Область техники, к которой относится изобретение
Изобретение относится к устройству и способу изготовления продолговатых текстильных заготовок, предназначенных для изготовления несущих композитных элементов посредством способа, использующего вливание смолы.
Такие заготовки называются «сухими» и содержат только малое количество связующего вещества, обычно менее 5%, которое необходимо для сохранения сцепления упомянутой заготовки, которая тем не менее должна оставаться достаточно пористой для того, чтобы позволить смоле пропитать ее полностью во время процесса вливания.
Более конкретно, устройство и способ, которые являются предметами изобретения, разработаны для выполнения по существу круглых заготовок, предназначенных, например, для осуществления рам фюзеляжа воздушного судна или сегментов рам.
Такой несущий элемент имеет форму профиля, по существу постоянное поперечное сечение которого может быть в целом L-, U-, Z-образным или иметь более сложную форму, причем упомянутое поперечное сечение простирается вдоль продольной оси, описывающей любую плоскую кривую, по длине, большей чем в 10 раз ширины поперечного сечения.
Поперечное сечение такого профиля содержит по меньшей мере два не лежащих в одной плоскости крыла. В случае по существу круглого элемента, такого как рама фюзеляжа, по меньшей мере одно из крыльев имеет изменение радиуса кривизны вдоль его ширины. Обычно средний радиус кривизны в 20 раз больше, чем ширина. Поперечное сечение элемента может быть локально расширено, более конкретно в радиальном направлении, для осуществления ступенчатых стыковок.
Такие несущие элементы получают из волокон, уложенных в пакеты согласно конкретным ориентациям и конкретной последовательности укладывания в пакет. Пример такого профиля описан в патентной заявке Франции FR 2920743, зарегистрированной на имя заявителя.
Согласно примеру осуществления такой профиль достигается посредством помещения заготовки, состоящей из множества слоев сухого волокна с конкретной ориентацией или слоев, которые воспроизводят по существу форму готового элемента, в отпечаток герметизированной пресс-формы. Затем волокна погружаются в смолу посредством передачи или вливания смолы в заготовку, и, наконец, заготовка вулканизируется для полимеризации упомянутой смолы.
Согласно предшествующему уровню техники получение заготовки требует ручных операций, которые состоят из укладывания различных слоев на шаблон, пуансон или матрицу, которые воспроизводят по существу форму детали. Волокна укладываются в лентах в форме нетканых лент, ткани или многоосевых пакетов. Оператор заставляет упомянутые ленты принимать форму инструмента как в поперечном сечении, так и в продольном профиле, без вызывания складок или разрывов волокон, из-за которых ухудшились бы механические характеристики готовой детали. Тем не менее волокна, такие как углеродные или стеклянные волокна, не имеют возможности пластического деформирования. При укладывании оператор должен быть осторожен для сохранения по существу постоянного и однородного натяжения в разных укладываемых слоях, чтобы заставить их принять форму инструментов посредством управляемого изменения расстояния и проскальзывания между волокнами без образования складок.
Эта операция, которая состоит из управляемого прижимания и натяжения на инструменте волокнистой заготовки, состоящей из непрерывных волокон, обычно называется «развальцовыванием».
Сохранение сцепления заготовки осуществляется посредством тепловой активации небольшого количества связующего вещества, содержащегося в уложенных лентах, посредством их местного нагревания. Это нагревание имеет эффект разжижения упомянутого небольшого количества связующего вещества, которое проникает в волокна при соприкосновении. Это разжижение в целом сопровождается расширением связующего вещества, объем которого увеличивается; это увеличение сохраняется давлением. По меньшей мере частичная полимеризация связующего вещества прикрепляет слои друг к другу и к инструменту. Как правило, во время операций ручного наслаивания оператор просто приваривает слои местно друг к другу в точках или вдоль линий. Затем, когда все слои Х были уложены (в основном 4 или 5), заготовка, будучи горячей, сжимается устройством типа вакуумной сумки.
Эта ручная операция требует ловкости от оператора, включает в себя значительные затраты времени на манипулирование и специальное средство для установки устройств сжимания и, следовательно, ведет к высоким производственным затратам. Следовательно, этот способ изготовления остается ограниченным небольшими объемами производства деталей.
Известны автоматизированные или частично автоматизированные способы наслаивания предшествующего уровня техники для выполнения продолговатых заготовок. Они в основном подходят для выполнения заготовок из лент, предварительно пропитанных термореактивной смолой в их сыром состоянии. Такие ленты являются клейкими и легко сохраняют себя в форме компактного пакета на инструменте без необходимости осуществления конкретного цикла сжатия давлением при нагреве.
В патенте EP 0436415 описано устройство для формования продолговатых круглых заготовок в основном из предварительно пропитанных лент, которые развальцовываются на инструменте посредством постепенного действия надувной камеры. Устройство, описанное в этом патенте, является трудным для приспособления к деталям большого размера, таким как рамы фюзеляжа для широкофюзеляжных воздушных судов.
К тому же это устройство не позволяет формовать сухую заготовку, выполненную из неклейких лент, после отпускания действия надувной камеры.
В международной заявке WO 2005/011961 описаны способ и устройство для наслаивания продолговатых заготовок. Это устройство использует валики для натяжения, сдавливания и сжимания лент, уложенных на инструмент. Это устройство не подходит для укладывания сухих лент, которые содержат небольшое количество связующего вещества. Оно не имеет сварочного средства и средства для применения цикла сжимания при нагреве. Давление сжимания прилагается к холодной полосе по мере того, как она укладывается, с использованием валика.
В случае сухой волокнистой ленты, приложение давления вдоль образующей этого валика не позволяет сохранять на инструменте достаточную длину ленты для исключения какого-либо образования складок последней во время действия развальцовывания. При увеличении количества валиков в форме ряда для исключения этого недостатка эти валики посредством их вальцующего действия создают складки волокон, в частности, когда становится большой толщина сухой заготовки, которая к тому же является пористой. Тем не менее такие складки являются очень вредными для механических характеристик деталей, полученных таким образом.
Наконец, действие вальцевания не позволяет применять подходящий цикл местного сжатия при нагреве во время укладывания. Фактически, разжижение и расширение связующего вещества вместе с действием валиков ведет к местному истиранию связующего вещества в слоях, по которым катятся валики, и к созданию комков связующего вещества в заготовке, причем эти комки также являются вредными для качества готовой детали.
