN DIRECT CHILL CASTING", которая включена в данное описание в полном объеме посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] Данное описание относится к процессам литья металла в целом и, более конкретно, к контролю над введением жидкого металла в форму для жидкого металла во время литья с прямым охлаждением.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0003] При определенных процессах литья жидкий металл заливают в полость литейной формы. Для некоторых типов литья используются полости литейных форм с ложными или смещаемыми основаниями. Когда жидкий металл попадает в полость литейной формы, как правило, сверху, ложное основание опускается со скоростью, которая связана со скоростью данного потока флюида. Жидкий металл, затвердевающий вблизи боковых стенок литейной формы, используется для удержания жидкого или частично жидкого металла в форме для жидкого металла. Металл может быть на 99,9% твердым (например, полностью твердым), на 100% жидким и в любом промежуточном состоянии. Форма для жидкого металла принимает V-образную или U-образную форму вследствие утолщения твердых областей по мере охлаждения жидкого металла. Раздел между твердой и жидкой фазами металла может быть известен как фронт кристаллизации.
[0004] Поскольку жидкий металл в форме для жидкого металла находится в состоянии, которое характеризуется, приблизительно, как наличие от 0% твердого вещества до, приблизительно, 5% твердого вещества, в этих условиях могут формироваться небольшие кристаллы металла (например, эндогенно, путем гомогенного зарождения центров кристаллизации или формаций, состоящих из фрагментаций дендрита, или экзогенно, путем введения добавок, измельчающих зерна сплавов). Эти небольшие кристаллы (например, величиной от нанометра до микрона) начинают служить центрами кристаллизации и формировать дендриты при охлаждении жидкого металла. Как только жидкий металл охлаждается до точки когерентности дендрита (например, 632°С для алюминия марки 5182 является температурой завершения перехода из жидкой в твердую фазу), дендриты начинают склеиваться, образуя взаимосвязанную сеть. Если же температура находится в пределах между температурой плавления и температурой когерентности, такие кристаллы довольно подвижны и восприимчивы к гидродинамическому сопротивлению жидкости и силам гравитации, что может привести к накоплению этих кристаллов в нижней части формы. В силу ограничений промышленных процессов затвердевания полной диффузии не происходит, в результате чего отдельные зерна разрушаются в растворенном компоненте. Если же подобные отдельные зерна накапливаются, объемный эффект может радикально изменить локальные композиции в продукте литья, что может привести к изменениям свойств продукта литья. Кроме того, в зависимости от температуры и процента твердых фракций в жидком металле, кристаллы могут формировать включения либо захватывать различные частицы, такие как, частицы FeAl6, Mg2Si, FeAl3 и Al8Mg5 для некоторых заготовок алюминия или содержать примеси, например, пузырьки Н2.
[0005] Кроме того, в процессе затвердевания и последующего охлаждения кристаллов дополнительные растворенные вещества (например, легирующие элементы) могут попадать между кристаллами (например, между дендритами кристаллов) и накапливаться в форме для жидкого металла, обычно в средней части, что приводит к нарушению баланса легирующих элементов в слитке. Разделение легирующих элементов на макроуровне можно назвать макроскопической ликвацией. Когда выполняется анализ литого бруска или полуфабриката, макроскопическая ликвация может рассматриваться как изменение состава литого бруска по размеру (например, по ширине, длине, высоте или диаметру) продукта литья. Макроскопическая ликвация литого слитка может привести к появлению отходов и к увеличению стоимости продукции. Макроскопическая ликвация также приводит к ухудшению качества слитков или полуфабрикатов, что может быть особенно нежелательным в некоторых случаях, например, при изготовлении корпусов, применяемых в аэрокосмической отрасли.
[0006] Иногда требуется, чтобы слиток соответствовал некоторым требуемым спецификациям по различным измеряемым величинам, таким как, количество присадок. На эти величины могут негативно повлиять процессы макроскопической ликвации. И хотя в результате слиток, характеризующейся подобной макроскопической ликвацией, может, в целом, соответствовать измеряемым величинам, попадающим в необходимые спецификации, отдельные области слитка, особенно те, где процессы макроскопической ликвации протекали интенсивно, могут характеризоваться измеряемыми величинами, выходящими за пределы требуемых спецификаций. Например, состав слитка (количество присадок) может изменяться, в среднем, примерно на 25% или более, в зависимости от его размера. В таком случае слиток в целом может соответствовать граничным величинам, входящим в спецификацию для слитков, но величина макроскопической ликвации вблизи центра слитка может быть значительной, вследствие чего центральная область слитка будет характеризоваться измеримыми величинами, значительно отклоняющимися от необходимых спецификаций. Поэтому, по меньшей мере, в какой-то степени из-за нежелательных процессов макроскопической ликвации, различные спецификации для изделий, изготовленных из таких стандартных слитков, могут потребовать дополнительных мер по безопасному их использованию (например, если средний предел прочности материала превышает ожидаемую нагрузку на материал в любой заданной точке), и эффективность использования любой части подобного слитка может быть меньше ожидаемой.
[0007] Попытки уменьшить нежелательную макроскопическую ликвацию в продуктах литья опирались на применение дополнительных порций добавок, измельчающих зерно, что может быть нежелательным по разным причинам, поскольку повышают стоимость слитков, а также увеличивает риск их загрязнения. Для некоторых случаев попытки уменьшить нежелательную макроскопическую ликвацию в продуктах литья основывались на использовании физических барьеров для замедления или уменьшения интенсивности жидкого потока в форме для жидкости.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[0008] Спецификация ссылается на следующие прилагаемые фигуры, в которых использование одинаковых ссылочных позиций для разных фигур служит для иллюстрации подобных или аналогичных компонентов.
[0009] На Фиг. 1 проиллюстрирован вид с частичным разрезом примерной системы для отливки металла, поддерживающей струйную подачу жидкого металла.
[0010] На Фиг. 2 проиллюстрировано схематическое изображение струи жидкого металла, падающей в суспензионную зону формы для жидкого металла.
[0011] На Фиг. 3 проиллюстрирован график, демонстрирующий предсказанные безразмерные параметры, характеризующие струйную обработку для различных примерных алюминиевых сплавов, эти параметры относятся к формированию оптимальной струи жидкого металла для вторичного перемешивания зерен в суспензионной области формы для металла в соответствии с некоторыми аспектами настоящего описания.
[0012] На Фиг. 4 проиллюстрирована контурная диаграмма, демонстрирующая интенсивность микроскопической ликвации в соответствии с вертикальным и горизонтальным положениями при литье алюминиевого сплава Al4.5Cu с использованием существующих технологий без описанных здесь методов оптимизации струи жидкого металла.
[0013] На Фиг. 5 проиллюстрирована контурная диаграмма, демонстрирующая интенсивность микроскопической ликвации в соответствии с вертикальным и горизонтальным положениями при литье алюминиевого сплава Al4.5Cu с использованием параметров, установленных для достижения числа Рейнольдса формы, приблизительно равного 1600, и при выборе отверстия разливочного стакана для достижения числа Рейнольдса струи, приблизительно равного 64000.
[0014] На Фиг. 6 проиллюстрирована контурная диаграмма, демонстрирующая интенсивность микроскопической ликвации в соответствии с вертикальным и горизонтальным положениями при литье алюминиевого сплава Al4.5Cu с использованием параметров, установленных для достижения числа Рейнольдса формы, приблизительно равного 1600, и при выборе отверстия разливочного стакана для достижения числа Рейнольдса струи, приблизительно равного 69000.
[0015] На Фиг. 7 проиллюстрирована контурная диаграмма, демонстрирующая интенсивность микроскопической ликвации в соответствии с вертикальным и горизонтальным положениями при литье алюминиевого сплава Al4.5Cu с использованием параметров, установленных для достижения числа Рейнольдса формы, приблизительно равного 1600, и при выборе отверстия разливочного стакана для достижения числа Рейнольдса струи, приблизительно равного 81000.
[0016] На Фиг. 8 проиллюстрирована контурная диаграмма, демонстрирующая интенсивность микроскопической ликвации в соответствии с вертикальным и горизонтальным положениями при литье алюминиевого сплава Al4.5Cu с использованием параметров, установленных для достижения числа Рейнольдса формы, приблизительно равного 1600, и при выборе отверстия разливочного стакана для достижения числа Рейнольдса струи, приблизительно равного 97000.
[0017] На Фиг. 9 проиллюстрирована контурная диаграмма, демонстрирующая интенсивность микроскопической ликвации в соответствии с вертикальным и горизонтальным положениями при литье алюминиевого сплава Al4.5Cu с использованием параметров, установленных для достижения числа Рейнольдса формы, приблизительно равного 1600, и при выборе отверстия разливочного стакана для достижения числа Рейнольдса струи, приблизительно равного 121000.
[0018] На Фиг. 10 проиллюстрирован график, демонстрирующий показатель макроскопической ликвации (MI) в зависимости от величины числа Рейнольдса струи для каждого из слитков, проиллюстрированных на Фиг. 5-9.
[0019] На Фиг. 11 проиллюстрирована блок-схема последовательности операций, иллюстрирующая процесс определения оптимизированных параметров литья с использованием известной формы в соответствии с некоторыми аспектами данного описания.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[0020] Некоторые аспекты и свойства данного описания связаны с оптимизацией струи жидкого металла, используемой для подачи жидкого металла во время операции литья с прямым охлаждением (ПО). Эрозия затвердевающих зерен в суспензионной зоне формы для жидкого металла может моделироваться для определения оптимизированной струи жидкого металла, которая размывает суспензионную зону формы для литья, но не затвердевший металл со скоростью, равной скорости литья. Безразмерная версия модели может использоваться для формирования параметров литья (например, оптимального размера отверстий для разливочных стаканов и оптимальных скоростей жидкого металла), которые обеспечивают оптимизированную струю жидкого металла во время литья, в результате чего слиток металла характеризуется улучшенными свойствами в отношении макроскопической ликвации (например, уменьшение или почти полное исключение макроскопической ликвации, более равномерное распределение растворенных веществ или более однородные профили макроскопической ликвации). Описанный здесь процесс литья брусков с использованием оптимизированной струи жидкого металла приводит к небольшим показателям макроскопической ликвации, при этом отличия в концентрациях растворенных веществ от соответствующих значений, которые характеризуют жидкий металл при его поступлении в форму, не превышают 10% или менее или 5% или менее по ширине, длине или высоте слитка.
[0021] Макроскопическая ликвация может иметь место вследствие некоторого смещения жидкой и твердой фаз в процессе затвердевания металла. Разделение растворенного вещества между жидкой и твердой фазами на микроуровне (т.е. микроскопическая ликвация) может транслироваться на более существенные различия химического состава (например, макроскопической ликвации). Данная трансляция может быть обусловлена различными факторами, влияние которых зависит не только от практики литья, но и от состава сплавов, и от формы области трансформации. Различные факторы, такие как температурная конвекция или степень усадки потока в форме для металла, трудно проконтролировать. Иногда макроскопическая ликвация происходит вследствие одной или нескольких комбинаций усадки потока в виде зерен и осаждения их на дне формы для жидкого металла. В относительно больших слитках и биллетах (например, диаметр или толщина которых превышает, примерно, 300 мм) седиментация зерен становится доминирующим фактором макроскопической ликвации, тогда для относительно небольших слитков и биллетов (например, диаметр или толщина которых не превышает, приблизительно, 300 мм), усадка потока становится доминирующим фактором в процессе макроскопической ликвации. Усадка потока может приводить к неоднородному распределению растворенного вещества в форме для жидкого металла. Некоторые аспекты и признаки настоящего описания относятся к методам улучшения макроскопической ликвации, оказывая противодействие некоторым эффектам, которые способствуют развитию макроскопической ликвации при усадке потока и/или седиментации зерен.
[0022] Используемые в промышленности литые алюминиевые сплавы обычно проявляют тенденцию затвердевать в виде зерен с равными осями, часто вследствие добавления экзогенных центров зарождения кристаллизации (например, добавок, измельчающих зерно). В суспензионной зоне между изотермами линий плавления и когерентности затвердевшие зерна подвижны и перемещаются на некоторые расстояния в зависимости от условий, складывающихся в форме для жидкого металла (например, температурная конвекция, усадка потока и изменения объема при контакте с алюминием). Когда свободные перемещающиеся зерна транспортируются и оседают на дне формы, формируется фракция твердой фазы, превышающая целевое равновесное состояние. Такие зерна, оседающие на дне формы, иллюстрируют процесс седиментации зерна. Для доэвтектических алюминиевых сплавов, куда входят многие, если не большинство, продуктов литья, получаемые в процессе литья с прямым охлаждением, твердая фаза может быть менее богата растворенными веществами по сравнению с жидким состоянием, в результате чего большая часть твердой фазы имеет отрицательную ликвацию (например, концентрация в ней растворенного вещества ниже средней концентрации растворенного вещества, которая имеет место для поступающего в форму жидкого металла). В примере, концентрация растворенных веществ на центральной линии бруска, полученного литьем с прямым охлаждением, может быть примерно на 15-20% ниже, чем в композиционном составе жидкого металла в печи, которая используется при литье бруска.
[0023] Отрицательная ликвация может резко изменить конечные механические свойства литых брусков или полуфабрикатов (например, бруски или полуфабрикаты из алюминиевых сплавов серии 1xxx, 2ххх, 3ххх, 4ххх, 5ххх, 6ххх, 7ххх и 8ххх). Предотвращение избирательной седиментации свободно движущихся зерен может повлиять на макроскопическую ликвацию, что, в конечном итоге, уменьшает вариативность их состава в зависимости от направлений в брусках, полученных литьем с прямым охлаждением. Струя расплавленного металла может вводиться непосредственно в основание формы, что предотвратит седиментацию зерен. В некоторых случаях, например, при формировании биллетов (при использовании кругового вытягивания или горячей штамповки), направление струй в основание формы может вызвать эрозию этой формы (например, эрозию полностью затвердевшего металла), что может привести к проблемам, отрицательно влияющим на затвердевание биллета. Например, при литье биллетов идеальный диаметр струи имеет довольно узкий диапазон, при наличии струй слишком малого диаметра формируется нежелательно глубокая воронка в форме с избыточно крутым профилем формы, а струя слишком большого диаметра, формирует нежелательно широкую воронку в форме с избыточно широким профилем формы. Некоторые аспекты настоящего описания связаны с оптимизацией струи расплавленного металла достаточной мощности для торможения седиментации зерен без угрозы эрозии формы. Для некоторых случаев аспекты настоящего описания используются литья с прямым охлаждением прямоугольных слитков. Для некоторых случаев аспекты настоящего описания используются при вертикальном литье. Для некоторых случаев аспекты настоящего описания используются в процессах литья, которые проходят с отклонениями на 30°, 25°, 20°, 15° или 10° от вертикали. Для некоторых случаев аспекты настоящего описания могут применяться в случае горизонтального литья.
[0024] Оптимизированные параметры литья (например, скорость потока металла и/или диаметр отверстия разливочного стакана) могут формировать струю жидкого металла, достаточную для удаления дополнительных зерен из суспензионной зоны в форме, при этом часть зерен оседает и полностью затвердевает. Подобная струя препятствует эффектам седиментации зерна, а также потенциально противодействует некоторым эффектам усадки. Оптимальная энергия струи жидкого металла может находиться в узком диапазоне, который определятся безразмерным числом Рейнольдса для струи. Оптимизированные параметры литья могут быть определены так, что безразмерное число Рейнольдса получаемой струи и безразмерное число Рейнольдса используемой формы попадают в предсказанный диапазон значений, исходя из описанных здесь методов.
[0025] В дополнение к имеющимся проблемам, или в качестве альтернативы к процессу седиментации зерна, усадка потока может привести к проблемам, связанным с макроскопической ликвацией. Например, затвердевающие зерна могут привести к локальному увеличению концентрации растворенного вещества в жидком металле, непосредственно прилегающем к затвердевающим зернам, в то время как в областях формы для жидкого металла, которые удалены от затвердевающих зерен, концентрация растворенного вещества оказывается ниже. При затвердении зерен растворенное вещество может попасть в ловушку внутри или между зернами. Поскольку жидкость, окружающая затвердевающие зерна, обычно характеризуется относительно высокой концентрацией растворенного вещества, подобная локализация растворенного вещества может приводить к формированию нежелательных интерметаллидов. Области, отличающиеся высокой концентрацией растворенного вещества, могут формироваться в результате усадки потока.
[0026] В некоторых случаях оптимизированные параметры литья могут создавать струи жидкого металла, достаточные для оптимизации или увеличения гомогенности распределения растворенного вещества в форме для жидкого металла. Такая струя может противодействовать эффектам усадки, а также потенциально противодействовать некоторым последствиям седиментации зерна. Достаточная струя жидкого металла может быть направлена в форму для жидкого металла и вызывать достаточное перемещение жидкости в форме для смешивания локализованных областей, характеризующихся относительно высокой концентрацией растворенного вещества с локализованными областями, где относительно низка концентрация растворенного вещества, в результате в форме для жидкого металла образуется более гомогенизированный состав. Поэтому при использовании достаточной струи жидкого металла любое захваченное растворенное вещество будет иметь относительно более низкие концентрации, чем при использовании жидкой металлической струи в известных вариациях (например, при использовании комбинированного резервуара или мешочного фильтра).
[0027] Кроме того, достаточная струя жидкого металла может снижать пористость продукции вследствие наличия газообразного водорода в жидком металле. Газообразный водород может попасть в ловушку между дендритными осями в жидком металле. Однако при наличии достаточной струи жидкого металла, результирующее движение жидкости в форме для жидкого металла способствует коагуляции пузырьков водорода, вследствие чего пузырьки водорода плавают в верхней части формы и выводятся из жидкого металла. В некоторых случаях, по меньшей мере, часть газообразного водорода, выделяемого соседними затвердевающими зернами, смешивается внутри жидкого металла вместо того, чтобы захватываться областями, находящимися между осями дендритов.
[0028] Таким образом, некоторые аспекты и свойства настоящего описания позволяют улучшить макроскопическую ликвацию, противодействуя некоторым вызывающим макроскопическую ликвацию эффектам усадки потока и/или седиментации зерна. Полученный металлический слиток или биллет имеет улучшенные свойства макроскопической ликвации по сравнению с металлическим слитком или биллетом, сформированным без использования определенных аспектов и свойств настоящего описания. Улучшенные свойства макроскопической ликвации выражаются показателем макроскопической ликвации, как описано здесь, причем большие числа характеризуют повышение уровня нежелательной макроскопической ликвации в слитке или биллете. Улучшенные свойства макроскопической ликвации могут характеризоваться значением показателя макроскопической ликвации, который меньше, чем у слитка, сформированного без учета определенных аспектов и свойств настоящего описания.
[0029] Для моделирования процесса литья с прямым охлаждением можно сделать предположение, что гетерогенное зарождение центров кристаллизации является единственным источником формирования зерен на фронте затвердевания. Таким образом, сохранение массы может обеспечить управляющее уравнение переноса в суспензионной зоне, как проиллюстрировано в уравнении 1. Уравнение 1 может основываться на упрощенной версии уравнения переноса Эйлера, где N является характеристикой выброса для образования центров кристаллизации (например, в м-3 с-1), n - плотность числа зерен (например, в м-3), ut - скорость перемещения жидкого металла (например, в метрах в секунду).

