Фиг.1
сд о
10 Ц::
/V
15 10
19
31500
Изобретение относится к обработке металлов давлением (прокатки) в черной и цветной металлургии и предназначено для производства прямолиней- ньк сортовых и фасонных профилей.
Целью изобретения является повышение производительности путем сокращения времени на замену калибра и его настройку.
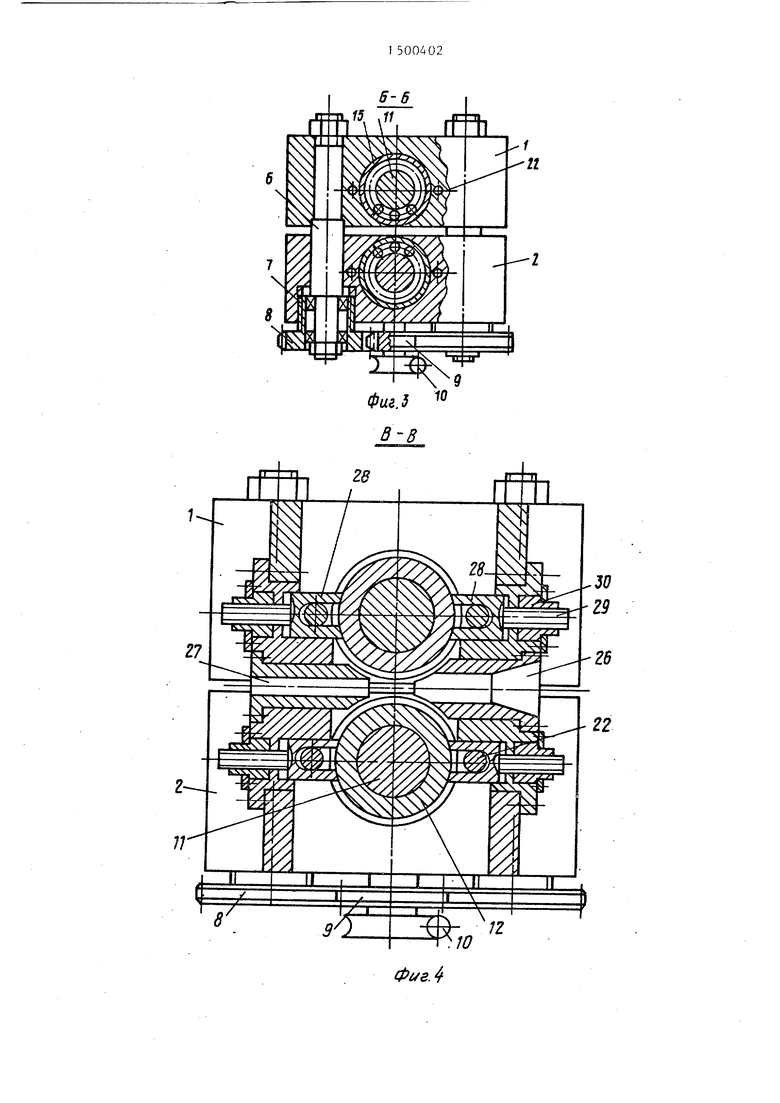
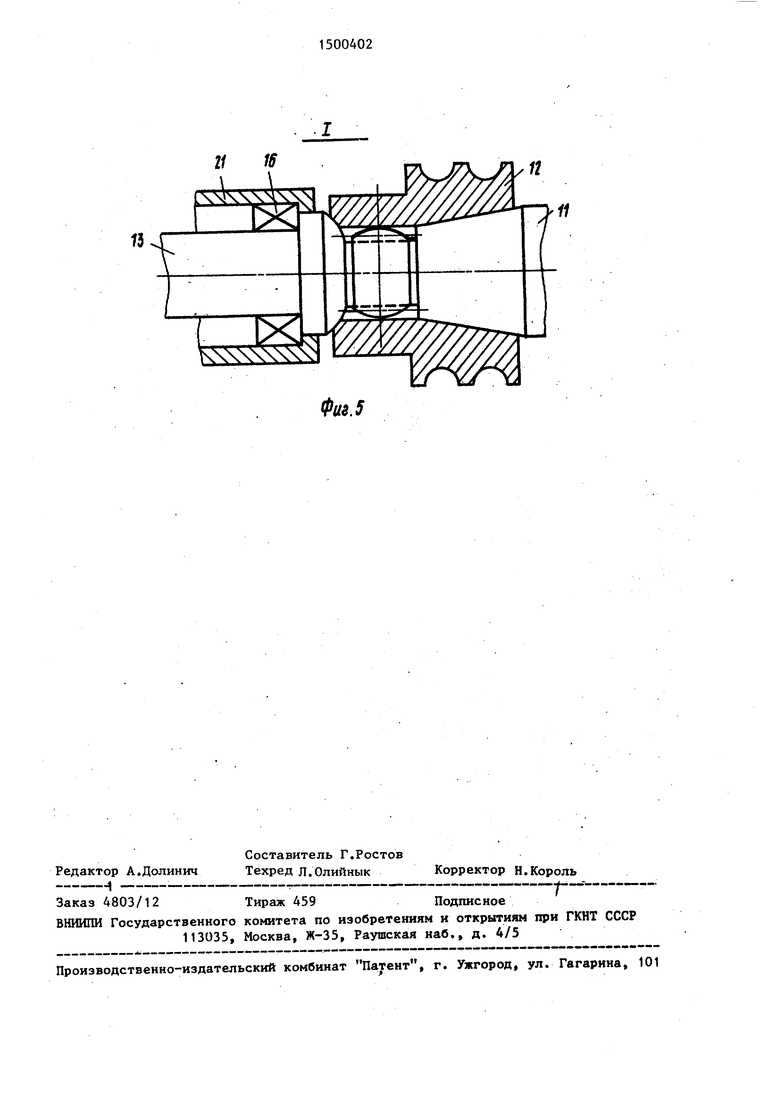
На фиг. 1 изображена клеть в плоскости осей рабочих валков, поперечный разрезJ на фиг. 2 - разрез А-А на фиг. 1 на фиг. 3 - разрез Б-Б на фиг. 1 на фиг. 4 - разрез В-В на фиг. ; на фиг. 5 - узел I на фиг. 1jшарнирное соединение приводного вала с бандажом на фиг. 1.
Рабочая клеть включает верхнюю 1 и нижнюю 2 подушки, в цилиндрических расточках которых установлены рабочие валки 3 с подшипниковыми опорами 4 и 5 .
Верхняя 1 и нижняя 2 подушки рабочей клети связаны между собой с по- мощью стяжных колонн 6, жестко установленных в верхней 1 подушке, а в нижней 2 подушке - на подшипниках 7 качения, установленных в гайках-шестернях 8, которые ввинчены в нижнюю 2 подушку Гайки-шестерни 8 всех четьфех сТяжных колонн 6 связаны меж , ду собой с помощью центральной 9 шестерни, снабженной приводом 10 вращения, выполненным, например, в виде червячного редуктора с электроприводом (не показан).
Рабочий валок 3 состоит из вращающейся оси 11, бандажа 12 и привод