Следовательно, существует потребность в способе и устройстве, которые позволяют выполнять продолговатые волокнистые заготовки из непрерывных волокон, содержащих маленькое количество связующего вещества, подходящих для массового производства, и качество изготовления которых не зависит от опыта оператора.
Для того чтобы решить проблемы предшествующего уровня техники, в изобретении разработан способ укладывания волокнистой ленты постепенно и непрерывно по всей длине продолговатой формы, которая содержит небольшое количество связующего вещества для составления так называемой сухой заготовки, поперечное сечение которой содержит по меньшей мере два не лежащих в одной плоскости крыла, включающий этапы, которые состоят из осуществления следующего последовательно и в следующем порядке:
- нагревание части ленты, чтобы активировать небольшое количество связующего вещества;
- прижимание упомянутой части к одной из поверхностей заготовки;
- предварительное формование части, пока она нагрета, в поперечное сечение заготовки;
- вальцевание части в поверхности поперечного сечения заготовки;
- пока он остывает, калибровка пакета, содержащего часть, уложенную таким образом, посредством приложения давления ко всем соответствующим поверхностям заготовки;
причем эти этапы выполняют последовательно на заданной части, но их выполняют одновременно на уровне ленты на последовательных частях так, чтобы достигнуть непрерывного укладывания. Непрерывность этого укладывания является неотъемлемой для развальцовывания ленты согласно кривизне заготовки или вдоль изменений ширины последней.
Ленты волокон, уложенные таким образом, могут быть неткаными тканями или лентами или даже многоосными пакетами, содержащими волокна, ориентированные под углом θ относительно продольной оси заготовки, и/или волокна, ориентированные под углом 90° относительно этой оси. Обычно θ лежит в диапазоне от 30° до 60°. Эти непрерывные волокна простираются по меньшей мере в двух не лежащих в одной плоскости крыльях поперечного сечения заготовки.
Таким образом, способ согласно изобретению использует постепенное укладывание вдоль направления, по существу параллельного продольной оси заготовки, и постепенное и непрерывное сжимание/калибровку волокнистой ленты на заготовке. Это непрерывное укладывание и местное сжимание позволяют исключить временные затраты на манипулирование средством сжимания типа вакуумной сумки предшествующего уровня техники.
Такой способ не может быть осуществлен вручную; поэтому изобретение также относится к устройству для осуществления способа согласно изобретению, причем это устройство содержит:
- пуансон, который воспроизводит форму заготовки;
- средство укладывания, выполненное с возможностью укладывания, вальцевания и калибровки на заготовку ленты волокнистого материала, содержащей небольшое количество связующего вещества, причем упомянутое средство содержит канал для предварительного формования упомянутой ленты в поперечное сечение заготовки;
- средство относительного перемещения средства укладывания вдоль пуансона;
причем относительное перемещение средства укладывания вдоль пуансона позволяет постепенно укладывать, сжимать и калибровать ленты на заготовке. Пуансон может быть как подвижным и перемещаться относительно неподвижного средства укладывания, так и наоборот.
Предварительное формование ленты посредством постепенного связывания ленты ближе к поверхностям заготовки исключает образования каких-либо складок ленты, когда она вальцуется, в частности, во входящих углах, и позволяет осуществить упомянутое вальцевание посредством подушек, поверхность которых является упругой и по существу деформируемой под действием давления соприкосновения, которое прилагает вальцующее давление к поверхности, по существу параллельной стороне заготовки, таким образом исключая образование складок и феномена истирания.
Преимущественно канал предварительного формования содержит две отдельные части, которые могут перемещаться относительно друг друга, и средство, выполненное с возможностью перемещения упомянутых частей так, чтобы подстраивать поперечное сечение предварительного формования к различиям в сечении пуансона и/или заготовки. Эта схема позволяет использовать один и тот же канал предварительного формования для серии подобных заготовок по существу с эквивалентными поперечными сечениями, но с разными размерами; выполнять заготовки с изменениями поперечного сечения вдоль их длин, в частности, с радиальными увеличениями; и настраивать толщину уложенного слоя, в частности, когда наслаивание осуществляется за несколько проходов пуансона под средством укладывания.
Преимущественно пуансон выполнен из пористого или перфорированного материала. Эта характеристика уменьшает тепловую инерцию пуансона и, таким образом, уменьшает время нагревания/охлаждения заготовки, которое имеет прямое влияние на производительность способа. В неограничивающем примере пуансон может состоять из перфорированной пластины или решетки. Эта конфигурация преимущественно позволяет охлаждать заготовку, являющуюся пористой, посредством продувки теплопередающего газа через стенки пуансона. Согласно предпочтительному варианту осуществления средство вальцевания содержит подушки, поверхность соприкосновения которых с заготовкой является упругой и деформируемой под действием давления соприкосновения. Последняя работает вместе с каналом предварительного формования для связывания ленты с сечением заготовки. Трение подушек сжимает ленту и осуществляет ее развальцовывание.
Согласно еще одному предпочтительному варианту осуществления калибровка выполняется посредством подушек, выполненных из пластин, поверхность соприкосновения которых с заготовкой является жесткой, причем упомянутые подушки являются шарнирно-сочлененными друг с другом. Эти калибровочные подушки используются во время охлаждения заготовки. Калибровочные подушки осуществляют сжимающее и калибрующее воздействие на пакет для калибровки толщины заготовки до заданной величины. Шарнирно-сочлененная сборка пластин позволяет прикладывать это калибровочное давление к поверхности, по существу параллельной поверхности пуансона и набора пластин для регулировки формы этой поверхности.
Пластины могут быть толстыми и жесткими, более конкретно, когда заготовка является прямой или имеет меньшую кривизну. В качестве альтернативы, когда заготовка имеет меньший радиус кривизны, упомянутые пластины могут иметь некоторую гибкость для того, чтобы принимать кривизну; поверхность соприкосновения с заготовкой остается твердой и жесткой.
Преимущественно устройство укладывания содержит устройство для определения расположения сечения пуансона по отношению к средству укладывания во время их относительного перемещения. Такое устройство позволяет работать посредством копирования и управления ориентацией укладываемой ленты, а также средства вальцевания и калибровки, посредством следования действительному сечению упомянутого пуансона.
Для установки местных усилителей средство укладывания преимущественно содержит устройство для резания ленты вдоль ее ширины. Информация, полученная из расположения сечения пуансона, позволяет аккуратно определять положение этих усилителей.
