Изобретение относится к устройству для изготовления пластмассовых изделий.
Для изготовления пластмассовых изделий обычно используются устройства литьевого формования, снабженные блоком пластификации и литьевой формой с по меньшей мере одной полостью. В блоке пластификации количество пластмассы пластифицируется посредством вращения пластифицирующего шнека в режиме холостого хода в пластмассе при ее нагревании. Затем при помощи блока пластификации пластифицированная пластмасса вводится под высоким давлением в полость литьевой формы, для ее затвердевания. Затем сформованное изделие может быть вынуто, и в следующем цикле литьевого формования может быть сформовано новое изделие.
Такое устройство имеет недостаток, заключающийся в том, что оно является особенно тяжелым и сложным. В частности, должен использоваться пресс, чтобы поддерживать указанную или каждую полость литьевой формы, закрытой во время заполнения. Иначе форма будет прижата открытым давлением наполнения, что может привести к изделиям низкого качества. Еще один недостаток заключается в том, что требуются относительно интенсивные и быстрые перемещения частей блока пластификации, чтобы получить требуемую пластификацию и увеличение давления.
Задачей изобретения является обеспечение устройства для изготовления пластмассовых изделий в литьевой форме, с помощью которого по меньшей мере может быть устранено множество недостатков известной технологии и устройства литьевого формования.
Задача изобретения состоит в том, чтобы, в частности, обеспечить такое устройство, которое является простым в конструкции и использовании.
Другая задача изобретения заключается в том, чтобы обеспечить такое устройство, которое является относительно выгодным в использовании, и особенно в использовании пространства.
Другая задача изобретения заключается в том, чтобы обеспечить устройство для изготовления пластмассовых изделий, с помощью которого при относительно низких давлениях может быть достигнуто полное заполнение по меньшей мере одной полости литьевой формы.
Еще одна задача изобретения заключается в том, чтобы обеспечить способ изготовления пластмассовых изделий, в частности такой способ, в котором могут быть использованы относительно низкие давления.
Еще одна задача изобретения заключается в том, чтобы обеспечить такой способ, в котором может быть использовано относительно простое устройство.
По меньшей мере некоторые из них и другие задачи достигаются с помощью устройства и способа согласно изобретению.
В устройстве согласно изобретению используется буферная камера, в которой может быть удержана масса полностью или частично пластифицированной пластмассы, прежде чем быть введенной, частично или полностью, в полость литьевой формы. Затем, чтобы вводить пластмассу в полость литьевой формы, используется вытесняющий элемент, например плунжер, посредством которого выдавливается требуемая масса в полость литьевой формы. Таким образом, технический результат заключается в том, что блок пластификации отделяется от средства для выдавливания пластмассы в форму, и обеспечивается относительно легкое, простое устройство.
Еще один технический результат предложенного устройства заключается в том, что, в основном, указанная или каждая буферная камера могут быть встроены в форму так, чтобы она размещалась и удалялась с формой. Средство для выдавливания, которое может содержать, например, простой пластифицирующий шнек или аналогичный, может быть поэтому универсально пригодным. Оно может, кроме того, иметь простую конструкцию.
Указанная или каждая буферная камера предпочтительно выполнены так, чтобы пластмасса, введенная в нее, удерживалась в пластифицированном состоянии, например, посредством нагревательного средства.
Предпочтительно, чтобы указанная или каждая полость литьевой формы были обеспечены по меньшей мере одной подвижной частью стенки, которая может быть относительно быстро перемещена, по меньшей мере с такой скоростью, при которой пластифицированная пластмасса удерживается в пластифицированном состоянии до тех пор, пока полностью не заполнит полость литьевой формы или, наоборот, с такой скоростью, при которой слегка затвердевшая пластмасса повторно пластифицируется, чтобы улучшить расплав, по меньшей мере для дальнейшего увеличения текучести пластифицированной пластмассы. В результате использования такой формы во время введения пластмассы в полость литьевой формы, указанная или любая подвижная часть стенки приводятся в положение отведения и останавливаются в продвинутом положении только в конце или после заполнения полости литьевой формы так, чтобы достигался конечный объем полости литьевой формы для формования требуемого изделия, при этом преимущество достигается тем, что используется особенно низкое давление заполнения, для получения простой формы и взаимодействующего дополнительного устройства.
