(54) КАССЕТА ВЕРТИКАЛЬНОГО ВАЛКА УНИВЕРСАЛЬНОЙ КЛЕТИ

| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| Кассета вертикального валка четырехвалковой клети | 1983 |
|
SU1117095A1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |
| Кассета для вертикального валка универсальной клети | 1980 |
|
SU942823A1 |
| Универсальная клеть прокатного стана | 1988 |
|
SU1674999A1 |
| Четырехвалковая клеть | 1989 |
|
SU1755975A1 |
| Четырехвалковая клеть | 1987 |
|
SU1417946A1 |
| КАССЕТА УНИВЕРСАЛЬНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ ДЛЯ ПРОКАТКИ ТРАМВАЙНЫХ РЕЛЬСОВ | 2009 |
|
RU2403108C2 |
| Универсальная прокатная клеть | 1984 |
|
SU1260050A1 |
1
Изобретение относится к отрасли черной и цветной металлургии, а конкретно к npoKaTHONfy производству и может быть использовано при производстве сложных 4 сонных профилей прокаткой в универсаль : ных клетях.
В последние годы в СССР и за рубежом наблюдается повышенный интерес к прокатке сложных фасонных профилей в четЫрехвалковых (универсальных) калиб- д pax. При этом явно ощущается отсутствие достаточно надежных конструкций универсальных клетей для прокатки средне- и мелкосортных фасонных профилей.
Известен опорный узел вертикального (5 валка универсальной прокатной клети, вклн чакнций бандаж валка,установленный на подшипниках. Ось установлена в корпусе опоры и закреплена крышкой. Ба1щаж по своим торцам снабжен встроенными упор- М ными подшипниками. Необходимая настройка вертикального валка по высоте достигается набором прокладок между корпусом и крышкой til.
Недостатком известной кассеты является ступенчатая регулировка по высоте вертикального валка, а также возможность регулировки только во время сборки кассеты, что не позволяет вести настройку фасонных четырехвалковых калибров в процессе прокатки.
Наиболее близкой к предлагаемому изобретению по технической сущности является кассета вертикального валка универсальной клети, содержащая корпус, валок, механизм установки валка, подушку кассеты и траверсу f2J .
Недостатками известной кассеты являются значительные габариты из-за сложной конструкции нажимного и уравновёшивакяпего устройств, а также невозможность регулировки вертикальных валков по высоте калибра в процессе прокатки.
