Изобретение относится к эксплуатации и ремонту техники, содержащей тонколистовые элементы конструкции с усталостными трещинами. Изобретение может быть использовано при восстановлении авиационной, сельскохозяйственной, автотракторной и другой техники.
Известны различные способы торможения усталостных трещин путем создания конструктивных барьеров на пути их развития в виде канавок, отверстий в ее вершине либо с помощью структурных барьеров с напряжениями сжатия в зонах, прилегающих к трещине (см. Буренко Л.А. Ремонт сельскохозяйственных машин / Л.А.Буренко, В.Н.Винокуров. - М.: Росагропромиздат, 1991. - 196 с.).
Недостатками известных способов являются снижение прочности путем сокращения живого сечения трещиносодержащей конструкции в результате проведения канавок или высверливания, сложность и низкая производительность реализуемого ими способа, предельно ограниченные функциональные возможности и области применения.
Наведение сжимающих остаточных локальных напряжений способствует появлению структурных концентраторов напряжений. При переменных нагрузках пластическая деформация развивается в основном металле, а в наклепанной зоне будет накапливаться упругая энергия. При этом могут создаваться условия, облегчающие возникновение и дальнейшее развитие трещины.
Отмеченные недостатки выявляют малоэффективность и ненадежность способов по торможению роста трещин и повышению остаточной усталостной долговечности листовых элементов конструкций с трещинами из конструкционных, мало- и среднеуглеродистых сталей при переменных нагрузках.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ торможения роста усталостных трещин в тонколистовых материалах из конструкционных, мало- и среднеуглеродистых сталей. На пути роста трещин создают структурные барьеры путем локального плавления материала, охлаждения полученного расплава струей жидкого азота, послойного ступенчатого нагрева материала от 150°С до 700°С импульсным лазерным источником (см. авторское свидетельство SU 1787732, кл. A1 B23P 6/00, 15.01.1993).
Недостатками указанного способа-прототипа является сложность технологии торможения роста трещины в тонколистовом материале из конструкционных, мало- и среднеуглеродистых сталей. Это объясняется необходимостью в жидком азоте, требующем безопасного обращения с ним, специальной емкости (сосуда Дьюара) и оборудованного помещения для складирования и хранения, четкого температурного режима послойного обогрева материала с большими интервалами: 150-200°С; 450-500°С; 600-700°С в узких кольцевых зонах; потребностью оптической системы, включающей аксикон и фокусирующую линзу. При малейшем отклонении расчетных данных или температурного режима при термообработке материала и настройке лазерной технологической установки (ЛТУ) есть опасность не получить желаемого результата: равнопрочности обработанного участка с исходным материалом, ибо локальная прочность является концентратором напряжений и трещина через некоторое время может продолжить свой путь в обход структурного барьера, так как он расположен перед вершиной трещины. В связи с изложенным, вершина трещины материала должна быть охвачена структурным барьером, то есть находиться в остывшем расплаве металла.
Технология торможения усталостных трещин в тонколистовом материале по способу-прототипу чрезвычайно сложна и ненадежна, ее нельзя автоматизировать и нужно отнести к числу дорогостоящим.
Сущность предлагаемого способа заключается в расширении технологической возможности и повышении остаточной долговечности конструкций из тонколистового материала из конструкционных, мало- и среднеуглеродистых сталей.
Технический результат - упрощение способа, повышение его производительности, автоматизации процесса, расширение функциональной возможности.
Указанный технический результат при осуществлении способа достигается тем, что в известном способе структурный барьер образуется путем нагрева на ЛТУ и охлаждением его жидким азотом, а в предлагаемом способе создание структурного барьера осуществляется на вершине трещины путем ее локального нагрева, плавления, охлаждения на воздухе до образования ядра с монолитной структурой остывшего металла, перекрывающего трещину как минимум на величину 1/2 своего диаметра, импульсного термообрабатывающего нагрева остывшего ядра малым током и его проковки для снятия сварочных напряжений, при этом весь технологический процесс осуществляют на контактной точечной или шовной сварочной машине.
