Изобретение относится к способу управления или регулирования температуры, как, например, при вторичном охлаждении в установках непрерывного литья.
В установках непрерывной разливки заготовка разливаемого металла после кристаллизатора охлаждается до полного затвердевания в так называемом вторичном охладителе. Этот процесс охлаждения играет решающую роль в качестве материала отливаемой заготовки. Таким образом, полное затвердевание должно было бы происходить в пределах роликовых сегментов установки непрерывной разливки, поддерживающих отливаемую заготовку с жидкой незакристаллизовавшейся сердцевиной. При этом цель заключается в том, чтобы скорость охлаждения отливаемой заготовки и область температур для оболочки заготовки были рассчитаны таким образом, чтобы отлитая заготовка застывала без дефектов.
В установках непрерывной разливки согласно уровню техники охлаждение реализуется путем охлаждения разбрызгиваемой водой, причем количество разбрызгиваемой воды управляется в соответствии с предписаниями таблиц для разбрызгиваемой воды. Эти таблицы для разбрызгиваемой воды согласно уровню техники содержат количество разбрызгиваемой воды для охлаждения, устанавливаемое для каждой зоны охлаждения. Поэтому для различных скоростей литья задаются определенные количества воды. Затем в зависимости от материала отливаемой заготовки оператор установки выбирает соответствующую таблицу, используемую для установки количества воды при вторичном охлаждении. Обращение с множеством различных таблиц для различных производственных условий повседневного литья является трудоемким и обременительным.
Задача настоящего изобретения состоит в создании устройства и способа управления или регулирования температур, при которых недостатки уровня техники сглаживаются или устраняются совсем.
Согласно изобретению задача относительно способа решается с помощью способа управления или регулирования температуры отливаемой заготовки в установке непрерывной разливки с помощью блока управления или регулирования, в частности, для управления или регулирования температуры при вторичном охлаждении в установке непрерывной разливки с помощью по меньшей мере одного средства охлаждения отливаемой заготовки, причем производится динамическое изменение по меньшей мере одной заданной температуры отливаемой заготовки на основе данных и/или сигналов, принятых и/или определенных блоком управления или регулирования.
В результате достигается то, что заданные температуры для регулирования вторичного охлаждения автоматически и динамически согласуются с текущими данными условиями. Таким образом, оператор по меньшей мере частично освобождается от еще необходимого согласно уровню техники трудоемкого обращения с многочисленными таблицами. Заданные температуры, как правило, заранее устанавливаются таким образом, чтобы обеспечивался нормальный режим работы установки с ожидаемыми параметрами литья (например, температурой при разливке, скоростью литья). Однако поскольку на практике эти параметры все же могут нарушаться в сторону превышения или занижения или же поскольку от изменения скорости может пострадать также качество обрабатываемого материала, изобретение предусматривает, чтобы заданные температуры динамически подстраивались под текущие данные условия, т.е. под возможное изменение параметров литья. Если же затем параметры литья снова оказываются в ожидаемой области, то заданные температуры снова возвращаются к своим изначальным значениям. Это управление/регулирование заданной температуры осуществляются в собственном/отдельном первом модуле внутри общего блока управления и регулирования.
В случае данных и/или сигналов, принимаемых блоком управления или регулирования, речь идет, в частности, о величине температуры отливаемой заготовки по меньшей мере в одной позиции, причем величина температуры или вычисляется, или измеряется. В случае вычисления величины температуры отливаемой заготовки предпочтительно, чтобы в дополнение к вычислению было проведено измерение температур отливаемой заготовки, чтобы скорректировать расчет температуры с помощью измерения.
Блок управления или регулирования на основе принятых или определенных данных и/или сигналов определяет состояние отливаемой заготовки по меньшей мере в одной позиции и управляет или регулирует во втором модуле с учетом подстроенной заданной температуры и требований процесса литья температуру отливаемой заготовки по меньшей мере в одной позиции путем соответствующего охлаждения.
Целесообразно также, чтобы соответствующая изобретению динамическая подстройка заданной температуры отливаемой заготовки по меньшей мере в одной позиции осуществлялась в зависимости от температуры при выпуске отливаемой заготовки из кристаллизатора.
Кроме того, в соответствии с другой идеей согласно изобретению может быть также предпочтительно, чтобы блок управления или регулирования на основе определенных и/или принятых данных или сигналов определял изгиб (прогиб) отливаемой заготовки и/или затвердевшей корочки заготовки по меньшей мере между отдельными роликами. При этом предпочтительно, чтобы блок управления или регулирования на основе определенных или принятых данных или сигналов определял удлинение отливаемой заготовки и/или корочки заготовки по меньшей мере между отдельными роликами. Предпочтительно также, чтобы величина определенного изгиба и/или удлинения сравнивалась с эталонной величиной и при превышении предельной величины следовало бы предупреждение. Кроме того, предпочтительно, чтобы величина определенного изгиба и/или удлинения сравнивалась с эталонной величиной и при превышении предельной величины производилось бы понижение заданной температуры отливаемой заготовки по меньшей мере в той области отливаемой заготовки, в которой определено превышение. Кроме того, при этом целесообразно, чтобы подстройка заданной температуры или заданных температур осуществлялась таким образом, чтобы по существу во всей области вторичного охлаждения изгиб и/или удлинения не превышали допустимых предельных величин.
