Изобретение относится к производству крупноразмерных строительных изделий из ячеистого бетона в условиях достижения высокого уровня механизации и автоматизации.
Известна конвейерная линия производства стеновых изделий из ячеистого бетона, включающая транспортирующее устройство для перемещения поддонов, имеющих съемную бортоснастку в виде подвижных в горизонтальной плоскости опорных рам, на которых шарнирно закреплены продольные и поперечные борта, установленные в технологической последовательности посты приготовления ячеистобетонной массы, формовки ячеистобетонного массива, резки его и автоклавной обработки [1].
Недостатком известной линии является невысокая производительность, повышенные трудозатраты.
Наиболее близким техническим решением является конвейерная линия для изготовления ячеистобетонных изделий, содержащая транспортирующее устройство для перемещения поддонов, имеющих съемную бортоснастку в виде подвижных в горизонтальной плоскости опорных рам, на которых шарнирно закреплены продольные и поперечные борта, дополнительные транспортирующие устройства и установленные в технологической последовательности посты приготовления ячеистобетонной массы, формовки ячеистобетонного массива, резки его и автоклавной обработки [2].
Недостатком известного технологического решения является высокая металлоемкость линии, недостаточная эксплуатационная ее надежность, повышенные трудозатраты и брак при производстве.
Эти недостатки обусловлены в первую очередь принятой за основу конвейерной схемой производства с перемещением форм и поддонов с помощью наземных транспортных средств. Большое количество движущихся механизмов и сложная система автоматики снижают эксплуатационную надежность, повышают трудозатраты при производстве. Кроме того, конвейерная схема предопределяет последовательность разрезки массивов в порядке их формования. При реальных условиях производства изменение свойств сырья или погрешность дозирования приводит к неодинаковым срокам ″созревания″ массивов для разрезки, что вызывает разрушение части массива при распалубке и увеличению брака, а использование дополнительных ручных операций по изменению порядка расположения массивов требует дополнительного кранового оборудования и повышает трудозатраты.
Технический результат предлагаемого изобретения - повышение эксплуатационной надежности линии, снижение ее металлоемкости, а также уменьшение трудозатрат и снижение брака при производстве.
Технический результат достигается за счет того, что конвейерная линия для изготовления ячеистобетонных изделий, содержащая установленные в технологической последовательности пост приготовления ячеистобетонной массы, посты формовки ячеистобетонного массива, включающие поддон, разборную бортоснастку, на которой подвижно закреплены продольные и поперечные борта, пост резки ячеистобетонного массива, его автоклавной обработки и транспортирующее устройство для перемещения поддонов с массивом, дополнительно снабжена поризатором-раздатчиком, установленным между постами приготовления смеси и формования с возможностью перемещения между ними, а транспортирующее устройство для перемещения поддонов с массивом выполнено в виде закрепленного на кран-балке захвата-манипулятора с возможностью перемещения от постов формовки до поста резки, при этом поперечные борта бортоснастки снабжены рычажным устройством, обеспечивающим параллельное перемещение бортов.
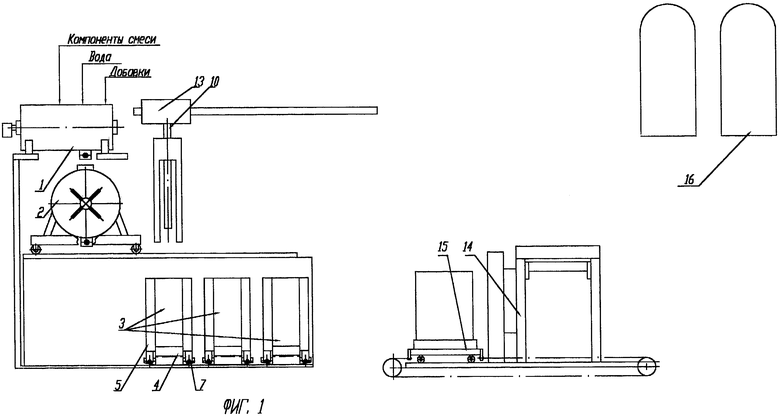
На фиг.1 представлена принципиальная схема предлагаемой конвейерной линии для изготовления ячеистобетонных изделий.
