Область техники
Настоящее изобретение относится к деформируемому магниевому сплаву, который содержит вторую фазу, состоящую из интерметаллического соединения, что придает указанному сплаву высокую прочность, формуемость (способность к формоизменению) и коррозионную стойкость. Более конкретно, настоящее изобретение имеет отношение к деформируемому магниевому сплаву, который включает 0,1-1,5 атомных % (ат.%) элемента, находящегося в группе IIIa, 1,0-4,0 ат.% элемента, находящегося в группе IIIb, 0,35 ат.% или менее элемента, выбираемого из группы, состоящей из групп IIа, IVa, VIIa, IVb, и смеси указанных элементов, 1,0 ат.% или менее элемента, находящегося в группе IIb; при этом дополнение до 100% составляет Мg и неизбежные примеси, таким образом, указанный сплав включает композитную микроструктуру второй фазы, состоящую из интерметаллического соединения; настоящее изобретение также относится к способу изготовления указанного сплава.
Существующий уровень техники
Благодаря плотности, составляющей 1,74-1,95 г/см3 или приближающейся к указанным значениям, относительно низкой удельной массе, которая составляет приблизительно 2/3 от удельной массы алюминия, высокой удельной прочности и хорошей обрабатываемости, сплавы магния успешно применяют в качестве легких конструкционных материалов в самолетостроении и автомобильной промышленности. Тем не менее, так как магний имеет гексагональную плотно упакованную (ГПУ) структуру кристаллической ячейки, его формуемость (способность к формоизменению) очень низка, что сводит его применение к тем отраслям, в которых формование осуществляют при помощи литья. Кроме того, его практическое использование особенно ограничено из-за высокой окисляемости его расплавов, снижения прочности при высоких температурах и низкой коррозионной стойкости. Для преодоления вышеуказанных недостатков и обеспечения стабильного расплавления в присутствии атмосферного воздуха были предложены способы с использованием газообразного гексафторида серы (SF6), газообразного диоксида углерода, газообразного аргона и подобных газообразных веществ, а также изготовление пластин способом бесслиткового литья.
Один из сплавов магния, Mg-Zn сплав, имеет ярко выраженное свойство упрочнения при старении (дисперсионное твердение - aging); кроме того, он обладает полезными свойствами, поскольку его микроструктура улучшается при тепловой обработке, что значительно повышает его прочность и пластичность, то есть такой сплав удобно обрабатывать и ковать. С другой стороны, недостатками этого сплава является образование при литье микропор из-за добавления Zn; кроме того, некоторые способы литья плохо применимы к Mg-Zn сплаву, например литье под давлением. Кроме того, повышение прочности этого сплава затруднено из-за того, что этот сплав кристаллизуется в виде крупных зерен. Для преодоления вышеуказанных недостатков были предприняты исследования по улучшению формуемости сплава с использованием зернограничного проскальзывания, в процессе которых для уменьшения размера зерен в бинарные Mg-Zn сплавы добавляли некоторые легирующие элементы. Для этого J.P.Doan и G.Ansel предложили способ увеличения прочности сплава, при осуществлении которого для уменьшения размера зерна Mg-Zn сплава в него добавляют Zr (J.Р.Doan и G.Ansel, Trans., AIME, vol.171 (1947) стр.286-295). Однако, поскольку Zr имеет высокую температуру плавления и низкую растворимость в Мg при комнатной температуре, он в основном находится у границ зерен, которые, таким образом, при воздействии внешнего усилия оказываются зонами начала разрушения. Только после получения таких сплавов, как AZ31B или АМ20, включающих алюминий и цинк или марганец, появилась возможность проводить пластическую обработку, используя пластичность однофазного твердого раствора. Однако, несмотря на то что микроструктуры указанных сплавов включают однофазные твердые растворы и, следовательно, имеют высокую пластичность, они также имеют определенные недостатки, а именно: недостаточную способность к деформационному упрочнению, сложности в предотвращении роста зерен и низкую формуемость из-за наличия анизотропии. Для преодоления указанных недостатков была предложена методика, согласно которой при проведении тепловой обработки различные части сплава нагревали до различной температуры. Однако недостатком такой методики является то, что нагревание различных частей сплава до различных температур приводит к возрастанию стоимости производства пресс-формы. В качестве альтернативы был предложен способ тиксотропного формования, согласно которому предварительно сформованный в виде хлопьев порошок спрессовывали при высоких температурах в области сосуществования жидкой и твердой фаз. Однако недостатком этого способа является то, что такой порошок дорог, кроме того, его трудно применять для нанесения гальванического покрытия, поскольку материал, изготовленный из прессованного порошка, имеет пористую структуру. Коррозионная стойкость магния низка; следовательно, поверхность магния необходимо подвергать соответствующей обработке, что нежелательно; затраты на химическую и другие виды обработки при нанесении покрытий газофазным или электролитическим способом оказываются гораздо выше, чем при обычном способе нанесения гальванического покрытия. Кроме того, нанесение покрытий жидкостными способами на высокопористые изделия, имеющие низкую плотность, например, полученные литьем под давлением или способом тиксотропного формования, приводит к возникновению сложностей из-за коррозии под действием химикатов, проникающих вглубь пор.
Далее, в выложенной Корейской патентной заявке No.2003-0048412 описан сплав, содержащий 3,0-10,0 ат.% Zn, 0,25-3,0 ат.% Mn, Al, Si и Са. Однако, несмотря на то, что указанный сплав, содержащий 2 и более процента цинка, имеет высокую прочность, его недостатком является то, что свободный цинк (Zn) легко образует низкоплавкую эвтектическую фазу. Например, если существует низкоплавкое вещество Mg7Zn3 с температурой плавления ниже 350°С, то его коррозионная стойкость низка. При черновом прокатывании этого материала с целью разрушения грубой дендритовой структуры по обеим сторонам пластины легко образуются трещины; таким образом, из-за сильной анизотропии материал имеет плохую способность к вытяжке. В выложенной Корейской патентной заявке No.2002-0078936 (патент США No.6471797) описан способ повышения прочности и формуемости при использовании квазикристаллической фазы, включающей тройной эвтектический сплав Mg-Zn-Y, содержащий 1-10 ат.% цинка и 0,1-3 ат.% иттрия. Однако недостатком этого способа является то, что количество цинка должно быть достаточным для достижения желаемого действия квазикристаллической фазы. Состав литого продукта неоднороден из-за существенной разности между удельной массой цинка и удельной массой магния. Микропоры на границах зерен снижают коррозионную стойкость; кроме того, во время горячей прокатки материала происходит образование разрывов на краях пластины.