Кроме того, в соответствии с дополнительной идеей согласно изобретению предпочтительно, чтобы блок управления или регулирования на основе определенных и/или принятых данных и/или сигналов определял вязкость отливаемой заготовки. При этом целесообразно, чтобы определенная вязкость отливаемой заготовки сравнивалась с задаваемой предельной величиной вязкости и при «не достижении» предельной величины следовало бы предупреждение. Целесообразно также, чтобы определенная вязкость отливаемой заготовки сравнивалась с задаваемой предельной величиной вязкости и при не достижении предельной величины инициировалось бы повышение заданной температуры отливаемой заготовки. Кроме того, предпочтительно, чтобы определение вязкости отливаемой заготовки, предпочтительно, проводилось в области перед гибочным и/или правильным блоком установки непрерывной разливки.
Кроме того, в соответствии с дополнительной идеей согласно изобретению предпочтительно, чтобы блок управления или регулирования на основе определенных и/или принятых данных и/или сигналов определял длину затвердевания отливаемой заготовки. Кроме того, предпочтительно, чтобы определенная длина затвердевания отливаемой заготовки сравнивалась с задаваемой предельной величиной и при превышении предельной величины инициировалось бы повышение заданной температуры отливаемой заготовки. Предпочтительно также, чтобы блок управления или регулирования выбирал заданную температуру отливаемой заготовки таким образом, чтобы предельные величины по существу достигались.
Согласно изобретению задача в отношении устройства решается с помощью устройства для управления или регулирования температуры отливаемой заготовки в устройстве непрерывной разливки с блоком управления или регулирования, в частности, для управления или регулирования температуры во вторичном охлаждении устройства непрерывной разливки, по меньшей мере с одним средством охлаждения отливаемой заготовки, причем на основе данных и/или сигналов, получаемых или определяемых блоком управления или регулирования, может производиться динамическое изменение по меньшей мере заданной температуры отливаемой заготовки. При этом с помощью устройства может успешно осуществляться вышеуказанный способ.
При этом требования ко вторичному охлаждению весьма многообразны. Параметром управления может быть, например, полное использование имеющейся производственной мощности, как, например, использовать по существу до конца имеющуюся опору заготовки в установке непрерывной разливки в отношении длины затвердевания. Поэтому при регулировании температуры отливаемой заготовки при управлении или регулировании температуры или охлаждении может быть, соответственно, учтена расчетная длина затвердевания.
Другим предпочтительным параметром управления охлаждением может быть достижение и соблюдение по меньшей мере отдельных параметров качества отливаемой заготовки, причем новые сорта стали чувствительны к неблагоприятным процессам охлаждения так, что скорость охлаждения является параметром управления, чтобы оказывать благоприятное воздействие на качество полосы.
При изменении скорости литья изменяется, например, также температура отливаемой заготовки на выпуске кристаллизатора. Последующее охлаждение должно было бы это учитывать, чтобы не возникло проблем с качеством, например, в форме чересчур высоких термических напряжений, которые у некоторых чувствительных сортов стали могли бы вызвать растрескивание.
Поэтому при использовании регулирования или управления температурой предпочтительно, чтобы заданная температура задавалась для отливаемой заготовки в разных позициях и чтобы она все же могла подстраиваться под измененные условия на основе измененных параметров.
Кроме того, отливаемая заготовка в установке непрерывной разливки имеет свойство выпучиваться между опорными роликами. При слишком сильных выпучиваниях возникают отчасти высокие изгибающие напряжения и внутренние растяжения. Они в свою очередь могли бы вызвать повреждения отливаемой заготовки. Максимально допустимое выпучивание, предпочтительно, задается в зависимости от параметров литья, как, например, скорости литья и/или температуры литья.
В том случае, когда отливаемая заготовка изгибается или правится, она испытывает дополнительные растяжения и напряжения. В этом случае материал отливаемой заготовки должен противостоять этим дополнительным растяжениям и напряжениям без существенных повреждений от растрескивания. Если отливаемая заготовка является хрупкой, у нее могло бы произойти растрескивание поверхности. Для того, чтобы в значительной мере предотвратить такое растрескивание, предпочтительно, чтобы отливаемая заготовка изгибалась и правилась в той области температур, в которой отливаемая заготовка имеет подходящую вязкость.
Предпочтительные усовершенствования описаны в зависимых пунктах формулы изобретения.
