Настоящее изобретение относится к ракельному ножу для валика бумагоделательной или картоноделательной машины, содержащему две противоположные поверхности, одна из которых оканчивается режущей кромкой, при этом нож состоит из волокнистых листов, наслоенных друг на друга и склеенных при помощи пластикового связующего вещества.
Настоящее изобретение также относится к способу производства ракельного ножа, при этом вышеуказанный способ содержит:
- наслоение ряда волокнистых листов друг на друга;
- пропитывание волокнистых листов пластиковым связующим веществом до наслоения; и
- затвердевание пластикового связующего вещества путем нагрева.
Наслоение может предпочтительно осуществляться при помощи получения одноосно ориентированного волокнистого пластика, но также могут быть использованы другие известные способы наслоения.
Данный тип ракельного ножа и способ его производства известны из патентной публикации FI-101637. Данный нож предшествующего уровня техники обладает высоким содержанием углеродных волокон, при этом углеродные волокна простираются по боку ножа для проведения тепла вдаль от кончика ножа. Размер частиц составляет от 30 до 150 микрон для создания эффекта шлифования валком (доводки).
Задачей настоящего изобретения является обеспечение ракельного ножа и способа его производства без использования дорогостоящего углеродного волокна, с обеспечением регулируемого износа ножа (длительного срока службы) и удовлетворительных скоблящих качеств, т.е. постоянной остроты режущей кромки.
Данная задача достигается при помощи ракельного ножа в соответствии с изобретением на основании отличительных признаков, перечисленных в пункте 1 прилагаемой формулы изобретения. Данная задача также достигается при помощи способа в соответствии с изобретением на основе отличительных признаков, перечисленных в пункте 5 прилагаемой формулы изобретения. В зависимых пунктах представлены предпочтительные воплощения изобретения.
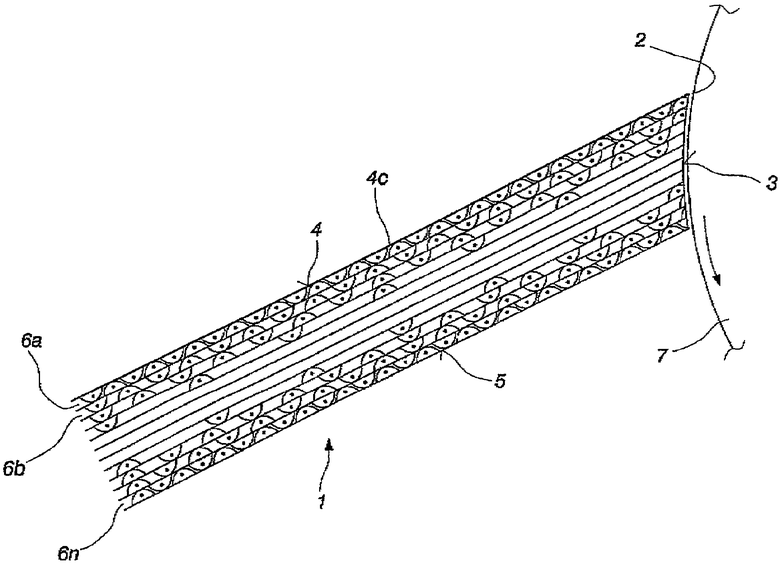
Настоящее изобретение будет описано далее более подробно со ссылкой на прилагаемый чертеж, изображающий область острия ракельного ножа в соответствии с изобретением в поперечном сечении и увеличенном масштабе, в рабочем положении, прижатом к поверхности валика 7.
Ракельный нож 1 содержит две противоположные поверхности 4, 5, при этом поверхность 4 оканчивается режущей кромкой 2. При этом режущая кромка 2 осуществляет действительную скребковую функцию, например удаление ткани или загрязнений с поверхности валика 7. Нож 1 в соответствии с изобретением в основном выполняет функцию транспортирующего и очищающего ракеля для прохождения полотна от одного валика к другому и для очистки поверхности валика 7.
Нож 1 состоит из слоев волокнистой ткани, наложенных друг на друга, например из стекловолокнистых тканей 6а-6n, склеенных друг с другом при помощи пластикового связующего вещества. Стекловолокнистые ткани 6а-6n накладываются друг на друга при помощи, например, технологии получения одноосно ориентированного волокна, при которой ткани пропитываются пластиковым связующим веществом до получения одноосно ориентированного волокнистого пластика, и пластиковое связующее вещество затвердевает в нагретой матрице для получения одноосно ориентированного волокнистого волокна. В настоящем изобретении используется волокнистая ткань, поскольку в такой ткани остаются отверстия для проникновения пластикового связующего вещества, и для получения, таким образом, наилучшего качества наслоения.