С другой стороны, согласно Корейской патентной заявке No.10-2003-0044997, заявленной изобретателем настоящего изобретения, разрывы при прокатке, вызываемые неравномерностью состава, уменьшают за счет снижения количества цинка. Однако поскольку вторая фаза, улучшающая пластичность, является низкоплавкой эвтектической фазой, образующейся на границах зерен уже после формирования основной матрицы, вторые фазы распространяются под действием разрушающей прокатки после затвердевания. Соответственно, однородное распределение этих фаз затруднительно. Следовательно, для получения проката хорошего качества, не содержащего трещин по сторонам листа, первоначальную прокатку необходимо повторять несколько раз, причем степень обжатия (коэффициент уковки) должна находиться в диапазоне 5-10% и после разрушения литой структуры обработку следует проводить при степени обжатия, находящейся в диапазоне от 15 до 20%.
Способы изготовления легких полос или высокопрочных порошков из магниевых сплавов, аморфную структуру которых получают при помощи способов, включающих быстрое затвердевание, описаны во многих других патентах. Образование аморфной структуры посредством быстрого затвердевания описано в следующих патентных публикациях: в выложенной Корейской патентной заявке No. 1990-0004953, озаглавленной «Высокопрочный магниевый сплав», в выложенной Корейской патентной заявке No. 1993-846, озаглавленной «Магниевый сплав высокой прочности», в выложенной Японской патентной заявке No. Н05-70880, озаглавленной «Материал из магниевого сплава, имеющий высокую прочность, и способ его изготовления», в выложенной Японской патентной заявке No. Н06-41701, озаглавленной «Аморфный магниевый сплав, имеющий высокую прочность, и способ его изготовления», в выложенной Японской патентной заявке No. H07-54026, озаглавленной «Магниевый сплав, имеющий высокую прочность, и способ его изготовления», в патентах США 4675157, 4765954, 4853035, 4857109, 4938809, 5071474, 5078806, 5078807, 5087304, 5129960 и 5316598, Европейской заявке No. 0361136A1 и Французском патенте No. 2688233. Поскольку для получения аморфной структуры скорость охлаждения должна составлять 105-107 °C/с, указанные патенты применимы для изготовления порошка или тонкой полосы, но не для изготовления пластины обычной формы. Соответственно, литейную форму (болванку), которую получают прессованием аморфного порошка при температуре перекристаллизации, используют для последующей прокатки или штамповки.
Далее, в патентах США №637040, 3391034, 4116731, 4194908 и 5059390 и в Английском патенте №2095288 описано, что с целью повышения сопротивления ползучести некоторые редкоземельные элементы используют для предотвращения роста зерен или зернограничного проскальзывания при высоких температурах; при этом эвтектические фазы указанных элементов находятся на границах зерен. Однако эвтектическая фаза в основном имеет грубую микроструктуру, которая не согласуется с микроструктурой матрицы и, следовательно, формуемость материала повышается недостаточно. Также в выложенной Японской патентной заявке No. Н7-109538А и в патентах США №5693158, 5800640 и 6395224 описан способ изготовления изделий, имеющих низкую чувствительность к трещинам, в которых добавляют Sr, Li или В и производят тепловую обработку с целью уменьшения размеров зерен в литом изделии. Однако указанные запатентованные изобретения применимы к литым изделиям, но не могут быть непосредственно применены к кованым изделиям. В выложенной Японской патентной заявке No. Н10-147830А описано добавление 6-12 мас.% Y и 1-6 мас.% Gd и применение горячей ковки и последующей выдержки (дисперсионного твердения (aging)) для улучшения сопротивления ползучести материала, применяемого для деталей двигателя. Однако этот патент неприменим к деформируемым изделиям, поскольку из-за использования большого количества дорогостоящих элементов сильно возрастает стоимость изделия, а также из-за того, что грубозернистые интерметаллические соединения не сочетаются с матрицей. Кроме того, был предложен способ улучшения формуемости, в котором для превращения структуры решетки, имеющейся в микроструктуре матрицы, в объемно-центрированную кубическую решетку используется избыточное количество Li. Однако этот способ непригоден для литых материалов из-за гальванических реакций Li и высокой стоимости самого Li, который применяют в избыточных количествах.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Техническая проблема
Соответственно, настоящее изобретение призвано решить вышеуказанные проблемы, существующие в данной области техники, и целью настоящего изобретения является создание деформируемого магниевого сплава, который содержит интерметаллическое соединение, сочетающееся с микроструктурой матрицы, и который содержит композитную микроструктуру второй фазы, что увеличивает относительное удлинение указанного сплава и снижает его анизотропию, придавая ему хорошую формуемость и коррозионную стойкость. Для достижения вышеуказанной цели используют сплав, состоящий из трех и более элементов для активации плоскости скольжения. Кроме того, для активации плоскости скольжения в соответствии с повышением температуры в сплав добавляют элементы IIIa и IIIb групп, что снижает энергию дефектов упаковки и повышает коррозионную стойкость микроструктуры матрицы. Кроме того, для повышения способности к деформационному упрочнению и формуемости применяют мелкодисперсные частицы интерметаллических соединений, которые распределяют во время экструзии и прокатки.
Техническое решение
Для достижения вышеуказанной цели настоящим изобретением предоставлен деформируемый магниевый сплав, имеющий хорошую формуемость и способность к нанесению покрытий, который включает 0,1-1,5 ат.% элемента, находящегося в группе IIIa, 1,0-4,0 ат.% элемента, находящегося в группе IIIb, 0,35 ат.% или менее элемента, выбираемого из группы, состоящей из групп IIа, IVa, VIIa, IVb, и смеси указанных элементов, 1,0 ат.% или менее элемента, находящегося в группе IIb; при этом дополнение до 100% составляет Мg и примеси, и который таким образом включает интерметаллическое соединение второй фазы.