Предпочтительно, чтобы форма затем была размещена так, чтобы давление, которое должно быть приложено указанной или каждой подвижной частью стенки на массу в полости литьевой формы в результате этого перемещения к заданному положению, было приблизительно равно давлению, приложенному массой половинок формы так, чтобы форма просто осталась закрытой в результате ее собственной массы. Неожиданно оказалось, что в результате скорости перемещения, которое предпочтительно приводит к адиабатическому нагреванию массы в полости литьевой формы, в полости литьевой формы возникают давления, которые являются относительно низкими по отношению к давлениям для изготовления сопоставимых изделий в обычном устройстве литьевого формования, например порядка величины меньше чем одна треть, точнее меньше чем одна четверть обычных давлений. Следовательно, форма может быть удержена закрытой довольно простым способом. Кроме того, дополнительное средство, такое как пресс, может быть более легкой конструкции или даже может быть ненужным.
В устройстве согласно изобретению, предпочтительно может быть обеспечена более чем одна буферная камера, которая может быть соединена с одними и теми же, или разными полостями литьевой формы. Буферные камеры могут быть загружены из одного и того же выдавливающего средства.
С устройством согласно настоящему изобретению, каждый раз во время затвердевания пластмассы в полости литьевой формы, указанная или каждая буферная камера могут быть заполнены новой массой полностью или частично пластифицированной пластмассы так, чтобы выдавливающее средство могло пластифицировать пластмассу и подавать ее через подающий канал, предпочтительно непрерывным способом. В результате, шнек выдавливающего средства, если имеется, не должен линейно перемещаться, по меньшей мере со скоростью, настолько большой, чтобы происходило ускорение и замедление, например 1G или более. При использовании по меньшей мере двух буферных камер для той же самой полости литьевой формы это преимущество еще более увеличивается.
В устройстве согласно изобретению в буферной камере предпочтительно используется плунжер или подобный вытесняющий элемент, который находится под противодавлением так, чтобы, когда буферная камера заполнена, плунжер выталкивался по направлению этого противодавления. Следовательно, масса, поступающая в буферную камеру, непрерывно сохраняется под давлением так, чтобы можно было получить и/или поддерживать гомогенную смесь и, кроме того, могут быть предотвращены или, возможно, могут быть устранены воздушные включения, находящиеся в массе.
С устройством согласно изобретению используемое давление может быть поддержано относительно низким, например меньше чем 100 бар (10 МПа) для изделия, которое обычно сформовано при давлении литьевого формования 180 бар (18 МПа). Показано, что пластифицированная масса может, например, быть введена и удержана в буферной камере при давлении приблизительно 30 бар (3 МПа), с противодавлением, которое является приблизительно таким же или выше на несколько бар. Форма, с половиной формы с массой, приблизительно равной или только немного больше, чем может быть оказано давление на перпендикулярную поверхность полости литьевой формы, тогда удержана закрытой под ее собственным весом. Следовательно, закрывающие приспособления могут иметь особенно простую конструкцию или даже могут отсутствовать.
С устройством согласно изобретению в результате возникновения температуры и давления, и короткого времени производственного цикла, старение пластмассы в течение процесса формования фактически предотвращено, по меньшей мере сокращено. Кроме того, в результате низких давлений внутри формы, свойства не ухудшаются даже в относительно тонких изделиях с большей протяженностью. Фактически сдвигающие и другие напряжения молекул пластмассы сводятся до минимума.
В устройстве согласно изобретению полость литьевой формы может быть заполнена простым способом с управляемым объемом. Здесь указанная или каждая буферная камера предпочтительно имеют объем, который соответствует конечному объему полости литьевой формы, то есть объему формованного изделия, или кратно ему. Другими словами, объем указанной или каждой буферной камеры равен N·V, где N - целое число, и V - объем формованного изделия полости литьевой формы. Если объем буферной камеры больше, чем однократный объем формованного изделия, предпочтительно может быть установлено вытесняющее средство для введения в полость литьевой формы объема пластифицированной пластмассы, равного объему формованного изделия полости литьевой формы.