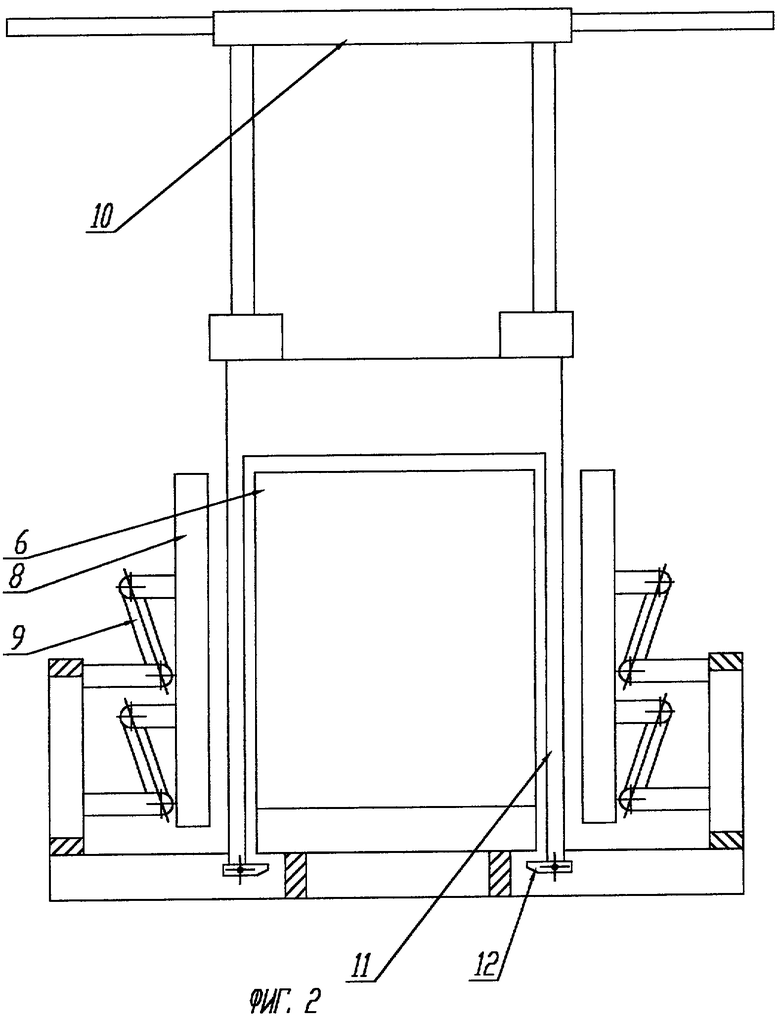
На фиг.2 - схема съема поддона с массивом с поста формования захватом - манипулятором.
Конвейерная линия содержит пост для приготовления смеси 1, поризатор-раздатчик 2 для подачи бетона, смонтированный с возможностью перемещения между постом приготовления смеси 1 и постами формования 3, состоящими из поддона 4 и разборной бортоснастки 5 с откидными продольными бортами 6, снабженными для перемещения под углом шарнирным устройством 7 и поперечными бортами 8, снабженными для параллельного перемещения рычажным устройством 9, захват - манипулятор 10 со штангами 11 и поворотным упором 12, установленный на кран - балке 13, резательный комплекс 14 с кареткой подачи 15, автоклав 16.
Конвейерная линия работает следующим образом.
К смесителю 1 подают поризатор-раздатчик 2, в который заливают приготовленную смесь, поризуют ее. Затем бетон из поризатора-раздатчика подают на посты формования 3, в которых выдерживают бетон до набора им пластической прочности, достаточной для распалубки. После этого борта 6, 8 постов формования раскрывают. Продольные борта 6 перемещают под углом к массиву посредством шарнирного устройства 7, а поперечные борта 8 перемещают параллельно массиву посредством рычажного устройства 9. Захват-манипулятор 10, установленный на кран-балке 13, подают на пост формования 3 и штанги 11 захвата-манипулятора 10 опускают в зазор между бортом 6 и массивом, поворотный упор 12 захвата-манипулятора 10, поворачиваясь, захватывает поддон 4 с массивом. Захват- манипулятор 10 поднимает его выше уровня бортов 6, 8 и переносит на каретку подачи 15 резательного комплекса 14. Каретка 15 проходит резательный комплекс 14, который обеспечивает калибровку массива с четырех сторон и разрезку массива на изделия. После установки поддона 4 с массивом на каретку 15 резательного комплекса 14 захват-манипулятор 10 захватывает пустой поддон 4 и устанавливает его на свободный пост формования 3.