Краткое описание чертежей
На Фиг.1 изображен образец коробочки, сформованной из листа деформируемого магниевого сплава, предлагаемого в соответствии с настоящим изобретением;
на Фиг.2 - образец, изготовленный в виде чашки, сформованной из листа деформируемого магниевого сплава, предлагаемого в соответствии с настоящим изобретением;
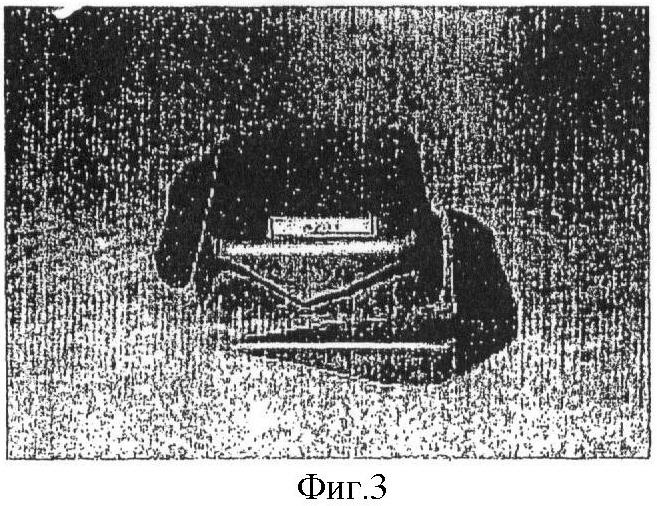
на Фиг.3 - образец коробочки, сформованной из листа AZ31;
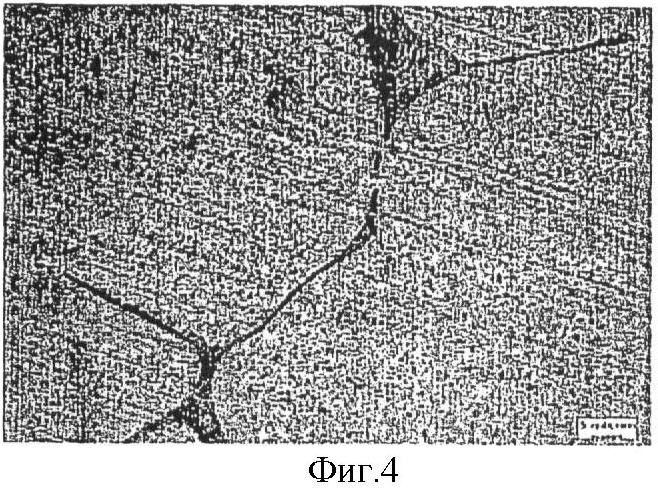
на Фиг.4 - микроструктура материала No.1 из Таблицы 1, отлитого, а затем отожженного при 400°С в течение 5 часов;
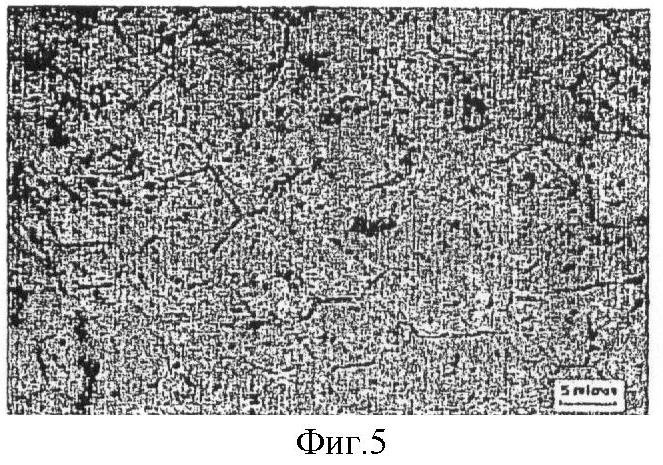
на Фиг.5 - микроструктура экструдированного материала, предлагаемого в соответствии с настоящим изобретением, который затем был отожжен; и
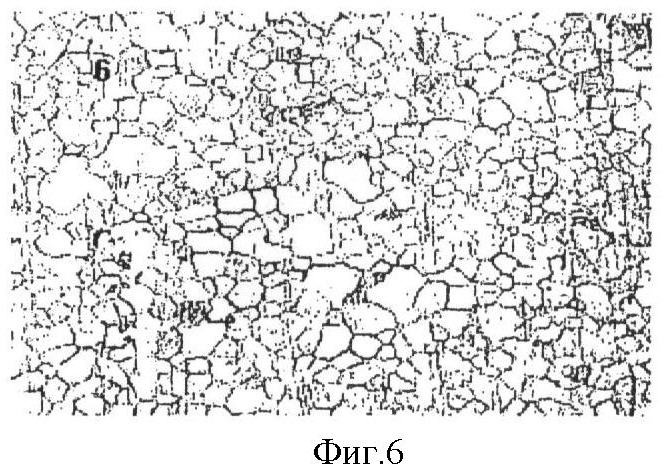
на Фиг.6 - микроструктура прокатанного листа, предлагаемого в соответствии с настоящим изобретением.
Наилучший способ осуществления настоящего изобретения
Настоящее изобретение отличается тем, что на микроструктуре твердого раствора, имеющей хорошую пластичность, происходит выделение второй мелкодисперсной фазы, которая сочетается с микроструктурой матрицы, что приводит к уменьшению размеров зерен и повышению формуемости. Прочность большинства материалов повышается по мере уменьшения размера зерна. Причина этого состоит в том, что в процессе пластической деформации металла дислокация движется вдоль специфической плоскости скольжения таким образом, что не происходит прямого движения дислокации от одного зерна к другому зерну. Напротив, направление дислокации меняет траекторию из-за эффекта зернограничного барьера. Соответственно, если границы зерен действуют как барьеры на пути движения дислокации, дислокации скапливаются на границах зерен, что предотвращает деформацию. Для образования зерен малого размера зерна должна образовываться стабильная фаза при высоких температурах, а для сочетания с микроструктурой матрицы при высоких температурах должна наблюдаться желаемая растворимость в твердом состоянии. Кроме того, для достижения желаемого эффекта упрочнения матрицы разность в размерах элементов металлической матрицы и атомов должна составлять приблизительно 15%. Исследования воздействия интерметаллического соединения на твердые растворы предпринимались неоднократно. В частности, в технической металлургии хорошо известен эффект упрочнения матрицы, вызванный распределением в ней мелкодисперсных частиц интерметаллического соединения (Mechanical Metallurgy, 2-е изд., George E. Dieter, McGraw-Hill, 1981, стр.221-227). Интерметаллическое соединение имеет высокую температуру плавления и высокую прочность связи и, таким образом, высокую твердость и термическую стабильность. Благодаря равномерному распределению мелкодисперсных частиц второй фазы эти сплавы гораздо более устойчивы по отношению к перекристаллизации и росту зерна, чем однофазные сплавы. Однако если микроструктура интерметаллического соединения не сочетается с микроструктурой матрицы, то указанное соединение действует как место инициации разрушения, таким образом, прочность материала повышается, но снижается его относительное удлинение или общая пластичность, даже если микроструктура матрицы была достаточна пластична.