[0030] Статистическая модель плотности зерен как функции среднего недостаточного охлаждения (ΔTN±ΔТσ) и максимальной плотности зерен (nmax) может определяться с использованием распределения Гаусса, как показано в уравнении 2, где ΔTN - среднее значение недостаточного охлаждения, ΔTσ - стандартное отклонение от среднего значения, a ΔT - количественная оценка недостаточного охлаждения.

[0031] Конкретные параметры уравнения 2 (например, коэффициенты недостаточного охлаждения) могут определяться экспериментально для данной композиции сплава, типа используемой добавки, измельчающей зерно, и длительности внесения добавки, измельчающей зерно. Каждое уникальное недостаточное охлаждение соответствует определенному радиусу зарождения центров кристаллизации, заданному, например, соотношением Гиббса-Томсона.
[0032] Формирование и плавление ядер в уравнении 1 могут быть включены в единую характеристику выброса, N, связанную с общей плотностью зерен n(ΔТ) при определенном данном недостаточном охлаждении ΔT посредством интегрирования уравнения 2, как показано в уравнении 3:

[0033] Дополнительное условие существует для плотности зерен (например, где  в уравнении 1). Поэтому всеобъемлющее уравнение переноса может быть определено путем приравнивания общего вклада в зарождение центров кристаллизации в районе фронта с учетом недостаточного охлаждения. Применение этой формы уравнения в качестве граничного условия для фронта кристаллизации может быть реализовано в коде из конечных элементов для определения соответствующих параметров струи. Такой подход приводит к точному решению, но может быть связан с издержками с учетом вычислительных аспектов (например, при вычислении времени, энергетической стоимости и денежных издержек). Поэтому желательно представить проблему в нестандартной версии, которая может применяться специалистами-практиками без значительных затрат на выполнение вычислительных процедур.
в уравнении 1). Поэтому всеобъемлющее уравнение переноса может быть определено путем приравнивания общего вклада в зарождение центров кристаллизации в районе фронта с учетом недостаточного охлаждения. Применение этой формы уравнения в качестве граничного условия для фронта кристаллизации может быть реализовано в коде из конечных элементов для определения соответствующих параметров струи. Такой подход приводит к точному решению, но может быть связан с издержками с учетом вычислительных аспектов (например, при вычислении времени, энергетической стоимости и денежных издержек). Поэтому желательно представить проблему в нестандартной версии, которая может применяться специалистами-практиками без значительных затрат на выполнение вычислительных процедур.
[0034] Моделирование потока зерен и, в частности, эрозии зерен на зернистых поверхностях может начинаться с характеристик суспензии и переноса частиц в статистически устойчивом турбулентном потоке над гранулированным слоем с определения параметра Шилдса, Sh. Параметр Шилдса может представлять отношение напряжения сдвига вследствие перемещения потока текучей среды к весу, помноженному на площадь отдельных зерен внутри слоя, как проиллюстрировано в уравнении 4, где U является характеристикой скорости потока, dg, - диаметр зерна, g, - ускорение, возникающие вследствие силы тяжести (например, в процессе вертикального литья с прямым охлаждением), ρƒ и ρg - плотности жидкости и зерна соответственно.

[0035] Перенос зерен происходит в том случае, если параметр Шилдса превышает критическое значение, которое может зависеть от размера зерна, формы, когезии и подъемной силы. Этот критический параметр Шилдса довольно трудно определить экспериментально, частично потому, что физический механизм вторичного перемешивания срабатывает скоротечно вследствие турбулентных флуктуаций.
[0036] Альтернативная классификация гранулированного вторичного перемешивания и седиментации может выражаться числом Роуза, Rs, которое пропорционально отношению скорости отложения зерен и скорости турбулентного сдвига слоя. Это соотношение выражено ниже в уравнении 5, где u* - скорость сдвига, к - постоянная фон Кармана (например, приблизительно 0,40 или 0,41), a Us - конечная скорость осаждения зерен.

[0037] Поток, характеристики которого ниже критического значения Rs, может поддерживать зерна во взвешенном состоянии, поскольку турбулентная скорость колебаний больше, чем конечная скорость каждого зерна. В устойчивом потоке, где равны все направления, ожидается полное перемещение слоя при Rs≤2.5, и возникают значительные явления вторичного перемешивания при Rs≤1. В отличие от числа Шилдса, число Роуза учитывает влияние вязкости на каждую частицу, учитывая относительную скорость ее осаждения, Us. Для небольших зерен (с диаметром, например, около 70 мкм или меньшим для алюминиевых сплавов) Us может быть представлена как скорость осаждения Стокса, Us, как проиллюстрировано в уравнении 6, где ν представляет кинематическую вязкость (например, приблизительно 5,5×10-7 м2/с для расплавленного алюминия).

[0038] Гранулированное число Рейнольдса (Reg) затем может быть определено с использованием Us в качестве характеристической скорости, как проиллюстрировано в уравнении 7, где dg является диаметром зерна.

