Область техники, к которой относится изобретение
Изобретение относится к способу изготовления бархатной ленты с двухсторонним ворсом по пункту 1, лентоткацкому станку для осуществления этого способа по пункту 5.
Уровень техники
Из СН 554431 известно изготовление бархатных лент на бесчелночном лентоткацком станке, причем изготавливаются две расположенные на расстоянии друг над другом ленты, соединенные между собой ворсовыми нитями. На половине расстояния между отдельными лентами ворсовые нити разрезаются, и получаются две бархатные ленты, имеющие на одной стороне ворс. В данной публикации не содержится никаких указаний на возможность изготовления двухсторонней бархатной ленты.
Раскрытие изобретения
В основу изобретения была положена задача создания способа изготовления двухсторонней бархатной ленты и лентоткацкого станка для осуществления такого способа, а также изготовленной этим способом и на таком лентоткацком станке двухсторонней бархатной ленты.
Эта задача решается посредством
а) способа изготовления бархатной ленты по пункту 1 формулы изобретения;
б) лентоткацкого станка для осуществления этого способа по пункту 5.
За счет того что при осуществлении предлагаемого в изобретении способа вырабатывают три расположенные друг над другом на расстоянии друг от друга ленты, которые соединяют между собой ворсовыми нитями, получают среднюю ленту, имеющую на обеих сторонах ворсовые нити, а также верхнюю и нижнюю ленты, снабженные ворсом соответственно только на одной стороне. Сначала в первом разрезающем устройстве ворсовые нити разрезают между средней и первой лентами, а затем во втором разрезающем устройстве ворсовые нити разрезают между средней и второй лентами. Средняя лента дает требуемую двухстороннюю бархатную ленту, тогда как верхняя и нижняя ленты идут в отход.
Для изготовления ленты подходят различные методы; особенно предпочтителен способ по пункту 2 формулы изобретения, при осуществлении которого тройную ленту изготавливают на бесчелночном лентоткацком станке. Можно подвергать тройную ленту дальнейшей обработке независимо от лентоткацкого станка; однако рациональнее по пункту 3 формулы изобретения осуществлять разрезание ворсовых нитей непосредственно после выработки на лентоткацком станке. В принципе, можно осуществлять разрезание ворсовых нитей двумя независимыми друг от друга разрезающими устройствами, которые расположены друг за другом. Выгоднее же расположить первое и второе разрезающие устройства по пункту 4 формулы изобретения рядом друг с другом, причем однажды разрезанная лента должна возвращаться от первого разрезающего устройства ко второму разрезающему устройству. Это обеспечивает простоту формы и особенно малые габариты разрезающего устройства по длине.
Лентоткацкий станок для изготовления ленты содержит по пункту 5 формулы изобретения три расположенных на расстоянии друг от друга и друг над другом ручья, каждый из которых снабжен органом для прокладки уточной нити и зевообразовательным механизмом для открытия трех зевов и для прокладки соединяющих ручьи ворсовых нитей. За ручьями расположены первое разрезающее устройство для разрезания ворсовых нитей между средней и первой лентами и второе разрезающее устройство для разрезания ворсовых нитей между средней и второй лентами.
Для обеспечения точного разрезания ворсовых нитей на определенной высоте ворса по пункту 6 формулы изобретения на разрезающих устройствах целесообразно расположить направляющие для ленты, регулируемые по уровню и/или по взаимному расстоянию.
Особенно предпочтителен лентоткацкий станок по пункту 7 формулы изобретения, причем первое и второе разрезающие устройства расположены рядом друг с другом, а первому разрезающему устройству приданы отклоняющие средства для возврата ленты ко второму разрезающему устройству. Это позволяет придать по пункту 8 формулы изобретения обоим разрезающим устройствам один общий режущий орган. При этом по пункту 9 формулы изобретения режущий орган может быть выполнен в виде режущего ножа с возвратно-поступательным приводом. По пункту 10 формулы изобретения возможен также режущий орган, выполненный в виде циркулирующей режущей ленты. Целесообразно, если по пункту 11 формулы изобретения режущим органам придано шлифовальное устройство, известное из СН 554331.