Если вторая фаза традиционного магниевого сплава не является фазой высокой точки плавления в микроструктуре матрицы, то в процессе затвердевания такая вторая фаза не осаждается, а представляет собой низкоплавкую эвтектическую фазу. Поэтому эвтектическая фаза в основном не сочетается с микроструктурой матрицы. Она плохо согласуется с атомной микроструктурой матрицы, таким образом, эффективно препятствуя росту зерен и чрезмерному дисперсионному твердению (упрочнению при старении (over-aging)). Однако указанная фаза снижает формуемость материала или действует как зона инициации разрушения. Таким образом, этот тип сплавов непригоден для использования в качестве деформируемого магниевого сплава. Если вторая фаза недостаточно прочна, то даже в случае образования дуплексной микроструктуры предотвращение движения дислокации происходит неэффективно, что приводит к нежелательному возрастанию анизотропии и прочности.
Известно, что элементы группы IIIa, применяемые в настоящем изобретении, легко образуют интерметаллические соединения, имеющие кубическую решетку и, следовательно, обеспечивающие высокий эффект упрочнения матрицы и достаточную пластичность. Alan Russel и Karl Gschneidner Jr. из Ames Laboratory Университета штата Айова, который сотрудничает с Департаментом Энергетики США, сообщали, что интерметаллическое соединение, образованное элементами группы IIIa, имеет В2 кубическую решетку, такую как у CsCl, в отличие от В27, В33 или DO11 орторомбической решетки традиционного интерметаллического соединения. Поэтому оно обладает прекрасной пластичностью (Nature Materials, 2, сент. 2003, стр.587-590). В настоящее время имеются сообщения о том, что многие интерметаллические соединения, содержащие элементы группы IIIa, сочетаются с матрицей магния; предполагают, что пластичность указанных интерметаллических соединений обусловлена дефектами упаковки.
Кроме того, многие исследователи, включая А.Р.Tsai, подтверждают тот факт, что поскольку квазикристаллическое интерметаллическое соединение, образованное элементами группы IIIa, имеет высокую адгезионную энергию и большой модуль Юнга, это соединение имеет высокую прочность и пластичность. На основании вышеизложенного факта было проведено множество исследований по применению интерметаллических соединений в конструкционных материалах. В частности, Япония и Корея являются ведущими странами, в которых проводятся исследования в области сплавов магния, относящиеся к сплавам Mg-Zn-Y, содержащим квазикристаллические частицы (Materials Science and Engineering А300, 2001, стр.312-315; Acta Materialia 50 (2002) стр.2343-2356; Materials transactions vol.42, No.10 (2001) стр.2144-2147; конференция TMS 2002, Magnesium Technology 2002, стр.141-150; Journal of Alloys and Compounds 342 (2002) стр.445-450).
Вышеуказанные исследования доказали следующий факт. Так как при высоком содержании цинка (4 ат.% и более) во время растворения происходит выделение цинка, это означает, что состав материала не был однородным. При этом свободный цинк образует низкоплавкую эвтектическую фазу, что приводит к образованию нежелательных трещин на сторонах листа при прокатке. Однако иттрий (Y), элемент группы IIIa, вместе с магнием и цинком образует икосаэдрическую квазикристаллическую фазу, и, таким образом, эта сочетающаяся с матрицей фаза упрочняет матрицу, эффективно предотвращая рост зерен при высоких температурах, вплоть до 400°С. В частности, A. Inoue из Японии при помощи электронного микроскопа высокого разрешения (HREM) подтвердил, что в магниевом сплаве, получаемом при помощи способа RSP и содержащем 2 ат.% Y и 1 ат.% Zn, дефекты типа АВАСАВ образуются каждые 6 периодов (Scripta Materialia 49 (2003) стр.417-422; Philosophical Magazine Letters vol.82 (2002) стр.543-551; Acta Materialia vol.50 (2002) стр.3845-3857).
Дефекты упаковки образуются за счет того, что порядок упаковки плотно упакованной стороны изменяется не так, как нормальный порядок упаковки, и, как известно, они в основном образуются из-за пластических деформаций. Если энергия образования дефекта упаковки высока, то образование дефектов упаковки затруднено, и, следовательно, требуется деформационное упрочнение, поскольку давление на материал невелико. Соответственно, поскольку чистый алюминий или чистая медь имеют высокие энергии образования дефекта упаковки, то энергия, подводимая к материалу во время обработки при комнатной температуре, в основном превращается в тепло. Таким образом, накопление внутренних деформаций затруднено, и движущая сила зародышеобразования при кристаллизации понижена. Однако в магниевом сплаве, предлагаемом в соответствии с настоящим изобретением, элементы групп IIIa и IIIb сплавляют с магнием, действующим в качестве элемента матрицы, что снижает энергию образования дефекта упаковки в интерметаллическом соединении и обеспечивает нужную пластичность. Кроме того, мелкодисперсная вторая фаза способствует образованию зародышей мелкодисперсных зерен в процессе повторного нагревания. Частицы интерметаллического соединения предотвращают рост зерен при температуре перекристаллизации или более высокой температуре.
На основании вышеизложенного изобретатель пришел к выводу, что можно создать материал с высокой способностью к деформационному упрочнению, мелкодисперсной структурой, полученной при перекристаллизации под действием нагревания, и с пониженной анизотропией, при помощи сплавления элементов группы IIIa с магнием с образованием твердого раствора, имеющего низкую энергию образования дефектов упаковки, добавления в этот твердый раствор элементов группы IIIb для улучшения твердофазного растворения и добавления элементов группы IIb и других элементов небольшого размера с целью образования структуры, содержащей интерметаллическое соединение, согласующееся с этой структурой.
Далее будет дано подробное описание элементов и составов деформируемого магниевого сплава, предлагаемого в соответствии с настоящим изобретением.