[0039] Как описано здесь, вышеупомянутые параметры были экспериментально определены для горизонтального потока над горизонтальным зернистым слоем. Однако аналогичные параметры можно переопределить для струи, падающей перпендикулярно на зернистый слой, как описано более подробно ниже со ссылкой на Фиг. 2. В результате формируется безразмерная модель, которая может быть использована для оптимизации параметров литья, при которых оптимизированная струя жидкого металла минимизирует интенсивность макроскопической ликвации в отлитом бруске.
[0040] Сведение к минимуму интенсивности макроскопической ликвации в отлитом бруске может сулить ряд выгод (например, получение необходимого слитка с нужными производственными качествами или поддержка более последовательного процесса формирования слитков), а также дополнительные преимущества, такие как, уменьшение размеров зерен, улучшение формирования дендритов, и снижение потребностей в добавках, измельчающих зерна. Для некоторых случаев необходимый литой брусок может получаться при небольшом внесении или без внесения добавок, измельчающих зерна. Кроме того, оптимизированная струя жидкого металла может фрагментировать зерна, что по всему продукту литья способствует увеличению количества зерен с меньшими размерами, к чему обычно и стремятся. Например, оптимизированная струя жидкого металла может формировать шаровидные зерна с использованием по всем иным параметрам стандартный процесс литья с прямым охлаждением.
[0041] Для некоторых случаев оптимизированная струя жидкого металла может способствовать дегазации расплавленного металла. Например, водород, растворенный в жидком алюминии, может вымываться при перемешивании, которое обеспечивается оптимизированной струей жидкого металла в суспензионной зоне формы для жидкого металла. Поскольку водород имеет ограниченную растворимость в твердом алюминии, небольшие объемы водорода, включая объемы, недостаточные для зарождения пузырька, могут перемешиваться и смываться с поверхности струей жидкого металла. Водород, смытый с поверхности, может удаляться как примесь. В некоторых случаях адаптация размера разливочного стакана или скорости потока, как здесь описано, могут применяться для внесения структурных изменений или перераспределения частиц на этапе вторичной фазы. Кроме того, в некоторых случаях, описанные здесь размеры разливочного стакана или скорость потока, применяются для улучшения процессов перемешивания, например, при добавлении дополнительного расплавленного металла в области, обогащенные растворенными веществами (например, в области, смежные с фронтом кристаллизации), в целях разбавления состава именно этих областей.
[0042] Подобные иллюстративные примеры приведены для ознакомления читателя с общим предметом, обсуждаемым здесь, и не предназначены для ограничения объема описанных понятий. В следующих разделах описаны различные дополнительные свойства и примеры со ссылками на фигуры, где одинаковые цифры указывают на идентичные элементы, а описания используются для пояснения иллюстративных вариантов реализации изобретения, но, как и иллюстративные варианты реализации изобретения, не следует их использовать для ограничения сути настоящего изобретения. Элементы, включенные в приведенные здесь иллюстрации, не могут в дальнейшем масштабироваться.
[0043] На Фиг. 1 проиллюстрирован вид с частичным разрезом системы литья металла 100, применяемой для подачи жидкой металлической струи 134. Система подачи расплавленного металла 102, например, промежуточное разливочное устройство, может подавать расплавленный металл вниз по подающей трубе 136 и из разливочного стакана 110. Нижний блок 122 может подниматься гидравлическим цилиндром 124 для соответствия стенкам полости литейной формы 116. Когда расплавленный металл начинает затвердевать внутри формы, нижний блок 122 может постепенно опускаться. Отлитый металл 106 может содержать боковые поверхности 120, которые затвердевают, в то время как расплавленный металл, добавляемый к литью, может использоваться для непрерывного удлинения отливаемого металла 106. Для некоторых случаев полость литейной формы 116 образует зазор и может содержать охлаждающую жидкость 118, например, воду. Охлаждающая жидкость 118 может выходить в виде струй из зазора и течь вниз по боковым поверхностям 120 отлитого металла 106, способствуя затвердеванию отлитого металла 106. Литой брусок может содержать область затвердевшего металла 130, переходную область металла 128 и область расплавленного металла 126.
[0044] Разливочный стакан 110, через который расплавленный металл подается в форму для жидкого металла 112, может располагаться под поверхностью 114 формы для жидкого металла 112, по меньшей мере, во время работы в стационарном режиме (например, после запуска процесса литья, но до завершения процесса литья). Разливочный стакан 110 может иметь такую форму, чтобы размер его отверстия 108 (т.е. выпускного отверстия) позволял формировать оптимизированную струю жидкого металла 134, которая направлена в форму для жидкого металла 112. Для некоторых случаев разливочный стакан 110 содержит множество отверстий, предназначенных для получения одной или нескольких струй жидкого металла. Струя жидкого металла 134, выходящая из разливочного стакана 110, может быть турбулентной или ламинарной. Оптимизированная струя жидкого металла 134 может быть оптимизирована для попадания в суспензионную зону формы для жидкого металла 112, например, в часть переходной области 128, которая находится вблизи центра слитка, с силой, достаточной для вторичного перемешивания всех седиментированных зерен, но недостаточной для эрозии дна формы для жидкого металла 112 (например, области затвердевания 130).
[0045] В некоторых случаях дополнительное устройство контроля над потоком 104 может оперативно соединяться с разливочным стаканом 110 для поддержки контроля над потоком расплавленного металла, который выходит из разливочного стакана 110. Для некоторых случаев устройство контроля над потоком 104 служит для уменьшения потока расплавленного металла из подающей трубы 136. Примером подходящего устройства для уменьшения потока является контрольный штифт, находящийся в подающей трубе 136. Для некоторых случаев устройство контроля над потоком 104 может служить для увеличения потока расплавленного металла из подающей трубы 136. Примерами подходящего устройства для увеличения потока могут служить насосы для металла, такие как бесконтактный насос для расплавленного металла, как описано в заявке США №14/719050, поданной в 21 мая 2015, которая включена в качестве ссылки в полном объеме. В некоторых случаях устройство для увеличения потока может также действовать как устройство для уменьшения потока.
[0046] Устройство контроля над потоком 104 может находиться под управлением контроллера 132 для изменения скорости потока расплавленного металла, выходящего из отверстия разливочного стакана 110. Для некоторых случаев контроллер 132 соединяется с одним или несколькими датчиками для определения параметров системы отливки металла 100, которая может применяться контроллером 132 для оценки или расчета глубины формы для жидкого металла 112. Примерными подходящими датчиками являются дистанционные датчики (например, лазерные, ультразвуковые и другие), температурные датчики, а также другие датчики.
[0047] Когда используется устройство контроля над потоком 104, можно управлять потоком расплавленного металла, изменяя отверстие разливочного стакана 110 с помощью устройства контроля над потоком 104, осведомленность о размере отверстия разливочного стакана 110 и/или характеристики полости литейной формы 116, что обеспечит формирование оптимизированной струи жидкого металла 134 в форме для жидкого металла 112. Контроллер 132 может вносить изменения в одно или несколько устройств контроля над потоком 104, таких как насосы и/или контрольные штифты, что позволит регулировать поток металла с помощью отверстий разливочного стакана 110. Для некоторых случаев контроллер 132 может управлять процессом литья, определяя скорость отливки или расчетную глубину формы для жидкого металла 112, что позволит вносить коррективы в поток жидкого металла с помощью отверстий разливочного стакана 110 и устройства контроля над потоком 104 для оптимизации струи жидкого металла 134, выходящей из отверстия разливочного стакана 110.
[0048] В некоторых случаях устройство контроля над потоком 104 используется для замедления скорости потока расплавленного металла через отверстие разливочного стакана 110, по меньшей мере, во время начальных фаз литья, таких как первые 100-300 мм литья, таким образом скорость потока флюида медленно нарастает вместе со скоростью отливки от нулевого значения до полного значения скорости.
[0049] В некоторых случаях контроллер 132 может управлять одним или несколькими устройствами контроля над потоком 104 для регулирования потока металла через отверстие разливочного стакана 110 в колебательном режиме. Колебательный режим включает увеличение и уменьшение потока металла через отверстие разливочного стакана 110 со временем, что дополнительно противодействует факторам, вызывающим макроскопическую ликвацию, например, седиментацию зерна и/или возникновение неоднородностей растворенных веществ.
[0050] На Фиг. 2 проиллюстрировано схематическое изображение 200 струи жидкого металла 234, падающей в суспензионную зону 228 формы для жидкого металла 212. Например, струя жидкого металла 234 может быть представлять собой струю жидкого металла 134, падающую в переходную область 128 формы для жидкого металла 112, проиллюстрированной на Фиг. 1. Струя жидкого металла 234 может иметь объемный поток Q0 жидкого металла, который впрыскивается на зернистый слой 236 через разливочный стакан 210, имеющий отверстие 208 диаметра ∅, где ∅=2bo. Скорость струи жидкого металла 234, которая выходит из разливочного стакана 210, может быть представлена как U0. Струя 234 может располагаться на высоте Н0 относительно изотермы когерентности 238. В случае литья с прямым охлаждением Н0 может аппроксимироваться на основе глубины формы 244, поскольку расположение зоны суспензии трудно диагностировать. Для оценки глубины формы как функции от параметров литья можно применять различные подходы. Зернистый слой материала 236, который формирует суспензионную зону 228 формы для жидкого металла 212, может располагаться над изотермой 238 когерентности. Суспензионная зона 228 может находиться на высоте h0 над изотермой когерентности 238. Отдельные зерна 242 в суспензионной зоне 228 могут быть определены как имеющие диаметр d.
[0051] Как описано выше, уравнение 5, представляющее число Роуза для турбулентной струи, воздействующей на слой частиц в горизонтальной области, может быть переопределено для струи 234, падающей перпендикулярно на зернистый слой 236, как проиллюстрировано на Фиг. 2. Переопределенное уравнение для данной перпендикулярной области представлено с помощью уравнения 8, где Uj - скорость струи 234 на поверхности зернистого слоя 236 (например, на расстоянии Н0 - h0 от отверстия разливочного стакана 208), к является константой фон Кармана (например, приблизительно 0,40 или 0,41), a Us представляет конечную скорость осаждения зерен 242.

[0052] Скорость струи 234 на поверхности зернистого слоя 236 можно определить, применяя теорию турбулентных струй, как проиллюстрировано в уравнении 9, где b0 - радиус отверстия разливочного стакана 208, Н0 и h0 представляют приблизительную общую высоту флюида (например, расплавленного металла) и зернистого слоя 236, соответственно, и U0 представляет среднюю скорость флюида через отверстие разливочного стакана 208 в форму для жидкого металла, как определено уравнением 10 (т.е. выраженную как функция от уровня объемного расхода Q0).


[0053] Для турбулентной струи в качестве постоянной уноса можно принять значение, равное, приблизительно, 0,08.
[0054] Для сферических частиц, подчиняющихся закону Стокса (например, Reg<.1), Sh, Rs и Reg могут связываться уравнением 11.

[0055] Критическое число Шилдса, Shc, можно рассматривать в отношении гранулярному числу Рейнольдса в соответствии с  . Следовательно, критическое число Роуза можно определить для масштабирования с помощью гранулярного числа Рейнольдса согласно уравнению 12.
. Следовательно, критическое число Роуза можно определить для масштабирования с помощью гранулярного числа Рейнольдса согласно уравнению 12.

[0056] Наличие нескольких зерен, падающих вместе, которые падают со скоростью роя, Uth, описывается уравнением 13, где Cυ - объемная доля твердых частиц, a m - константа, полученная для гранулярных чисел Рейнольдса из уравнения 14.


[0057] Используя уравнение 5 из работы M.G. Chu, J.E. Jacoby. «Macrosegregation characteristics of commercial size aluminum alloy ingot cast by the direct chill method» (М.Дж. Чу, Я. Якоби. «Характеристики макроскопической ликвации слитка из алюминиевого сплава промышленного размера, отлитого методом прямого охлаждения»), вышедшей в сборнике Light Metals (Легкие металлы) под редакцией С.М. Байкерта (С.М. Bickert (Ed.)), TMS, PA (1990), для объемной доли седиментных зерен в сочетании с наблюдаемым на центральной линии слитка обедненным содержанием растворенных веществ, как рассматривается в работе Wagstaff, S.R., Allanore, A. «Experimental Observations and Analysis of Macrosegregation in Rolling Slab Ingots» (Вогастафф, С.Р., Элланор, А. «Экспериментальные наблюдения и анализ макроскопической ликвации в брусках из плоских заготовок для прокатки листа»), вышедшей в сборнике Light Metals (Легкие металлы) под редакцией М. Hyland (М. Хилэнд), TMS, РА, 2015, ссылки на которые включены в данное описание, объемная доля твердых частиц (Cυ) определяется как имеющая порядок 0,2. Применение этого эффекта к уравнению 11 приводит к уравнению 15.