Ниже изобретение более подробно описывается на основе примера выполнения со ссылкой на чертежи, на которых:
фиг.1 - схематическое представление, поясняющее устройство согласно изобретению,
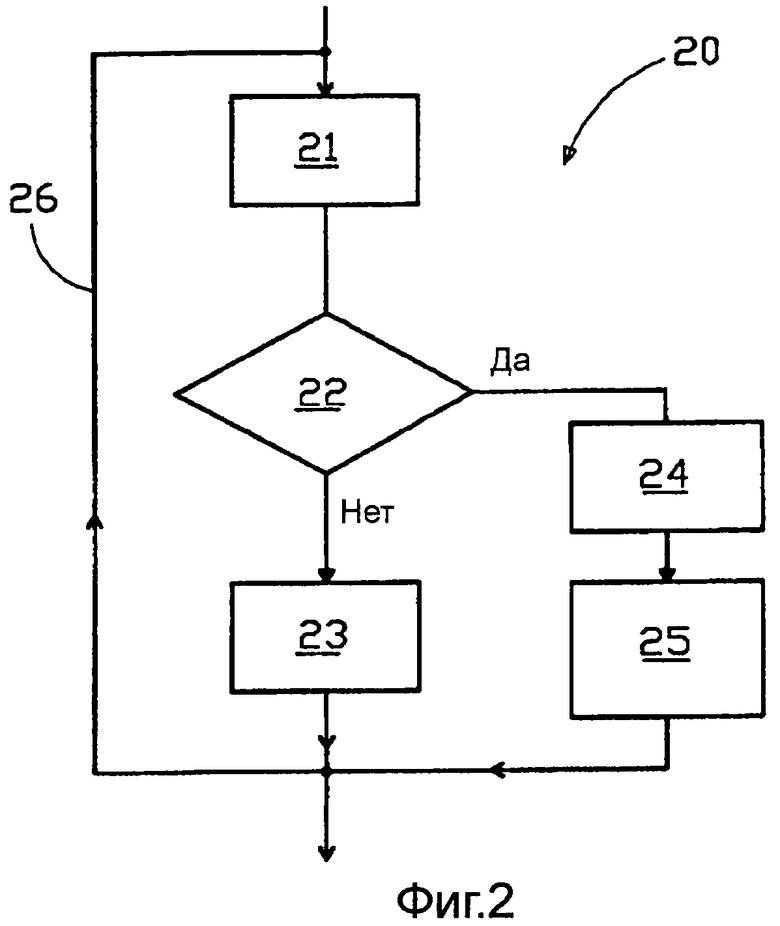
фиг.2 - диаграмма, поясняющая способ согласно изобретению,
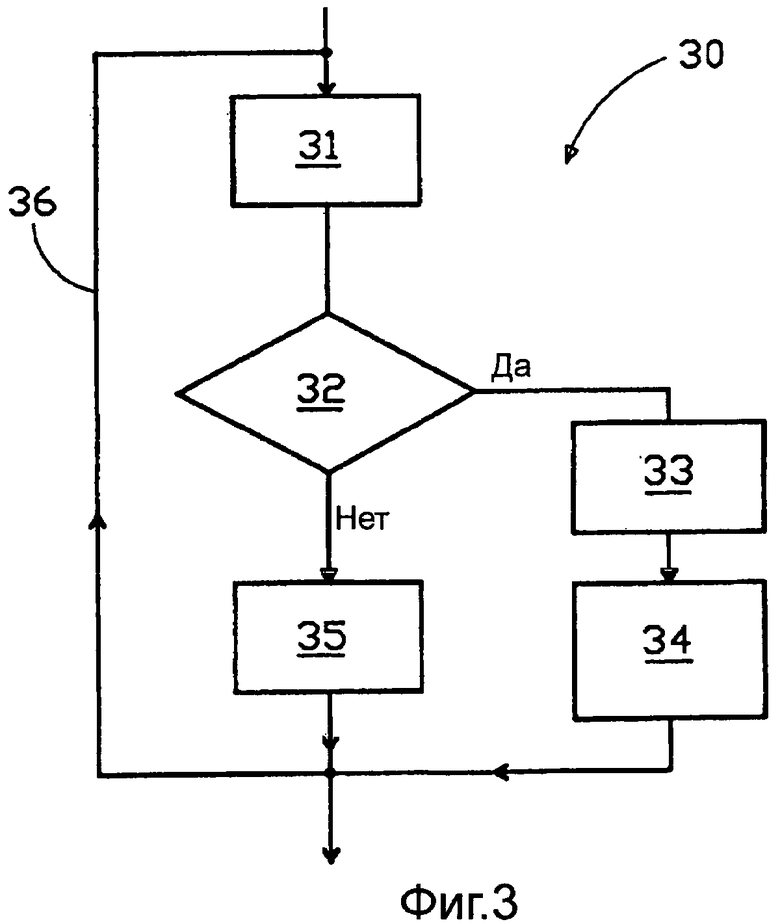