кого вала 13. Вращающаяся ось 11 опи
рается на подшипники 14 качения, расположенные в тщлиндрическом стакане 15, который установлен в одной из цилиндрических расточек подушек
Iи.2. Каждая подушка 1 и 2 две соосные цилиндрические расточки - в одной из них установлена подшипниковая опора 4 вращающейся оси 11, а в другой - подшипниковая опора 5 приводного вала 13. Приводной
вал 13 так же как и вращающаяся ось
I1имеет опору на подшипниках 16 качения.. Бандаж 12 взаимодействует со встречно-направленными хвостовиками (консолями) вращающейся оси
11 и приводного вала 13, Бандаж 12 сопряжен с хвостовиком (консолью) вращающейся оси 11 по конической посадке, а с хвостовиком приводного
с
0
5 о
5
0
5
0
5
вала 13 - с помощью, например, шарнирного зубчатого соединения со сферическим торцовым сопряжением бандажа 1 2 и приводного вала 13. Возможен вариант шарнирного соединения бандажа 12 и приводного вала 13 в виде кулачковой сцепной муфты. Бандаж 12 установлен на коническом хвостовике вращающейся оси 11 без натяга так, что в теле бандажа 12 не возникает растягивающих напряжений, что увеличивает его долговечность, а момент трения его соединения с коническим хвостовиком вращающейся оси 11 при этом больше момента трения в подшипниковой опоре 4 в 1-1,5 раза с целью исключения возг можного относительного поворота бандажа 12 и вращающейся оси 11 в процессе деформации металла.