[0058] Как описано выше, струя жидкого металла 234 может перемешивать зерна 242 из зернистого слоя 236, если превышено критическое значение параметра Шилдса Shc или если число Роуза меньше Rsc (т.е. критического числа Роуза). Для горизонтального канального потока транспорт зерен может определяться объемным потоком зерен на единицу ширины потока Q. Затем получают безразмерный поток на единице ширины потока путем нормализации транспорта зерен с учетом размеров зерен и скорости осаждения.
[0059] Для транспорта зерен при равномерном горизонтальном потоке через зернистые слои эмпирические отношения определяются как отношение  к разности, Sh - Shc, в соответствии с уравнением 16, где значения Р и Cs являются константами, зависящими от размера зерна, плотности зерна и напряжения, вызываемого перетеканием потока через слой. Константы Р и Cs могут быть определены экспериментально.
к разности, Sh - Shc, в соответствии с уравнением 16, где значения Р и Cs являются константами, зависящими от размера зерна, плотности зерна и напряжения, вызываемого перетеканием потока через слой. Константы Р и Cs могут быть определены экспериментально.

[0060] Радиус кратера 240, создаваемого ударной струей 234, может незначительно отличаться при увеличении мощности струи. Поэтому кратер 240 углубляется с увеличением скорости струи у основания кратера 240 при сохранении почти постоянного его радиуса (r0). Это предположение и экстраполяция действительны, по крайней мере, для несвязных зерен, образующих проницаемый слой. Однако связные зернистые слои (например, спаянные зерна) могут приводить к эффектам высокотемпературной ползучести для вторичного перемешивания в дополнение к приложенному напряжению сдвига. Поэтому связные зернистые слои могут «отражать», по меньшей мере, часть ударной струи и, поэтому эффекты от использования струи распределяются не столь равномерно, и их трудно предсказать. Кроме того, эффект соударения может привести к распределению поверхностного давления и просачиванию потока внутрь слоя. Поток просачивания может переместить напряжения сдвига глубже внутрь слоя, а не к быстрому их рассеиванию, как в случае непроницаемых слоев.
[0061] Следовательно, объемный поток зерен, вторично перемешиваемых из кратера 240 вследствие влияния жидкой металлической струи 234, может быть представлен в соответствии с уравнением 17, где скорость углубления кратера (Uc) (например, скорость углубления кратера 240) является постоянной (т.е. объемный поток также считается постоянным). Другими словами, уравнение 17 представляет объемный поток зерен, перемещаемых из суспензионной зоны 228 вследствие соударения с жидкой металлической струей 234. Обозначение r0 может представлять радиус кратера.

[0062] Отношение потока зерен к площади плотности зерен можно представить как  , где используется скорость принудительного осаждения для учета взаимодействий между зернами внутри кратера.
, где используется скорость принудительного осаждения для учета взаимодействий между зернами внутри кратера.
[0063] Отношение потока зерен к площади плотности зерен можно использовать для безразмерного уравнения 17, как проиллюстрировано в уравнении 18, где  является безразмерным объемным потоком.
является безразмерным объемным потоком.

[0064] Соотношение, представленное в уравнении 18, определяет относительную скорость углубления кратера в предположении, что кратер 240 углубляется независимо от свойств самих зерен.
[0065] Поскольку определение Rs в уравнении 8 явно зависит от скорости осаждения зерен 242 и, поэтому, учитывает влияние турбулентных флуктуаций, уравнение 16 можно заменить на безразмерный поток зерен, как проиллюстрировано в уравнении 19, где Cr является постоянной пропорциональности, которая зависит от размера зерна, плотности и напряжения, создаваемого потоком над слоем. Константу Cr можно определить экспериментальным путем.

[0066] Следовательно, используя уравнения 8 и 18 и соотношение для критического числа Роуза из уравнения 15, уравнение 19 дает явное выражение для скорости углубления кратера Uc в зависимости от скорости струи 234 на слое 326, как проиллюстрировано в уравнении 20, где С1 и С2 являются константами пропорциональности, зависящими от размера зерна, плотности и напряжения, создаваемого потоком в слое. Константы С1 и С2 могут быть определены экспериментальным путем.
[0067] 
[0068] Для обеспечения оптимальной среды кристаллизации, по меньшей мере, в целях улучшения макроскопической ликвации, желательно сформировать струю жидкого металла 234, мощность которой находится в точно определяемом диапазоне, величина струи должна быть достаточна для вторичного перемешивания осажденных зерен 242, но недостаточна для разрушения дна формы для жидкого металла 212. Следовательно, струя жидкого металла 234 должна формироваться так, чтобы вызывать скорость углубления кратера (Uc), которая приблизительно равна скорости литья (например, вертикальной скорости смещения твердого бруска). Эти критерии гарантируют отсутствие или небольшое скопление зерен 242 в центре слитка, а также тот факт, что мощность струи будет рассеиваться при повторном перемешивании зерен (то есть, вместо формирования эрозии полностью затвердевшего металла). Для некоторых случаев, слиток с необходимыми свойствами может отливаться с использованием разливочного стакана, который формирует струю жидкого металла, достаточную для поддержания скорости углубления кратера, которая приблизительно равна или не более, чем на 1%, 2%, 3%, 4% или на 5% медленнее скорости литья, по крайней мере, в период, когда скорость литья стабильна. Для некоторых случаев необходимый слиток может отливаться с применением разливочного стакана, который формирует струю жидкого металла, достаточную для поддержания скорости углубления кратера в пределах приблизительно 1%, 2%, 3%, 4%, 5%, 6%, 7%, 8%, 9%, 10%, 11%, 12%, 13%, 14%, 15% или меньше от скорости литья, по крайней мере, в период, когда скорость литья стабильна.
[0069] Поскольку скорость струи на поверхности зернистого слоя (Uj) может быть определена как функция уровня объемного расхода, а, следовательно, и скорости литья, при этом итеративный вычислительный процесс реализуется до сходимости. Описанные выше уравнения, могут применяться для определения оптимальных параметров литья, включая отверстия разливочных стаканов и скоростей потока, как здесь описано.
[0070] На Фиг. 3 проиллюстрирована диаграмма 300, представляющая предсказанные безразмерные параметры струйной обработки для различных примерных алюминиевых сплавов, которые предназначены для поддержки оптимальной струи жидкого металла для вторичного перемешивания зерен в суспензионной зоне формы для жидкого металла в соответствии с некоторыми аспектами настоящего изобретения. Число Рейнольдса формы (Rem) 304 основывается на эквивалентном гидравлическом радиусе и скорости литья. Число Рейнольдса струи (Rej) 302 основывается на скорости и диаметре струи. Заштрихованная область 312 представляет диапазон значений, зависящих от свойств сплава, которые обеспечивают оптимальную струю жидкого металла для вторичного перемешивания зерен в суспензионной зоне формы для жидкого металла. Например, линия 306 представляет предсказанные безразмерные параметры струйной обработки для алюминиевого сплава 5182, линия 308 представляет предсказанные безразмерные параметры струйной обработки для алюминиевого сплава Al4.5Cu, а линия 310 представляет предсказанные безразмерные параметры струйной обработки для алюминиевого сплава 1050.
[0071] Данные диаграммы 300 можно рассматривать как оптимизированные корреляционные данные, которые коррелируют известное число Рейнольдса формы с числом Рейнольдса струи, которое может использоваться для определения оптимальных параметров литья, как здесь подробно описано. Данные диаграммы 300 могут определяться экспериментально, путем моделирования или применения имеющихся данных.
[0072] Изменяя параметры литья (например, диаметр отверстия разливочного стакана и скорость потока флюида, поступающего из разливочного стакана), такие как, что результирующие безразмерные параметры струйной обработки (т.е. число Рейнольдса струи и число Рейнольдса формы), которые соответствуют линии прогнозирования диаграммы 300, можно получить оптимальную струю жидкого металла. Например, для алюминиевого сплава Al4.5Cu выбирается оптимальный набор параметров литья (например, размер разливочного стакана и скорость потока металла) таким образом, чтобы полученное в результате число Рейнольдса струи составляло, приблизительно, 88000, а полученное в результате число Рейнольдса формы составляло, приблизительно, 1600, что соответствует линии 308 в точке 318. Аналогичным образом могут быть получены и остальные оптимальные параметры литья для алюминиевого сплава Al4.5Cu или для других алюминиевых сплавов.
[0073] Состав сплава является важным параметром модели, поскольку влияет как на относительную плотность твердой фазы, так и на глубину формы для жидкого металла в стадии стабильного литья. Действительно, для литья с прямым охлаждением, когда большая часть тепла удаляется через нижний твердый блок, некоторые элементы, такие как магний или цинк, могут существенно влиять на глубину формы для жидкого металла вследствие меньшей теплопроводности этих веществ относительно чистого алюминия. Подобные различия по глубине формы могут влиять на степень расширения струи. По мере того как осевая скорость струи уменьшается с увеличением глубины формы, для различных составов сплавов желательными оказываются разные размеры струй. Экспериментальные или смоделированные данные используются для генерации граничных кривых, представляющих эффективные параметры обработки для минимизации области ликвации, относящейся к центральной линии слитка, для диапазона алюминиевых сплавов, обычно используемых при литье с прямым охлаждением, как проиллюстрировано на диаграмме 300. Диаграмма 300 представляет диапазон предсказанных чисел Рейнольдса струи как функции числа Рейнольдса формы, где числа Рейнольдса струи и числа Рейнольдса формы (т.е. Rej и Rem, соответственно), определяются согласно уравнениям 21 и 22, где  и Mw представляют длину и ширину формы, соответственно.
и Mw представляют длину и ширину формы, соответственно.