фиг.3 - диаграмма, поясняющая способ согласно изобретению,
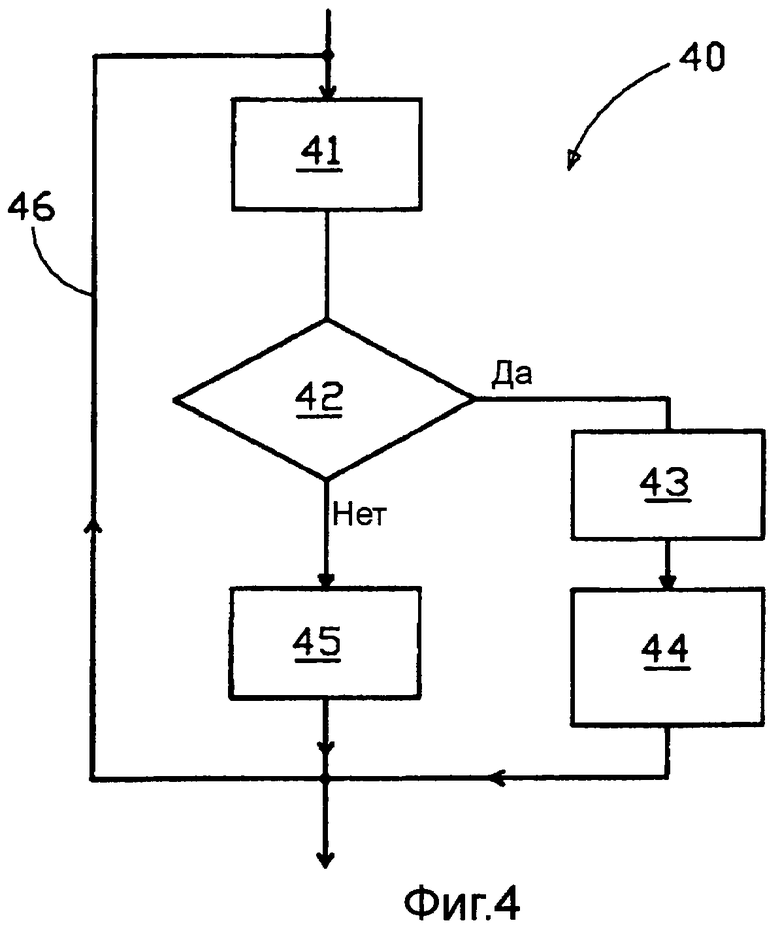
фиг.4 - диаграмма, поясняющая способ согласно изобретению,
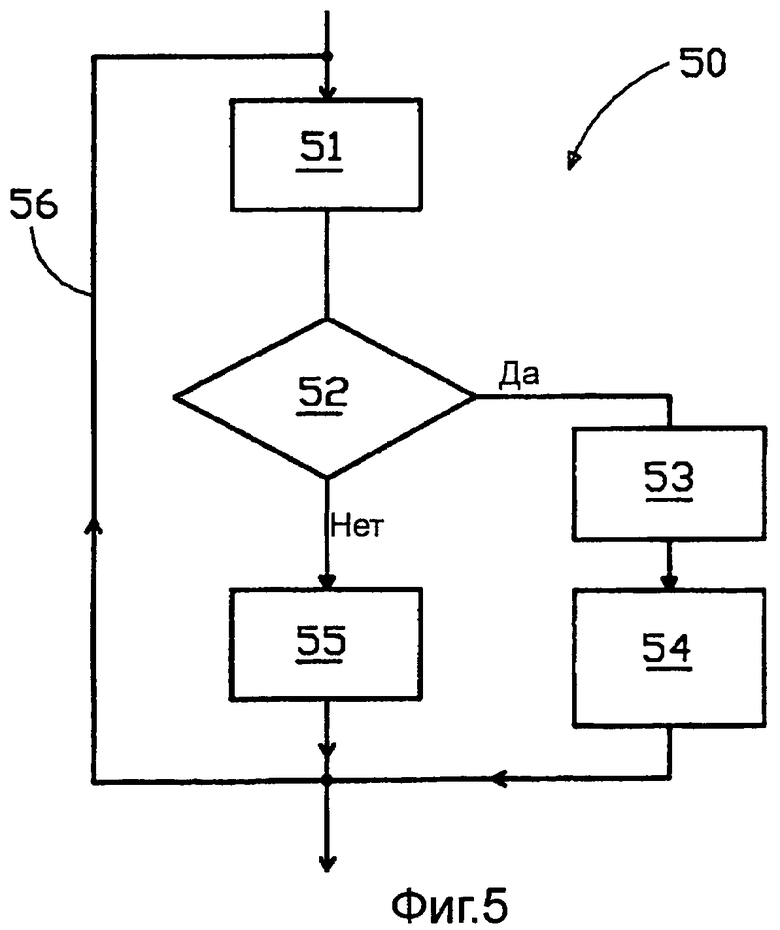
фиг.5 - диаграмма, поясняющая способ согласно изобретению, и
фиг.6 - диаграмма, поясняющая изобретение.
