Изобретение относится к устройствам для охлаждения зоны резания при обработке металлов резанием, а именно к устройствам для подачи смазочно-охлаждающей жидкости (СОЖ) при внутреннем шлифовании (ВШ).
Известно устройство для подачи СОЖ при ВШ (см. патент US №3699728, В24В 55/02, опубл. 24.10.1972), в котором одновременно осуществляют подачу СОЖ двумя соплами в зону образования гидродинамического клина и выхода абразивных зерен (AЗ) из зоны резания под давлением 0,21 МПа и более; подачу СОЖ через поры сборного шлифовального круга (ШК), имеющего сегменты небольшого сечения для облегчения фильтрации СОЖ; через третье сопло СОЖ подается перпендикулярно поверхности ШК под давлением 27,6…68,9 МПа, что положительно влияет на тепловые процессы в зоне шлифования.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, относится:
1) для обеспечения требуемого давления необходимы надежные насосы высокого давления для подачи СОЖ;
2) необходимость тщательной очистки подаваемой жидкости от механических примесей;
3) в случае применения различных по составу СОЖ (например, масляной для подачи через поры ШК и водной для ее подачи по внешним трактам), необходима разработка технологий сепарации, обезвреживания и разложения отработанных составов;
4) применение сборного ШК, имеющего серьезные недостатки: наличие большого количества сложных металлических деталей, увеличивающих массу ШК, а также повышенные затраты на их изготовление и сборку; необходимость применения уплотняющих устройств; применимость для обработки лишь достаточно больших по диаметру отверстий, так как при небольшом диаметре отверстия из-за недостатка места затруднительно создать надежную конструкцию сборного ШК.
Наиболее близким к заявленному изобретению по совокупности признаков является выбранное в качестве прототипа устройство для подачи СОЖ при ВШ (см. патент РФ №2359809 С1, МПК8 В24В 55/02, В24В 5/06, опубл. 27.06.2009 в БИ №18), которое смонтировано на корпусе шпинделя и перемещается вместе с ним возвратно-поступательно вдоль оси шлифуемой заготовки, закрепленной в патроне, в серповидном пространстве, образованном рабочей поверхностью ШК и обрабатываемой поверхностью заготовки, без выхода серпообразного сопла за торцы обрабатываемой заготовки. Устройство содержит серпообразное сопло и подающий трубопровод. СОЖ одновременно подается поливом в зоны образования гидродинамического клина и выхода AЗ из зоны резания по всей длине обрабатываемого цилиндрического отверстия. Это позволяет в полной мере реализовать функциональные свойства используемой СОЖ в каждой из указанных зон, а теплосиловая напряженность обработки снижается. Кроме того, шлам, расположенный в межзеренном пространстве ШК, вымывается СОЖ по всей площади его рабочей поверхности. Серпообразное сопло в результате создания двух противоположно направленных потоков СОЖ обеспечивает вращение ШК и обрабатываемой поверхности заготовки в жидкостной ванне, создает условия для равномерного движения потоков СОЖ в зоны образования гидродинамического клина и выхода AЗ из зоны резания, уменьшает влияние воздушных потоков, образованных быстровращающимся ШК. Эффективность этого устройства (прототипа) во многом зависит от степени заполнения жидкостью серповидной зоны между ШК и заготовкой.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного устройства, принятого за прототип, относится то, что в известном устройстве суммарный расход СОЖ, подаваемой в серпообразном сопле, напрямую зависит от соотношения суммарной площади отверстий Sщ в серпообразном сопле и площади поперечного сечения Sт подающего трубопровода, т.е. при Sщ>Sт в зоны образования гидродинамического клина и выхода AЗ из зоны резания будет подано недостаточное количество СОЖ, что приведет к ухудшению качества поверхности деталей машин.
Сущность изобретения заключается в следующем.
Снижение теплонаряженности процесса абразивной обработки является особенно актуальным при ВШ, отличающемся стесненностью тепломассопереноса и локализаций выделившейся в контактной зоне теплоты в тонких поверхностных слоях заготовки и инструмента, приводя к образованию дефектов, снижающих эксплуатационные свойства изготовленных деталей, и к быстрой потере инструментом работоспособности.
Между тем резкое повышение в последнее время стоимости ШК сделало особенно актуальной проблему повышения их стойкости, а с ужесточением экологического законодательства и возрастанием стоимости и дефицита нефтепродуктов на передний план выходит проблема экономии и рационального использования СОЖ.
Технический результат - повышение качества деталей и производительности ВШ заготовок.
Указанный технический результат при осуществлении изобретения достигается тем, что заявляемое устройство, как и известное устройство (прототип), содержит серпообразное сопло, размещенное в серповидном пространстве, образованном рабочей поверхностью ШК и обрабатываемой поверхностью заготовки, с возможностью одновременной подачи через него СОЖ поливом в образуемые в упомянутом пространстве зоны гидродинамического клина и выхода абразивных зерен ШК из зоны резания.