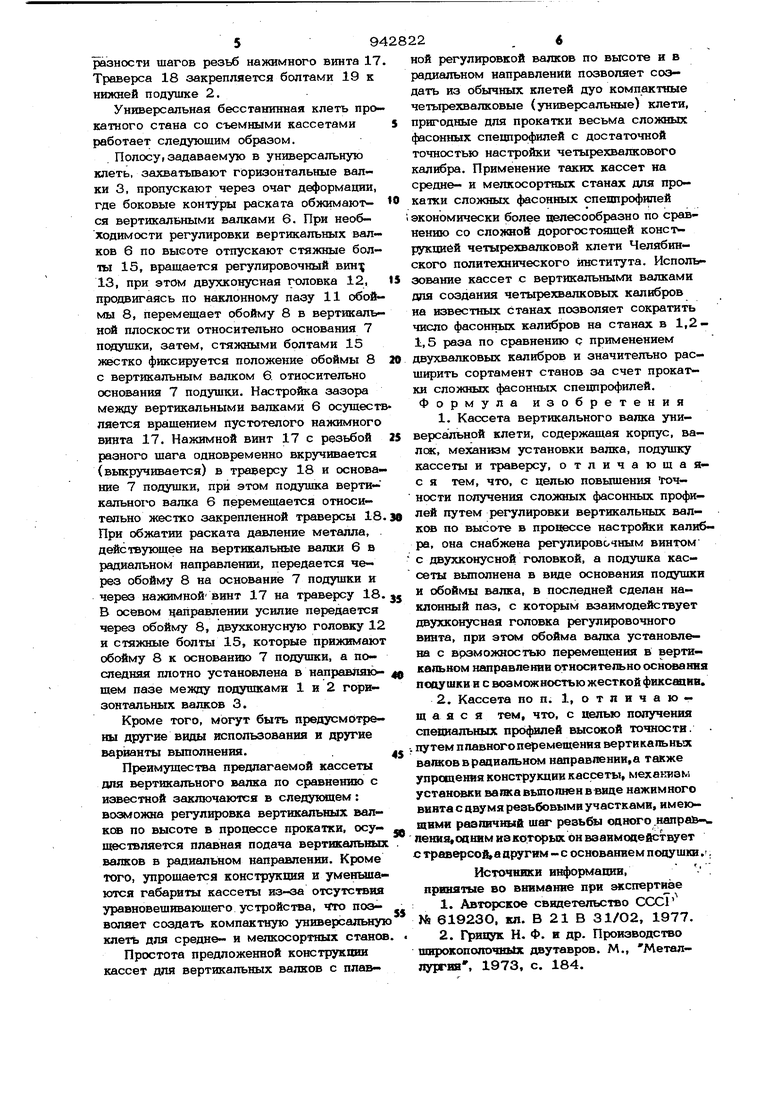
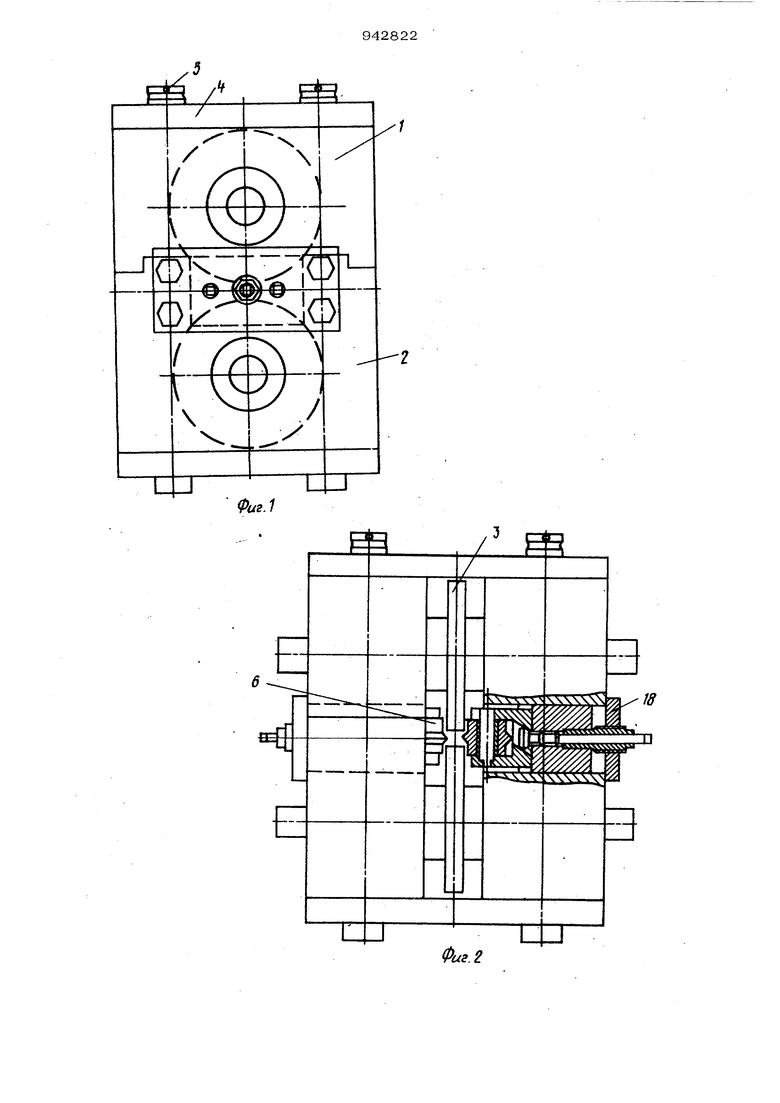
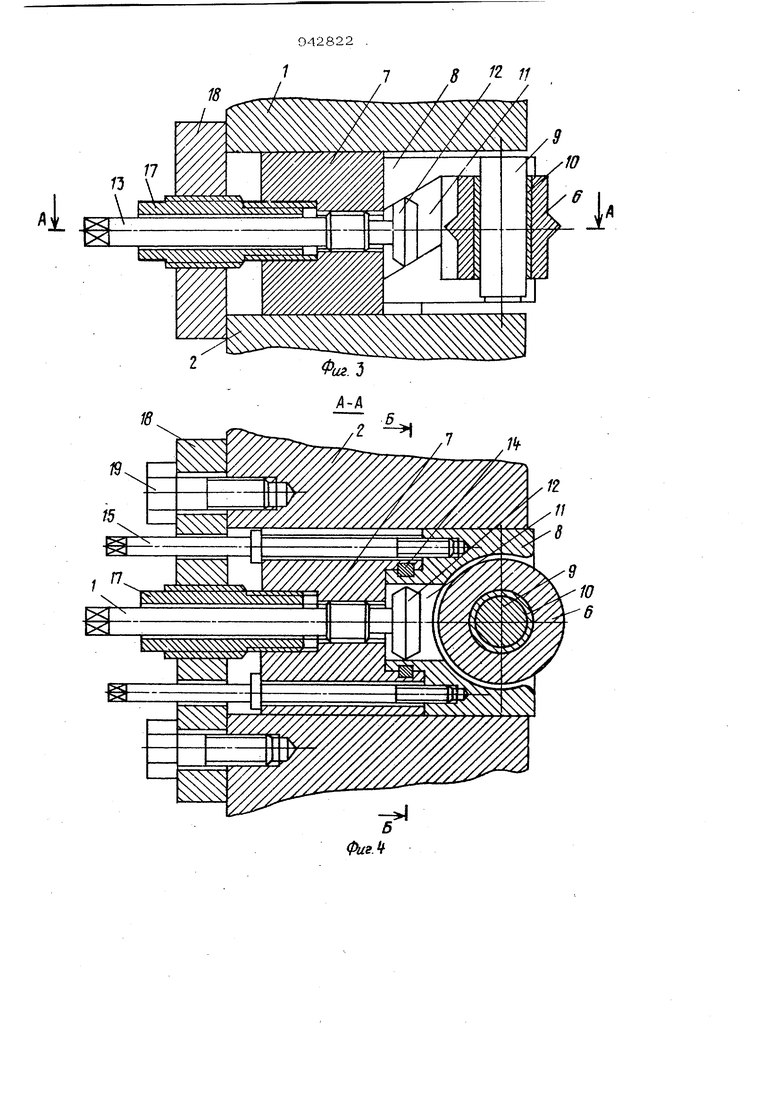
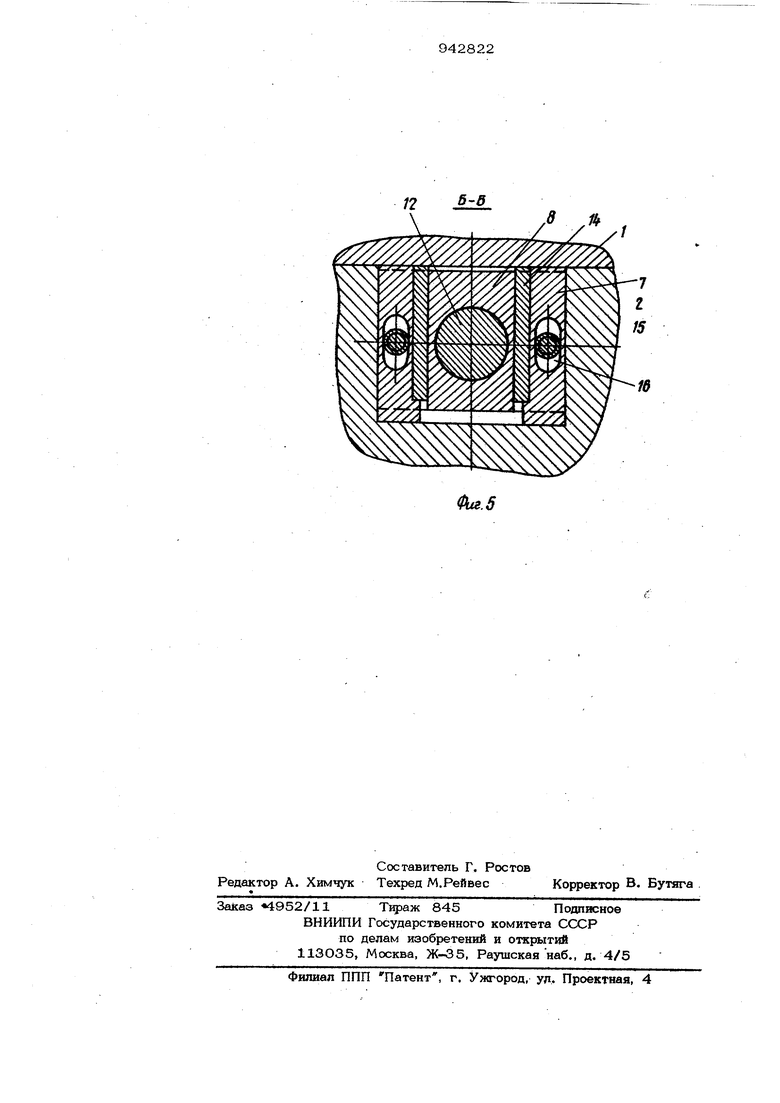
Ilajib изобретения - повышение точности получения сложных фасонных профилей высокой точности путем регулировки вертикальных валков по высоте и плавного перемещения в радиальном направлении, а также упрощение конструкции кассеты. Поставленная цель достигается тем, что кассета вертикальногс валка универсальной клети, содержащая корпус, валок механизм установки валка, подущку кассе ты и траверсу, она снабжена регулировоч нъ1М винтом с двухконусной головкой, а подушка кассеты выполнена в виде основания подушки и обоймы валка, в последней сделан наклонный паз, с которым взаимодействует двухконусная головка регулировочного винта, при этом обойма валка установлена с возможностью перемещения в вертикальном направлении от носительро основания подушки и с возмож ностью жесткой фиксашш. Кроме того, механизм установки, валка вьшолнен в виде нажимного винта с двумя резьбовыми участками, имекицими различный шаг резьбы одного направлени одним из которых он взаимодействует с траверсой, а другим - с основанием подушки. На фиг. 1 изображена бесстанинная клеть с кассетами вертикальных валков, профильный вид; на фиг. 2 - то же, фрон тальный вид; на фил. 3 - кассета вертикального валка, разрез; на фиг 4-кассета вертикального валка, разрез А-А на фиг. 3 ; на фиг. 5 - то же, разрез Б-С . на фиг. 4. Предлагаем1ая бесстанинная универсал ная клеть состоит из верхних подушек 1 и нижних подушек 2, горизонтальных вал ков 3, которые соединены между собой с помощью плитовин 4 и стяжных гидроболтов 5 (4ННГ. 1). Кассеты с вертикальными валками 6 размещены в поперечных пазах нижних подушек 2 горизонтальных валков 3(фиг. Кассеты вертикального валка 6 состо ят из основания 7 подушки и обоймы 8 валка. В обойме 8 на оси 9 с подшипником 1О установлен вертикальный валок 6 Вьгсота обоймы 8 меньше высоты основа ния 7 подушки на величину регулировки вертикальны ;: валков 6 по высоте (фиг.З В обойме 8 валка выполнен наклонный паз 11 для захода двухконусной головки 12 регулировочного винта 13 под углом равным конусности готовки 12. Для перемещения по высоте обойма 8 fc помощь двух направляющих шпонок 14 подвижно соединена с основанием 7 подушки. Жест кая фиксация после установки вертикального валка 6 по высоте осуществляется прижатием обоймы 8 к основанию 7 по- 94