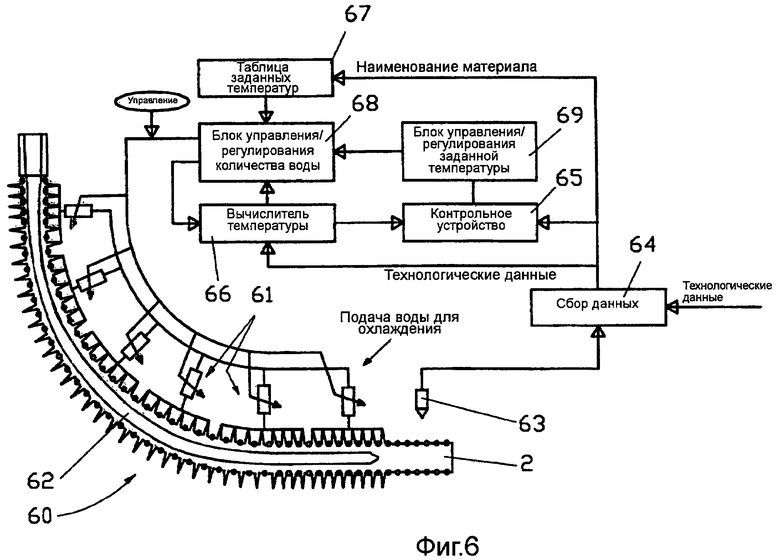
Изобретение относится к способу управления или способу регулирования, в частности, для вторичного охлаждения в установке непрерывной разливки. Для этого на фиг.1 схематически изображена установка 1 непрерывной разливки с кристаллизатором 7 и роликовой проводкой 8, а также с отливаемой заготовкой 2. Осуществляемое управление или регулирование температуры производятся автоматически без вмешательства оператора или полуавтоматически, причем в этом случае блок 3 управления или регулирования на основе имеющихся в распоряжении данных измерений анализирует состояние установки 1 непрерывной разливки и представляет оператору предложения для установления различных управляющих воздействий.
При этом установка 1 непрерывной разливки, наряду с блоком 3 управления или регулирования, содержит также средства 4, 5 для сбора данных или сигналов, как, например, датчики. Например, температурные датчики 4 установлены вдоль отливаемой заготовки 2. Средства 4, 5 регистрируют, т.е. обнаруживают или вычисляют, параметры состояния отливаемой заготовки или установки непрерывной разливки и передают эти данные в блок 3 управления или регулирования, который на основании сигналов и/или данных динамически определяет заданную температуру или заданные температуры отливаемой заготовки 2 и на их основе управляет средствами 6 охлаждения для достижения заданной температуры в соответствующих областях отливаемой заготовки 2. Согласно изобретению изменение заданной температуры производится таким образом, чтобы динамическая подстройка заданных температур осуществлялась в зависимости от данных условий для отливаемой заготовки. При этом для достижения заданной температуры путем регулирования, предпочтительно, производятся вычисление температуры отливаемой заготовки и регулирование охлаждения, т.е. количества разбрызгиваемой воды. Кроме того, при этом предпочтительно воспользоваться каталогом заданных температурных кривых. Согласно изобретению предпочтительно, чтобы контрольный модуль был связан с вычислением температуры так, чтобы в этом контрольном модуле определялись выпучивание, вязкость и удаление полного отвердевания от конца установки. Эти определенные величины сравниваются с предельными величинами, и/или следует предупреждение, и/или производится динамическая подстройка заданной температуры или заданных температур. Для этого делается ссылка на фиг.6.
При этом предпочтительно, чтобы термические напряжения в корочке отливаемой заготовки снижались на выпуске кристаллизатора. Кроме того, предпочтительно, чтобы управление или регулирование сокращало или предотвращало рабочие режимы, при которых выпучивание отливаемой заготовки между роликами становится чересчур большим. Предпочтительно также, чтобы управление или регулирование предотвращало или сокращало рабочие режимы, при которых отливаемая заготовка изгибается или правится в температурной области, в которой материал отливаемой заготовки является хрупким. Кроме того, целесообразно, чтобы в результате управления или регулирования контролировалась длина затвердевания отливаемой заготовки и, предпочтительно, предотвращалось или по возможности не допускалось увеличение длины затвердевания отливаемой заготовки более, чем на расстояние до конца опоры заготовки, так, чтобы отливаемая заготовка по окончании опоры заготовки по существу была уже затвердевшей.
Способ управления согласно изобретению для управления или регулирования температуры при вторичном охлаждении отливаемой заготовки основывается на регулировании температуры, причем по меньшей мере одно, однако, предпочтительно, несколько распределений заданной температуры по поверхности отливаемой заготовки зафиксированы в памяти блока управления или регулирования как выбираемые заданные значения.
Кроме того, блок 3 управления или регулирования располагает записанным набором данных, например таблицей, в которой каждому используемому или обрабатываемому материалу или каждой используемой или обрабатываемой группе материалов определено соответствующее распределение задаваемых температур.
Блок 3 управления или регулирования на основе записанных и выбранных данных управляет количеством разбрызгиваемой воды при вторичном охлаждении таким образом, что температуры отливаемой заготовки по меньшей мере по существу соответствуют заданным температурам.
Согласно изобретению управление или регулирование оптимизируются настолько, что распределение заданной температуры отливаемой заготовки задано не жестко и, следовательно, не является обязательным для всех рабочих режимов, а динамично подстраивается в соответствии с задаваемыми критериями.
Устройство управления или регулирования, наряду с вычислением температур отливаемой заготовки и наряду с собственно модулем регулирования для установления количества воды, предпочтительно, содержит также другие модули для выполнения дополнительных задач.