Группа IIIa, т.е. существенный элемент настоящего изобретения, включает Sc, Y, лантаноиды и актиноиды. Для целей настоящего изобретения вместо актиноидов, испускающих радиоактивное излучение, предпочтительно использовать Sc, Y, или лантаноиды, или их сочетание. Они растворимы в твердофазном растворе магния, что снижает отношение с/а, увеличивая пластичность, и снижает энергию образования дефектов упаковки, увеличивая движущую силу зародышеобразования при перекристаллизации. Кроме того, частицы, существующие во время затвердевания при высокой температуре в виде Mg5RE, образуют при перитектическом преобразовании, происходящем приблизительно при 550°С, призмовидные пластинчатые частицы с ГПУ структурой, т.е. DO19 структурой решетки, такие как Мg3RЕ или Mg17RE5 (аббревиатура RE означает редкоземельные элементы, находящиеся в группе IIIa). Таким образом, указанные частицы обеспечивают существенное упрочнение; они сочетаются с матрицей и, следовательно, не являются зоной, инициирующей разрушение. После прокатки частицы могут быть спрессованы в виде стержня, сферы или куба.
Согласно настоящему изобретению эвтектическая фаза, которая не перешла в твердый раствор после диффузионной тепловой обработки, во время экструзии и прокатки равномерно распределяется в виде мелкодисперсных частиц, предотвращающих рост зерен во время тепловой обработки и являющихся центрами зародышеобразования при перекристаллизации. Если количество элемента группы IIIa составляет менее 0,1%, вторая фаза образуется в недостаточном количестве. Если это количество превышает 1,5% происходит насыщение мелкозернистости, и, следовательно, происходит уменьшение относительного удлинения и повышение производственных затрат. Поэтому количество этих элементов ограничено.
Группа IIIb включает В, Al, Ga, In и Тl. Так как Ga, In и Тl, имеющие низкие температуры плавления, образуют низкоплавкую эвтектическую фазу, предпочтительно применять только Al или смесь В и Al. Элементы группы IIIb образуют мелкодисперсный осадок и, следовательно, вносят свой вклад в упрочнение матрицы. Алюминий применяют в качестве главного легирующего элемента. Так как бор имеет низкую растворимость в твердом растворе магния и образует высокоплавкое соединение, такое как В2Y, В3Y2 или В5Y3, то для образования мелких зерен его применяют вместе с алюминием в количестве 0,010% или менее.
Согласно настоящему изобретению алюминий, находящийся в группе IIIb, образует твердый раствор в магнии, повышая коррозионную стойкость и предотвращая рост дендритовой микроструктуры, что способствует образованию мелкозернистой отливаемой структуры. Кроме того, поскольку во время затвердевания алюминий образует мелкие кубические частицы, такие как Al2RE или Аl3Rе, что увеличивает пластичность микроструктуры матрицы, из сплава можно изготавливать высокопрочные и пластичные изделия. Если количество Аl составляет менее 1,0%, то желаемый упрочняющий эффект не достигается. Если количество Аl превышает 4,0%, то из-за увеличения количества нестабильной фазы палочкообразных Аl2Мg3 или пластинчатых Al12Mg17 частиц на границе зерен снижается прочность при высоких температурах и коррозионная стойкость, несмотря на то, что прочность при комнатной температуре остается высокой. Поэтому количество алюминия ограничено.
Для получения мелких зерен и образования интерметаллического соединения, селективно применяют 0,35% или менее элементов группы IIа, группы IVa, группы VIIa или группы IVb, или их сочетания, и 1,0% или" менее одного элемента группы IIb или сочетания.
Элементы группы IIа, группы IVa и группы VIIa используют в качестве дополнительных элементов вместе с элементами группы IIIa и IIIb. Из группы IIа предпочтительно использовать Са и Sr. Так как Be, Ba и Ra образуют токсичные газы, их можно использовать только при наличии специального вентиляционного устройства. Са и Sr особенно полезны при образовании мелкозернистой литой структуры при отливке заготовок, имеющих диаметр 200 мм или более в соответствии с настоящим изобретением, и для образования дисковидных частиц, таких как (Mg,Al)2Ca, что повышает упрочняющий эффект.
Из группы IVa наиболее часто используют Ti, Zr и Hf; в тех случаях, где этого не избежать, прибавляют Rf, используя специальное защитное устройство, защищающее от радиоактивного излучения. Добавление элементов группы IVb позволяет получать мелкозернистую литую структуру; Si и Ge наиболее часто используют потому, что они имеют высокие температуры плавления и с ними легко работать. Степень измельчения зерна зависит от количества каждого из добавляемых элементов. То есть добавление Zr, Si и Са позволяет получать зерна размером менее микрона, составляющим 1/52, 1/19 и 1/15 микрон.
Марганец, находящийся в группе VIIa, представляет собой дешевый легирующий элемент, предотвращающий образование фаз Al12Mg17 и Аl2Мg3 и способствующий образованию высокотемпературной кубической структуры Al2Y и тем вносящий свой вклад в уменьшение размеров зерен и повышение коррозионной стойкости. Технеций и рений, находящиеся в группе VIIa, имеют высокую стоимость, и их используют только в случаях острой необходимости.
Элементы группы IIа, группы IVa, группы VIIa и группы IVb имеют низкую растворимость в твердом растворе магния и, следовательно, добавленные в избытке вызывают разделение фаз или образование крупных, очень хрупких частиц при низкой скорости охлаждения после отливки. Соответственно, их количество ограничено значением 0,35% или менее.
Группа IIb включает Zn, Cd и Hg. Так как пары ртути токсичны для человека, применение ртути ограничено, и ее используют при наличии дополнительного защитного устройства. Добавление цинка и кадмия по отдельности или в сочетании способствует образованию в микроструктуре матрицы магния структуры, содержащей дефекты упаковки, что вызывает деформационное упрочнение; кроме того, цинк и кадмий хорошо растворимы в твердом растворе и вместе с элементами групп IIIa и IIIb способствуют образованию частиц кубической формы, таких как (Mg,Zn)5RE, Zn6Mg2RE или (Мg,Zn)17RE3. Однако избыточное количество цинка и кадмия вызывает увеличение растворимости газов в твердом растворе, что снижает коррозионную стойкость или пригодность к нанесению покрытия, а также вызывает возникновение горячих трещин и разделение под действием силы тяжести. Следовательно, количество этих элементов ограничено 1,0% или менее и предпочтительно 0,65% или менее.