Особенность заключается в том, что серпообразное сопло выполнено с двумя щелевыми отверстиями, суммарная площадь Sщ которых меньше площади поперечного сечения Sт подающего трубопровода, т.е. Sщ<Sт, что позволяет подавать в зоны образования гидродинамического клина и выхода AЗ из зоны резания необходимое количество СОЖ.
Сведения, подтверждающие возможность осуществления изобретения с получением вышеуказанного технического результата.
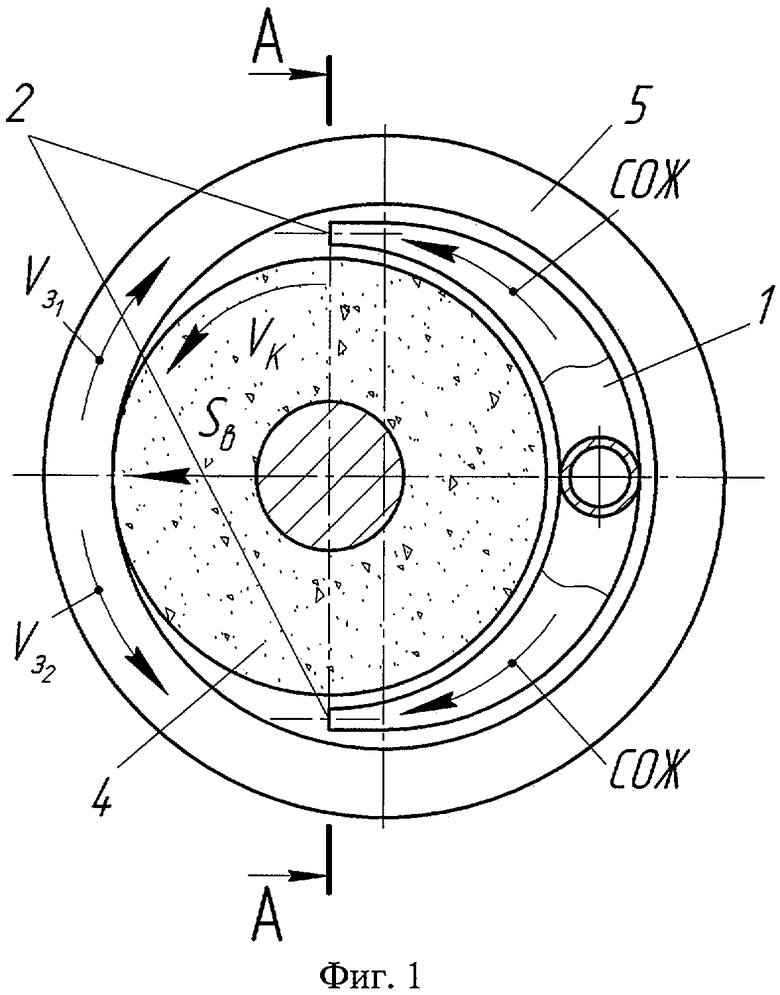
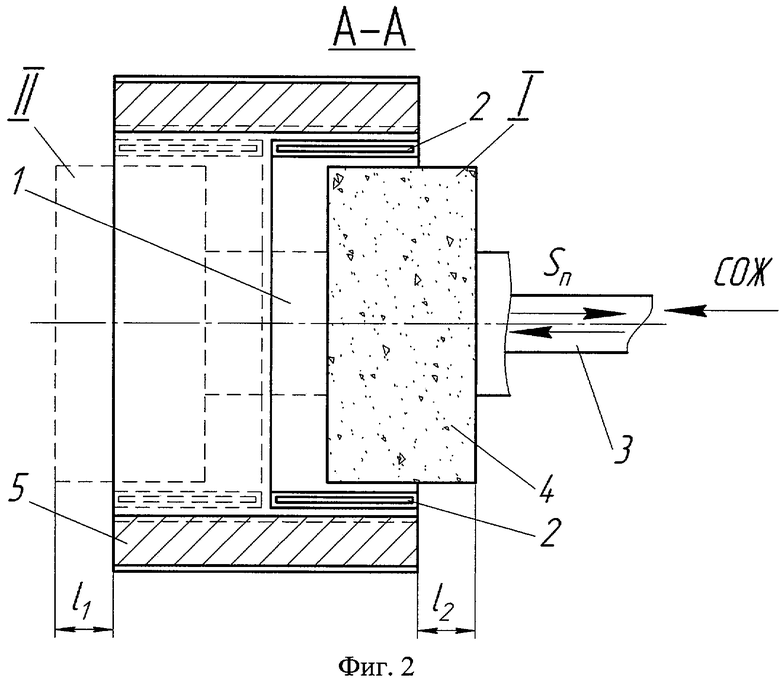
На чертежах представлены: фиг.1 - схема ВШ с подачей СОЖ в зоны образования гидродинамического клина и выхода AЗ из контакта с заготовкой при помощи серпообразного сопла; фиг.2 - разрез А-А по фиг.1: схема расположения серпообразного сопла при выходе (перебеге) ШК за торцы обрабатываемого отверстия.