Таким образом, предпочтительно, вычисляется температура при выпуске отливаемой заготовки из кристаллизатора или на охлаждающем сегменте, следующем за кристаллизатором. На фиг.2 показана диаграмма 20 способа согласно изобретению, по которому блок 21 опрашивается относительно температуры отливаемой заготовки при выпуске из кристаллизатора или на охлаждающем сегменте, следующем за кристаллизатором. В блоке 22 содержится запрос относительно того, не превышает ли эта определенная температура или определенная скорость охлаждения задаваемую предельную величину или скорость охлаждения, имеющуюся между кристаллизатором и охлаждающим сегментом. Если на этот запрос получен утвердительный ответ, то в блоке 24 следует продолжение на предмет возможного предупреждения. В блоке 25 осуществляется управление повышением или понижением заданной температуры и, соответственно, повышенным или пониженным охлаждением отливаемой заготовки при выпуске с тем, чтобы температура или скорость охлаждения отливаемой заготовки устанавливались в рамках допустимых предельных значений. Если в блоке 22 на запрос следует отрицательный ответ, то никакого изменения заданной температуры в блоке 23 не происходит. Этот способ может контролироваться и осуществляться квазипостоянно, вследствие чего этот этап обработки с помощью петли 26 может быть возвращен в начало.
Затем заданные температуры отливаемой заготовки для охлаждающих сегментов подстраиваются под определенную выпускную температуру. В результате для отливаемой заготовки при снижении термических напряжений получается равномерная характеристика охлаждения.
Кроме того, выпучивание отливаемой заготовки может быть вычислено, причем дополнительно может быть определено также допустимое выпучивание отливаемой заготовки. При этом допустимое выпучивание может зависеть, например, от мгновенных значений параметров процессов в установке непрерывной разливки. На фиг.3 изображена диаграмма 30 способа согласно изобретению, по которому в блоке 31 запрашивается величина выпучивания отливаемой заготовки между опорами сегмента. В блоке 32 содержится запрос относительно того, не превышает ли это определенное выпучивание задаваемую предельную величину, причем предельная величина от участка к участку вполне могла бы быть записана по-разному. Если на этот запрос получен утвердительный ответ, то в блоке 33 следует продолжение на предмет возможного предупреждения. В блоке 34 осуществляется управление понижением заданной температуры отливаемой заготовки и усиленным охлаждением отливаемой заготовки на участке повышенного выпучивания или впереди него с тем, чтобы температура отливаемой заготовки спала по меньшей мере там. Если в блоке 32 на запрос получен отрицательный ответ, то никакого изменения заданной температуры не производится, смотри блок 35. Этот способ может контролироваться и осуществляться квазипостоянно, вследствие чего этот этап обработки с помощью петли 26 может быть возвращен в начало.
Блок 3 управления или регулирования согласно изобретению во время литья, предпочтительно, непрерывно или с интервалами сравнивает обнаруженное или расчетное выпучивание отливаемой заготовки с максимально допустимой величиной.
При превышении этой величины заданная температура снижается. При этом заданная температура, предпочтительно, снижается в той области отливаемой заготовки, где распознается превышение, причем при необходимости снижение заданной температуры может быть инициировано или осуществлено на предшествующем участке.
Согласно идее изобретения другой вычислительный модуль в блоке 3 управления или регулирования может определять вязкость отливаемой заготовки. При этом может быть проведено сравнение определенной величины вязкости с допустимой минимальной величиной. При опускании вязкости в гибочном и правильном блоке ниже этой предельной величины (т.е. недостижении этой величины) задаваемая температура с помощью блока управления или регулирования повышается, причем это происходит по меньшей мере в охлаждающем сегменте перед областью изгиба или правки. В этой связи следует сослаться на фиг.4, на которой изображена диаграмма 40 способа согласно изобретению, согласно которому блок 41 опрашивается относительно величины вязкости отливаемой заготовки, предпочтительно, в гибочном или правильном блоке. Блок 42 опрашивается относительно того, не меньше ли эта определенная вязкость, чем задаваемая предельная величина, причем предельная величина от участка к участку могла бы быть записана по-разному. Если на этот запрос получен утвердительный ответ, то в блоке 43 следует продолжение на предмет возможного предупреждения. В блоке 44 осуществляется управление понижением заданной температуры отливаемой заготовки или усиленным охлаждением отливаемой заготовки на участке пониженной вязкости с тем, чтобы температура отливаемой заготовки спала по меньшей мере там или по меньшей мере на впереди расположенном участке. Если в блоке 42 на запрос получен отрицательный ответ, то никакого изменения заданной температуры не производится, смотри блок 45. Этот способ может контролироваться и осуществляться квазипостоянно, вследствие чего этот этап обработки с помощью петли 46 может быть возвращен в начало.