[0074] Граничные линии 306 и 310 заштрихованной области 312 созданы для двух сплавов, идентифицированных как предельные случаи (например, алюминиевые сплавы 5182 и 1050). Большинство алюминиевых сплавов, используемых при литье с прямым охлаждением, будут находиться между этими границами.
[0075] В некоторых случаях диаграмма 300 может аппроксимироваться с использованием линейных приближений для быстрого или относительно простого вычислительного процесса при определении оптимизированных чисел Рейнольдса. Связь с параметрами формы присутствует в качестве отношения чисел Рейнольдса с целью обеспечения безразмерных чисел, что удобно при применении различных форм, однако могут использоваться и другие отношения для параметров форм (например, размерные отношения).
[0076] Примерные точки 314, 316, 318, 320, 322 представляют фактические параметры литья, используемые в примерах, проиллюстрированных на Фиг. 5-9, как описано ниже.
[0077] На Фиг. 4-9 проиллюстрированы контурные диаграммы, изображающие интенсивность макроскопической ликвации в соответствии с вертикальным и горизонтальным положением в различных слитках алюминиевого сплава Al4.5Cu с использованием различных способов. Горизонтальная ось каждого из этих графиков представляет собой расстояние в горизонтальном направлении (в миллиметрах) от центра слитка, причем внешняя поверхность слитка представлена на левом конце диаграммы, а центр слитка - на правом конце диаграммы. Вертикальная ось каждой из этих диаграмм представляет вертикальное расстояние от центра слитка (в миллиметрах), причем внешняя поверхность слитка представлена на верхнем конце графика, а центр слитка - на нижнем конце графика. Контурные диаграммы основаны на боковых поперечных сечениях слитка, взятых в плоскости, перпендикулярной длинной стороне слитка. Интенсивность макроскопической ликвации на этих участках представлена как разность процентов концентрации растворенного вещества в подаваемом из печи расплавленном металле. Например, интенсивность макроскопической ликвации -15 представляет концентрацию растворенного вещества, которая на 15% ниже ожидаемой концентрации растворенного вещества (например, концентрации в подаваемом из печи расплавленном металле), тогда как интенсивность макроскопической ликвации 10 может представлять концентрацию растворенного вещества на 10% выше ожидаемой концентрации растворенного вещества. Поэтому большие, положительные, и малые, отрицательные, числа представляют собой интенсивную и часто нежелательную макроскопическую ликвацию, небольшие же числа (например, близкие к нулю) представляют низкую и часто желательную макроскопическую ликвацию.
[0078] На Фиг. 4 проиллюстрирована контурная диаграмма 400, демонстрирующая интенсивность макроскопической ликвации в соответствии с вертикальным и горизонтальным положением при литье алюминиевого сплава Al4.5Cu с использованием существующих технологий без описанных способов оптимизации жидкой металлической струи. Как проиллюстрировано на диаграмме 400, значительная отрицательная макроскопическая ликвация (например, примерно на -10% или -15%) охватывает область от 0 до 600 мм от центра слитка вдоль горизонтальной оси и в пределах от 0 до 50 мм от центра слитка вдоль вертикальной оси. Кроме того, значительная положительная макроскопическая ликвация наблюдается в определенных областях между центром слитка и внешними поверхностями слитка (например, примерно на 100 мм от центра вдоль вертикальной оси и между 200 и 500 мм от центра вдоль горизонтальной оси). Области интенсивной макроскопической ликвации, наблюдаемые в слитке без использования представленных здесь методов струйной оптимизации для жидкой металлической струи, являются относительно большими и непрерывными.
[0079] На Фиг. 5-9 проиллюстрированы контурные диаграммы для алюминиевого сплава Al4.5Cu при литье с использованием представленных здесь различных способов струйной оптимизации для жидкой металлической струи, для разных вариантов чисел Рейнольдса струи, при этом поддерживается постоянное значение числа Рейнольдса формы, приблизительно равное 1600. Числа Рейнольдса струи варьировалось для слитков, выполненных посредством модификации отверстия разливочного стакана, используемого во время литья, в то время как все остальные параметры литья оставались постоянными. Число Рейнольдса струи, проиллюстрированное на Фиг. 5-9, соответствует точкам 314, 316, 318, 320, 322, проиллюстрированным на Фиг. 3.
[0080] На Фиг. 5 проиллюстрирована контурная диаграмма 500, демонстрирующая интенсивность макроскопической ликвации в соответствии с вертикальным и горизонтальным положениями при литье алюминиевого сплава Al4.5Cu с использованием параметров, установленных для достижения числа Рейнольдса формы, приблизительно равного 1600, и отверстия разливочного стакана, выбранного для достижения числа Рейнольдса струи, приблизительно равного 64000. Как проиллюстрировано на диаграмме 500, вблизи центра слитка не существует или имеется в небольшом объеме отрицательная ликвация, однако существует некоторая положительная ликвация вблизи центра слитка и коротких краев слитка.
[0081] На Фиг. 6 проиллюстрирована контурная диаграмма 600, представляющая интенсивность макроскопической ликвации в соответствии с вертикальным и горизонтальным положениями при литье алюминиевого сплава Al4.5Cu с использованием параметров, установленных для достижения числа Рейнольдса формы, приблизительно равного 1600, и отверстия разливочного стакана, выбранного для достижения числа Рейнольдса струи, приблизительно равного 69000. Как проиллюстрировано на диаграмме 600, вблизи центра слитка не существует или очень мало отрицательной ликвации, однако существует некоторая положительная ликвация вблизи центра и краев слитка.
[0082] На Фиг. 7 проиллюстрирована контурная диаграмма 700, демонстрирующая интенсивность макроскопической ликвации в соответствии с вертикальным и горизонтальным положениями при литье алюминиевого сплава Al4.5Cu с использованием параметров, установленных для достижения числа Рейнольдса формы, приблизительно равного 1600, и отверстия разливочного стакана, выбранного для достижения числа Рейнольдса струи, приблизительно равного 81000. Как проиллюстрировано на диаграмме 700, вблизи центра слитка не существует или очень мало отрицательной ликвации, однако существует некоторая положительная ликвация вблизи центра слитка и длинных краев слитка. В целом, однако, интенсивность макроскопической ликвации по всему поперечному сечению, проиллюстрированному на диаграмме 700, в основном близка к нулю (т.е. в пределах ±5% или ±10% от изменений в концентрациях растворенного вещества относительно подобных концентраций для жидкого металла, получаемого из печи).
[0083] На Фиг. 8 проиллюстрирована контурная диаграмма 800, демонстрирующая интенсивность макроскопической ликвации в соответствии с вертикальным и горизонтальным положениями при литье алюминиевого сплава Al4.5Cu с использованием параметров, установленных для достижения числа Рейнольдса формы, приблизительно равного 1600, и отверстия разливочного стакана, выбранного для достижения числа Рейнольдса струи, приблизительно равного 97000. Как проиллюстрировано на диаграмме 800, очень небольшая ликвация существует на большей части поперечного сечения, за исключением некоторой положительной ликвации по краям слитка.
[0084] На Фиг. 9 проиллюстрирована контурная диаграмма 900, демонстрирующая интенсивность макроскопической ликвации в соответствии с вертикальным и горизонтальным положениями при литье алюминиевого сплава Al4.5Cu с использованием параметров, установленных для достижения числа Рейнольдса формы, приблизительно равного 1600, и отверстия разливочного стакана, выбранного для достижения числа Рейнольдса струи, приблизительно равного 121000. Как проиллюстрировано на контурной диаграмме 900, большей части поперечного сечения присуща очень большая ликвация, и лишь по краям слитка имеет место небольшая положительная ликвация.
[0085] Как проиллюстрировано на Фиг. 5-9, слитки, отлитые с учетом числа Рейнольдса струи, которое ниже значения, приблизительно равного 97000, демонстрируют положительную (например, обогащенную) ликвацию в области центральной линии (например, в отличие от отрицательной ликвации, проиллюстрированной на Фиг. 4). Кроме того, слитки, отлитые с учетом числа Рейнольдса струи, приблизительно равного 97000 или выше, имеют очень низкую ликвацию в области центральной линии и, если таковая имеется, отрицательную (например, обедненную) ликвацию. Кроме того, степень охвата для области центральной линии значительно уже (например, на порядок меньше) относительно короткой оси при использовании в некоторой степени оптимизированной струи жидкого металла (например, как проиллюстрировано на Фиг. 5-9), в сопоставлении с применением неоптимизированной струи жидкого металла (например, как проиллюстрировано на Фиг. 4).
[0086] На Фиг. 4-9 проиллюстрирован потенциал оптимизированных струй жидких металлов при изменениях ликвации в области центральной линии для изделий, полученных литьем с прямым охлаждением, таких как слитки из плоских заготовок для прокатки листа. Факт уменьшения зоны ликвации в области центральной линии желателен, поскольку термомеханическая обработка слитка уменьшает оставшуюся ликвацию. Расширенный количественный анализ эффективности процесса выполняется с применением показателя макроскопической ликвации (MI), который количественно оценивает степень ликвации в области центральной линии. Уравнение 23 представляет собой модифицированное уравнение момента второй области, которое присваивает количественные значения концентрации, измеренной в каждом положении, в зависимости от ее отклонения от состава целевого сплава и расстояния от центра слитка, где Y - половина толщины слитка, Adom - площадь измеренного поперечного сечения слябовой заготовки, у - расстояние от середины по толщине до измеряемой точки, А является разделителем, указывающим границы интегрирования по поперечному сечению слитка, С0 представляет концентрацию растворенного состава в целевом сплаве и С представляет концентрацию растворенного вещества в измеряемом местоположении (т.е. на расстоянии, не превышающем толщину слитка).