По меньшей мере одна волокнистая ткань, например стекловолокнистая ткань 6а-6n, имеет волокна, покрытые твердыми частицами размером менее 30 микрон. Такая волокнистая ткань 6а, покрытая твердыми частицами, располагается на поверхности 4, завершающей режущую кромку 2, либо в ее ближайшей окрестности. Волокнистый лист является полым и имеет отверстия, несмотря на то, что его волокна покрыты твердыми частицами, связанными с тканями.
В предпочтительном воплощении изобретения нож содержит несколько листов стекловолокнистой ткани, наложенных один на другой. В этом случае только листы стекловолокна, расположенные вблизи поверхностей 4, 5 ножа, оборудованы твердыми частицами, или включают в себя большое количество твердых частиц, или включают в себя частицы тверже, чем частицы промежуточных листов ножа. Таким образом обеспечивается, что по меньшей мере режущая кромка 2 остается острой, когда срединный участок кромки 3 ножа изнашивается быстрее. Постоянной остроте режущей кромки 2 дополнительно способствует обеспечение тонкой подложки 4с углеродного волокна на поверхности 4, которой оканчивается режущая кромка 2, или в ее непосредственной близости. Углеродное волокно не нужно в других местах структуры ножа 1.
При помощи настоящего изобретения осуществляется то, что путем поддержания размера частиц менее 30 микрон эффект шлифования, оказываемый ножом, может быть снижен, что приводит к снижению абразивного трения и тепловыделения, при этом меньше материала выходит из пластикового связующего вещества на поверхность ножа 7. В то же время обеспечивается, что нож изнашивается контролируемым образом, что означает до такой степени и распределения износа по кромке 3 ножа, при которых обеспечивается длительный срок службы и постоянная острота режущей кромки 2. Таким образом, применения углеродного волокна можно избежать при условии, что стекловолокнистая ткань покрывается достаточно мелкими твердыми частицами. Твердые частицы могут состоять из любого материала тверже стекла, более точно карбида кремния, алюминия, циркония или подобных твердых керамических материалов, используемых в качестве твердых слоев покрытия. Связывание частиц с волокнами волокнистого листа может протекать как описано, например, в патенте FI-101637, путем пропитывания при помощи связующего материала волокнистого листа до процесса получения одноосно ориентированного волокна либо при помощи традиционных способов, известных для производства слоистых структур.
В результате нож имеет типичную толщину 1,5-2,5 мм и содержит 6-10 волокнистых слоев друг поверх друга. Изготовление волокнистых листов из ткани облегчает производство и стабилизирует жесткость ножа в разных ориентациях. Подложка углеродного волокна 4с, которым оканчивается режущая кромка 2, является как можно более тонкой в соответствии с инженерными нормами. Ее толщина как правило составляет менее 0,02 мм.
Ракельный нож в соответствии с изобретением предпочтительно изготавливается способом получения одноосно ориентированного волокна, при этом на волокна по меньшей мере одной стекловолокнистой ткани наносится покрытие, до получения одноосно ориентированного волокна, из твердых частиц размера менее 30 микрон. Такой лист наносится на поверхность 4 получившегося слоистого ножа или в непосредственной окрестности поверхности 4. На поверхность 5 или ее ближайшую окрестность также может быть нанесена вторая стекловолокнистая ткань, чьи волокна покрыты твердыми частицами. Волокнистые ткани для среднего участка поперечного сечения ножа 1 не обязательно должны быть покрыты твердыми частицами, или их качество либо твердость должны быть меньше, чем у поверхностных листов. При такой конструкции волокнистые листы наслаиваются друг поверх друга путем техники получения одноосно ориентированного волокна, когда волокнистые листы пропитываются пластиковым связующим веществом, которое затвердевает в нагретой матрице для получения одноосно ориентированного волокна.
Настоящее изобретение обеспечивает ряд преимуществ. Дорогостоящие углеродные волокна не используются, при этом нож обладает продолжительным сроком службы при одновременном снижении количества материалов, отделяющихся от ножа и переходящих на поверхность валика.