Кроме того, в примере выполнения изобретения согласно изобретению блок 3 управления или регулирования может вычислять или определять длину затвердевания отливаемой заготовки 2 и контролировать ее на основе сигналов датчиков. Поскольку отливаемая заготовка находится на поддерживающих сегментах, целесообразно, чтобы длина затвердевания в направлении транспортировки была не больше максимального удаления последнего поддерживающего сегмента. В результате, предпочтительно, добиваются того, чтобы отливаемая заготовка затвердевала, прежде чем она покинет последний поддерживающий сегмент. Длина затвердевания для отливаемой заготовки в соответствии с определенной пороговой величиной заканчивается перед последним сегментом. Пороговая величина может контролироваться с помощью датчика, так что при превышении длиной затвердевания этой пороговой величины блок 3 управления или регулирования осуществляет реверсивное управление. На основе данных динамических характеристик оценивается ожидаемая длина затвердевания. Если длина затвердевания отливаемой заготовки превышает эту пороговую величину, блок управления или регулирования инициирует снижение заданной температуры отливаемой заготовки по меньшей мере на участке перед пороговой длиной затвердевания, так что в общей сложности длина затвердевания отливаемой заготовки сокращается. Это приводит к большему охлаждению отливаемой заготовки, и в результате длина затвердевания становится короче. Порог, предпочтительно, выбирается таким образом, чтобы в процессе управления или регулирования длина затвердевания оставалась в пределах пороговой величины или выходила за них несущественно и не выходила за поддерживающие сегменты. В этой связи следует сослаться на фиг.5, на которой изображена диаграмма 50 способа согласно изобретению, по которому опрашивается блок 51 и дается динамическая оценка величины длины затвердевания отливаемой заготовки. Блок 52 опрашивается на предмет превышения этой определенной длиной затвердевания задаваемой предельной величины. Если на этот запрос получен утвердительный ответ, то в блоке 53 следует продолжение на предмет возможного предупреждения. В блоке 54 осуществляется управление понижением заданной температуры отливаемой заготовки или усиленным охлаждением отливаемой заготовки с тем, чтобы температура отливаемой заготовки по меньшей мере на предпочтительном участке спала, а отливаемая заготовка уменьшилась по своей длине затвердевания. Если в блоке 52 на запрос получен отрицательный ответ, то никакого изменения заданной температуры не производится, смотри блок 55. Этот способ может контролироваться и осуществляться квазипостоянно, вследствие чего этот этап обработки с помощью петли 56 может быть возвращен в начало.
Следует указать на то, что схемы последовательности операций, изображенные на фиг.2-5, могут комбинироваться друг с другом, так что по меньшей мере отдельные этапы обработки или процессы соединены параллельно или последовательно, так что на установку или управление заданной температурой отливаемой заготовки по меньшей мере на отдельных участках могут оказывать влияние даже несколько параметров одновременно.
На фиг.6 схематически изображена литейная установка 60, в которой охлаждающие сегменты 61 предусмотрены для охлаждения отливаемой заготовки 62. С помощью датчика 63 или множества датчиков может быть определена температура отливаемой заготовки, чтобы, например, с помощью измерения скорректировать предварительно вычисленную температуру отливаемой заготовки. Температурные данные датчика или датчиков 63 подаются в устройство 64 для сбора данных, в которое подаются также другие данные обработки. Данные устройства 64 для сбора данных подаются в контрольное устройство 65, вычислитель 66 температур и в таблицу 67 заданных температур. Кроме того, контрольное устройство 65 получает данные от вычислителя 66 температур, передающего данные также в блок 68 управления/регулирования количества воды для охлаждения, причем вычислитель 66 температур получает также данные с блока 68 управления/регулирования обратно. Контрольное устройство 65 передает данные в блок 69 управления/регулирования заданной температуры, который в свою очередь передает данные в блок 68, который в свою очередь управляет охлаждающими сегментами 61. В контрольном устройстве 65 определяются вспучивание, вязкость и удаление полного затвердевания от конца установки. Последние сравниваются с предельными величинами, как это описано на фиг.3, 4 и 5 и в соответствующем описании. При отклонениях от предельных величин поступает предупредительное сообщение или происходит изменение заданных температур.