[0087] Биллет (вдоль радиуса или диаметра). Слиток (по толщине).
[0088] Учет расстояния в метрике может важным, поскольку обогащенная зона охлаждения, которую можно обрабатывать физическими способами после литья, может исказить анализ всей части слитка. Поскольку показатель включает квадрат, как положительная, так и отрицательная ликвации считаются неблагоприятными. Показатель MI минимален для поперечного сечения с наименьшей макроскопической ликвацией (т.е. когда изменение концентрации растворенного вещества в расплавленном металле относительно концентрации растворенного вещества в поступающем из печи расплавленном металле ближе всего к нулю).
[0089] На Фиг. 10 проиллюстрирована диаграмма 1000, демонстрирующая показатель макроскопической ликвации (MI) в зависимости от числа Рейнольдса струи для каждого из слитков, продемонстрированных на Фиг. 5-9. Пунктирная линия 1002 представляет показатель MI для стандартного слитка, проиллюстрированного на Фиг. 4, где MI приблизительно равен 0,104. Для некоторых случаев подходящая струя металла в соответствии с некоторыми аспектами настоящего описания может приводить к образованию слитка или биллета с показателем MI, составляющем приблизительно 0,115, 0,110, 0,105, 0,104, 0,100, 0,095, 0,090, 0,085, 0,080, 0,075, 0,070, 0,065, 0,060, 0,055, 0,050, 0,045 или 0,040.
[0090] Точка 1022 демонстрирует показатель MI, приблизительно равный 0,06 для слитка, проиллюстрированного на Фиг. 5, который имеет число Рейнольдса, равное 64000 и связано с точкой 322, проиллюстрированной на Фиг. 3. Точка 1020 демонстрирует показатель MI, приблизительный равный 0,07 для слитка, проиллюстрированного на Фиг. 6, имеющего число Рейнольдса струи, равное 69000, которое связано с точкой 320, проиллюстрированной на Фиг. 3. Точка 1018 демонстрирует показатель MI, приблизительно равный 0,06 для слитка, проиллюстрированного на Фиг. 7, имеющего число Рейнольдса, равное 81000, связанное с точкой 318, проиллюстрированной на Фиг. 3. Точка 1016 демонстрирует показатель MI, приблизительно равный 0,04 для слитка, проиллюстрированного на Фиг. 8, имеющего число Рейнольдса струи, равное 97000, связанное с точкой 316, проиллюстрированной на Фиг. 3. Точка 1014 демонстрирует показатель MI, приблизительно равный 0,07 для слитка, проиллюстрированного на Фиг. 9, имеющего число Рейнольдса, равное 121000, связанное с точкой 314, проиллюстрированной на Фиг. 3.
[0091] Для диапазонов чисел Рейнольдса струи, проиллюстрированных на Фиг. 5-9, показатель макроскопической ликвации демонстрирует уменьшение, по меньшей мере, примерно, на 30% по сравнению с вариантом использования стандартного способа литья. Наиболее удачная струя с числом Рейнольдса струи, равным 97000, показывает уменьшение ликвации по центру, примерно, на 60%. Для некоторых случаев струя металла, подобранная в соответствии с некоторыми аспектами настоящего описания, может обеспечить снижение ликвации в области центральной линии слитка по сравнению с вариантом использования стандартного способа литья в пределах или даже более чем, приблизительно, на 5%, 10%, 15%, 20%, 25%, 30%, 35%, 40%, 45%, 50%, 55%, 60% или 65%.
[0092] Безразмерные модели, как описано здесь, могут быть использованы для определения параметров литья для различных алюминиевых сплавов и различных размеров форм для жидкого металла.
[0093] На Фиг. 11 проиллюстрирована блок-схема последовательности операций, демонстрирующая процесс 1100 определения оптимизированных параметров литья на основе известной формы в соответствии с некоторыми аспектами настоящего описания. На этапе 1102 определяются размеры формы. Размеры формы могут включать любые подходящие размеры при определении числа Рейнольдса, как здесь описано. Например, длина и ширина формы могут определяться для прямоугольной формы, однако, другие размеры могут определяться для форм различного вида. Размеры формы могут быть заданы на основе других критериев, таких как необходимый размер слитка или наличие подходящей формы. Примерами способов определения размеров формы служат измерения существующей формы, взятие измерений с графика или плана (например, с помощью компьютерного проектирования) или предварительные измерения готовой формы. На этапе 1104 определяется скорость литья. Скорость литья может предопределяться на основе других соображений, связанных с процессом литья. Для некоторых случаев определение скорости литья на этапе 1104 включает определение множества потенциальных необходимых скоростей литья, которые дополнительно используются для определения множества чисел Рейнольдса формы для потенциальной формы на представленном ниже этапе 1106, что и применяется для вычисления нескольких оптимизированных параметров литья, которые, в свою очередь, могут применяться для выбора одной из нескольких скоростей литья, которая реализуется на практике.
[0094] На этапе 1106 определяется число Рейнольдса формы. Число Рейнольдса формы может определяться с использованием уравнения 22 и размеров формы, найденных на этапе 1102, а также скорости литья, уточненной на этапе 1104. Например, форма, имеющая размеры 1,5 м на 0,7 м, при скорости литья и скорости углубления кратера, равной, приблизительно, 0,001 м/с, обеспечивает достижение числа Рейнольдса формы, равного 
[0095] На необязательном этапе 1110 определяется композиция металлов. Например, необходимая композиция металлов (например, тип алюминиевого сплава) может определяться путем тестирования образца, проверки базы данных или ввода данных вручную. Для некоторых случаев можно определить общую композицию металлов, если не определена реальная композиция металлов.
[0096] На этапе 1108 определяется число Рейнольдса струи. Число Рейнольдса струи определяется путем сопоставления числа Рейнольдса формы, определенного на этапе 1106, с данными оптимизации корреляции, определяющими оптимизированные отношения между числами Рейнольдса формы и числами Рейнольдса струи. Данные оптимизационной корреляции могут иметь вид диаграммы, такой как, диаграмма 300, проиллюстрированная на Фиг. 3, или уравнения, такое как уравнение, определяющее линию или ее приближение к диаграмме 300, проиллюстрированной на Фиг. 3 (например, линейное приближение Rej≈46,5*Rem+8750) или же в виде отдельных точек данных. Данные оптимизационной корреляции могут иметь и другие формы. Для некоторых случаев композиция металлов, определенная на этапе 1110, может использоваться с данными оптимизационной корреляции для определения чисел Рейнольдса струи. В приведенном выше примере формы для жидкого металла с числом Рейнольдса формы, равным, приблизительно, 1735, соответствующее число Рейнольдса струи для алюминиевого сплава Al4.5Cu может составлять, приблизительно, 78000, как проиллюстрировано на Фиг. 3.
[0097] Для некоторых случаев данные оптимизационной корреляции могут формироваться экспериментальным путем. Для некоторых случаев данные оптимизационной корреляции могут быть получены, как описано выше, со ссылкой на Фиг. 3.
[0098] На этапе 1112 необходимые параметры литья определяются на основе уже найденного на этапе 1108 числа Рейнольдса струи и найденного на этапе 1106 числа Рейнольдса формы. Для некоторых случаев определение необходимого параметра литья может включать определение необходимого уровня для потока металла на этапе 1114. Для некоторых случаев определение необходимого параметра литья может включать определение размера отверстия разливочного стакана в блоке 1116. Для некоторых случаев радиус отверстия разливочного стакана (b0) определяется путем применения числа Рейнольдса формы, найденного на этапе 1106, и числа Рейнольдса струи, найденного на этапе 1108, к уравнениям 21 и 22, таким образом,  В приведенном выше примере, где число Рейнольдса струи определяется как приблизительно 78000, можно рассчитать радиус отверстия сопла, равный
В приведенном выше примере, где число Рейнольдса струи определяется как приблизительно 78000, можно рассчитать радиус отверстия сопла, равный 
[0099] На необязательном этапе 1118 среда литья сформирована с использованием оптимизированного параметра(ов) литья, который(ые) определены на этапе 1112. Среда литья может формироваться путем изготовления или выбора подходящего размера отверстия разливочного стакана, как определено на этапе 1116. В приведенном выше примере число Рейнольдса струи составляет, приблизительно, 78000, подходящий разливочный стакан может выбираться как таковой, который имеет отверстие, приблизительно равное 15,6 мм в радиусе, или 31,2 мм в диаметре. Для некоторых случаев подготовка среды литья включает присоединение разливочного стакана к литейному оборудованию, уже имеющему конкретную форму, которая используется для определения числа формы Рейнольдса на этапе 1106. Для некоторых случаев среда литья может получаться путем управления устройством для контроля над потоком расплавленного металла на основе данных о скорости потока металла, найденным на этапе 1114.
[0100] Вышеприведенное описание вариантов реализации изобретения, включая проиллюстрированные варианты реализации изобретения, представлено только с целью иллюстрации и описания, и не должно оцениваться как исчерпывающее или ограничивающее описанными точными формами. Специалистам в данной области техники станут очевидными многочисленные модификации, адаптации и варианты их применения.
[0101] Как показано ниже, любую ссылку на ряд примеров следует понимать как ссылку на каждый из этих примеров отдельно (например, «Примеры 1-4» следует понимать как «Примеры 1, 2, 3 или 4»).
[0102] Пример 1 содержит систему литья с прямым охлаждением, содержащую: полость формы; система подачи расплавленного металла для реализации подачи расплавленного металла в полость формы; и разливочный стакан, соединенный с системой подачи расплавленного металла и имеющий отверстие, которое предназначено для формирования такой скорости потока флюида, что вызываемая струя жидкого металла достаточно сильна для индуцирования вторичного перемешивания зерен в суспензионной зоне формы для жидкого металла без изменения вида суспензионной зоны при работе в стационарном режиме.
[0103] Пример 2 содержит систему из примера 1, в которой размер отверстия разливочного стакана таков, что струя жидкого металла достаточно сильна, чтобы формировать кратер в форме для жидкого металла для данного металлического изделия, отливаемого со скоростью литья, причем отверстие разливочного стакана имеет такой размер, что образующаяся жидкая металлическая струя вызывает скорость углубления кратера, изменяющуюся на 10% или менее относительно скорости литья при работе в стационарном режиме.
[0104] Пример 3 содержит систему из примеров 1 или 2, в которой дополнительно вводится нижний блок для дальнейшего вытяжения жидкого металла из разливочного стакана со скоростью литья при работе в стационарном режиме.
[0105] Пример 4 содержит систему из примеров 1-3, в которой дополнительно вводится устройство контроля над потоком расплавленного металла между системой подачи расплавленного металла и разливочным стаканом, служащее для регулирования скорости потока расплавленного металла, попадающего в полость формы.
[0106] Пример 5 содержит систему из примера 4, дополнительно содержащую контроллер, соединенный с датчиком для оценки глубины формы для расплавленного металла и связанный с устройством управления потоком расплавленного металла для регулирования расхода расплавленного металла на основе расчетной глубины формы для расплавленного металла.
[0107] Пример 6 включает способ оптимизации процессов литья металла во время самой операции литья, включающий: определение размеров формы для полости формы, подходящей для приема жидкого металла из разливочного стакана, который соединен с системой подачи жидкого металла; определение скорости литья; и определение оптимизированного параметра литья с использованием размеров формы и скорости литья, причем определение оптимизированного параметра литья включает определение, по меньшей мере, одного значения для скорости потока и размера отверстия разливочного стакана, таким образом, струя жидкого металла, формируемая жидким металлом, выходящим из отверстия разливочного стакана со скоростью потока металла, подходила для индуцирования вторичного перемешивания зерен в суспензионной зоне формы для жидкого металла без изменения формы суспензионной зоны при работе в стационарном режиме.
[0108] Пример 7 включает способ из примера 6, в котором определение оптимизированного параметра литья включает гарантирование, по меньшей мере, одного уровня для скорости потока металла, и размера отверстия разливочного стакана, рассчитанного так, чтобы струя жидкого металла была достаточно сильна для индуцирования кратера в форме для жидкого металла, причем отверстие разливочного стакана имеет такой размер, что образующаяся жидкая металлическая струя вызывает скорость углубления кратера, которая отклоняется на 10% или менее от скорости литья при работе в стационарном режиме.
[0109] Пример 8 включает способ из примеров 6 или 7, в котором определение оптимизированного параметра литья включает: определение числа Рейнольдса формы с использованием размеров формы и скорости литья; определение числа Рейнольдса струи с использованием числа Рейнольдса формы; и вычисление оптимизированного параметра литья с использованием числа Рейнольдса формы и числа Рейнольдса струи.
[0110] Пример 9 включает способ из примера 8, в котором определение числа Рейнольдса струи включает определение композиции металлов для продукта литья и определение числа Рейнольдса струи с использованием композиции металла и числа Рейнольдса формы.
[0111] Пример 10 включает способ из примеров 6-9, в котором оптимизированным параметром литья является размер отверстия разливочного стакана.
[0112] Пример 11 включает способ из примеров 6-10, дополнительно включающий выбор или изготовление разливочного стакана на основе размера отверстия разливочного стакана.
[0113] Пример 12 включает способ из примеров 6-11, дополнительно включающий управление устройством, обеспечивающим контроль над скоростью потока металла.
[0114] Пример 13 включает процесс литья металлического продукта, включающий: обеспечение расплавленного металла системой подачи расплавленного металла в полость формы через отверстие разливочного стакана со скоростью потока при работе в стационарном режиме, при этом поступление расплавленного металла через отверстие разливочного стакана со скоростью потока включает получение струи жидкого металла в форме для жидкого металла; вторичное перемешивание зерен в суспензионной зоне формы для жидкого металла с использованием струи жидкого металла, не изменяющей форму суспензионной зоны при работе в стационарном режиме.
[0115] Пример 14 включает процесс из примера 13, в котором размер отверстия таков, что струя жидкого металла достаточно сильна для формирования кратера в суспензионной зоне и поддержания скорости углубления кратера в пределах отклонения от скорости литья 10% в стационарном режиме.
[0116] Пример 15 включает процесс из примера 14, который дополнительно включает: изготовление или выбор разливочного стакана с размером отверстия, подходящим для получения струи жидкого металла, достаточно сильной для поддержания скорости углубления кратера в пределах изменения скорости литья в пределах 10% при работе в стационарном режиме; и соединение разливочного стакана с системой подачи расплавленного металла.
[0117] Пример 16 включает процесс из примеров 13-15, дополнительно включающий вытягивание нижнего блока в сторону от разливочного стакана при работе в стационарном режиме.
[0118] Пример 17 включает процесс из примеров 13-16, в котором подача расплавленного металла через разливочный стакан при определенной скорости потока дополнительно включает управление скоростью потока с использованием устройства контроля над потоком, находящегося между системой подачи расплавленного металла и разливочным стаканом.
[0119] Пример 18 включает процесс из примера 17, в котором вторичное перемешивание зерен с использованием струи жидкого металла включает регулирование скорости потока через отверстие, что обеспечивает формирование струи жидкого металла, достаточно сильной для поддержания скорости углубления кратера в пределах 5% от скорости литья при работе в стационарном режиме.
[0120] Пример 19 включает процесс из примеров 13-18, в котором вторичное перемешивание зерен с использованием струи жидкого металла включает ориентацию струи жидкого металла в направлении вертикали или в пределах отклонения 30° от вертикали.
[0121] Пример 20 представляет продукт литья металла, полученный с использованием процесса из примеров 13-19, в котором продукт литья металла имеет показатель макроскопической ликвации меньше 0,104.
[0122] Пример 21 представляет продукт литья металла с показателем макроскопической ликвации, который равен или меньше 0,10, причем продукт литья металла отливают в полости формы с использованием разливочного стакана, соединенного с системой подачи расплавленного металла, для направления расплавленного металла в полость формы через отверстие для получения скорости потока флюида, формирующего струю жидкого металла, направляемую в форму для жидкого металла.
[0123] Пример 22 представляет продукт литья металла из примера 21, в котором показатель макроскопической ликвации рассчитывают в соответствии со следующей формулой:

где Y представляет половину толщины или половину диаметра продукта литья металла, Adom представляет собой площадь измеренного поперечного сечения в измеряемой точке, у - расстояние от середины толщины продукта литья металла до измеряемой точки, А - разделитель, указывающий границы интегрирования по поперечному сечению продукта литья металла, С0 представляет концентрацию растворенного состава в целевой композиции сплава и С представляет концентрацию растворенного вещества в измеренной точке.
[0124] Пример 23 представляет продукт литья металла из примеров 21 или 22, для которого струя жидкого металла была достаточна сильна для индуцирования вторичного перемешивания зерен в суспензионной области формы для жидкого металла без изменения формы суспензионной зоны при работе в стационарном режиме.
[0125] Пример 24 представляет продукт литья металла из примеров 21-23, для которого отверстие разливочного стакана имеет размер, при котором струя жидкого металла достаточно сильна, чтобы вызывать кратер в форме для жидкого металла, причем отверстие разливочного стакана имеет такой размер, что подаваемая струя металла вызывает скорость углубления кратера, изменяющуюся на 10% или менее по отношению к скорости литья металла при работе в стационарном режиме.
[0126] Пример 25 представляет продукт литья металла из примеров 21-24, для которого струя жидкого металла имеет достаточную силу для индуцирования потока флюида внутри формы для жидкого металла, достаточного для гомогенизации концентраций растворенного вещества по всей форме для жидкого металла.
[0127] Пример 26 представляет продукт литья металла из примеров 21-25, причем показатель макроскопической ликвации имеет значение, равное или меньшее 0,090.
[0128] Пример 27 представляет продукт литья металла из примеров 21-26, причем показатель макроскопической ликвации значение, равное или ниже 0,070.
[0129] Пример 28 представляет продукт литья металла из примеров 21-27, где устройство контроля над потоком находится между системой подачи расплавленного металла и разливочным стаканом для управления скоростью потока расплавленного металла в полость формы.
[0130] Пример 29 представляет продукт литья металла из примера 28, где контроллер соединен с датчиком для оценки глубины формы для жидкого металла и связан с устройством контроля над потоком для регулирования скорости потока расплавленного металла на основе расчетной глубины формы для жидкого металла.
[0131] Пример 30 содержит способ оптимизации литья металла во время процесса литья, включающий: определение размеров формы для полости формы, подходящей для приема жидкого металла из разливочного стакана, соединенного с системой подачи расплавленного металла; определение скорости литья; и определение оптимизированного параметра литья с использованием размеров формы для расплавленного металла и скорости литья, причем определение оптимизированного параметра литья включает определение, по меньшей мере, одного параметра для уровня скорости потока металла и размера отверстия разливочного стакана, чтобы струя расплавленного металла, формируемая расплавленным металлом, выходящим из отверстия разливочного стакана со скоростью потока металла, служила для уменьшения макроскопической ликвации в отлитом металлическом изделии, причем продукт литья металла, отлитый с использованием оптимизированного параметра литья, имел бы показатель макроскопической ликвации, равный или меньший чем 0,100.
[0132] Пример 31 включает способ из примера 30, в котором показатель макроскопической ликвации рассчитывается в соответствии со следующей формулой:

где Y представляет половину толщины или половину диаметра металлического продукта, Adom представляет собой площадь измеренного поперечного сечения в измеряемой точке, у - расстояние от середины толщины продукта литья металла до измеряемой точки, А - разделитель, указывающий границы интегрирования по поперечному сечению продукта литья металла, С0 представляет концентрацию растворенного состава в целевой композиции сплава и С представляет концентрацию растворенного вещества в измеренной точке.
[0133] Пример 32 включает способ из примеров 30 или 31, в котором определение оптимизированного параметра литья включает гарантирование, по меньшей мере, одного значения - или скорости потока металла, или размера отверстия разливочного стакана, которое рассчитывается так, чтобы струя жидкого металла вызывала вторичное перемешивание зерен в суспензионной зоне формы для жидкого металла без изменения формы суспензионной зоны при работе в стационарном режиме.
[0134] Пример 33 включает способ из примеров 30-32, в котором определение оптимизированного параметра литья включает гарантирование, по меньшей мере, одного из значений - скорости потока металла или размера отверстия разливочного стакана, которое рассчитывается так, чтобы струя жидкого металла была достаточно сильна для формирования кратера в форме для жидкого металла, причем отверстие разливочного стакана имело бы размер, при котором полученная струя жидкого металла индуцировала бы скорость углубления кратера, приводящую к изменению в 10% или даже менее относительно скорости литья в процессе работы в стационарном режиме.
[0135] Пример 34 включает способ из примеров 30-33, в котором определение оптимизированного параметра литья включает: определение числа Рейнольдса формы с использованием размеров формы для жидкого металла и скорости литья; определение числа Рейнольдса струи с использованием числа Рейнольдса формы; и вычисление оптимизированного параметра литья с использованием числа Рейнольдса формы и числа Рейнольдса струи.
[0136] Пример 35 включает способ из примера 34, в котором определение числа Рейнольдса струи включает определение композиции металла для продукта литья и определение числа Рейнольдса струи с использованием композиции металла и числа Рейнольдса формы.
[0137] Пример 36 включает способ из примеров 30-35, в котором оптимизированным параметром литья является размер отверстия разливочного стакана.
[0138] Пример 37 включает способ из примеров 30-36, дополнительно включающий выбор или изготовление разливочного стакана на основе размера отверстия разливочного стакана.
[0139] Пример 38 включает способ из примеров 30-37, дополнительно включающий управление устройством контроля над потоком жидкого металла с использованием значения скорости потока металла.
[0140] Пример 39 включает способ из примеров 30-38, в котором определение оптимизированного параметра литья включает обеспечение, по меньшей мере, одного значения - скорости потока металла, размера отверстия разливочного стакана, которое вычисляют так, чтобы струя жидкого металла имела достаточную силу для индуцирования потока жидкости в форме для жидкого металла, который достаточен для гомогенизации концентраций растворенного вещества в форме для жидкого металла.
[0141] Пример 40 включает способ из примеров 30-39, в котором показатель макроскопической ликвации находится на уровне 0,090 или меньше.
[0142] Пример 41 включает способ из примеров 30-40, в котором показатель макроскопической ликвации находится на уровне 0,070 или меньше.
[0143] Пример 42 включает процесс литья металлического продукта, включающий: обеспечение подачи расплавленного металла из системы подачи расплавленного металла в полость формы через отверстие разливочного стакана при скорости потока металла в процессе работы в стабильном режиме, причем обеспечение подачи расплавленного металла через отверстие разливочного стакана при скорости потока включает формирование струи жидкого металла в форме для жидкого металла, достаточной для уменьшения макроскопической ликвации в продукте литья металла таким образом, чтобы продукт литья металла имел бы показатель макроскопической ликвации равный 0,100 или меньше.
[0144] Пример 43 включает процесс из примера 42, в котором показатель макроскопической ликвации рассчитывают в соответствии со следующей формулой:

где Y представляет половину толщины или половину диаметра металлического продукта, Adom представляет собой площадь измеренного поперечного сечения в измеряемой точке, у - расстояние от середины толщины продукта литья металла до измеряемой точки, А - разделитель, указывающий границы интегрирования по поперечному сечению продукта литья металла, С0 представляет концентрацию растворенного состава в целевой композиции сплава и С представляет концентрацию растворенного вещества в измеренной точке.
[0145] Пример 44 включает процесс из примеров 42 или 43, дополнительно включающий вторичное перемешивание зерен в суспензионной зоне формы для жидкого металла с использованием струи жидкого металла без изменения формы суспензионной области при работе в стационарном режиме.
[0146] Пример 45 включает процесс из примера 44, в котором отверстие имеет размер, при котором струя жидкого металла достаточно сильна для формирования кратера в суспензионной зоне и поддержания скорости углубления кратера в пределах отклонения 10% от скорости литья при работе в стационарном режиме.
[0147] Пример 46 включает процесс из примеров 42-45, дополнительно включающий индуцирование потока флюида внутри формы для жидкого металла, достаточного для гомогенизации концентраций растворенного вещества в форме для жидкого металла.
[0148] Пример 47 включает процесс из примеров 42-46, в котором подача расплавленного металла через разливочный стакан при скорости потока дополнительно включает контроль над скоростью потока с использованием устройства контроля над потоком, расположенного между системой подачи расплавленного металла и разливочным стаканом.
[0149] Пример 48 включает процесс из примеров 42-47, в котором показатель макроскопической ликвации находится на уровне 0,090 или меньше. Пример 49 включает процесс из примеров 42-48, в котором показатель макроскопической ликвации находится на уровне 0,070 или меньше.
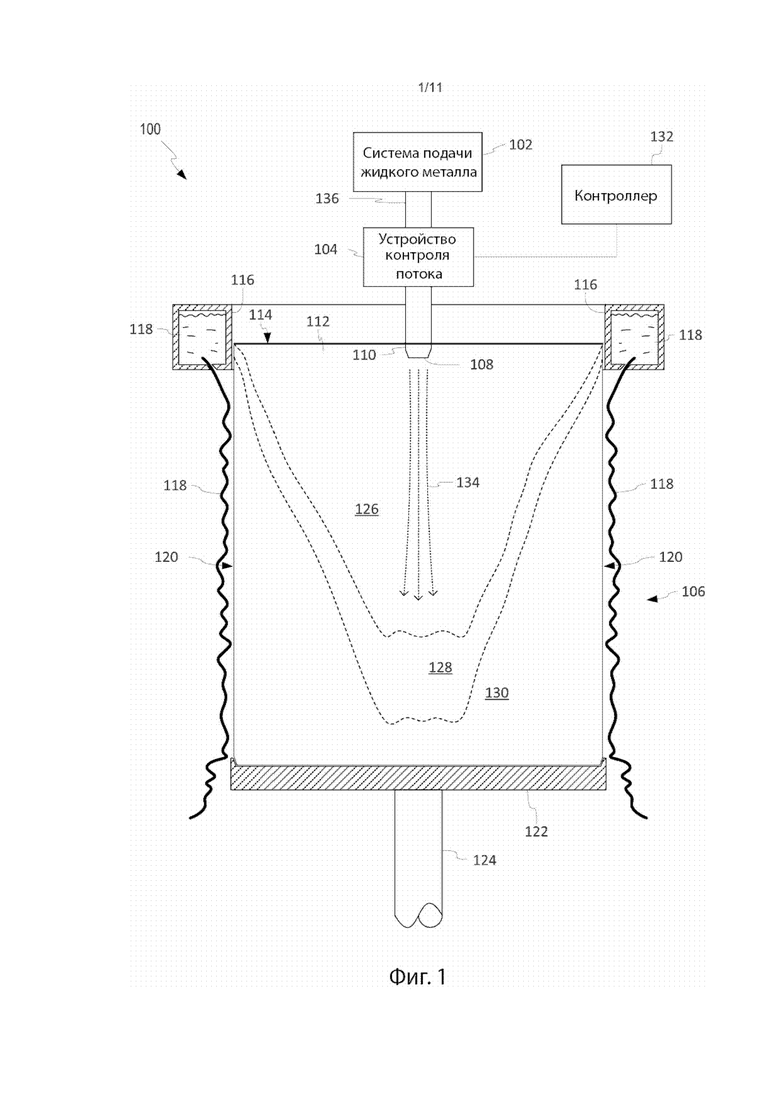




