Изобретение относится к черной и цветной металлургии, а конкретно к области прокатного производства, и может быть использовано при прокатке сложных фасонных профилей в четырехвалковых (универсальных) клетях.
В последние годы в.СССР и .за рубежом наблюдается повьниенный интерес к прокатке сложных фасонных профилей в четырехвсшковых калибрах. При этом . явно ощущается отсутствие достаточно надежных конструкций универсальных клетей для прокатки средне- и мелкосортных фасонных профилей.
В прокатных клетях прокатки двутавровых балок с наружной стороны каждой станины (по оси валков) имек1Тся специальные выступы, на которых с помощью клиньев крепятся скобы траверсы, а в них вмонтированы подушки с вертикальными валками. Подушка вставлена в пазы основной станины и закреплена затяжными клиньями, фик сирующими ее в вертикальной плоскости. Перемещение в горизонтальной плоскости подушек с вертикальными валками осуществляется нажимными устройствами, размещенными в скобах траверс. Подушки с вертикальными валками прижимаются к нажимным винтам.
т.е. уравновешиваются с помощью тяг и спиральных пружин tlj.
Недостатками описанной кассеты является сложность ее конструкции и изготовление. Кассета состоит примерно из 15 узлов и деталей, большого количества сопрягаемых поверхностей, и, как следствие, люфтов, и%-за чегокассета имеет недостаточную прочность
10 и жесткость. «
Наиболее близкой к изобретению является известная кассета вертикального валка предварительно напряженной клети бесстанинного типа, содер15жащая корпус, ось, подшипник, валок, механизмы установки валка и кассеты С2.. .
Недостатками данной кассеты явля20ются зна 1ительные габариты кассеты из-за сложной конструкции нажимного и уравновешивающего устройства. Наличие большого количества деталей в кассете приводит к возникновению 25 люфтов в сопрягаемых поверхностях деталей и, как следствие, уменьшению жесткости кассеты.
Целью изобретения,является увеличение жесткости кассеты и упрощение
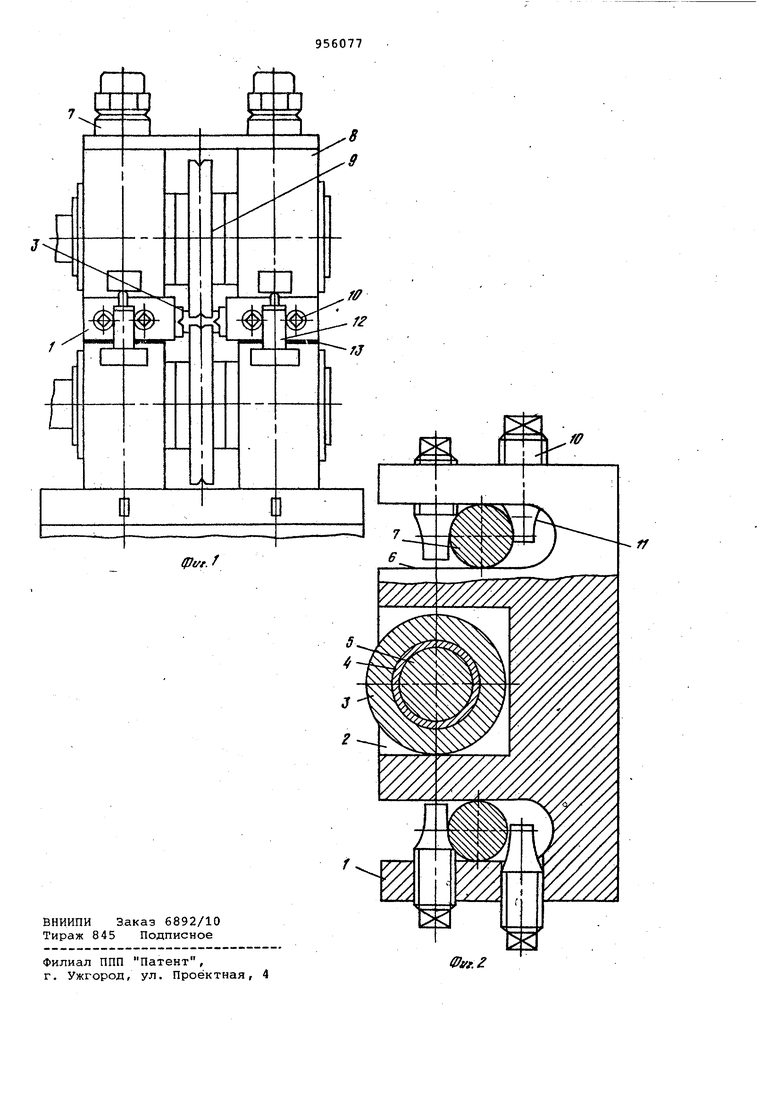
3d ее конструкции. Цель достигается тем, что в ка.. сете вертикального валка предварительно напряженной клети бесстанинно го типа, содержащей корпус, ось, под шипник, валокi механизмы установки валка и кассеты, корпус кассеты выполнен с двумя сквозными вырезами, перпендикулярными оси прокатки и соответствующими диаметру стяжных болтов бесстанинной клети, при этом механизм установки кассеты выполнен в виде четырех установленных по два с боковых сторон кассеты регулировоч ных винтов с параболическими концами, выступающими в соответствующие сквозные вырезы корпуса. На фиг. 1 показана установка кассеты в клети со стороны входа металла на фиг. 2 - кассета вертикального валка, разрез. Кассета вертикального валка предварительно напряженной клети бесстанинного типа соДержит монолитный корпус 1, в котором выполнена полост 2 в средней части корпуса для устано ки вертикального валка 3 с подшипником 4 на оси 5. В корпусе 1 выполнены два сквозных выреза 6, перпендикулярных оси прокатки, и шириной, равной диаметру стяжных болтов 7 бес станинной клети. Между