Перечень позиций
1 - установка непрерывной разливки
2 - отливаемая заготовка
3 - блок управления или регулирования
4 - средство для сбора данных или сигналов
5 - средство для сбора данных или сигналов
6 - средство охлаждения
20 - диаграмма
21 - блок
22 - блок
23 - блок
24 - блок
25 - блок
26 - блок
30 - диаграмма
31 - блок
32 - блок
33 - блок
34 - блок
35 - блок
36 - блок
40 - диаграмма
41 - блок
42 - блок
43 - блок
44 - блок
45 - блок
46 - блок
50 - диаграмма
51 - блок
52 - блок
53 - блок
54 - блок
55 - блок
56 - блок
60 - литейная установка
61 - охлаждающие сегменты
62 - отливаемая заготовка
63 - датчик
64 - блок
65 - блок
66 - блок
67 - блок
68 - блок
69 - блок
Изобретение относится к непрерывной разливке металлов, в частности к управлению или регулированию температуры в зоне вторичного охлаждения отливаемой заготовки. С помощью датчиков 4, 5 определяют температуру отливаемой заготовки. Полученные данные поступают в блок 3 управления или регулирования, который управляет средствами 6 охлаждения для достижения заданной температуры в необходимых областях заготовки. На основании полученных данных или сигналов определяют изгиб и удлинение отливаемой заготовки между отдельными роликами вторичного охлаждения, вязкость заготовки и длину затвердевания заготовки. На основании полученных данных и в зависимости от температуры заготовки при выпуске из кристаллизатора, осуществляют динамическую подстройку заданной температуры заготовки. Обеспечивается упрощение процесса регулирования температур отливаемой заготовки. 8 з.п. ф-лы, 6 ил.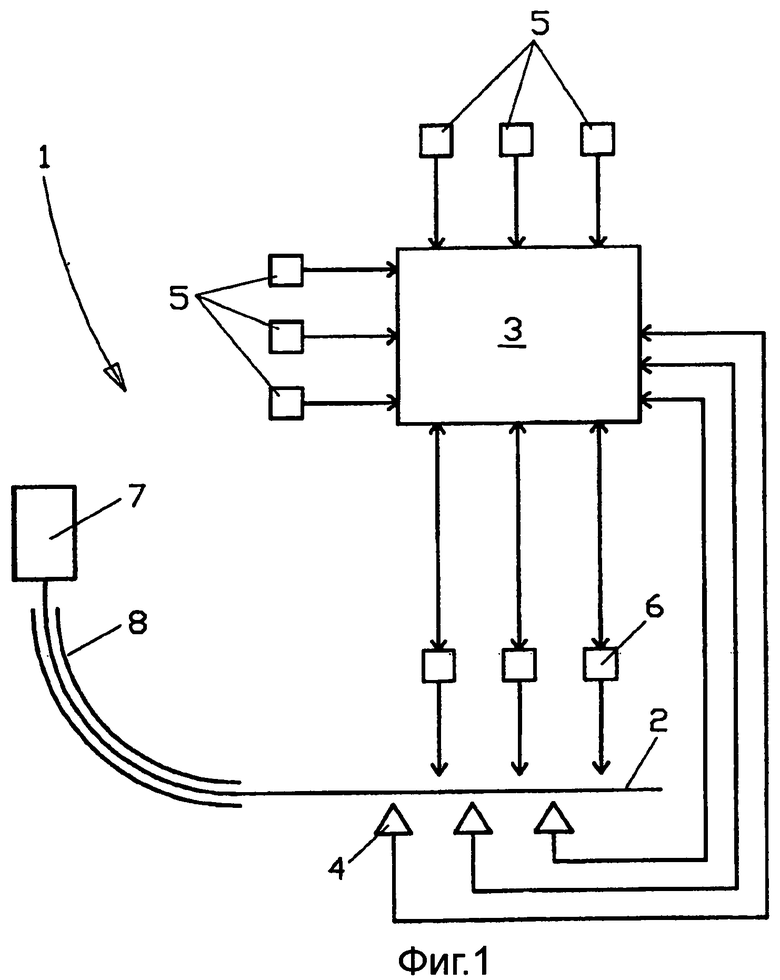
1. Способ управления или регулирования температуры отливаемой заготовки в установке (1) непрерывной разливки с помощью блока (3) управления или регулирования для управления или регулирования температуры отливаемой заготовки во вторичном охлаждении установки (1) непрерывной разливки с помощью по меньшей мере одного средства (6) охлаждения отливаемой заготовки (2), отличающийся тем, что блок (3) управления или регулирования на основании определенных и/или принятых данных или сигналов производит определение изгиба и удлинения отливаемой заготовки (2) и/или затвердевшей корочки заготовки между по меньшей мере отдельными роликами, производит определение вязкости отливаемой заготовки (2), производит определение длины затвердевания отливаемой заготовки (2), и на основании упомянутых определенных данных об изгибе, удлинении, вязкости и длине затвердевания заготовки, а также в зависимости от температуры при выпуске заготовки (2) из кристаллизатора осуществляет предупреждение и/или динамическую подстройку заданной температуры в по меньшей мере одной позиции отливаемой заготовки (2).
2. Способ по п.1, отличающийся тем, что величина определенного изгиба и/или удлинения сравнивается с эталонной величиной и при превышении предельной величины следует предупреждение.
3. Способ по п.1 или 2, отличающийся тем, что величина определенного изгиба и/или удлинения сравнивается с эталонной величиной и при превышении предельной величины производится снижение заданной температуры отливаемой заготовки (2) по меньшей мере на участке отливаемой заготовки (2), на котором определено превышение.
4. Способ по п.3, отличающийся тем, что подстройка заданных температур осуществляется таким образом, что изгиб и/или удлинения, по существу, во всей области вторичного охлаждения не превышают допустимых предельных величин.
5. Способ по п.1, отличающийся тем, что определенная вязкость отливаемой заготовки (2) сравнивается с задаваемой предельной величиной вязкости и при ее нахождении ниже предельной величины следует предупреждение.
6. Способ по п.1 или 5, отличающийся тем, что определенная вязкость отливаемой заготовки (2) сравнивается с задаваемой предельной величиной вязкости и при ее нахождении ниже предельной величины инициируется снижение заданной температуры отливаемой заготовки (2).
7. Способ по п.1, отличающийся тем, что определение вязкости отливаемой заготовки (2) предпочтительно проводится на участке перед гибочным и/или правильным блоком установки непрерывной разливки.
8. Способ по п.1, отличающийся тем, что определенная длина затвердевания отливаемой заготовки (2) сравнивается с задаваемой предельной величиной и при ее превышении инициируется снижение заданной температуры отливаемой заготовки.
9. Способ по п.1, отличающийся тем, что блок управления или регулирования выбирает заданную температуру отливаемой заготовки (2) таким образом, что, по существу, достигаются предельные величины.