Стакан 15 подшипниковой опоры 4 вращающейся оси 11 связан с подушкой 1 (2) в осевом направлении с . помощью пары винт 17 - гайка 18, где винт 17 жестко связан со стаканом 15 и соосен ему, а гайка 18, сопряженная с винтом 17, расположена в траверсе 19, закрепленной на подушке 1 (2) с помощью колонок 20.
Стаканы 15 и 21 соответственно подшипни ковых опор 4, 5 вращающейся оси 11 и приводного вала 13 каждого рабочего валка связаны между собой двумя винтами 22, каждый Из которых имеет правую и левую резьбу. Оба винта 22 связаны между собой зубчатым зацеплением так, что центральная его шестерня 23 свободно установлена на цилиндрическом хвостовике траверсы 19 соосно стакану 15 и взаимодействует с шестернями 24, жестко установленными на хвостовиках винтов 22.
Приводные валы 13 рабочих валков 3 связаны с помощью универсальный шпинделей 25 с шестеренной клетью главного привода (не показано).
Со стороны задачи металла в рабочие валки 3 и со стороны выхода металла из валков установлена вводная 26 и вьшодная 27 валковая арматура. В расточках корпусов валковой арматуры 26, 27 установлены фиксаторы 28, имеющие возможность перемещения вдоль оси прокатки и снабженные приводом перемещения, выпопненн1Л4 в виде винтовой пары 29, 30, Оси фиксаторов 28 и ось валковой арматуры
26 и 27 лежат в одног плоскости. Фиксаторы 28 каждого рабочего валка 3 взаимодействуют с бандажами 12 с диаметрально противоположных его сторон. Рабочая часть фиксатора 28, взаимодействующая с ручьем калибра бандажа 12, имеет форму ручья. Возможен вариант применения фиксаторов ,28 с холостыми роликами, установленными на рабочей части фиксаторов, имеющими также форму соответствующую форме ручья калибра рабочего валка и взаимодействующими с ручьем калибра в процессе деформации металла, что в значительной степени сокращает -время на выполнение операции по замене бандажей 12 при перевалке.
Монтаж и работу клети осуществляют следующим образом.
Обе подушки 1 и 2 с помощью стяжных колонн 6 и гаек-щестерен 8 связываются между собой. Монтируется привод 10 вращения гаек-шестерен 8. Собираются подшипниковые опоры 4 и 5 .с вращающимися осями 11 и приводными валками 13, устанавливаются в соос- ные цилиндрические расточки подушек 1 и 2 и связываются между собой винв противоположных
500402
мощью винтов 22 направлениях.
Настройка калибра осуществляется автоматически одновременно с установкой нового комплекта бандажа 12 во время зажима (фиксации) их фиксаторами 28, так как оси фиксаторов 28 и ось валковой арматуры 26 и 27
Q лежат в одной плоскости и, кроме того, форма рабочей части фиксаторов соответствует форме ручья калибра, выполненного на бандаже. При этом достигается требуемая точность на15 стройки калибра. В случае, если в процессе прокатки происходит осевое смещение бандажей друг относительно друга, осевая регулировка осуществляется вращением гайки 18. При
20 этом подшипниковая опора 4 вместе с вращающейся осью 11 и установленным на ней бандажом 12, а также связанная с подшипниковой опорой 4, подшипниковая опора 5 приводного
25 вала 13 перемещаются в осевом направлении на требуемую величину.