Далее при помощи нижеследующего иллюстративного, но не ограничивающего настоящее изобретение примера будет подробно описан способ изготовления пластины из сляба (плоской заготовки), полученного из магниевого сплава в соответствии с настоящим изобретением.
(a) Плавят магниевое сырье и в атмосфере смеси газообразных SF6 и Аr или CO2 или в атмосфере газообразного Аr, исключая контакт с атмосферным воздухом, к расплавленному магнию добавляют сплав или лигатуру. Обычно сляб, из которого изготавливают пластину из магниевого сплава, получают посредством фасонного литья, бесслиткового литья, непрерывного литья или отливки полосы.
В настоящем примере изготавливают форму с углублением толщиной 300 мм, шириной 250 мм и высотой 400 мм; эту форму нагревают в нагревательной печи до температуры приблизительно 200°С. В форму при 710-760°С заливают расплавленный сплав алюминия, а затем отлитое изделие обрабатывают для удаления поверхностных дефектов.
(b) При 250-450°С производят диффузионный отжиг при продолжительности 1 мин/мм или более, в зависимости от толщины сляба. Если температура отжига составляет менее 250°С или продолжительность менее 1 мин/мм, то внутренняя часть сляба нагревается недостаточно, в результате чего при прокатке на поверхности или на краях образуются трещины. Для уменьшения времени диффузии сляб предпочтительно нагревают до температуры, составляющей 350-400°С. Если температура нагревания составляет более 450°С, в процессе диффузионного отжига может образовываться низкоплавкая эвтектическая фаза. На этом этапе эвтектическая фаза может быть вновь расплавлена и таким образом отделена от сляба. Соответственно, расплавленная эвтектическая фаза может прилипать к прокатному валу. Если количество легирующего элемента велико, то для улучшения обрабатываемости увеличивают продолжительность и температуру нагревания.
(c) Один или несколько раз проводят первоначальную черновую прокатку при степени обжатия (коэффициенте уковки), составляющей 20% или менее, с целью разрушения литой крупнозернистой микроструктуры материала, который подвергают диффузионному отжигу и удаляют мелкие отделившиеся фазы. После завершения прокатки один или несколько раз проводят отжиг при 200-450°C с продолжительностью 1 мин/мм или более, в зависимости от толщины сляба. Если температура нагревания составляет менее 200°С или продолжительность менее 1 мин/мм, внутренняя часть сляба нагревается недостаточно, в результате чего при прокатке на поверхности или на краях образуются трещины. При проведении первоначальной черновой прокатки при степени обжатия (коэффициенте уковки), составляющей 20%, на границах зерен литой микроструктуры могут образовываться трещины. На этом этапе для предотвращения образования поверхностных трещин при закаливании сляба, температура поверхности прокатного вала, контактирующей со слябом, должна составлять 50-150°С. Если температура прокатного вала составляет более 150°С, то во время прокатки происходит расслоение материала, при котором часть прокатываемого материала прилипает к прокатному валу и отслаивается от основной массы, что огрубляет поверхность сляба. Если пластину не слишком сильно охлаждали после первоначальной черновой прокатки, то прокатку можно повторить, не нагревая пластину вновь.
(d) Если литая микроструктура сляба разрушена, то многократно производят вторую прокатку при степени обжатия (коэффициенте уковки), составляющей 50% или менее, до получения желаемой толщины. На этом этапе степень обжатия (коэффициент уковки) зависит от мощности двигателя прокатного стана, температурного режима пластины в процессе обжатия, эластичной деформации прокатного вала и степени раскатки пластины. Второй отжиг предпочтительно многократно производят при 200-450°С, каждый раз с продолжительностью 1 мин/мм или более. Однако во время второй прокатки микроструктура становится мелкозернистой, приобретая достаточную вязкость разрушения (сопротивление распространению трещин). Кроме того, в некоторых случаях возможно проведение холодной прокатки. Таким образом, отжиг не обязательно производить после каждой прокатки.
(e) После проведения окончательной прокатки проводят окончательный отжиг при температуре, составляющей 180-350°С, с продолжительностью 1 мин/мм или более, в зависимости от толщины, прочности и относительного удлинения пластины. При высокой температуре отжига и большой продолжительности относительное удлинение материала повышается, а его прочность снижается. В частности, если температура отжига превышает 350°С, существенно снижается предел текучести, что нежелательно.
Далее будет подробно описан способ экструзии заготовки из магниевого сплава, предлагаемый в соответствии с настоящим изобретением.
(a) Плавят магниевое сырье и в атмосфере смеси газообразных SF6 и Аr или СO2 или в атмосфере газообразного Аr, исключая контакт с атмосферным воздухом, к расплавленному магнию добавляют сырьевой сплав или лигатуру. Затем расплавленный магниевый сплав выливают в форму диаметром 185 мм и длиной 650 мм при 710-760°С; при этом получают заготовку, которую затем обрабатывают для удаления поверхностных дефектов. Очевидно, что заготовка может быть изготовлена как при помощи непрерывного литья, так и при помощи фасонного литья.
(b) При 250-450°С производят диффузионный отжиг при продолжительности 1 мин/мм или более, в зависимости от диаметра заготовки, с целью разрушения литой крупнозернистой структуры литого материала и для удаления мелких отделившихся фаз. Если температура отжига составляет менее 250°С или продолжительность менее 1 мин/мм, то на границах зерен концентрируется напряжение, которое может приводить к образованию продольных трещин (шагреневой поверхности) и растрескиванию материала в направлении экструзии. Для уменьшения времени диффузии материал предпочтительно нагревают до температуры, составляющей 350-400°С. Если температура нагревания составляет более 450°С, в процессе диффузионного отжига может быть повторно расплавлена низкоплавкая эвтектическая фаза, которая, таким образом, может быть отделена от материала. Если количество легирующего элемента велико, то для улучшения обрабатываемости увеличивают продолжительность и температуру нагревания.