подушками 8 горизонтальных валков 9 устанавливается корпус 1. кассеты так, что стяжные болты 7 располагаются в вырезах б. В торцовых стенках корпуса 1 кассеты выполнены по 2 отверстия с резьбой под регулировочные винты 10, передние концы 11 которых выполнены по параболе . Для поднятия верхних подушек над корпусом 1 применяются гидрораспоры 12. Для регулировки кассеты по высоте применяются прокладочные плас тины 13. Съемную кассету для предварительно напряженной клети бесстанинного типа собирают следующим образом. Вертикальный валок 3 вместе с под шипником 4 у.станавливают в полость 2 корпуса 1 и фиксируют осью 5. Корпус 1 устанавливают на нижние подушки, при этом вырезы б направляются по стяжным болтам 7 и затем устанавливаются верхние подушки. В торцовых стенках корпуса 1 кассеты устанавливаются регулировочные винты 10 так, чтобы их передние концы охватывали стяжные болты 7. После установки зазора между неприводными вертикальными валками кассет (с помощью регулировочных винтов 10) верхние подушки , кассеты и нижние подушки сжимают ся стяжными гидроболтами 7, при зтом шток гидрораспора 12 утапливается. Кассета работает следующим образо Во время процесса прокатки возникает необходимость в настройке четырехвалкового калибра за счет изменения положения вертикальных валков У в горизонтальной и вертикальной плоскостях . Для этого необходимо ослабить стяжные болты 7, при этом гидрораспоры 12 поднимают верхние подушки над корпусом кассеты на 0,5-1,5 мм. Перемещение в вертикальной плоскости корпуса 1 кассеты вместе с неприводным валком 3 осуществляется путем изменения толщины прокладочной пластины 13. В горизонтальной плоскости корпус 1 кассеты перемещается относительно подушек клети регулировочными винтами 10 . При уменьшении зазора между, вертикальными валками необходимо наружные регулировочные винты выкручивать, а внутренние - вкручивать. Регулировочные винты, соприкасаясь концевой параболической поверхностью со стяжными болтами, перемещают корпус 1 кассеты вместе с неприводным валком 3. При увеличении зазора между вер- , тикальными валками корпус 1 кассеты перемещают регулировочными винтами 10/ поменяв их направление вращения в противоположные стороны. noc:fie окончания регулировки неприводных валков в горизонтальной и вертикальной плоскостях СТЯЖНЫ1У1И болтами 7 сжимают верхние и нижние подушки 8 горизонтальных валков 9. При этом шток гидрораспора 12 утапливается. Данное техническое решение не ограничивается вышеупомянутым примером его осуществления. Исходя из него, могут быть предусмотрены другие виды использования и другие варианты осуществления, не выходящие за рамки формулы изобретения. . Преимущество кассеты для вертикального валка предварительно напряженной клети бесстанинного типа заключается в том, что нет подвижных, сопрягаемых и крепежных деталей, а также отсутствует уравновешивающее устройство вертикального валка; обеспечивается достаточная жесткость кассеты, так как корпус выполнен монолитным. Экономическую целесообразность данной кассеты для вертикального валка предварительно напряженной клети