Применение предложенной конвейерной линии для изготовления ячеистобетонных изделий позволит резко снизить металлоемкость за счет исключения наземных конвейеров и объединения в захвате-манипуляторе всех функций по транспортировке поддонов как с массивом, так и пустых, повысить эксплуатационную надежность в результате сокращения количества подвижных механизмов в линии и возможности выбора только созревших массивов для их разрезки.
Использование в предлагаемой линии захвата-манипулятора и поста формования, в котором поперечные откидные борта снабжены рычажным устройством, обеспечивающим параллельное перемещение борта, обеспечивает получение массива без торцевых вмятин и тем самым позволяет снизить брак изделий.
Предлагаемая конвейерная линия промышленно применима и может быть использована при производстве изделий из ячеистого бетона как автоклавного, так и безавтоклавного твердения без каких-либо ограничений и особых условий.
Источники информации
1. А.С. №1447670, В 28 В 5/04, 1988 г.
2. А.С. №1708626, В 28 В 5/00, 5/04, 1992 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТО-БЕТОННЫХ ИЗДЕЛИЙ | 2008 |
|
RU2392115C1 |
| КОНВЕЙЕРНЫЙ СПОСОБ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ И КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2054996C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ И СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ (ВАРИАНТЫ) | 2020 |
|
RU2731113C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЯЧЕИСТОГО БЕТОНА И СПОСОБ ПРИГОТОВЛЕНИЯ СЫРЬЕВОЙ СМЕСИ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2253567C2 |
| Конвейерная линия для изготовления ячеисто-бетонных изделий | 1988 |
|
SU1680514A2 |
| Технологическая линия для изготовления строительных изделий | 1981 |
|
SU969526A1 |
| Конвейерная линия для изготовления ячеистобетонных изделий | 1989 |
|
SU1708626A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АВТОКЛАВНОГО ГАЗОБЕТОНА | 2023 |
|
RU2822855C1 |
| Конвейерная линия для изготовления ячеистобетонных изделий | 1986 |
|
SU1447670A1 |
| Форма для изготовления изделий из ячеистого бетона | 1978 |
|
SU770798A1 |
Изобретение относится к производству строительных изделий из ячеистого бетона. Технический результат – повышение надежности линии. Линия содержит установленные в технологической последовательности пост приготовления ячеистобетонной массы, посты формовки ячеистобетонного массива. Посты включают поддон, разборную бортоснастку, на которой подвижно закреплены продольные и поперечные борта, пост резки ячеистобетонного массива, его автоклавной обработки и транспортирующее устройство для перемещения поддонов с массивом. Линия снабжена поризатором-раздатчиком, установленным между постами приготовления смеси и формования с возможностью перемещения между ними . Транспортирующее устройство для перемещения поддонов с массивом выполнено в виде захвата-манипулятора, закрепленного на кран-балке, с возможностью перемещения от постов формовки до поста резки. Поперечные борта бортоснастки снабжены рычажным устройством, обеспечивающим параллельное перемещение бортов. 2 ил.
Конвейерная линия для изготовления ячеистобетонных изделий, содержащая установленные в технологической последовательности пост приготовления ячеистобетонной массы, посты формовки ячеистобетонного массива, включающие поддон, разборную бортоснастку, на которой подвижно закреплены продольные и поперечные борта, пост резки ячеистобетонного массива, его автоклавной обработки и транспортирующее устройство для перемещения поддонов с массивом, дополнительно снабжена поризатором-раздатчиком, установленным между постами приготовления смеси и формования с возможностью перемещения между ними, а транспортирующее устройство для перемещения поддонов с массивом выполнено в виде захвата-манипулятора, закрепленного на кран-балке, с возможностью перемещения от постов формовки до поста резки, при этом поперечные борта бортоснастки снабжены рычажным устройством, обеспечивающим параллельное перемещение бортов.
| Конвейерная линия для изготовления ячеистобетонных изделий | 1986 |
|
SU1447670A1 |
| Конвейерная линия для изготовления ячеистобетонных изделий | 1989 |
|
SU1708626A1 |
| Конвейерная линия для производства ячеистобетонных изделий | 1974 |
|
SU612792A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ЯЧЕИСТОБЕТОННЫХ ИЗДЕЛИЙ | 0 |
|
SU306001A1 |