Устройство для подачи СОЖ содержит серпообразное сопло 1 (фиг.1), имеющее два щелевых отверстия 2 и трубопровод 3 (фиг.2) для подвода СОЖ к серпообразному соплу 1. Серпообразное сопло 1 (см. фиг.1) размещено в серповидном пространстве, образованном рабочей поверхностью ШК 4 и обрабатываемой поверхностью заготовки 5, с возможностью одновременной подачи через два щелевых отверстия 2 СОЖ поливом в образуемые в упомянутом пространстве зоны гидродинамического клина и выхода абразивных зерен ШК из зоны резания.
Работа устройства осуществляется следующим образом.
СОЖ через подающий трубопровод 3 (см. фиг.2) подается в серпообразное сопло 1 (см. фиг.1). Далее СОЖ через два щелевых отверстия 2 одновременно поливом поступает в зоны образования гидродинамического клина и выхода AЗ из зоны резания, при этом соотношение суммарной площади Sщ двух щелевых отверстий 2 в серпообразном сопле 1 меньше площади поперечного сечения Sт подающего трубопровода 3, т.е. Sщ<Sт. ШК 4, вращающийся с окружной скоростью Vк, перемещается из положения I в положение II со скоростью продольной подачи Sn, после чего он возвращается в положение I и далее совершает такие же возвратно-поступательные движения с перебегами 11 и 12, осуществляя процесс ВШ (см. фиг.2); при этом серпообразное сопло 1 перемещается вместе с ШК 4 в пространстве, образованном рабочей поверхностью ШК 4 и обрабатываемой поверхностью заготовки 5, также вращающейся с окружной скоростью Vз1 или Vз2, не выходя за ее левый и правый торцы. В процессе ВШ шлифовальный круг 4 и серпообразное сопло 1 одновременно перемещаются в начале каждого двойного хода в перпендикулярном к его оси направлении на величину врезной (поперечной) подачи Sв (на величину припуска, снимаемого за каждый рабочий ход ШК 4) (см. фиг.1).
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ | 2008 |
|
RU2376126C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2383430C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2359809C1 |
| СПОСОБ ВНУТРЕННЕГО ШЛИФОВАНИЯ С ПРОДОЛЬНОЙ ПОДАЧЕЙ | 2008 |
|
RU2359803C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ТВЕРДОГО СМАЗОЧНОГО МАТЕРИАЛА НА ШЛИФОВАЛЬНЫЙ КРУГ | 2008 |
|
RU2368488C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ПЛОСКОМ ПЕРИФЕРИЙНОМ ШЛИФОВАНИИ | 2014 |
|
RU2579325C1 |
| СПОСОБ ПЛОСКОГО ШЛИФОВАНИЯ | 2008 |
|
RU2367557C1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ТВЕРДОГО СМАЗОЧНОГО МАТЕРИАЛА НА ШЛИФОВАЛЬНЫЙ КРУГ | 2008 |
|
RU2389598C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 2008 |
|
RU2400348C2 |
| Устройство подачи смазочно-охлаждающей жидкости при плоском шлифовании периферией круга | 2019 |
|
RU2708485C1 |
Изобретение относится к области машиностроения и может быть использовано при внутреннем шлифовании заготовок с подачей смазочно-охлаждающей жидкости (СОЖ) в зону шлифования. Устройство для подачи СОЖ содержит подающий трубопровод и серпообразное сопло. Сопло размещено в серповидном пространстве, образованном рабочей поверхностью шлифовального круга и обрабатываемой поверхностью заготовки, и выполнено с двумя щелевыми отверстиями. Через указанные отверстия обеспечиваются одновременная подача поливом СОЖ в зоны гидродинамического клина и выход из зоны резания абразивных зерен шлифовального круга. Суммарная площадь двух щелевых отверстий меньше площади поперечного сечения подающего трубопровода. В результате обеспечивается повышение качества и производительности обработки заготовок. 2 ил.
Устройство для подачи смазочно-охлаждающей жидкости (СОЖ) в зону внутреннего шлифования, содержащее подающий трубопровод, серпообразное сопло, размещенное в серповидном пространстве, образованном рабочей поверхностью шлифовального круга и обрабатываемой поверхностью заготовки, с возможностью одновременной подачи через него СОЖ поливом в образуемые в упомянутом пространстве зоны гидродинамического клина и выхода абразивных зерен шлифовального круга из зоны резания, отличающееся тем, что серпообразное сопло выполнено с двумя щелевыми отверстиями, суммарная площадь Sщ которых меньше площади поперечного сечения Sт подающего трубопровода Sщ<Sт.
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕЙ ЖИДКОСТИ ПРИ ВНУТРЕННЕМ ШЛИФОВАНИИ | 2008 |
|
RU2359809C1 |
| Устройство для подачи смазочно-охлаждающей жидкости в зону шлифования | 1989 |
|
SU1691085A2 |
| Способ подачи смазочно-охлаждающей жидкости в зону при внутреннем шлифовании | 1989 |
|
SU1646821A1 |
| US 4561218 A, 31.12.1985. | |||