Предпочтительно пуансон расположен на подвижном столе, и средство укладывания расположено на неподвижном столе; для перемещения пуансона под средством укладывания используется средство синхронизированной автоматической подачи.
Преимущественно такое устройство также содержит средство укладывания лент волокон, которые простираются параллельно продольной оси заготовки на поверхностях поперечного сечения, которые не имеют изменения их радиуса кривизны вдоль их ширины. Такие ленты нагреваются перед укладыванием для активации связующего вещества и предпочтительно прижимаются к заготовке калибровочными подушками.
Такое устройство позволяет экономично и репродуктивно изготавливать волокнистые заготовки, предназначенные для получения композитных деталей, таких как рамы фюзеляжа воздушного судна.
Изобретение будет теперь описано более подробно в контексте предпочтительных неограничивающих вариантов осуществления, изображенных на фиг.1-11, на которых:
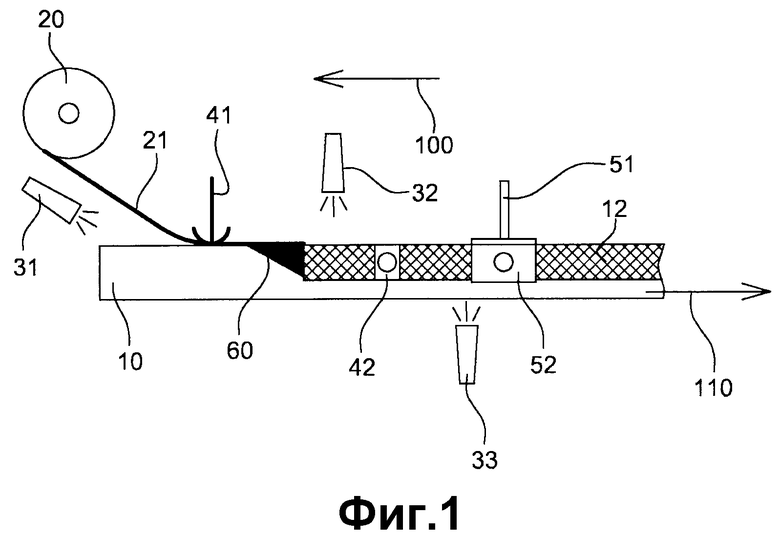
на фиг.1 изображен схематичный вид сбоку варианта выполнения укладывающего устройства;
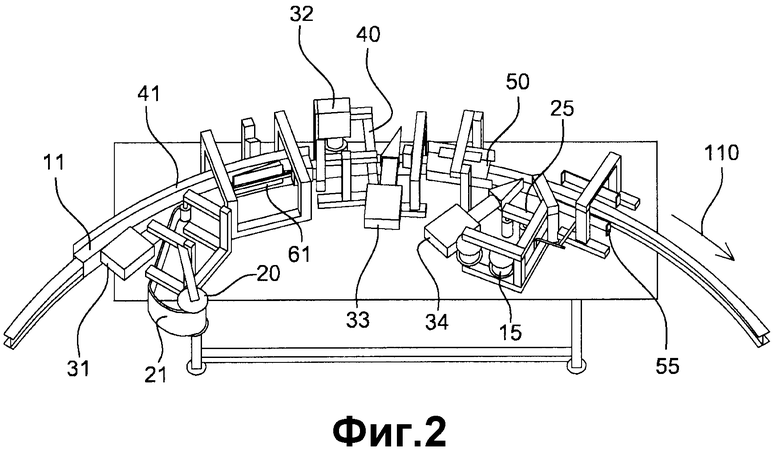
на фиг.2 изображен вид сверху в перспективе наслаивающего устройства;
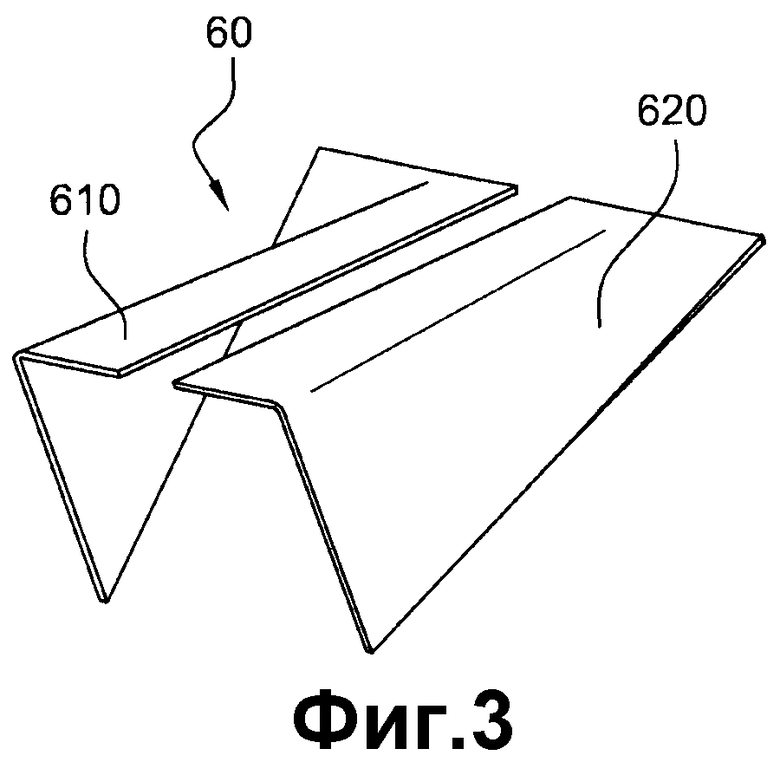
на фиг.3 проиллюстрирован в перспективе вариант выполнения канала предварительного формования, предназначенного для U-образных поперечных сечений;
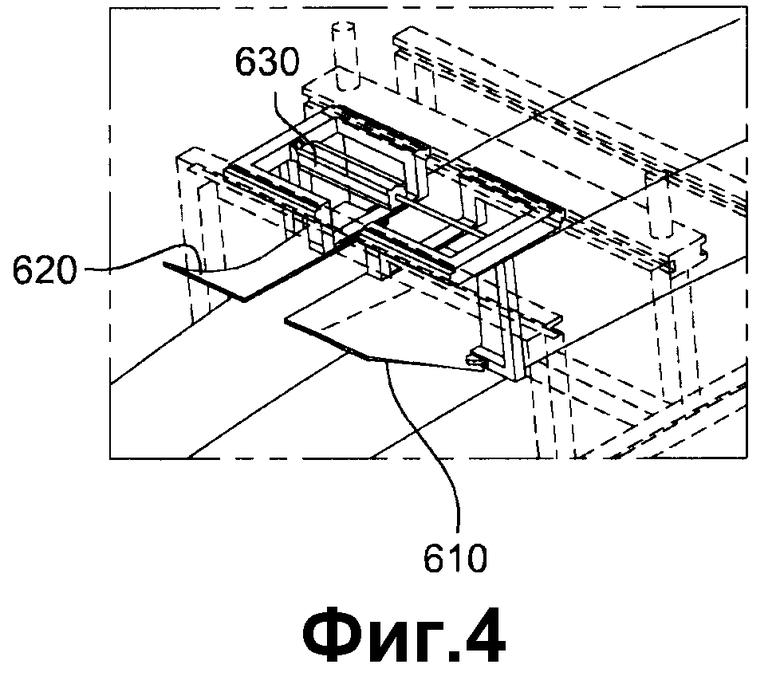
на фиг.4 изображен вид в перспективе устройства, используемого для регулировки канала предварительного формования вдоль сечения заготовки;
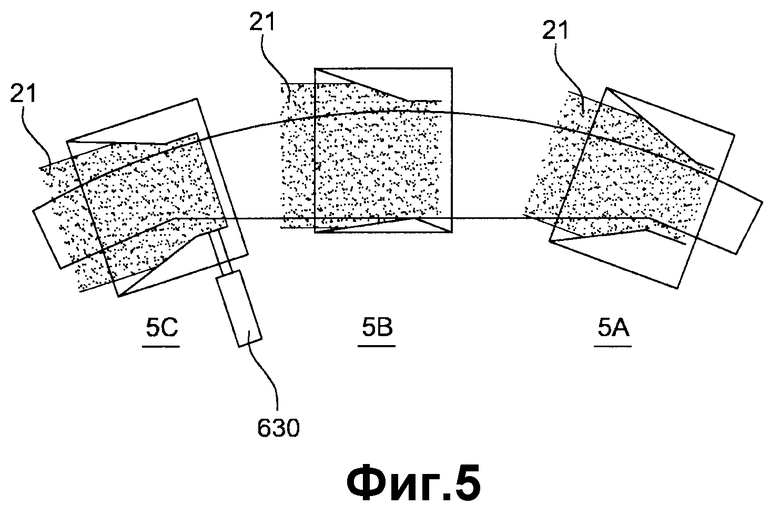
на фиг.5 изображен вид сверху, на котором показан ход действия канала предварительного формования (фиг.5А-5С), когда лента укладывается на заготовку;
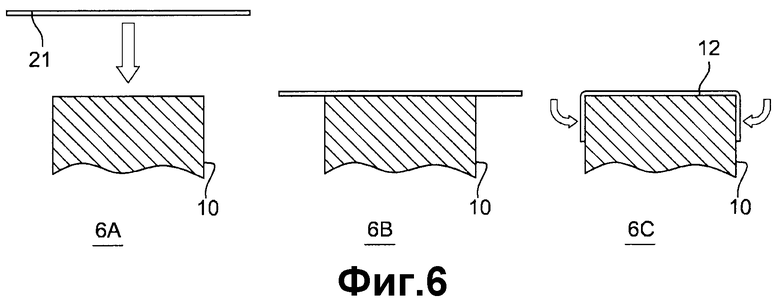
на фиг.6 изображен вид в поперечном разрезе последовательного нанесения (фиг.6А-6В) волокнистой ленты на заготовку согласно варианту осуществления, который соответствует U-образному поперечному сечению;
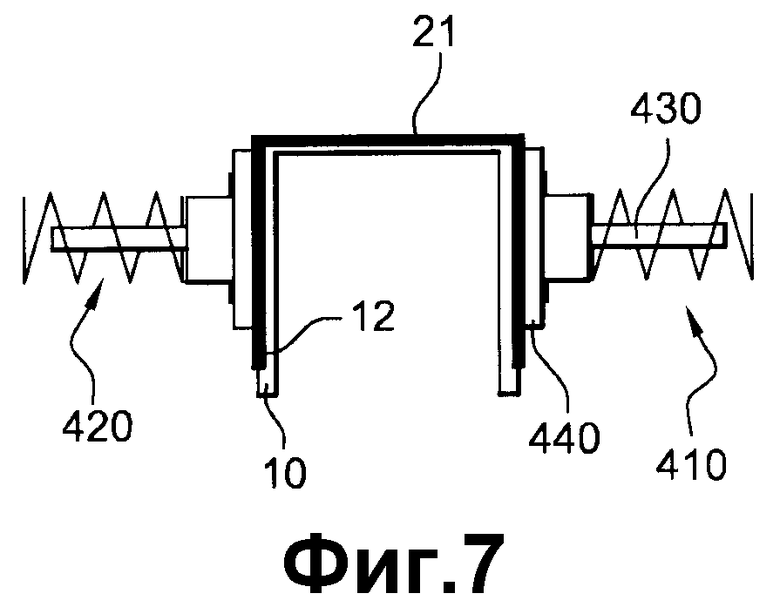
на фиг.7 изображен вид в поперечном разрезе применения вальцовочных подушек к заготовке согласно варианту осуществления, подходящему для выполнения заготовки с U-образным поперечным сечением;
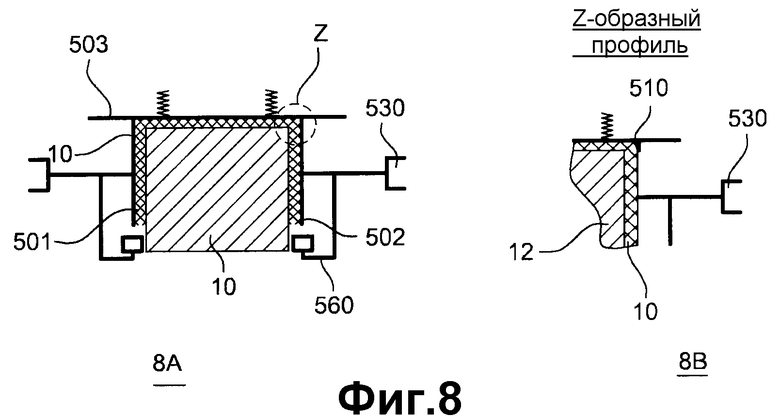
на фиг.8 изображен вид в поперечном разрезе применения калибровочных подушек согласно варианту осуществления, который соответствует U-образному поперечному сечению;
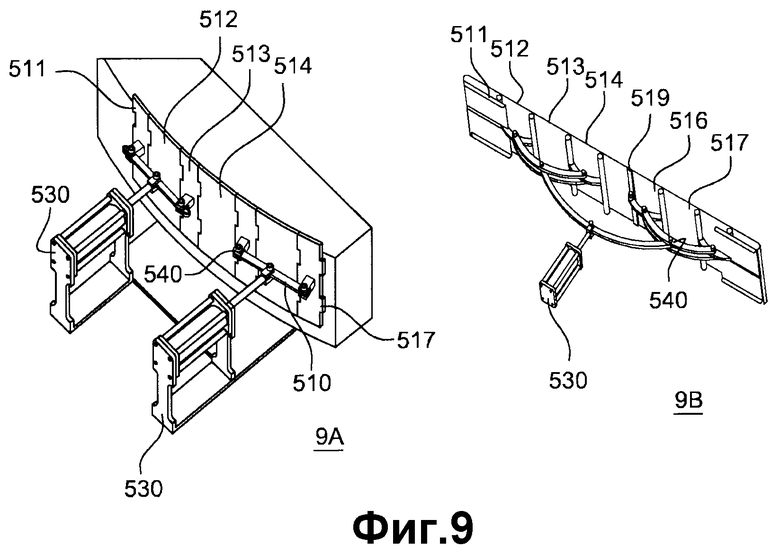
на фиг.9А изображен в виде сверху в перспективе пример применения калибровочных пластин к одной из сторон заготовки;
на фиг.9В изображен альтернативный пример выполнения устройства для применения пластин предварительного формования к заготовке;
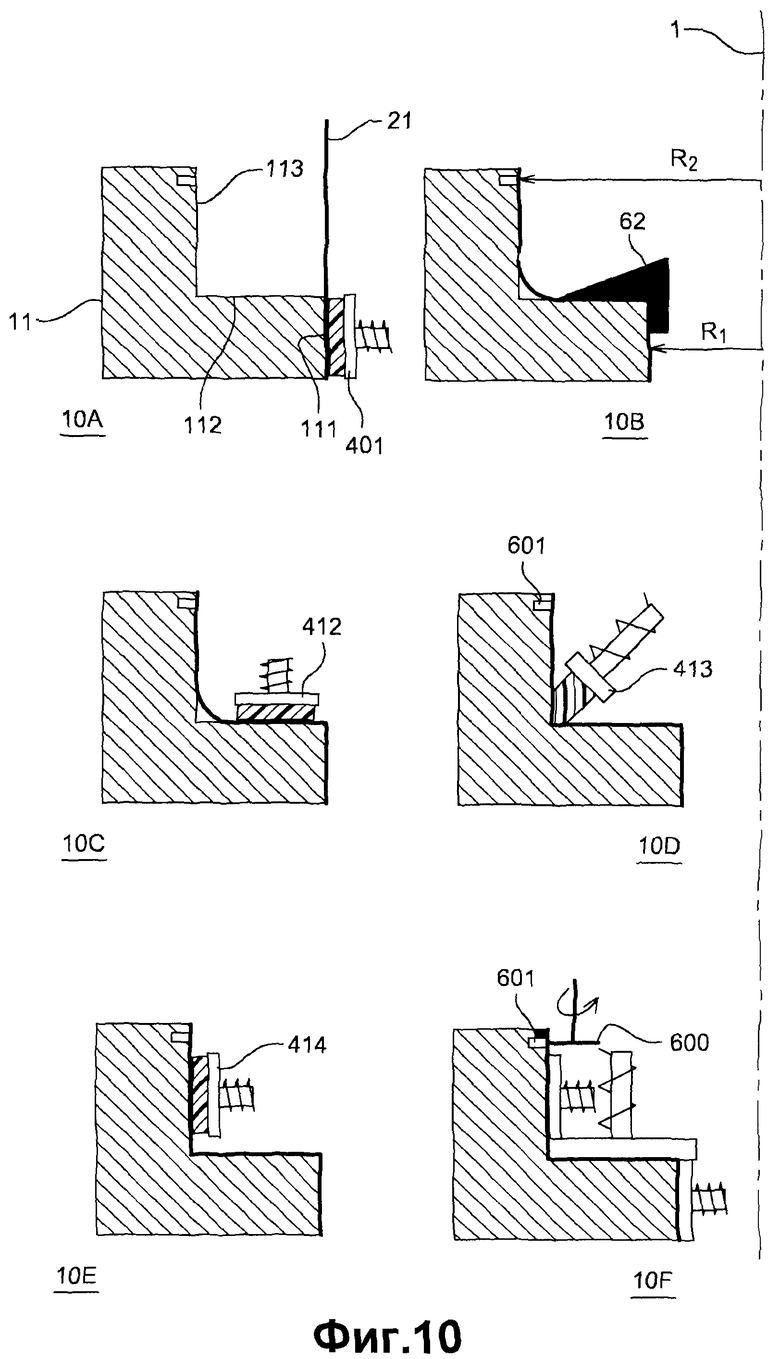
на фиг.10 изображены в поперечном разрезе этапы (фиг.10А-10F) укладывания сечения ленты вдоль сечения Z-образного профиля;
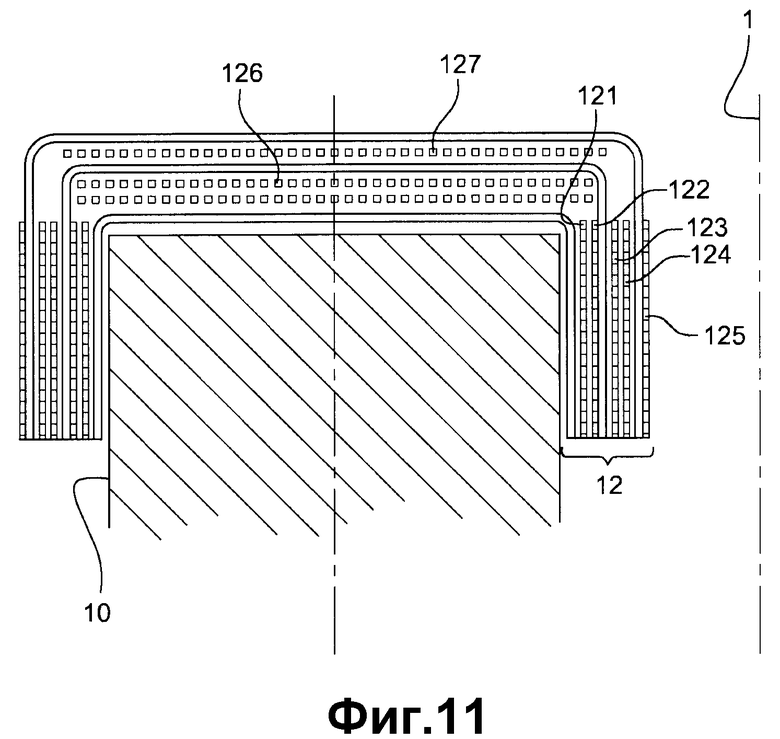
на фиг.11 изображен в поперечном разрезе пример наслоения сечения согласно варианту осуществления изобретения.
Как видно из фиг.1, укладывающее устройство состоит из средства (20) хранения лент материала, содержащего небольшое количество связующего вещества, средства (41, 42) вальцевания, канала (60) предварительного формования, средства (51, 52) калибровки, средства (31, 32) нагревания, предпочтительно, посредством продувки горячего воздуха и средства (33) охлаждения, предпочтительно, посредством продувки холодного воздуха.
Лента (21) волокнистого материала предпочтительно хранится на катушке (20). Упомянутая катушка разматывается с по существу постоянной скоростью; ее частота вращения может быть преимущественно синхронизирована с относительной скоростью (100, 110) перемещения укладывающего устройства относительно пуансона (10), чтобы управлять продольным натяжением.
Устройство (31) для нагревания посредством продувки горячего воздуха вдувает воздух, нагретый до температуры, способной активировать небольшое количество связующего вещества, содержащееся в ленте (21), и, таким образом, способствовать приклеиванию упомянутой ленты на заготовку. Температура активации обычно лежит в диапазоне от 100°С до 180°С для термореактивной смолы, и для некоторых термопластичных смол она может достигать 300°С.
Связующее вещество встраивается в материал, предназначенный для укладывания, перед операцией укладывания. Это встраивание осуществляется посредством напыления термопластичной или термореактивной смолы через термопластичную пленку, наслоенную на волокнистую ленту, в форме термопластичных волокон, встроенных в ленту усилительных волокон или в усилительные волокна, на которые было установлено термопластичное покрытие.
Лента прижимается к одной из сторон пуансона (10) посредством первой вальцующей подушки (41). Затем канал (60) загибает края упомянутых лент (21) над боками пуансона.
Второе нагревающее устройство (22), направленное к бокам пуансона, нагревает ленту материала прямо перед вальцеванием боков соответствующими подушками (42).
Функциями вальцующих подушек являются, во-первых, связывание вальцованной ленты с заготовкой и, во-вторых, развальцовывание этой ленты, когда принимаемое сечение имеет по меньшей мере на одном из крыльев сечения изменение радиуса кривизны вдоль ширины упомянутого крыла. Для этого они прилагают к ленте давление, по существу нормальное к поверхности заготовки, для связующего эффекта, причем это давление, объединенное с трением подушки в направлении, по существу параллельном продольной оси заготовки, производит развальцовывающий эффект.
Ширина подушки предпочтительно мала, и соприкосновение между подушкой и заготовкой предпочтительно осуществляется с использованием деформируемого материала.
После вальцевания ленты заготовка охлаждается посредством продувки холодного воздуха (33) и калибруется во время этого охлаждения посредством приложения нормального давления ко всем ее сторонам. Элементы (51, 52) калибровки имеют форму твердых пластин, прижатых к сторонам заготовки.
Как видно из фиг.2, согласно одному варианту осуществления укладывающее устройство является неподвижным, и пуансон является подвижным, следующим по траектории (110), по существу параллельной его продольной оси. В качестве альтернативы относительное перемещение пуансона и укладывающего устройства может быть достигнуто посредством установки пуансона и укладывающего устройства, установленного на каретку, которая является подвижной относительно этого пуансона, или даже посредством комбинации двух перемещений.
Согласно конкретному варианту осуществления укладывающее устройство содержит средство (25, 15) для укладывания однонаправленных усилительных лент (25), волокна которых направлены по существу параллельно продольной оси заготовки. Эти волокна укладываются на крылья заготовки, которые не имеют изменения радиуса кривизны вдоль их ширины.
Согласно этому варианту осуществления укладывающее устройство содержит дополнительное нагревающее устройство (34), выполненное с возможностью активации небольшого количества связующего вещества, включенного в состав однонаправленных усилительных лент (25); затем они вдавливаются и калибруются посредством пластинчатых элементов (55) калибровки.
Низкая клейкость волокнистых лент, называемая «сухой», означает, что невозможно заставить их принять две не лежащие в одной плоскости поверхности одновременно без риска скольжения и, следовательно, неправильного позиционирования упомянутой ленты. Канал (60) предварительного формования, как видно из фиг.3, позволяет постепенно приводить края ленты ближе к бокам заготовки после того, как упомянутая лента была подвергнута вальцеванию и, следовательно, обездвижена на одной из сторон заготовки. Преимущественно упомянутый канал состоит из двух частей (610, 620), разделенных по отношению к нормальной плоскости симметрии, перпендикулярной продольной оси заготовки. Как видно из фиг.4, эти две части (610, 620) канала могут быть приведены ближе или дальше друг от друга с использованием привода (630) или пружины.
Как видно из фиг.5, это расположение позволяет настраивать действие упомянутого канала в случае, если заготовка имеет изменения сечения.
Как видно из фиг.6, в примере выполнения U-образного сечения лента (21) волокнистого материала вдавливается в верхнюю поверхность заготовки (12) и вальцуется к ней после активации поверхности соприкосновения посредством продувки горячего воздуха (фиг.6А и 6В), затем края ленты (21) загибаются над боками заготовки (12) (фиг.6С). Как видно из фиг.7, заготовки затем одновременно вальцуются посредством вальцовочных подушек (410, 420). Они содержат подушку (440) поверхности соприкосновения, предпочтительно выполненную из эластомерного материала, способного выдерживать температуру вальцевания, и элемент (430) для приложения давления, управляемый относительно силы, обычно состоящий из пневматического привода. Вальцовочные подушки являются относительно узкими, и способность к деформации подушки поверхности соприкосновения является достаточной для настройки ее формы под местную кривизну заготовки. Для специальных применений (углы, плечи) сечение подушки может быть настроено под форму.
Технический эффект вальцовочных подушек заключается в приложении нормального и тангенциального давления, последнего - посредством трения, чтобы связывать полосу с заготовкой и осуществлять ее развальцовывание; поэтому элементы (430) приложения давления управляются относительно их силы. Сила, прилагаемая подушками к заготовке, управляется посредством управления с обратной связью средством приложения давления, обычно посредством управления подаваемого давления пневматических приводов. Относительная интенсивность трения управляется посредством жесткости и типа подушки поверхности соприкосновения. К тому же подушка поверхности соприкосновения может получать покрытие для изменения ее характеристик трения и улучшения ее износостойкости, например покрытие на основе фторированного этилена. Обычно для одинакового типа поверхности соприкосновения, чем больше сила приложения подушки, тем более деформируемой является подушка поверхности соприкосновения, и тем выше тангенциальное давление на ленту и на заготовку. Подходящие комбинации определяются испытаниями.
Как видно из фиг.8, калибровка осуществляется во время охлаждения заготовки посредством приложения давления ко всем сторонам с использованием жестких пластин (501, 502, 503), перемещаемых средством (530), таким как приводы или шариковые винты, управляемые на месте. Управление на месте осуществляется с использованием информации, собранной копировальными датчиками (560), которые определяют расположение пуансона (10) внутри пространства машины. Калибровка во время охлаждения позволяет определять теоретическую толщину заготовки, учитывая природу слоев и количество уложенного связующего вещества, но не учитывая эффекты расширения связующего вещества. Поскольку положение пуансона известно из информации, предоставляемой копировальным датчиком (560), положение калибровочных пластин определяется вычитанием теоретической толщины заготовки (12) из этого положения.
Информация, полученная от копировальных датчиков, также используется для центрирования средства (20) укладывания ленты относительно заготовки и для управления относительным перемещением двух частей (610, 620) канала предварительного формования.
Как видно из фиг.8В, углы калибруются к их теоретическому радиусу посредством полос (510), присоединенных к верхней калибровочной плите (503), и действие которых является чувствительным по существу во время укладывания последних слоев. Верхняя калибровочная плита шире, чем заготовка. Компенсирующие полосы (510) радиуса могут принимать форму непрерывных полос, которые воспроизводят упомянутую кривизну заготовки. Упомянутые полосы также могут иметь форму множества коротких сегментов, которые в этом случае являются прямыми и расположены тангенциально относительно кривизны. Упомянутые сегменты тогда закреплены в канавках, выполненных на краях верхней калибровочной плиты, и их радиальное положение регулируется посредством использования пуансона (10) в качестве шаблона.
Форма боковых калибровочных пластин совпадает с кривизной заготовки.
Как видно из фиг.9, согласно предпочтительному варианту осуществления, когда радиус кривизны упомянутых частей является достаточно большим, боковые калибровочные пластины выполняются с использованием плоских пластин (511-517), выполненных из твердого материала, такого как сталь, соединенных шарнирными соединениями, ось которых параллельна оси продольной кривизны заготовки. Пластины прижимаются к заготовке с использованием одного или более приводов (530), присоединенных к упомянутым пластинам посредством шарнирно-сочлененных распорок (540). Таким образом, пластины подстраиваются под эффективную кривизну заготовки. Когда радиус кривизны слишком мал, используются менее толстые гибкие стальные пластины, которые могут подстраиваться под кривизну части под действием давления соприкосновения.
При необходимости калибровочные пластины могут иметь покрытие для улучшения их износостойкости или для изменения их свойств трения с заготовкой.
Как видно из фиг.10, согласно примеру выполнения изогнутой заготовки, сечение которой является по существу Z-образным, лента (21) материала сначала наносится на ту сторону (111) пуансона (11) или заготовки, которая имеет наименьший радиус кривизны. На фиг.10В лента материала затем загибается на другие стороны с использованием канала (61) предварительного формования. Часть ленты, которая нанесена на сторону (112) с изменением радиуса кривизны вдоль ее ширины, вальцуется вальцовочной подушкой (412) (фиг.10С). В дополнение к вдавливанию упомянутой ленты (21) в заготовку эта вальцовочная подушка осуществляет развальцовывание заготовки. Специальная вальцовочная подушка (413) (фиг.10D) позволяет завершить развальцовывание полосы (21) под входящим углом сечения. Вальцевание завершается проходом подушки (414) по стороне (113) с наибольшим радиусом (R2) кривизны. На фиг.10F калибровка осуществляется на всех сторонах во время охлаждения заготовки.
Все эти операции осуществляются одновременно на разных частях заготовки во время относительного перемещения между пуансоном и укладывающим устройством.
Охлаждение достигается посредством продувки воздуха при температуре окружающей среды или охлажденного воздуха, либо прямо на заготовку, либо через пуансон, или посредством комбинации того и другого. Цикл теплового нагревания/охлаждения определяет скорость относительного перемещения и посредством этого производительность устройства. Для этого полезно сводить к минимуму тепловую инерцию пуансона (10, 11) для ускорения как нагревания, так и охлаждения. Следовательно, пуансон преимущественно выполнен из перфорированного материала, такого как загнутый перфорированный лист или решетка, загнутая в форму пуансона, причем эта решетка перед наслаиванием покрыта раскрепляющей тканью, которая способствует извлечению из формы, такой как стеклоткань. Эта стеклоткань предотвращает прилипание заготовки к инструменту и может быть легко оторвана от упомянутой заготовки перед процессом впрыскивания/вливания смолы.
Поскольку пуансон является перфорированным и заготовка является пористой, охлаждение ускоряется посредством продувки холодного воздуха через пуансон и заготовку. Это расположение также позволяет осуществлять охлаждение одновременно с приложением калибровочных пластин к заготовке, таким образом улучшая калибровку упомянутой заготовки.
Как видно из фиг.11, устройство позволяет укладывать сложный пакет, содержащий, например:
- трехосные слои -30°, 90°, +30° или +30°, 90°, -30° (121, 123, 125),
- между которыми одноосные усилители вставлены под углом 0° (122, 124, 126, 127).
Одноосные усилители (127, 126), расположенные на верхней поверхности заготовки, которая имеет изменение радиуса кривизны вдоль ее ширины, уложены в узкие ленты шириной 4-6 мм, например, посредством способа размещения сухого волокна.
Преимущественно в конце операции укладывания или одновременно с ней сразу после процесса калибровки режущее средство (600) позволяет доводить крылья у двух краев сечения. Это режущее средство выполнено из дискового регулятора (600), который проходит по канавке (601), выполненной в сторонах (111, 113) оправки напротив упомянутых крыльев заготовки.
В приведенном выше описании ясно проиллюстрировано, что посредством его различных признаков и их преимуществ настоящее изобретение осуществляет свои цели. В частности, оно позволяет изготавливать круглые сухие заготовки с автоматизацией и повторяемостью. Повторяемость способа и использование сухого волокна позволяют получать детали, содержащие волокнистые частицы более чем на 60% от массы. Такие волокнистые частицы, которых невозможно достигнуть с технологиями предшествующего уровня техники, позволяют для равной массы увеличить механические характеристики этих деталей или для равных технических характеристик уменьшить их массу, что особенно преимущественно в области воздухоплавания.
Изобретение относится к устройству и способу выполнения продолговатых текстильных заготовок, предназначенных для изготовления несущих композитных элементов посредством способа, использующего вливание смолы. Техническим результатом заявленного изобретения является увеличение качества готовых изделий при массовом их производстве. Технический результат достигается способом укладывания волокнистой ленты непрерывно по всей длине продолговатой формы, которая содержит небольшое количество связующего вещества для составления так называемой сухой заготовки, поперечное сечение которой содержит два не лежащих в одной плоскости крыла. При этом способ содержит этап нагревания части ленты, чтобы активировать указанное небольшое количество связующего вещества. Затем прижимание упомянутой части к одной из поверхностей заготовки. Потом предварительное формование упомянутой части, пока она нагрета, в поперечное сечение заготовки. Далее вальцевание упомянутой части в поверхности поперечного сечения заготовки и калибровка пакета, пока он остывает, содержащего упомянутую часть, уложенную таким образом, посредством приложения давления ко всем соответствующим поверхностям заготовки. Причем указанные этапы выполняют одновременно на разных и последовательных частях волокнистой ленты для получения постепенного и непрерывного укладывания ленты. 4 н. и 7 з.п. ф-лы, 11 ил.
1. Способ укладывания волокнистой ленты (21) непрерывно по всей длине продолговатой формы, которая содержит небольшое количество связующего вещества для составления так называемой сухой заготовки (12), поперечное сечение которой содержит по меньшей мере два не лежащих в одной плоскости крыла, отличающийся тем, что он содержит этапы, которые состоят из осуществления следующего, последовательно и в следующем порядке:
a) нагревание части ленты, чтобы активировать указанное небольшое количество связующего вещества;
b) прижимание упомянутой части к одной из поверхностей заготовки;
c) предварительное формование упомянутой части, пока она нагрета, в поперечное сечение заготовки;
d) вальцевание упомянутой части, пока она нагрета, в поверхности поперечного сечения заготовки;
e) калибровка пакета, пока он остывает, содержащего упомянутую часть, уложенную таким образом, посредством приложения давления ко всем соответствующим поверхностям заготовки;
причем этапы а-е выполняют одновременно на разных и последовательных частях волокнистой ленты для получения постепенного и непрерывного укладывания ленты.
2. Устройство наслаивания продолговатой заготовки согласно способу по п.1, отличающееся тем, что оно содержит:
- пуансон (10), который воспроизводит форму заготовки;
- средство (41, 42, 51, 52) укладывания, выполненное с возможностью укладывания, вальцевания и калибровки на заготовку ленты волокнистого материала, содержащей небольшое количество связующего вещества, причем упомянутое средство содержит канал (60) для предварительного формования упомянутой ленты (21) в поперечное сечение заготовки (12); и
- средство относительного перемещения средства укладывания вдоль пуансона.
3. Устройство по п.2, отличающееся тем, что канал (60, 61) предварительного формования содержит две отдельные части (610, 620), которые могут перемещаться относительно друг друга, и средство (630), выполненное с возможностью перемещения упомянутых частей так, чтобы адаптировать поперечное сечение предварительного формования к различиям в сечении пуансона (10) или заготовки (12).
4. Устройство по п.2, отличающееся тем, что пуансон (10) выполнен из пористого или перфорированного материала.
5. Устройство по п.4, отличающееся тем, что оно содержит средство (33, 34), выполненное с возможностью охлаждения заготовки посредством продувки теплопередающей текучей среды через пуансон.
6. Устройство по п.2, отличающееся тем, что средство укладывания включает в себя средство (41, 42, 411, 412, 413, 414) вальцевания, содержащее подушки, поверхность соприкосновения которых с заготовкой является упругой и деформируемой под действием давления соприкосновения.
7. Устройство по п.2, отличающееся тем, что средство укладывания содержит средство (501, 502, 503, 51, 52) калибровки, содержащее подушки, выполненные из шарнирных пластин (511, 512, 513, 514, 515, 516, 517).
8. Устройство по п.2, отличающееся тем, что оно содержит средство (560), выполненное с возможностью определения расположения сечения пуансона (10) во время его относительного перемещения по отношению к средству укладывания.
9. Устройство по любому из п.п.2-8, отличающееся тем, что пуансон (10) имеет по существу круглую форму; тем, что он установлен на подвижном столе; тем, что средство укладывания является неподвижным; и тем, что оно содержит средство, выполненное с возможностью перемещения пуансона (10) под средством укладывания.
10. Композитная деталь, в частности рама фюзеляжа воздушного судна, отличающаяся тем, что она выполнена согласно способу по п.1, и тем, что она содержит по меньшей мере 60% волокон от массы.
11. Воздушное судно, содержащее раму фюзеляжа по п.10.
| FR 2920743 A1, 13.03.2009 | |||
| WO 2009097514 A1, 06.08.2009 | |||
| WO 9915323 A1, 01.04.1999 | |||
| Устройство для укладки волокнистых материалов при изготовлении слоистых изделий | 1984 |
|
SU1274619A3 |
| RU 2052353 C1, 20.01.1996 | |||
| КОНФЕКЦИОННО-ТЕХНИЧЕСКИЙ СПОСОБ, ЗАТЯЖНОЙ МОДУЛЬ И ДЕРЖАТЕЛЬ СШИВАЕМОГО МАТЕРИАЛА ДЛЯ ФОРМИРОВАНИЯ ТЕКСТИЛЬНЫХ ЗАГОТОВОК ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ВОЛОКНАМИ ПЛАСТМАССОВЫХ ДЕТАЛЕЙ | 2001 |
|
RU2248879C2 |