бесстанинного типа, предназначенного для прокатки сложных средне- и мелкосортных фасонных профилей, можно сравнить с четырехвалковой клетью Челябинского политехнического инсти- . тута, применяемой в данный момент на Ижевском металлургическом заводе которая обеспечивает высокую точность геометрических размеров профиля благодаря наличию системы опорных валков и установке рабочих валков с валковой арматурой в сменном корпусе. Четыре рабочих валка монтируются в кассете в замок. Размер калибра не регулируется и определяется точностью изготовления рабочих валков и погреш ностями взаимного положения посадочных поверхностей замка. При прокатке сложных фасонных спе профилей даннаяклеть имеет ряд недостатков, т.е. громоздкость констг рукции клети за счет применения четы рех опорных валков; требуется высокая точность изготовления посадочных поверхностей замка на рабочих валках, от которой зависит собственно настройка калибра; сложность регулировки рабочих валков в радиальном направлении и. отсутствие осевой регулировки валков, что существенно усложняет настройку калибра по времени прокатки. Простота конструкции кассеты для вертикальных валков с плавной регулировкой последних в радиальном направлении позволяет создавать компактные четырехвалковые (универсальные) клети бесстанинного типа, пригодные для прокатки весьма сложных фасонных спецпрофилей с достаточной .точностью настройки четырехвалкового калибра. Применение изобретения только на мелкосортных станах для произ1водства сложных фасонных спецпрофилей на Ижевском, Череповецком, Омутнинском металлургических завода;х со средней годовой производительностью 40 тыс.тонн составит 600 тыс.руб. Формула изобретения Кассета вертикгшьного валка предварительно напряженной клети бесстанинного типа, содержащая корпус, ось, подшипник, валок, механизмы установки вгшка и кассеты, отличающаяся тем, что, с целью увеличения жесткости кассеты и упрощения ее конструкции, корпус кассеты выполнен с двумя сквозными вырезами, перпендикулярными оси прокатки и соответствующими диаметру стяжных болтов бесстанинной клети, при этом механизм установки кассеты выполнен в виде четырех установленных по два с боковых сторон кассеты регулировочных винтов с параболическими концами, выступгиощими в соответствукадие сквозные вырезы корпуса. Источники информации, принятые во внимание при экспертизе 1.Победин И.С. и др. Производство сортовой стали. М., Металлургиздат. 1962, с. 94-101. 2.Грищук Н.Ф. и др„ Производство широкополочиых двутавров. М., Металлургия, 1973, с. 184.
rh
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
| Кассета для вертикального валка универсальной клети | 1980 |
|
SU942823A1 |
| Универсальная клеть бесстанинного типа | 1990 |
|
SU1722630A1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |
| Предварительно напряженная клеть | 1980 |
|
SU1025471A1 |
| Универсальная прокатная клеть | 1984 |
|
SU1260050A1 |
| Четырехвалковая клеть | 1989 |
|
SU1755975A1 |
| Четырехвалковая клеть | 1987 |
|
SU1417946A1 |
| Кассета вертикального валка четырехвалковой клети | 1983 |
|
SU1117095A1 |
.8 9