При этом основание 7 подушки отходит от траверсы 18 с шагом подачи, равным 24 душки стяжными болтами 15 (фиг. 4). Стяжные болты 15 проходят сквозь овальные отверстия 16 основания 7 подушки (фиг. 5). Регулировка зазора между вертикальньгми валками 6 осуществляется с помощью нажимного винта 17, имеющего сквозное осевое отверстие для выхода хвостовика регулировочного винта 13 (фиг. 3). Нажимной винт 17 для точной настройки зазора между вертикальными валками вьшолнен с двумя резьбовыми участками, имеющими различный шаг резв бы одного направления, что позволяет перемещать основание 7 подушки относительно траверсы 18, с шагом подачи, равным разности шагов резьб нажимного винта 17. Конструкция нажимного винта 17 жестко с помощью резьбы, соединенного с траверсой 18 и основанием 7 подушки, позволяет упростить уравновешивающее устройство, что упрощает конструкцию кассеть. Два резьбовых участка нажимного винта 17, отличающихся разностью шагов резьб, позволяют использовать крупный шаг резьбы, имеющий большую прочность, и в то же время перемещать основание 7 подушки вертикальноговалка 6 в радиальном направлении с малым шагом подачи, что важно при настройке сложных фасонных четырехвалковых калибров для прокатки средне- и мелкосортных спешрофилей высокой точности. Траверса 18 жестко закреплена на нижней подушйе 2 горизонтального валка 3 болтами 19 (фиг. 4). Съемную кассету собирают следующим образом. Устанавливают вертикальный валок 6 с подшипником 10 на оси 9 в паз обоймы 8. В отверстие с резьбой основания 7 подушки ввинчивается регулировочный винт 13. Головка 12 регулировочного винта 13 заводится в наклонный паз 11 обоймы 8. В обойму 8 и основание 7 прдушки соединённых направл5пощими-.шпонками 14, установленными в соответствукшие пазы обоймы 8 и основания 7 подушки, устанавливаются стяжные болты 15. Кассета устанавливается в паз между подушками 1 и 2 горизонтальных валков 3, Хвостовики стяжных болтов 15 и регулировочного винта 13 продеваются через соответствующие отверстия траверсы 18. После сближения траверсы 18 с основанием 