(c) Материал, подвергнутый диффузионному отжигу, вновь нагревают в нагревательной печи до температуры, составляющей 250-400°С для проведения экструзии. Максимальная скорость экструзии экструдера составляет 20 м/мин; при этом давление экструзии составляет 850 МПа или более. Если экструзию проводят при 500 МПа, то скорость экструзии значительно понижают - до 3-4 м/мин. Температура контейнера составляет 300-450°С. Если температура составляет менее 300°С, то образуется множество поверхностных трещин. Если температура превышает 450°С, то во время экструзии образуется значительное количество высокотемпературных трещин или деформаций. Контейнер нагревают до температуры, составляющей приблизительно 350°С, при этом скорость экструзии обычно составляет 10-100. В соответствии с настоящим изобретением во время экструзии материал, кроме того, может быть свернут в виде рулона, что, таким образом, позволяет производить прокатку с осевым перемещением вала.
(d) Если заготовка очень большая или литая микроструктура очень крупнозернистая, то первую экструзию выполняют для разрушения литой микроструктуры и для распределения второй фазы, а затем производят вторую экструзию. После проведения первой экструзии предпочтительно выполнять отжиг при 200-450°С с продолжительностью 1 мин/мм или более. Однако во время первой экструзии микроструктура становится мелкозернистой, приобретая достаточную вязкость разрушения (сопротивление распространению трещин), и повторное нагревание осуществляют в контейнере. Таким образом, отжиг производить не обязательно.
(е) После проведения окончательной прокатки, если материал раскатывают в виде пластины, проводят окончательный отжиг при температуре, составляющей 180-350°С, с продолжительностью 1 мин/мм или более, в зависимости от толщины, прочности и относительного удлинения пластины. При высокой температуре отжига и большой продолжительности относительное удлинение материала повышается, а его прочность снижается. В частности, если температура отжига превышает 350°С, существенно снижается предел текучести, что нежелательно. Очевидно, что при проведении отжига пластины или рулона тепловая обработка может быть выполнена не в печи, а при помощи устройства быстрого нагрева, такого как нагреватель с газовым соплом или индукционный нагреватель. На этом этапе, поскольку скорость нагревания высока, необходимо установить более высокую температуру отжига. Таким образом, температура отжига может выходить за пределы указанных в настоящем описании диапазонов, что, однако, не нарушает области применения и сущности настоящего изобретения.
Как показано в нижеследующих Таблицах 1 и 2, деформируемые магниевые сплавы, предлагаемые в соответствии с настоящим изобретением, прокатывают, а затем получают результаты испытаний. Сплавы исследовали после раскатки в виде пластин шириной 150 мм и толщиной 1 мм.
Были изготовлены прямоугольные формы шириной 80 мм, длиной 100 мм и глубиной 45 мм, у которых при проведении формовочного испытания исследовали образование краевых трещин. Образцы площадью 80 мм × 50 мм подвешивали на нейлоновых нитях и погружали в 200 мл 2% водного раствора НСl, находящегося в мензурке. При этом газы, генерируемые в образцах, растворялись в растворе. На этом этапе определяли потерю массы, оценивая, таким образом, коррозионную стойкость. Оценку формуемости производили следующим образом. Значок о обозначает, что при формовании не обнаруживали ни трещин, ни локального уменьшения толщины материала; значок Δ означает отсутствие трещин, но наличие локального отклонения толщины от заданного значения; и значок × означает, что формуемость материала очень низка из-за образования трещин. При оценке характеристик жидкостного способа нанесения покрытий, значок о означает получение равномерной толщины покрытия и прекрасной адгезии к поверхности, на которую наносят покрытие. Значок Δ означает хорошую адгезию, отсутствие микроотверстий, но неравномерность толщины покрытия. Значок × означает наличие микроотверстий или даже обнажение поверхности из-под покрытия.
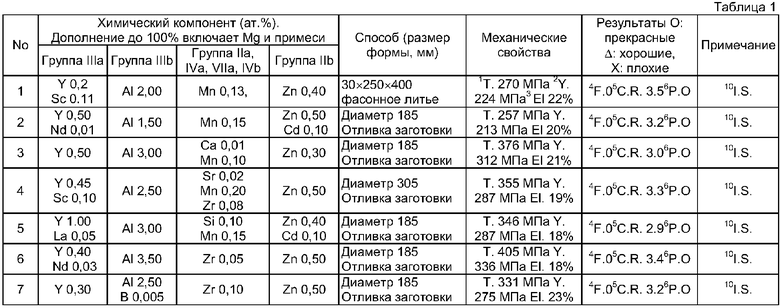
0,09
400 фасонное литье
265 МПа Y. 185 МПа Еl. 18%
4.19Pinhole
AZ31)
3El.: относительное удлинение, 4F.: формуемость,
5C.R.: отношение потери массы при коррозии,
6P.: нанесение покрытия, 7Failed Ni: невозможность нанесения Ni покрытия,
8Layer off: слой покрытия отстает от поверхности,
9Pinhole: образование микроотверстий в слое покрытия,
10I.S.: образец, полученный в соответствии с настоящим изобретением,
11C.S.: образец сравнения.
(No.1, 9, 10, 11 - скорость прокатки: 1,6 м/мин, степень обжатия (коэффициент уковки): 15% при первоначальной черновой прокатке, а затем - 20-45%, No.2-8 - скорость прокатки: 16-20 м/мин, степень обжатия (коэффициент уковки): 30-67% после экструзии).
При оценивании коррозионной стойкости измеряли массы мензурок, в которых содержались образцы, измеряли их каждые пять минут в течение 60 минут при помощи прецизионных весов, пределы допустимой погрешности которых составляли 1/1000 г, и для оценки коррозионной стойкости строили график уменьшения массы образца. Более крутой наклон означал ускоренное снижение массы, свидетельствующее о плохой коррозионной стойкости.
Из Таблицы 1 видно, что магниевый сплав No.11, изготовленный в соответствии с традиционным способом, имеет плохую формуемость, поскольку во время формования на нем образовывались трещины, как показано на Фиг.3. При нанесении покрытия жидкостным способом активационную обработку производили в жидкости, а затем выполняли нанесение гальванического покрытия, например нанесение покрытия при помощи раствора цианида меди, сульфата меди, или нанесение никелевого покрытия, а затем производили нанесение окончательного покрытия, например хромового покрытия или покрытия из драгоценного металла. Если на этом этапе образовывались микроотверстия или покрытие отставало от поверхности, то сильно снижалась надежность коррозионной устойчивости покрытия.