Радиальная установка рабочих валков 3 осуществляется вращением гаек- шестерен 8 от общего привода 10.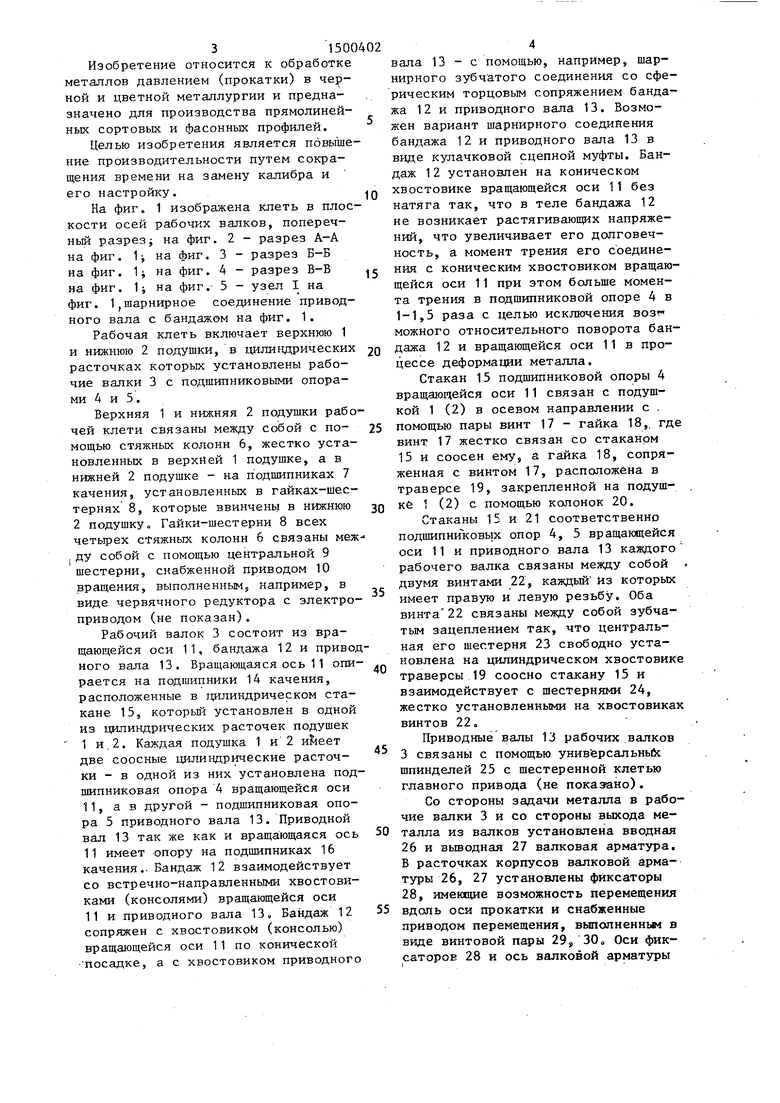

| название | год | авторы | номер документа |
|---|---|---|---|
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Рабочая клеть прокатного стана | 1988 |
|
SU1533787A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Рабочая клеть для прокатки и волочения | 1987 |
|
SU1555001A1 |
| Прокатная клеть с четырехвалковым калибром | 1977 |
|
SU753503A1 |
| ПРОФИЛЕГИБОЧНЫЙ СТАН | 1999 |
|
RU2166396C2 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Рабочая клеть для прокатки (волочения) | 1987 |
|
SU1447440A1 |
| Прокатный стан | 1990 |
|
SU1731308A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1296247A1 |
Изобретение относится к обработке металлов давлением в черной и цветной металлургии и предназначено для производства прямолинейных сортовых и фасонных профилей. Цель изобретения - повышение производительности путем сокращения времени на замену калибра и его настройку. Стаканы 15 и 21 разводятся и сводятся винтами 22. При разведенных стаканах бандаж 12 выводится из клети. Настройку валковой арматуры упрощают фиксаторы, входящие своими профильными частями в ручьи валков. 5 ил.