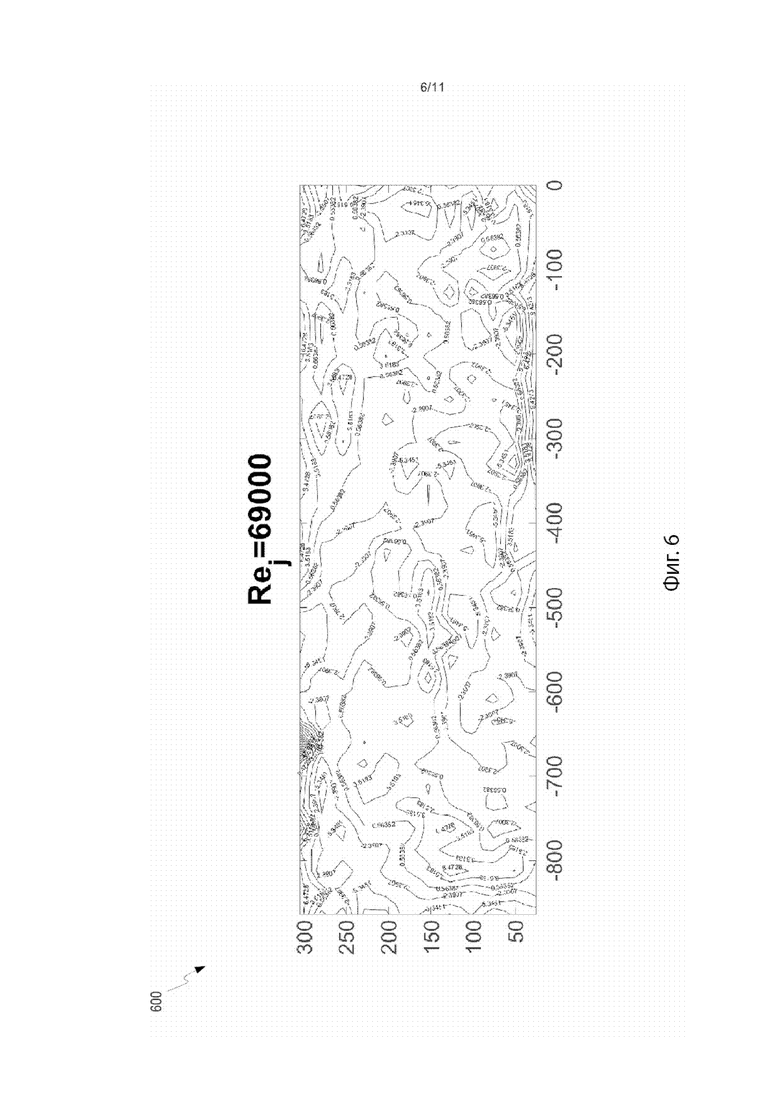




Изобретение относится к области литейного производства. При литье жидкого металла определяют оптимизированный параметр литья. Для этого определяют по меньшей мере одно значение скорости потока и размера отверстия разливочного стакана таким образом, чтобы струя жидкого металла, выходящая из разливочного стакана, индуцировала вторичное перемешивание металла в суспензионной зоне металла в литейной форме. Для улучшения характеристик макроскопической ликвации оптимизированный параметр литья вычисляют, используя число Рейнольдса литейной формы и число Рейнольдса струи. Число Рейнольдса литейной формы определяют по размеру литейной формы и скорости литья. Число Рейнольдса струи определяют по числу Рейнольдса литейной формы. Обеспечивается уменьшение макроскопической ликвации и равномерное распределение макроскопической ликвации. 7 н. и 31 з.п. ф-лы, 11 ил.
1. Способ определения оптимизированных параметров литья жидкого металла, включающий:
определение размеров литейной формы для полости формы, подходящей для приема жидкого металла из разливочного стакана, который соединен с системой подачи жидкого металла;
определение скорости литья;
определение оптимизированного параметра литья с использованием размеров литейной формы и скорости литья, значение которого обеспечивает струю, формируемую жидким металлом, выходящим из отверстия разливочного стакана со скоростью потока металла, индуцирующую вторичное перемешивание зерен в суспензионной зоне жидкого металла в литейной форме,
отличающийся тем, что определение оптимизированного параметра литья включает:
определение числа Рейнольдса литейной формы, используя размеры литейной формы и скорость литья;
определение числа Рейнольдса струи, используя число Рейнольдса литейной формы; и
вычисление оптимизированного параметра литья в виде по меньшей мере одного из скорости потока металла и размера отверстия разливочного стакана, используя число Рейнольдса литейной формы и число Рейнольдса струи.
2. Способ по п. 1, в котором обеспечивают вычисление по меньшей мере одного из скорости потока металла и размера отверстия разливочного стакана для обеспечения индуцирования струей жидкого металла кратера в жидком металле в литейной форме, причем размер отверстия разливочного стакана обеспечивает углубление кратера образующейся струей жидкого металла со скоростью, которая отклоняется на 10% или менее от скорости литья при работе в стационарном режиме.
3. Способ по п. 1, в котором определение числа Рейнольдса струи включает определение композиции металлов для металлического продукта литья и определение числа Рейнольдса струи с использованием композиции металлов и числа Рейнольдса литейной формы.
4. Способ по п. 1, в котором оптимизированным параметром литья является размер отверстия разливочного стакана.
5. Способ по п. 1, в котором выбор или изготовление разливочного стакана осуществляют на основе размера отверстия разливочного стакана.
6. Способ по п. 1, в котором управление осуществляют с помощью устройства для контроля скорости потока металла.
7. Система литья жидкого металла для литейной формы с прямым охлаждением, содержащая:
полость литейной формы;
источник расплавленного металла, обеспечивающий расплавленный металл для полости литейной формы; и
соединенный с системой подачи расплавленного металла разливочный стакан с отверстием, предназначенным для формирования потока жидкого металла со скоростью, обеспечивающей индуцирование вторичного перемешивания зерен в суспензионной зоне жидкого металла в литейной форме, вызываемого струей жидкого металла при работе в стационарном режиме,
отличающаяся тем, что она содержит разливочный стакан, размер отверстия которого определен согласно способу по любому из пп. 1-6.
8. Система по п. 7, в которой размер отверстия разливочного стакана обеспечивает формирование кратера в жидком металле в литейной форме для металлического изделия, отливаемого со скоростью литья, посредством струи жидкого металла, причем размер отверстия разливочного стакана обеспечивает образование струи жидкого металла, вызывающей углубление кратера в жидком металле в литейной форме со скоростью, изменяющейся на 10% или менее относительно скорости литья при работе в стационарном режиме.
9. Система по п. 7, которая содержит нижний блок для дальнейшего вытяжки расплавленного металла из разливочного стакана со скоростью литья при работе в стационарном режиме.
10. Система по п. 7, которая содержит устройство для контроля скорости потока расплавленного металла, размещенное между системой подачи расплавленного металла и разливочным стаканом для регулирования скорости потока расплавленного металла, попадающего в полость литейной формы.
11. Система по п. 10, которая содержит контроллер, соединенный с датчиком для оценки глубины жидкого металла в литейной форме и связанный с устройством для контроля скорости потока расплавленного металла для регулирования расхода расплавленного металла на основе расчетной глубины жидкого металла в литейной форме.
12. Способ литья жидкого металла, включающий:
обеспечение подачи расплавленного металла из системы подачи расплавленного металла в полость литейной формы через отверстие разливочного стакана со скоростью потока при работе в стационарном режиме, при этом поступление расплавленного металла через отверстие разливочного стакана со скоростью потока включает получение струи жидкого металла в жидком металле в литейной форме;
вторичное перемешивание зерен в суспензионной зоне жидкого металла в литейной форме с использованием струи жидкого металла при работе в стационарном режиме,
отличающийся тем, что используют систему литья жидкого металла по любому из пп. 7-11.
13. Способ по п. 12, в котором размер отверстия разливочного стакана обеспечивает формирование струей жидкого металла кратера в суспензионной зоне жидкого металла в литейной форме и поддержание скорости углубления кратера в пределах отклонения от скорости литья 10% в стационарном режиме.
14. Способ по п. 13, в котором используют разливочный стакан, изготовленный или выбранный с размером отверстия, подходящим для получения струи жидкого металла, обеспечивающей поддержание скорости углубления кратера в пределах изменения скорости литья в пределах 10% при работе в стационарном режиме; и
соединяют разливочный стакан с системой подачи расплавленного металла.
15. Способ по п. 12, в котором осуществляют вытягивание нижнего блока в сторону от разливочного стакана при работе в стационарном режиме.
16. Способ по п. 12, в котором подача расплавленного металла через разливочный стакан при определенной скорости потока дополнительно включает управление скоростью потока с использованием устройства для контроля скорости потока, находящегося между системой подачи расплавленного металла и разливочным стаканом.
17. Способ по п. 16, в котором вторичное перемешивание зерен с использованием струи жидкого металла включает регулирование скорости потока через отверстие с обеспечением формирования струи жидкого металла, поддерживающей скорость углубления кратера в пределах 5% от скорости литья при работе в стационарном режиме.
18. Способ по п. 12, в котором вторичное перемешивание зерен с использованием струи жидкого металла включает ориентацию струи жидкого металла в вертикальном направлении или в пределах отклонения 30° от вертикали.
19. Металлический продукт, полученный способом по п. 12, имеющий показатель макроскопической ликвации меньше 0,104.
20. Способ определения оптимизированных параметров литья жидкого металла, включающий:
определение размеров литейной формы для полости формы, подходящей для приема жидкого металла из разливочного стакана, соединенного с системой подачи расплавленного металла;
определение скорости литья; и
определение оптимизированного параметра литья с использованием размеров литейной формы и скорости литья, значение которого обеспечивает струю, формируемую жидким металлом, выходящим из отверстия разливочного стакана со скоростью потока металла, уменьшающую макроскопическую ликвацию в отлитом металлическом изделии, причем металлический продукт, отлитый с использованием оптимизированного параметра литья, имеет показатель макроскопической ликвации, равный или меньший 0,100,
отличающийся тем, что определение оптимизированного параметра литья включает:
определение числа Рейнольдса литейной формы с использованием размеров литейной формы и скорости литья;
определение числа Рейнольдса струи с использованием числа Рейнольдса литейной формы; и
вычисление оптимизированного параметра литья в виде по меньшей мере одного из скорости потока металла и размера отверстия разливочного стакана с использованием числа Рейнольдса литейной формы и числа Рейнольдса струи.
21. Способ по п. 20, в котором показатель макроскопической ликвации рассчитывают в соответствии со следующей формулой:

где Y – половина толщины или половина диаметра металлического продукта;
Adom – площадь измеренного поперечного сечения в измеряемой точке;
у – расстояние от середины толщины металлического продукта до измеряемой точки;
А – область интегрирования по поперечному сечению металлического продукта;
С0 – концентрация растворенного состава в целевой композиции сплава;
С – концентрация растворенного вещества в измеренной точке.
22. Способ по п. 20, в котором определение оптимизированного параметра литья включает обеспечение по меньшей мере одного значения из скорости потока металла и размера отверстия разливочного стакана, которое рассчитывается так, чтобы струя жидкого металла вызывала вторичное перемешивание зерен в суспензионной зоне жидкого металла в литейной форме при работе в стационарном режиме.
23. Способ по п. 20, в котором оптимизированный параметр литья обеспечивает формирование кратера в жидком металле в литейной форме посредством струи жидкого металла, причем отверстие разливочного стакана имеет размер, при котором полученная струя жидкого металла индуцирует углубление кратера со скоростью, приводящей к изменению в 10% или менее относительно скорости литья в процессе работы в стационарном режиме.
24. Способ по п. 20, в котором определение числа Рейнольдса струи включает определение композиции металла для металлического продукта и определение числа Рейнольдса струи с использованием композиции металла и числа Рейнольдса литейной формы.
25. Способ по п. 20, в котором оптимизированным параметром литья является размер отверстия разливочного стакана.
26. Способ по п. 20, в котором дополнительно осуществляют выбор или изготовление разливочного стакана на основе размера отверстия разливочного стакана.
27. Способ по п. 20, в котором осуществляют управление устройством для контроля скорости потока жидкого металла с использованием значения скорости потока металла.
28. Способ по п. 20, в котором определение оптимизированного параметра литья включает обеспечение вычисления по меньшей мере одного из значения скорости потока жидкого металла и размера отверстия разливочного стакана так, чтобы струя жидкого металла имела достаточную силу для индуцирования потока жидкого металла в жидком металле в литейной форме, который достаточен для гомогенизации концентраций растворенного вещества в жидком металле в литейной форме.
29. Способ по п. 20, в котором показатель макроскопической ликвации находится на уровне 0,090 или меньше.
30. Способ по п. 20, в котором показатель макроскопической ликвации находится на уровне 0,070 или меньше.
31. Способ литья жидкого металла, включающий:
обеспечение подачи расплавленного металла из системы подачи расплавленного металла в полость литейной формы через отверстие разливочного стакана при скорости потока металла при работе в стационарном режиме, причем подача расплавленного металла через отверстие разливочного стакана со скоростью потока включает формирование струи жидкого металла в жидком металле в литейной форме, достаточной для уменьшения макроскопической ликвации в металлическом продукте таким образом, чтобы металлический продукт имел показатель макроскопической ликвации, равный 0,100 или меньше,
отличающийся тем, что используют разливочный стакан, размер отверстия которого определяют способом по любому из пп. 20-30.
32. Способ по п. 31, включающий вторичное перемешивание зерен в суспензионной зоне жидкого металла в литейной форме с использованием струи жидкого металла при работе в стационарном режиме.
33. Способ по п. 32, в котором размер отверстия разливочного стакана обеспечивает формирование струей жидкого металла кратера в суспензионной зоне жидкого металла в литейной форме и поддержание скорости углубления кратера в пределах отклонения от скорости литья 10% при работе в стационарном режиме.
34. Способ по п. 31, включающий индуцирование потока жидкого металла внутри жидкого металла в литейной форме, достаточного для гомогенизации концентраций растворенного вещества в жидком металле в литейной форме.
35. Способ по п. 31, в котором подачу расплавленного металла через разливочный стакан при скорости потока осуществляют под контролем скорости потока, осуществляемым с использованием устройства для контроля скорости потока, расположенного между системой подачи расплавленного металла и разливочным стаканом.
36. Способ по п. 31, в котором показатель макроскопической ликвации металлического продукта составляет 0,090 или меньше.
37. Способ по п. 31, в котором показатель макроскопической ликвации металлического продукта составляет 0,070 или меньше.
38. Металлический продукт с показателем макроскопической ликвации, который равен или меньше 0,10, характеризующийся тем, что он получен способом по п. 31.
| WO 2015179680 A3, 26.11.2015 | |||
| Способ непрерывного литья слитков на установках вертикального и криволинейного типа | 1990 |
|
SU1736673A1 |
| WO 1991019578 A, 26.12.1991. | |||