Применяемость в производственных условиях
Как описано выше, в соответствии с настоящим изобретением с целью значительного улучшения формуемости и коррозионной стойкости традиционно получаемых магниевых пластин в материале распределяют вторую мелкодисперсную фазу интерметаллического соединения. Таким образом, получаемая магниевая пластина обладает прекрасными свойствами, пригодными для ее применения в качестве конструкционного материала, и, следовательно, получаемые магниевые пластины можно применять в конструкционных материалах, используемых для изготовления переносного электронного оборудования, автомобилей или самолетов.
| название | год | авторы | номер документа |
|---|---|---|---|
| МАГНИЕВЫЙ СПЛАВ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ИСПОЛЬЗОВАНИЯ | 2013 |
|
RU2754035C2 |
| МАГНИЕВЫЙ СПЛАВ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ИСПОЛЬЗОВАНИЯ | 2013 |
|
RU2647951C2 |
| МАГНИЕВЫЙ СПЛАВ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ИСПОЛЬЗОВАНИЯ | 2013 |
|
RU2640700C2 |
| АЛЮМИНИЕВО-МАГНИЕВЫЙ СПЛАВ И СВАРНАЯ КОНСТРУКЦИЯ ИЗ ЭТОГО СПЛАВА | 1997 |
|
RU2194787C2 |
| ВЫСОКОТЕМПЕРАТУРНЫЙ МАГНИЕВЫЙ СПЛАВ | 1999 |
|
RU2213796C2 |
| Способ управления локализованной коррозией в магниевых сплавах | 2023 |
|
RU2807803C1 |
| Сплав на основе алюминия и аэрозольный баллон из этого сплава | 2019 |
|
RU2718370C1 |
| МАГНИЕВЫЙ СПЛАВ С УЛУЧШЕННЫМ СОЧЕТАНИЕМ МЕХАНИЧЕСКИХ И КОРРОЗИОННЫХ ХАРАКТЕРИСТИК | 2007 |
|
RU2418878C2 |
| ЛИСТ АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2556171C1 |
| Способ гибридной обработки магниевых сплавов | 2019 |
|
RU2716612C1 |
Изобретение относится к получению деформируемого магниевого сплава, имеющего высокую прочность и прекрасную формуемость при экструзии или прокатке, а также способу его изготовления. Сплав содержит 0,1-1,5 ат.% Sc, Y, La и их смесей, 1,0-4,0 ат.% Аl, В и их смесей, 0,2-1,0 ат.% Zn, Cd и их смесей, а также 0,35 ат.% или менее элемента, выбираемого из группы, состоящей из Са, Sr, Ti, Zr, Hf, Mn, Si и Ge и их смесей, Mg и неизбежные примеси - остальное, и имеет вторую фазу мелкодисперсных выделений интерметаллических соединений. Сплав, полученный в соответствии с настоящим изобретением, имеет высокую прочность, ударную вязкость и формуемость и пригоден для изготовления переносного электронного оборудования, такого как персональные компьютеры-ноутбуки, мобильные телефоны, цифровые фотокамеры, портативные видеокамеры со встроенным видеомагнитофоном, CD-проигрыватели, PDA или МРЗ проигрыватели, а также для деталей автомобилей, таких как крышки двигательного отсека, маслоподдоны или внутренние панели дверей, или конструкционных деталей самолетов. 2 н. и 1 з.п. ф-лы, 2 табл., 6 ил.
1. Деформируемый магниевый сплав, имеющий прекрасную формуемость и хорошие свойства для нанесения покрытия, который включает 0,1-1,5 ат.% первого необходимого элемента, выбираемого из элементов группы IIIa Sc, Y, La и их смесей, 1,0-4,0 ат.% второго необходимого элемента, выбираемого из элементов группы IIIb Al, В и их смесей, и 0,2-1,0 ат.% третьего необходимого элемента, выбираемого из элементов группы IIb Zn, Cd и их смесей, указанный сплав также включает 0,35 ат.% или менее элемента, выбираемого из группы, состоящей из элементов группы IIа Са и Sr, элементов группы IVa Ti, Zr и Hf, элемента группы VIIa Mn, элементов группы IVb Si и Ge, и их смесей; при этом дополнение до 100% составляет Mg и неизбежные примеси, и, таким образом, указанный сплав содержит вторую фазу мелкодисперсных выделений интерметаллических соединений.
2. Деформируемый магниевый сплав по п.1, в котором содержание Zn или Cd, применяемых в качестве третьего необходимого элемента, составляет 0,2-0,65 ат.%.
3. Способ изготовления деформируемого магниевого сплава, включающий приготовление литой заготовки, полученной из магниевого сплава, который включает 0,1-1,5 ат.% первого необходимого элемента, выбираемого из элементов группы IIIа Sc, Y, La и их смесей, 1,0-4,0 ат.% второго необходимого элемента, выбираемого из элементов группы IIIb Al, В и их смесей, и 0,2-1,0 ат.% третьего необходимого элемента, выбираемого из элементов группы IIb Zn, Cd и их смесей, указанный сплав также включает 0,35 ат.% или менее элемента, выбираемого из группы, состоящей из элементов группы IIа Са и Sr, элементов группы IVa Ti, Zr и Hf, элемента группы VIIa Mn, элементов группы IVb Si и Ge, и их смесей; при этом дополнение до 100% составляет Mg и неизбежные примеси, и, таким образом, указанный сплав содержит вторую фазу мелкодисперсных выделений интерметаллических соединений, проведение диффузионного отжига литой заготовки, полученной из магниевого сплава, при температуре 250-450°С, повторное нагревание литой заготовки, полученной из магниевого сплава и подвергнутой диффузионному отжигу, в печи, предназначенной для тепловой обработки, при температуре 250-400°С, экструдирование повторно нагретой заготовки под давлением, превышающим 200 МПа, и последующую прокатку экструдированной заготовки.
| US 4908181 А, 13.03.1990 | |||
| Сплав на основе магния | 1976 |
|
SU551396A1 |
| СПЛАВ НА ОСНОВЕ МАГНИЯ И СПОСОБ ЕГО ОБРАБОТКИ В ЖИДКОМ, ТВЕРДОЖИДКОМ И ТВЕРДОМ СОСТОЯНИЯХ ДЛЯ ПОЛУЧЕНИЯ ИЗДЕЛИЙ С ОДНОРОДНОЙ МЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ | 2001 |
|
RU2215057C2 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |