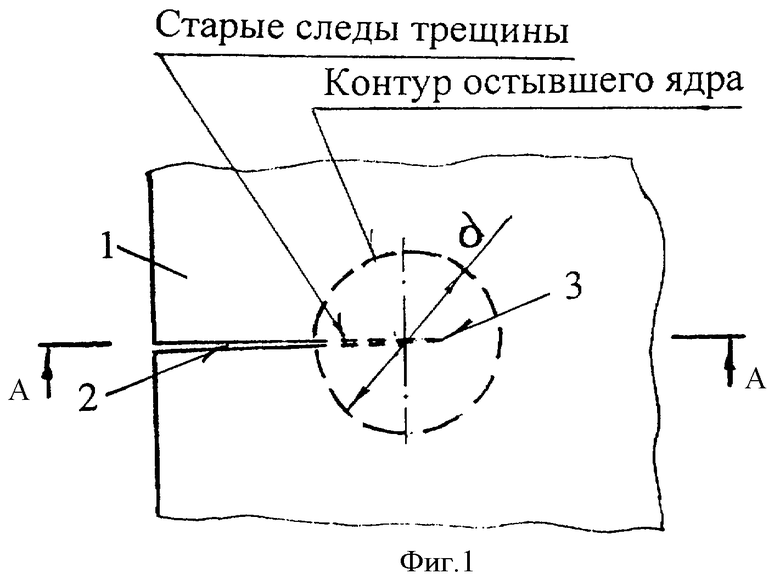
На фиг.1 и 2 представлены деталь 1 с трещиной 2. Для создания на вершине 3 трещины 2 структурного барьера на контактной точечной или роликовой контактной сварочной машине размещают деталь 1 между электродами 4 и 5 для локального нагрева так, чтобы они перекрывали трещину, где расплавленное ядро 6 поглотило бы вершину 3 трещины 2 полностью или частично, по крайней мере, как минимум на величину 1/2 диаметра остывшего ядра.
Вершина 3 трещины 2, утопая в расплавленном ванне, исчезает, кристаллизуясь в тонколистовом материале, и, остывая на воздухе до образования ядра, полностью восстанавливается, превращаясь в монолитный металл. Затем сразу проводится импульсный термообрабатывающий нагрев ядра 6 малым током и проковка для снятия сварочных напряжений в точечном ядре нагретого металла.
Полученный структурный барьер, вобрав в себя вершину 3 трещины 2, оказывает мощное препятствие на пути роста трещины 2, так как, лишившись своей вершины 3, трещина 2 заблокирована образованным ядром 6 с монолитной структурой остывшего металла. Острие трещины 2, являющееся сильнейшим концентратором, расплавилось. У трещины 2 появилась новая притупленная вершина. Соответственно снизилась концентрация напряжений в зоне новой вершины трещины 2. В результате эффективно происходит задержка роста усталостных трещин и повышается долговечность тонколистового материала из конструкционных, мало- и среднеуглеродистых сталей при переменных нагрузках.
Весь процесс технологической последовательности (плавления трещины 2, охлаждение на воздухе, нагрев термообрабатывающий и проковка) автоматизирован и регулируется плавно контактной точечной сварочной машиной, которая работает в заданном режиме.
Некоторые стали при точечной сварке закаливаются. Их нужно расплавлять в жестком режиме с последующим охлаждением и отпуском в электродах 4 и 5 машины (с циклом электротермообработки) при помощи дополнительного импульса тока менее сварочного (см. фиг.3а), а для металла повышенной толщины цикл термообработки иногда дополняется импульсом дополнительного подогрева (см. фиг.3б). Это облегчает условие работы электродов и улучшает формирование структуры литого ядра 6 и в целом образование надежного структурного барьера, препятствующего росту трещины.
Рассмотрим достоинства и недостатки прототипа и предлагаемого изобретения:
- в прототипе структурный барьер установлен перед вершиной трещины: в таком положении вершина трещины свободна и может повернуть или обогнуть структурный барьер и рост трещины может продолжаться в любом направлении, тогда как в предлагаемом способе вершина 3 трещины 2 расплавлена по крайней мере на половину диаметра остывшего ядра 6, а сама трещина 2 закрепощена структурным барьером в виде остывшего ядра 6 тонколистового материала;
- в прототипе охлаждение металла осуществляется жидким азотом (с температурой минус 196°С), к которому предъявляются высокие требования безопасности, необходимы специальная емкость (сосуд Дьюара), склады-хранилища, а в предлагаемом способе охлаждение расплавленного ядра 6 происходит на воздухе и не требуются специальные хранилища и дополнительные операции;
- в прототипе способ торможения роста усталостных трещин 2 нетехнологичен и практически невозможно механизировать или автоматизировать процесс, как в предлагаемом изобретении;
невозможно или трудно создать послойно температурный режим с большим интервалом на узких кольцевых зонах, обычно нагрев металлических изделий происходит непрерывно и плавно, увеличиваясь или убывая по величине;
распространенность оборудования для контактной точечной или шовной сварки по сравнению с дорогостоящей дефицитной лазерной установкой обеспечивает доступность способа и низкую себестоимость работы по торможению роста усталостных трещин 2;
- в предлагаемом способе торможение роста усталостных трещин 2 можно проводить в любых условиях (полевых, цеховых и т.п.), например при ремонте мостов, ферм, каркасов и т.п., с помощью портативных гибких сварочных клещей точечной контактной сварочной переносной машины, что практически невозможно выполнить на ЛТУ с азотным охлаждением разогретого металла, предлагаемым в прототипе.
Таким образом, способ торможения роста усталостных трещин в тонколистовом материале из конструкционных, мало- и среднеуглеродистых сталей, включающий создание структурного барьера на вершине трещины путем ее локального нагрева, плавления, охлаждения на воздухе до образования ядра с монолитной структурой остывшего металла, перекрывающего трещину как минимум на величину 1/2 своего диаметра, импульсного термообрабатывающего нагрева остывшего ядра малым током и его проковки для снятия сварочных напряжений, при этом весь технологический процесс осуществляют на контактной точечной или шовной сварочной машине.
Предлагаемый способ торможения роста усталостных трещин в тонколистовых материалах прост, доступен, технологичен, автоматизирован, экономичен и обеспечивает надежное торможение роста трещин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТОРМОЖЕНИЯ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В ТОЛСТОЛИСТОВОМ МАТЕРИАЛЕ | 2012 |
|
RU2517076C2 |
| Способ торможения и предотвращения образования усталостных трещин | 2016 |
|
RU2656645C1 |
| Способ торможения усталостных трещин в листовом материале | 1990 |
|
SU1787732A1 |
| Способ торможения усталостных трещин в листовом материале | 1990 |
|
SU1787731A1 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2008 |
|
RU2378098C1 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2011 |
|
RU2466843C1 |
| СПОСОБ РЕМОНТА ТРЕЩИН МЕТАЛЛОКОНСТРУКЦИЙ | 2010 |
|
RU2444425C2 |
| Способ получения сварных соединений | 1983 |
|
SU1144821A1 |
| Способ торможения трещин в листовых металлических конструкциях | 2024 |
|
RU2838450C1 |
| СПОСОБ ТОЧЕЧНОЙ КОНТАКТНОЙ СВАРКИ | 2016 |
|
RU2699342C1 |


Изобретение относится к ремонту широкого класса техники, содержащей листовые элементы конструкции и узлы с трещинами, и может быть использовано при восстановлении авиационной, сельскохозяйственной и автотракторной техники. В способе осуществляют создание структурного барьера на вершине трещины путем ее локального нагрева, плавления, охлаждения на воздухе до образования ядра с монолитной структурой остывшего металла, перекрывающего трещину как минимум на величину 1/2 своего диаметра, импульсного термообрабатывающего нагрева остывшего ядра малым током и его проковки для снятия сварочных напряжений, при этом весь технологический процесс осуществляют на контактной точечной или шовной сварочной машине. Изобретение позволяет повысить остаточную долговечность конструкций из тонколистового материала из конструкционных, мало- и среднеуглеродистых сталей, автоматизировать процесс, расширить функциональные возможности. 3 ил.
Способ торможения роста усталостных трещин в тонколистовом материале из конструкционных мало- и среднеуглеродистых сталей, включающий создание структурного барьера на пути роста трещины, отличающийся тем, что создание структурного барьера осуществляют на вершине трещины путем ее локального нагрева, плавления, охлаждения на воздухе до образования ядра с монолитной структурой остывшего металла, перекрывающего трещину как минимум на величину 1/2 своего диаметра, импульсного термообрабатывающего нагрева остывшего ядра малым током и его проковки для снятия сварочных напряжений, при этом весь технологический процесс осуществляют на контактной точечной или шовной сварочной машине.
| Способ торможения усталостных трещин в листовом материале | 1990 |
|
SU1787732A1 |
| Способ торможения усталостных трещин в листовом материале | 1990 |
|
SU1787731A1 |
| Способ торможения роста усталостной трещины в конструкциях из электропроводящих материалов | 1986 |
|
SU1400841A1 |
| US 3469305 A, 30.09.1969. | |||

