пластичности в 3-4 раза) вызывает в процессе нагружения появление структурного концентратора напряжений. Это проявляется в, том, что пластическая деформация развивается, в основном, в исходном мате- риале, а в наклепанном - накапливается упругая энергия, В результате создаются условия, облегчающие возникновение и развитие трещины, писанйое явление с течением врёмейи затру йяе т реализацию положительного влйянй 11окальной пластической деформации (наклепа) перед вершиной трещины на остаточную усталостную долговечность листового элемента конструкции с трещиной..
Кроме того, следует отметить низкую термическую стабильность наклепанной зоны в условиях эксплуатации. Непродолжительные нагревы листовых конструкций (например, мотогондолы от работающего ГТД, обшивки крыльев и фюзеляжа от аэро- динамического нагрева и др.) могут вызвать явления возврата, которые протекают, например, в алюминиевых сплавах при температуре 200 250°С. При этом прочность уменьшается на 25-30%, а пластичность возрастает. .,.-.,Указанные недостатки снижают оста- точную усталостную долговечность листовых элементов конструкций с трещиной.
Целью изобретения является повышение остаточной усталостной долговечности листовых элементов конструкции.
Поставленная цель достигается техническим решением - способ торможения ус- талостных трещин в листовом материале, при котором на пути роста трещины перед ее вершиной создают структурный барьер, отличающийся тем, что с целью повышения остаточной долговечности листового мате- риала из алюминия и алюминиевых сплавов с визуаль ными трещинами, структурный барьер создают путем локального плавления материала, охлаждения полученного расплава струей жидкого азота, нагрева слоя металла на границе полученной аморфной зоны до температуры 45Q-500°C, и соседнего с ним слоя основного материала до температуры 150 250°С, причем плавление и нагрев осуществляют источником им- пульсного лазерного излучения, .
Способ реализуется следующим образом. Листовой элемент конструкции устанавливают на предметный стол импульсной лазерной технологической установки (ЛТУ), например, Квант-16, определяют положение вершины трещины и с учетом выбранного диаметра сфокусированного лазерного луча, намечают центр аморфной
зоны, с которым совмещают перекрестие бинокулярной насадки.
На блоке ЛТУ Измерение энергии импульса устанавливают значение энергии, заранее найденное с учетом плавления без .выплеска обрабатываемого материала и с учетом охлаждения локальной зоны расплавляемого материала струей жидкого азота. По установленному значению энергии с помощью тарировочного графика, приложенного к паспорту ЛТУ, определяют дли- .тельность импульса лазерного излучения.
Устанавливают новое значение энергии в импульсе и других параметров ЛТУ для проведения термической обработки, с помощью которой получают плавное изменение :механических свойств (прочность, пластичность и др.) в переходном слое от аморфной зоны к исходному материалу, что существенно повышает период задержки роста трещины.
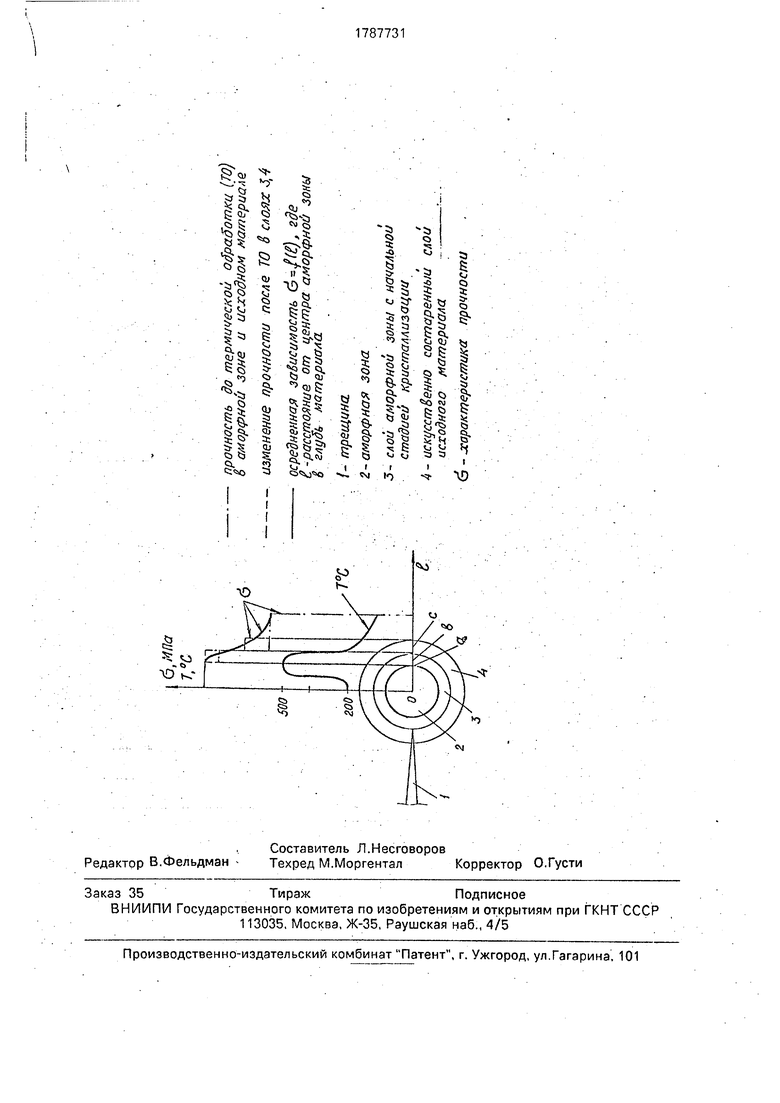
Способ поясняется чертежом.
Пример. Для алюминиевых сплавов (например, Д16) после получения аморфной зоны производят термическую обработку. При это м энергию и длительность импульса выбирают такой величины, чтобы температура во внешнем слое 3 а морфной зоны составила 400-500°С, а в соседнем слое. 4 исходного, материала, закалившегося при образовании аморфной зоны, - 150-200°С, При указанных температурах в слое 3, вследствие частичной кристаллизации аморфной структуры получают снижение прочностных свойств, а в прилегающем слое 4 исходной структуры - их повышение, вследствие протекания процесса искусственного старения. ..
Энергию импульса ЛТУ, необходимую для получения указанных температур в слое 3 и 4, о предел я гот по формуле
T(r,t) .
Q
- г
e-4at-bt (Ч)
An -Ат д t где AT - теплопроводность обрабатываемого материала; :..
(5-толщина листа обрабатываемого материала; . ... . .
а - коэффициент температуропроводности обрабатываемого материала;
t-длительность импульса лазерного излучения;
г - расстояние от источника теплоты (точка а) до точки с (середина термообраба- тываемого слоя 4 исходного материала);
2 ее
b - коэффициент, учитывающий поверхностную теплоотдачу в окружающую среду,
При заданных Ат, б, a, t, b определяют величину энергии импульса, направляемого в точку а и необходимого для нагрева слоя 4 (точка с) до температуры Т 200оС. Время обработки при заданной температуре обес- печиваютсерией многократно повторяемых импульсов.
При указанном уровне температур теплоотдача с поверхности радиационным излучением практически отсутствует, а конвекционной теплоотдачей, вследствие миллисекундных импульсов, можно пренебречь; поэтому получаем bt 0. В связи с изложенным тепловую энергию импульса определяют по преобразованной формуле
0):
4 Т п б t,2,
Q
-rV4at
Далее по формуле (1) с учетом найден- ного значения Q определяют температуру в слое 3 (точка Ь) и оценивают степень кристаллизации и связанную с ней степень разупрочнения структуры аморфной зон ы.
Поскольку r(ab) г(ас), то Оь (тепловая энергия в слое 3) будет больше Qc (тепловая энергия в слое 4).
Нагрев узких кольцевых зон при термической обработке, проводят с помощью оптической системы, включающей аксикон и фокусирующую линзу. . .
Преимущества предлагаемого технического решения по сравнению с прототипом следующие:
известно, что в аморфном состоянии ме- таллические материалы имеют более высокие значения характеристик прочности (для некоторых материалов, например, оь S Е/50, где Е - модуль Юнга) по сравнению с металлическими материалами тех же составов, но находящихся в кристаллическом состоянии;
аморфное состояние более термически стабильно (для большинства сплавов до Т 500°С), что позволяет;проводить термическую обработку с целью устранения структурного концентратора напряжений с сохранением высокой прочности в центральной части аморфной зоны;.
избежать при нагревах до температуры 450-500°С таких явлений, как возврат, характерных для металлических материалов, и обеспечить в процессе эксплуатации постоянство высоких прочностных свойств конструкционных материалов.
Эксплуатация не нагреваемых элементов конструкции с трещиной, которая заторможена с помощью связанных с наклепанной зоной полей упругих напряжений сжатия, вызывает релаксацию упругих напряжений и уменьшение их положительного влияния до полного его исчезновения. В аморфной зоне, с помощью которой тормозится развитие трещины, релаксационные процессы, вызывающие изменение структуры и свойств при нормальных температурах, отсутствуют.
При одностороннем подходе к обрабатываемой поверхности (характерно для таких элементов авиационных конструкций как крылья, рули, стабилизаторы и др.) создание напряжений сжатия на одной стороне тонколистового элемента компенсируется близкими по величине растягивающими напряжениями на другой стороне. Сопротивление усталостному разрушению при этом уменьшается за счет растягивающих напряжений; т.е. разрушение начинается со стороны, противоположной наклепанной.
При создании барьера на пути развития трещины с помощью аморфной зоны, описанные выше и им подобные процессы не протекают.
Формула изобретения
Способ торможения усталостных трещин в листовом материале, при котором на пути роста трещины перед ее вершиной создают структурный барьер, отличающий- с я тем, что, с целью повышения остаточной долговечности листового материала из алю-. миния и алюминиевых сплавов с визуальны- ми трещинами, структурный барьер создают путем локального плавления материала, охлаждения полученного расплава струей жидкого азота, нагрева слоя металла на границе полученной аморфной зоны до 450-500°С и соседнего с ним слоя основного материала до 150-250°С, причем плавление и нагрев осуществляют источником импульсного лазерного излучения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ торможения усталостных трещин в листовом материале | 1990 |
|
SU1787732A1 |
| СПОСОБ ТОРМОЖЕНИЯ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В ТОНКОЛИСТОВОМ МАТЕРИАЛЕ | 2008 |
|
RU2384396C1 |
| СПОСОБ ТОРМОЖЕНИЯ РОСТА УСТАЛОСТНЫХ ТРЕЩИН В ТОЛСТОЛИСТОВОМ МАТЕРИАЛЕ | 2012 |
|
RU2517076C2 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ЭЛЕКТРОХИМИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ С ПОСЛЕДУЮЩЕЙ ЭЛЕКТРОТЕРМИЧЕСКОЙ ОБРАБОТКОЙ | 2011 |
|
RU2473715C2 |
| Способ обработки вольфрамокобальтового твердосплавного инструмента | 1990 |
|
SU1747245A1 |
| Способ обработки поверхности доэвтектического силумина | 2023 |
|
RU2806354C1 |
| Способ обработки плоской заготовки из титанового сплава с концентратором напряжений | 2022 |
|
RU2796661C1 |
| Способ лазерной ударной обработки тонкой кромки лопатки, выполненной из титанового сплава, компрессора газотурбинного двигателя | 2024 |
|
RU2833635C1 |
| Способ торможения и предотвращения образования усталостных трещин | 2016 |
|
RU2656645C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФУНКЦИОНАЛЬНОГО МАТЕРИАЛА С ОБРАТИМОЙ ПАМЯТЬЮ ФОРМЫ ИЗ КВАЗИБИНАРНОГО СПЛАВА ИНТЕРМЕТАЛЛИЧЕСКОЙ СИСТЕМЫ TiNi-TiCu (ВАРИАНТЫ) | 2016 |
|
RU2692711C1 |