7 одновременно в резьбовые 55 отверстия траверсы 18 и основания 7 подушки вкручивается нажимной винт 17. разнсх;ти шагов резьб нажимного винта 17 Траверса 18 закрепляется болтами 19 к нижней подухике 2. Универсальная бесстагпганая клеть прокатного стана со съемными кассетами работает следующим образом. Полосу, задаваемую в универсальную клеть, захватъюают горизонтальные валки 3, пропускают через очаг деформации, где боковые контуры рмската обжимаются вертикальными валками 6. При необходимости регулировки вертикальных валков 6 по высоте отпускают стяжные болты 15, вращается регулировочгалй вин 13, при этом двухконусная головка 12, продвигаясь по наклоннок у пазу 11 обоймы 8, перемещает обойму 8 в вертикальной плоскости относительно основания 7 подушки, затем, стяжными болтами 15 жестко фиксируется положение обоймы 8 с вертикальным валком 6. относительно основания 7 подушки. Настройка зазора между вертикальными валками 6 осущест ляется вращением пустотелого нажимного винта 17. Нажимной винт 17 с резьбой разного шага одновременно вкручивается (вьгеручивается) в траверсу 18 и основание 7 подушки, при этом подушка вертикального валка 6 перемешается относительно жестко закрепленной траверсы 18 При обжатии раската давление металла, действующее на вертикальные валки 6 в радиальном направлении, передается через обойму 8 на основание 7 подушки и через нажимнойвинт 17 на траверсу 18 В осевом цаправлении усилие передается через обойму 8, двухконусную головку 12 и стяжные болты 15, которые прижимают обойму 8 к основанию 7 подушки, а последняя плотно установлена в направляющем пазе между подушками 1 и 2 горизонтальных валков 3. Кроме того, могут быть предусмотрены другие В{зды использования и другие варианты выполнения.. Преимущества предлагаемой кассеты для вертикального валка по сравнению с известной заключаются в следующем: возможна регулировка вертикальных валков по высоте в процессе прокатки, осу- ществляется плавная подача вертикальных валков в радиальном направлении. Кроме того, упрощается конструкиия и уменьшаются габариты кассеты из-чза отсутствия уравновешивающего устройс-геа, что позволяет создать компактную универсешьную клеть для средне- и мелкосортных станов Простота предложенной