Изобретение относится к ракельному ножу для валика бумагоделательной или картоноделательной машины и способу его производства. Ракельный нож для валика бумагоделательной или картоноделательной машины содержит две противоположные поверхности, при этом одна поверхность оканчивается режущей кромкой. Нож состоит из волокнистых листов, наложенных друг на друга и склеенных друг с другом при помощи пластикового связующего вещества. Нож также содержит, по меньшей мере, одну волокнистую ткань, волокна которой покрыты твердыми частицами размера менее 30 микрон. Волокнистая ткань лежит на поверхности, завершающей режущую кромку, или в ее непосредственной окрестности. Заявленная группа изобретений обеспечивает регулируемый износ ножа и постоянную остроту режущей кромки без использования дорогостоящего углеродного волокна. 2 н. и 8 з.п. ф-лы, 1 ил.
1. Ракельный нож для валика бумагоделательной или картоноделательной машины, содержащий две противоположных поверхности (4, 5), при этом одна поверхность (4) оканчивается режущей кромкой (2), нож (1) состоит из волокнистых листов (6a-6n), наложенных друг на друга и склеенных друг с другом при помощи пластикового связующего вещества, отличающийся тем, что нож содержит, по меньшей мере, одну волокнистую ткань (6а), чьи волокна покрыты твердыми частицами размера менее 30 мкм, и тем, что волокнистая ткань, покрытая твердыми частицами, лежит на поверхности (4), завершающей режущую кромку (2), или в ее непосредственной окрестности.
2. Ракельный нож по п.1, отличающийся тем, что волокнистая ткань (6а), покрытая твердыми частицами, представляет собой стекловолокнистую ткань.
3. Ракельный нож по п.1 или 2, отличающийся тем, что на поверхности, которой оканчивается режущая кромка (2), или в ее ближайшей окрестности, расположена тонкая подложка углеродного волокна.
4. Ракельный нож по п.1, отличающийся тем, что нож состоит из множества листов (6a-6n) стекловолокнистой ткани, наложенных друг на друга, и тем, что лишь те стекловолокнистые листы, которые расположены на поверхностях (4, 5) ножа или в их окрестности, снабжена твердыми частицами или включают в себя большое количество твердых частиц или включают в себя частицы, чья твердость больше чем в срединных листах ножа.
5. Способ производства ракельного ножа, содержащий:
наложение ряда волокнистых листов друг на друга;
пропитывание волокнистых листов пластиковым связующим раствором до наслоения; и
затвердевание пластикового связующего раствора путем нагревания, отличающийся тем, что, по меньшей мере, один волокнистый лист представляет собой ткань, на волокна которой, до наслоения, нанесено покрытие из твердых частиц размером менее 30 мкм, при этом такой лист накладывается на поверхность полученного слоистого ножа или в непосредственной близости от этой поверхности.
6. Способ по п.5, отличающийся тем, что наслоение осуществляется методом получения одноосно ориентированного волокна.
7. Способ по п.5 или 6, отличающийся тем, что поверхность полученного слоистого ножа или ближайшая окрестность указанной поверхности оснащается тонкой подложкой углеродистой ткани.
8. Способ по п.5, отличающийся тем, что получившийся слоистый нож содержит множество стекловолокнистых тканей (6а-6n) поверх друг друга, и тем, что волокна одной или нескольких стекловолокнистых тканей покрыты твердыми частицами.
9. Способ по п.5, отличающийся тем, что волокнистые ткани, покрытые твердыми частицами, располагаются вблизи поверхностей (4, 5) ножа, и срединный участок ножа состоит из одного или нескольких слоев волокнистой ткани, не обеспеченных твердыми частицами.
10. Способ по п.5, отличающийся тем, что в окрестности поверхностей (4, 5) ножа обеспечены волокнистые ткани, имеющие большое количество твердых частиц, или имеющие частицы тверже, чем в волокнистых тканях, составляющих срединные листы ножа.
| Подвесная дорога гравитационного действия | 1953 |
|
SU101637A1 |
| WO 03060231 A1, 24.07.2003 | |||
| US 4549933 A, 29.10.1985 | |||
| Шабер бумагоделательной машины | 1990 |
|
SU1745802A1 |
| ШАБЕР ДЛЯ ОЧИСТКИ ПОВЕРХНОСТЕЙ ТЕЛ ВРАЩЕНИЯ | 1992 |
|
RU2057226C1 |