тами 22. На колонки 20 устанавливает- п При этом, если, например, нижняя
ся траверса 19 и с помощью гайки 18 и винта 17 соединяется со стаканом 15 подшипниковой опоры 4 вращающейся оси 11. Монтируются шестерни 23 и 24 кинематической связи винтов 22. Устанавливаются фиксаторы 28 в расточках корпусов валковой арматуры 26 и 27 и фиксируются в них гайками, затем вводная 26 и выводная 27 арматура устанавливается в прием подушек 1,2 и крепится с помощью винтов. / Соединение бандажа 12 с вращающейся осью 11 и приводным валом 13 осуществляется путем введения бандажей 12 в проем подушек 1 и 2 их фиксации с помощью фиксаторов 28 в требуемом положении. Затем путем вращения винтов 22 осуществляется перемещение подшипниковых опор 4 и 5 вместе с вращающейся осью 11 и приводным валом 13 навстречу друг другу до полного требуемого сопряжения хвостовиков (консолей) упомянутых оси 11 и вала 13 с бандажом 12.
Операции снятия бандажа 12 осуществляется в обратной последователь ности путем фиксации его фиксаторами 28 в осевом направлении и разведения подшипниковых опор 4 и 5 с по-
35
40
45
50
.- 55
подушка 2 жестко закреплена на ра то вследствие одновременного вращ ния гаек-шестерен 8 осуществляетс перемещением верхней 1 подушки вм те с рабочим валком на требуемую величину.
Повьппение производительности б станинной рабочей клети прокатног стана обеспечивается за счет сокр щения времени на установку бандаж рабочих валков в клеть и их осеву настройку, обусловленного сокраще ем количества операций по сравнен с известными решениями.
В предлагаемой конструкции раб чей клети установка и соединение бандажа с вращающейся осью и прив ным валом осуществляется путем си ронного (одновременного) противонаправленного перемещения упомяну той оси и вала с помощью винтовог механизма.
Операция осевой настройки калиб осуществляется автоматически при в де бандажей в проем подушек и удер нии их фиксаторами в требуемом пол жении. Кроме того, при этом автома чески, осуществляется настройка вал ковой арматуры относительно калибр
п При этом, если, например, нижняя
35
40
45
50
55
подушка 2 жестко закреплена на раме, то вследствие одновременного вращения гаек-шестерен 8 осуществляется перемещением верхней 1 подушки вместе с рабочим валком на требуемую величину.
Повьппение производительности бес- станинной рабочей клети прокатного стана обеспечивается за счет сокращения времени на установку бандажей рабочих валков в клеть и их осевую настройку, обусловленного сокращением количества операций по сравнению с известными решениями.
В предлагаемой конструкции рабочей клети установка и соединение бандажа с вращающейся осью и приводным валом осуществляется путем синхронного (одновременного) противонаправленного перемещения упомянутой оси и вала с помощью винтового механизма.
Операция осевой настройки калибра осуществляется автоматически при вводе бандажей в проем подушек и удержании их фиксаторами в требуемом положении. Кроме того, при этом автоматически, осуществляется настройка валковой арматуры относительно калибра
.7150
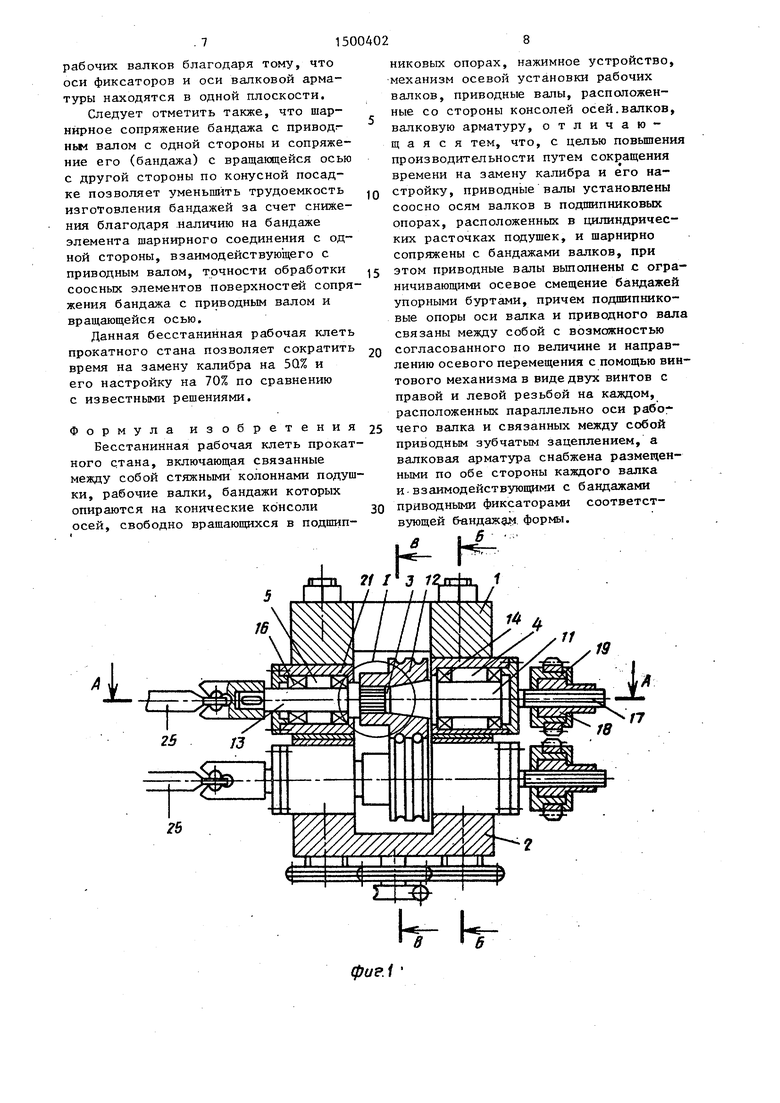
рабочих валков благодаря тому, что оси фиксаторов и оси валковой арматуры находятся в одной плоскости.
Следует отметить также, что шарнирное сопряжение бандажа с привод - ньм валом с одной стороны и сопряжение его (бандажа) с вращающейся осью с другой стороны по конусной посадке позволяет уменьшить трудоемкость изготовления бандажей за счет снижения благодаря .наличию на бандаже элемента шарнирного соединения с одной стороны, взаимодействующего с приводным валом, точности обработки соосных элементов поверхностей сопряжения бандажа с приводным валом и вращающейся осью.
Данная бесстанинная рабочая клеть прокатного стана позволяет сократить время на замену калибра на 5Q% и его настройку на 70% по сравнению с известными решениями.
Формула изобретения
Бесстанинная рабочая клеть прокатного стана, включающая связанные между собой стяжными колоннами подушки, рабочие валки, бандажи которых опираются на конические консоли
осей, свободно вращающихся в подпшп2Ь
8
никовых опорах, нажимное устройство, механизм осевой установки рабочих валков, приводные валы, расположенные со стороны консолей осей.валков, валковую арматуру, отличающаяся тем, что, с целью повышени производительности путем сокращения времени на замену калибра и его настройку, приводные валы установлены соосно осям валков в подшипниковых опорах, расположенных в цилиндрических расточках подушек, и шарнирно сопряжены с бандажами валков, при этом приводные валы вьшолнены с ограничивающими осевое смещение бандажей упорными буртами, причем подпмпнико- вые опоры оси валка и приводного вал связаны между собой с возможностью согласованного по величине и направлению осевого перемещения с помощью винтового механизма в виде двух винтов с правой и левой резьбой на каждом, расположенных параллельно оси рабочего валка и связанных между собой приводным зубчатым зацеплением, а валковая арматура снабжена размещенными по обе стороны каждого валка и взаимодействующими с бандажами приводными фиксаторами соответствующей бвндажд:м, формы.
в
k- 1
i 1
фие. 1
в-6
ФигЛ
Z/ №
Физ.5
П