конструкции кассет для вертикальных валков с плавной регулировкой валков по высоте и в радиальном направлений позволяет создать из обычных клетей дуо компактные четырехвалковые (универсальные) клети, пригодные для прокатки весьма сложных фасонных спецпрофилей с достаточной точностью настройки четырехвалкового калибра. Применение таких кассет на средне- и мелкосортных станах для прокатки сложных фасонных спецпрофилей экономически более целесообразно по сравнению со сложной дорогостоящей конс- рукдией четырехвалковой клети Челябинского политехнического института. Использование кассет с вертикальными валками для создания четырехвалковых калибров на известных станах позволяет сократить число фасонных калибров на станах в 1,21,5 раза по сравнению р применением двухвалковых калибров и значительно расширить сортамент станов за счет прокатки сложных ({ сонных спецпрофилей. Формула изобретения 1. Кассета вертикального валка универсальной клети, содержащая корпус, валок, механизм установки валка, подушку кассеты и траверсу, отличающая- с я тем, что, с целью повышения Точности получения сложных фасонных профилей путем регулировки вертикальных валков по высоте в процессе настройки калибра, она снабжена регулировочным винтом с двухконусной головкой, а лодушка кассеты выполнена в виде основания подушки и обоймы валка, в последней сделан наклонный паз, с которым взаимодействует двухконусная головка регулировочного винта, при этом обойма валка установлена с возможностью перемещения в вертикальном направпеняй отиоситежно основанян пооушки в с воаможностъю жесткой фиксации. 2. Кассета по п. 1, о т л и ч а ю - ш а я с я тем, что, с целью получения специальных профилей выссжой точности. путем ппавногоперемещення вертикапьньл вапков в радиальном направлении, а также упроиения конструкции кассеты, установки ваякавьтоиненввиде нажимного винта с двумя резьбовыми участками, имеюшвми раапичный losf резьбы одного ,Hanpeb-w пення,оанйм изкотс ых он взаимоцействует траверсой а - с основанием поцушкв ., Источники информации, . принятые во внимание при экспертизе 1. Авторское свидетельство ССО N9 61923О. кл. В 21 В 31/О2, 1977. 2. Грицук Н. Ф. и др. Производство широкопопочвЫх двутавров. М., Металлургия, 1973, с. 184.
л1
6-в