По пункту 12 формулы изобретения каждому разрезающему устройству придано отводящее устройство для отвода отделенной ленты, которую, как правило, удаляют в отходы.
Для осуществления способа подходят различные лентоткацкие станки, однако особенно предпочтителен по пункту 13 формулы изобретения бесчелночный лентоткацкий станок с тремя расположенными друг над другом иглами для прокладки уточных нитей.
Краткое описание чертежей
Примеры осуществления изобретения более подробно описаны ниже с помощью схематичных чертежей, на которых изображено:
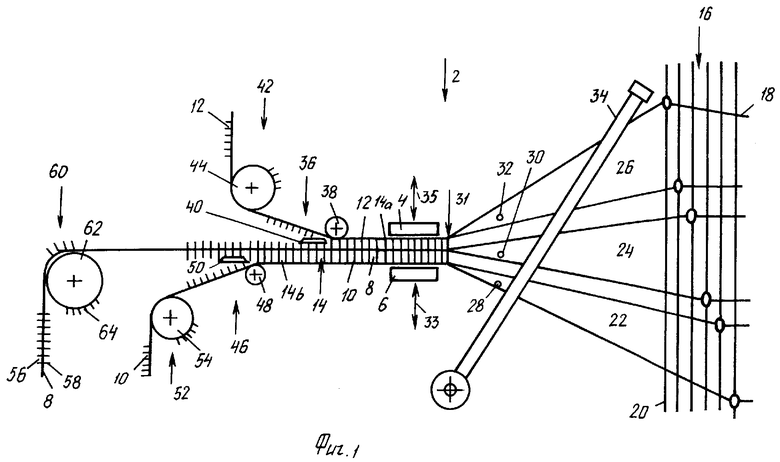
на фиг.1 - вид сбоку первого лентоткацкого станка для изготовления двухсторонней бархатной ленты;
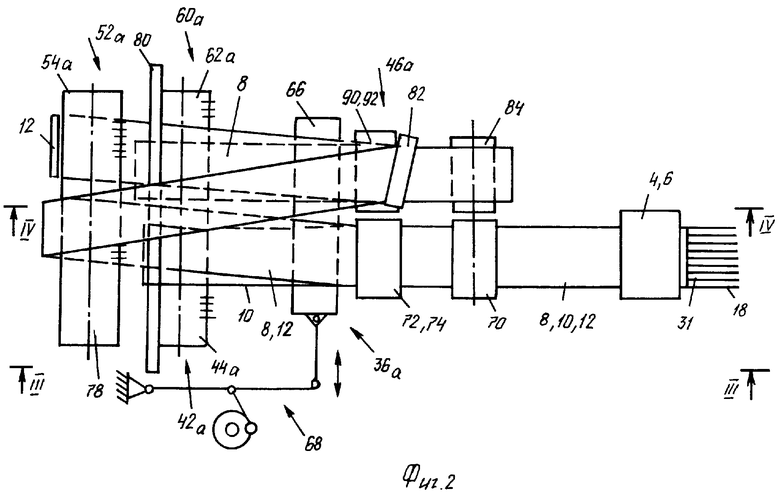
на фиг.2 - вид сверху второго лентоткацкого станка для изготовления двухсторонней бархатной ленты;
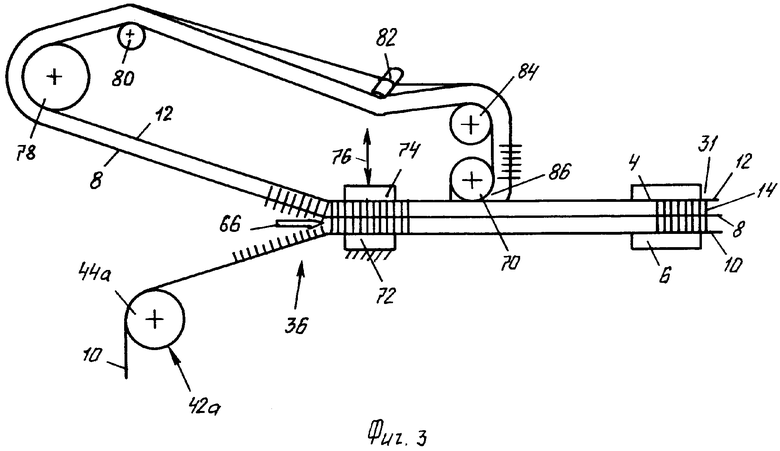
на фиг.3 - вид представленного на фиг.2 лентоткацкого станка по линии III-III;
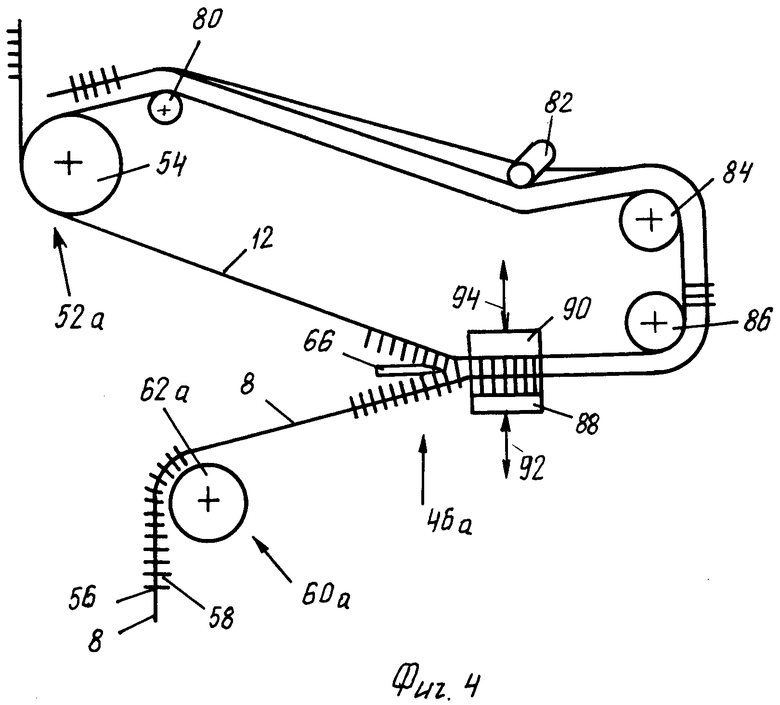
на фиг.4 - вид представленного на фиг.2 лентоткацкого станка по линии IV-IV.
Осуществление изобретения
На фиг.1 изображен лентоткацкий станок 2, на котором между верхней 4 и нижней 6 направляющими плитами изготавливаются средняя 8, нижняя 10 и верхняя 12 ленты, соединенные между собой проходящими поперек их плоскости ворсовыми нитями 14. Для этого в зевообразовательном механизме 16 основные нити направляются посредством галев 20 так, что возникают три зева 22, 24, 26, в которые прокладываются соответственно уточные нити 28, 30, 32. Они целесообразно прокладываются посредством уточных игл лентоткацкого станка (не показаны), причем уточные иглы в соответствии с подаваемыми уточными нитями 28, 30, 32 расположены друг над другом и действуют сообща и одновременно. Уточные нити 28, 30, 32 прибиваются посредством берда 33 к трем расположенным друг над другом ручьям 31. Путем изменения относительного расстояния между направляющими плитами 4, 6 посредством схематично обозначенных регулировочных устройств 33, 35 можно регулировать относительное расстояние между лентами 8, 10, 12 и, тем самым, высоту ворсовых нитей 14.
За ручьями 31 расположено первое разрезающее устройство 36, содержащее направляющую 38 и режущий орган 40, который разрезает ворсовые нити 14а между средней 8 и верхней 12 лентами. Верхняя лента 12 посредством отводящего устройства 42, содержащего игольчатый валик 44, отводится в отходы. За первым разрезающим устройством 36 расположено второе нижнее разрезающее устройство 46, также содержащее направляющую 48 и режущий орган 50. Режущий орган разрезает ворсовые нити 14b между средней 8 и нижней 10 лентами. Нижняя лента 10 посредством отводящего устройства 52, также содержащего игольчатый валик 54, отводится в отходы. Оставшаяся средняя лента 8 имеет двухсторонний ворс 56, 58 и отводится отводящим устройством 60. Также оно предпочтительно содержит игольчатый валик 62, оснащенный иглами 64 для надежного отвода изготовленной бархатной ленты 8.
На фиг.2-4 изображен другой лентоткацкий станок, принципиальная конструкция которого соответствует первому лентоткацкому станку на фиг.1, так что одинаковые детали обозначены теми же ссылочными позициями. В отличие от лентоткацкого станка на фиг.1 в лентоткацком станке на фиг.2-4 разрезающие устройства 36а, 46а расположены не независимо друг от друга, а рядом друг с другом и содержат один общий режущий орган 66, выполненный в виде ножа и приводимый в возвратно-поступательное движение посредством привода 68.
Поступающая из ручья 31 тройная лента 8, 10, 12 подается после первой направляющей 70 к первому разрезающему устройству 36а, содержащему две направляющие плиты 72, 74. Нижняя направляющая плита 72 неподвижна, а расстояние от верхней направляющей плиты 74 до нижней направляющей плиты 72 регулируется посредством схематично обозначенного регулировочного устройства 76. В первом разрезающем устройстве 36а отрезанная нижняя лента 10 отводится вниз посредством отводящего устройства 42а и соответствующего игольчатого валика 44а.
Средняя лента 8 с расположенной над ней верхней лентой 12 подается с боковым смещением к первому, выполненному в виде игольчатого валика отклоняющему валику 78, который отклоняет ее назад и с дальнейшим боковым смещением подает по первой неподвижной направляющей 80 ко второй выравнивающей направляющей 82, на которой она отклоняется до тех пор, пока не будет ориентирована параллельно тройной ленте 8, 10, 12. Посредством двух дополнительных отклоняющих валиков 84, 86 она подается ко второму разрезающему устройству 46а. Оно также содержит нижнюю 88 и верхнюю 90 направляющие плиты, регулируемые по высоте и/или относительному расстоянию посредством схематично обозначенных регулировочных устройств 92, 94. В частности, нижняя направляющая плита 88 второго разрезающего устройства 46а должна быть отрегулирована относительно направляющей плиты 72 первого разрезающего устройства 36а на такую высоту, чтобы средняя лента 8 имела на обеих сторонах ворс одинаковой высоты, поскольку в обоих разрезающих устройствах 36а, 46а использован один и тот же режущий орган 66, однако толщина лент, включая высоту ворса, разная. Во втором разрезающем устройстве 46а верхняя лента 12 отделяется от средней ленты 8. Верхняя лента 12 удаляется отводящим устройством 52а с игольчатым валиком 54а в отходы. Средняя лента 8 отводится в виде двухсторонней бархатной ленты с ворсом 56, 58 на обеих сторонах посредством отводящего устройства 60, которое также содержит игольчатый валик 62.
В рассматриваемом примере отклоняющий валик 78 отклоняющего устройства и игольчатый валик 54а отклоняющего устройства 52а выполнены за одно целое. Точно так же игольчатый валик 44а отклоняющего устройства 42а выполнен за одно целое с игольчатым валиком 62а отводящего устройства 60а.
Изображенные игольчатые валики могут быть заменены по отдельности или все вместе другими валиками с достаточно хваткими поверхностями, например такими, которые имеют шероховатую поверхность или снабжены резиновой оболочкой.
Отводимые, как правило, как отход верхние и нижние ленты могут, при необходимости, использоваться также в виде односторонних бархатных лент.
Изобретение относится к легкой промышленности и касается способа изготовления бархатной ленты с двухсторонним ворсом и лентоткацкого станка для осуществления этого способа. Вырабатывают три расположенные друг над другом ленты, которые соединяют между собой ворсовыми нитями. Ворсовые нити полученной таким образом тройной ленты разрезают в первом разрезающем устройстве между средней лентой и первой лентой. Во втором разрезающем устройстве ворсовые нити разрезают между средней лентой и второй лентой для получения средней ленты в виде двухсторонней бархатной ленты. Лентоткацкий станок содержит три расположенных друг над другом ручья с органом прокладки уточной нити и общий зевообразовательный механизм. Первое разрезающее устройство для разрезания ворсовых нитей между средней лентой и первой лентой и второе разрезающее устройство для разрезания ворсовых нитей между средней лентой и второй лентой расположены за ручьями. Изобретение позволяет создать бархатную ленту, имеющую ворс с обеих сторон. 2 н. и 11 з.п. ф-лы, 4 ил.
1. Способ изготовления бархатной ленты, имеющей на обеих сторонах ворс (56, 58), отличающийся тем, что вырабатывают три расположенные друг над другом на относительном расстоянии друг от друга ленты (8, 10, 12) и при этом соединяют их между собой ворсовыми нитями (14), после чего ворсовые нити (14) изготовленной таким образом тройной ленты (8, 10, 12) разрезают сначала в первом разрезающем устройстве (36, 36а) между средней лентой (8) и первой лентой (10), а затем во втором разрезающем устройстве (46, 46а) разрезают ворсовые нити между средней лентой (8) и второй лентой (12) с получением средней ленты в виде двухсторонней бархатной ленты (8).
2. Способ по п,1, отличающийся тем, что тройную ленту (8, 10, 12) изготавливают на бесчелночном лентоткацком станке (2).
3. Способ по п.1, отличающийся тем, что ворсовые нити (14) разрезают непосредственно после выработки на лентоткацком станке (2).
4. Способ по п.1, отличающийся тем, что первое и второе разрезающие устройства (36а, 46а) располагают рядом друг с другом и однажды разрезанную ленту (8, 12) возвращают от первого разрезающего устройства (36а) ко второму разрезающему устройству (46а).
5. Лентоткацкий станок для осуществления способа по одному из пп.1-4, отличающийся тем, что он содержит три расположенных на расстоянии друг от друга и друг над другом ручья (31), каждый из которых снабжен органом для прокладки уточной нити, и общий зевообразовательный механизм (16) для открытия трех зевов (22, 24, 26) и для прокладки соединяющих ручьи ворсовых нитей (14), причем за ручьями (31) расположены первое разрезающее устройство (36, 36а) для разрезания ворсовых нитей (14) между средней лентой(8) и первой лентой (10, 12) и второе разрезающее устройство (46, 46а) для разрезания ворсовых нитей (14) между средней лентой (8) и второй лентой (12, 10).
6. Станок по п.5, отличающийся тем, что на разрезающих устройствах (36, 36а, 46, 46а) расположены соответствующие направляющие (4, 6, 72, 74, 90, 92) для ленты (8, 10, 12), регулируемые по уровню и/или по взаимному расстоянию.
7. Станок по п.5, отличающийся тем, что первое и второе разрезающие устройства (36а, 46а) расположены рядом друг с другом, причем первому разрезающему устройству (36а) приданы отклоняющие средства (78, 80, 82, 84, 86) для возврата ленты (8, 10) ко второму разрезающему устройству (46а).
8. Станок по п.7, отличающийся тем, что обоим разрезающим устройствам (36а, 46а) соответствует общий режущий орган (66).
9. Станок по п.8, отличающийся тем, что режущий орган (66) выполнен в виде режущего ножа, которому придан возвратно-поступательный привод (68).
10. Станок по п.8, отличающийся тем, что режущий орган выполнен в виде циркулирующей режущей ленты.
11. Станок по п.5, отличающийся тем, что режущему органу (40, 50, 66) разрезающего устройства (36, 36а, 46, 46а) придано шлифовальное устройство.
12. Станок по п.5, отличающийся тем, что каждому разрезающему устройству (36, 36а, 46, 46а) придано отводящее устройство (42, 46, 42а, 46а) для отвода отделенной ленты (10, 12).
13. Станок по п.5, отличающийся тем, что он выполнен в виде бесчелночного лентоткацкого станка и содержит три расположенные друг над другом иглы для прокладки уточных нитей.
| Упругая муфта | 1975 |
|
SU554431A1 |
| Способ сборки и монтажа гидрогенератора подвесного исполнения | 1981 |
|
SU1012394A1 |
| Устройство для контроля комплектности заготовок в гнездах кассеты | 1990 |
|
SU1710282A1 |
| АНТИБАКТЕРИАЛЬНЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2009 |
|
RU2407550C1 |
| RU 2004645 C1, 15.12.1993 | |||
| Устройство для стабилизации ворсовых лент на лентоткацком станке | 1977 |
|
SU633949A1 |