Изобретение дополнительно относится к способу формования пластмассовых изделий, в котором используют буферную камеру. В результате, изделие может быть сформовано более простым способом, чем когда используют обычное устройство литьевого формования.
Предпочтительно в способе согласно изобретению, в течение или непосредственно после того, как требуемую массу полностью или частично пластифицированной пластмассы вводят в полость литьевой формы, по меньшей мере одну подвижную часть стенки перемещают к или в массу так, что происходит улучшение плавкости массы, или по меньшей мере увеличение ее текучести. Здесь предпочтительно развивается адиабатическое нагревание массы.
Неожиданно оказалось, что есть прямая связь между фронтальной поверхностью указанной или каждой подвижной части стенки полости литьевой формы и давлением внутри полости. Не желая привлекать какую-либо теорию, это оказалось результатом улучшения расплава в форме и скорости перемещения указанной или каждой части стенки, так чтобы образованный импульс был сопоставим с импульсом в воде, вместо более статичного изменения давления, как в обычном компрессионном формовании.
Кинетическая энергия, которая передается подвижной части стенки, почти полностью преобразуется, например, приблизительно 90% в нагревание массы. Для РР, например, может быть использована температура литьевого формования 220°С. Прежде чем произойдет перемещение указанной или каждой подвижной части стенки, температура в массе пластмассы будет опускаться до, например, 207°С. Затем, из-за перемещения части стенки, такое большое количество энергии передается массе, что температура в массе повышается до, например, 252°С. В результате расплав увеличивается, например, приблизительно с 38 до 45.
Эти значения даны только для иллюстрации и не должны быть рассмотрены как ограничивающие.
В зависимых пунктах формулы изобретения представлены дополнительные преимущества вариантов осуществления изобретения.
В описании изобретения раскрыты варианты осуществления устройства и способа согласно изобретению со ссылкой на чертежи.
Описание чертежей
На чертежах:
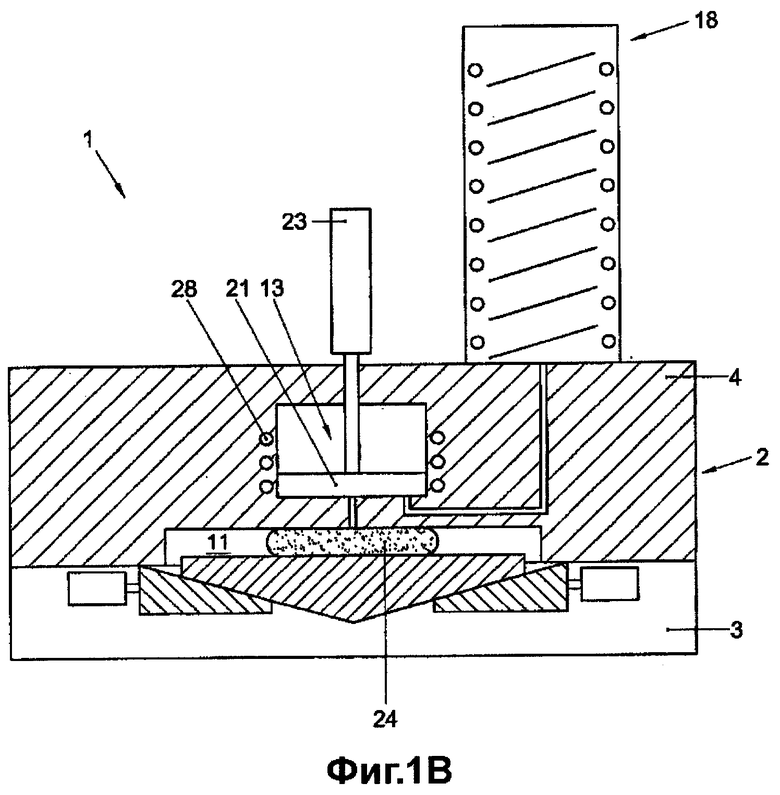
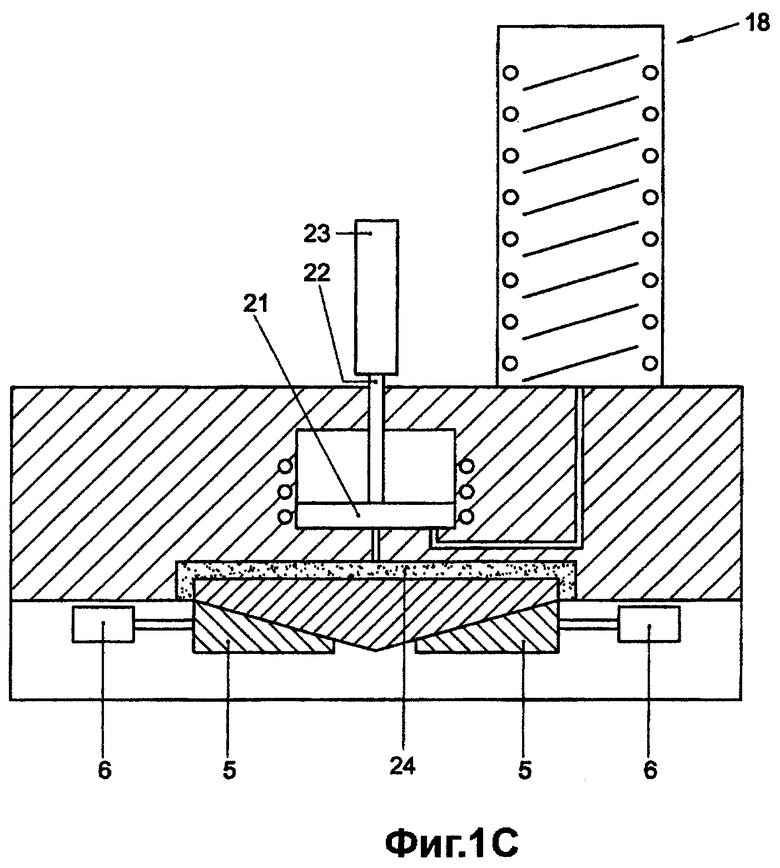
на Фиг.1А-С изображено устройство согласно изобретению в вертикальном боковом сечении, в трех различных этапах способа согласно изобретению;
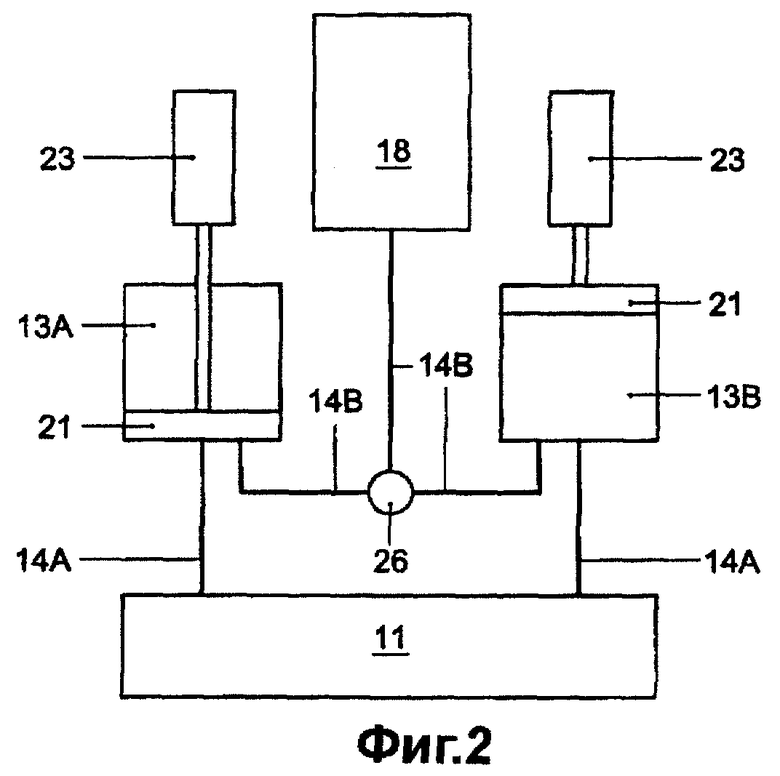
на Фиг.2 изображены две буферные камеры с поршнем и линией питания согласно изобретению;
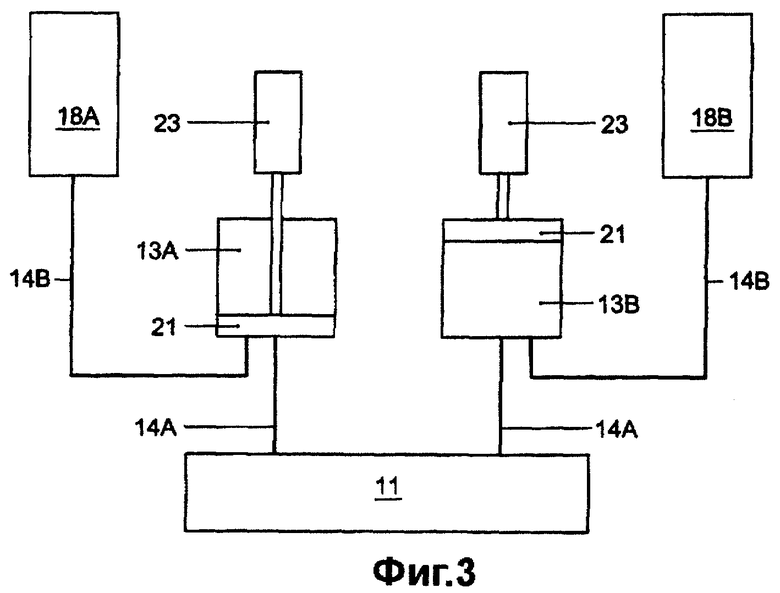
на Фиг.3 изображена часть устройства согласно изобретению, в альтернативном варианте осуществления.
Показанные и описанные варианты осуществления ни в коем случае не должны быть рассмотрены как ограничивающие. Они только служат средством иллюстрации. В различных вариантах осуществления те же самые или соответствующие элементы обозначены теми же самыми или соответствующими ссылочными позициями.
В этом описании под выдавливающим средством должно подразумеваться по меньшей мере средство, с помощью которого по меньшей мере частично пластифицированная масса пластмассы может быть выдавлена непрерывно или с перерывами. Предпочтительно пластмасса может быть пластифицирована в выдавливающем средстве, на торце которого может быть сконструировано простое пластифицирующее средство. Средство для выдавливания в устройстве согласно изобретению может также быть сконструировано как обычный пластифицирующий блок для устройства литьевого формования.
В этом описании под объемом сформованного изделия следует подразумевать объем полости литьевой формы такой, что полость литьевой формы будет иметь форму изделия, которое будет в конечном счете сформовано в этой полости. Это изделие может также быть промежуточным изделием, которое на пути следования изделия, например, будет снабжено напыленной или обернутой дополнительной частью изделия в той же или другой полости литьевой формы. Если использована та же полость литьевой формы, например, вышеупомянутая подвижная часть стенки может быть сдвинута к положению за пределы объема следующего формованного изделия так, чтобы масса следующей пластмассы могла быть снова введена и вся или каждая соответствующая подвижная часть формы может быть продвинута до применяемого впоследствии или предполагаемого объема формованного изделия.
На Фиг.1 схематично показано устройство 1 согласно изобретению, представляя три последовательных этапа.
Устройство 1 согласно Фиг.1 содержит форму 2 с первой частью 3 и второй частью 4. Первая часть 3 опирается на основание (не показано) и содержит два скользящих элемента 5, которые выдвигаются с двух взаимно противоположных сторон посредством средств 6, пригодных для этой цели, например гидравлических, пневматических или электрических средств. В показанном варианте осуществления это поршневой цилиндр. Скользящие элементы 5, каждый имеет наклонную поверхность 7, обращенную вверх на Фиг.1. Подвижная часть 8 стенки, имеющая соответствующую скошенную нижнюю сторону 9, опирается на наклонную поверхность 7. Часть 10 части 8 стенки, обращенная в противоположную сторону от нижней стороны 9, проходит в полость 11 литьевой формы, которая дополнительно ограничена неподвижными частями формы 2, по меньшей мере, что касается формы, закрытой, как показано на Фиг.1. Вторая часть 4 формы опирается на первую часть 3 и удерживается на ней, например, силой тяжести и удерживающими направляющими (не показаны). Полость 11 литьевой формы частично расположена во второй части 4 формы. Подъемное средство, такое как поршневой цилиндр 12 или аналогичное, предназначено для того, чтобы отделить первую часть формы от второй для того, чтобы вынуть изделие.
Буферная камера 13, обеспеченная во второй части 4, расположена в канале 14 подачи. Канал 14 подачи содержит первую часть 14А канала между выходным отверстием 15 в основании 16 буферной камеры 13 и полостью 11 литьевой формы, и вторую часть 14В канала, которая проходит от входного отверстия 17 в основании 16 буферной камеры средству 18 для выдавливания, схематично показанному в верхней части второй части 4 формы. Это выдавливающее средство содержит пластифицирующий шнек 19 (схематично показанный на Фиг.1А), который может вращаться вокруг продольной оси 20, чтобы пластифицировать пластическую массу. Такие пластифицирующие устройства, как средство для выдавливания, достаточно известны из практики и здесь в дальнейшем описаны не будут.
В буферной камере 13 размещен вытесняющий элемент в виде плунжера 21, управляемый штоком 22 плунжера из подающего цилиндра 23. Этот вытесняющий элемент 21 подвижен в направлении приблизительно под прямым углом к основанию 16 буферной камеры 13.
Устройство 1 согласно Фиг.1 может быть использовано следующим образом.
В положении, показанном на Фиг.1А, вытесняющий элемент 21 перемещается на максимальное расстояние от основания 16 и масса полностью или частично пластифицированной пластмассы 24 вводится из средства 18 для выдавливания посредством второй части 14В канала в буферную камеру. Подвижная часть 8 стенки перемещается максимально далеко от противоположной стенки 25 полости 11 литьевой формы перемещением скользящих элементов 5 друг от друга. В результате, объем полости литьевой формы достаточно большой, больше, чем объем VP сформованного изделия, как показано на Фиг.1C. Предпочтительно объем VB буферной камеры 13, по меньшей мере массы пластмассы 24, накопленной там, равен объему VP сформованного изделия.
Из положения, показанного на Фиг.1А, вытесняющий элемент 21 проходит в направлении основания 16 так, чтобы масса 24 выдавливается через первую часть 14А канала в полости 11 литьевой формы, как показано на Фиг.1В. Ясно, что полость литьевой формы только частично заполнена пластмассой 24.
Затем скользящие элементы 5 быстро перемещаются по направлению друг к другу так, чтобы подвижная часть 8 стенки проходила в направлении стенки 25, предпочтительно с достаточно высокой скоростью. В частности, скользящие элементы 5 перемещаются так, что в результате деформации пластмассы 24 в полости 11 литьевой формы вследствие перемещения подвижной части 8 стенки, в пластмассе происходит адиабатическое нагревание так, что в пластмассе происходит по меньшей мере частичная репластификация. В результате, свойства потока пластмассы улучшаются из-за изменения плавкости, и пластмасса может проходить во все части полости литьевой формы по существу без давления, по меньшей мере с минимальным сопротивлением и без напряжения. На Фиг.1C показано конечное положение подвижной части стенки, при котором достигается объем VP сформованного изделия полости 11 литьевой формы.
В положении, показанном на Фиг.1C, изделие, сформованное в форме 2, становится более твердым из-за затвердевания, после чего форма открывается, чтобы вынуть изделие. Затем из средства 18 для выдавливания масса полностью или частично пластифицированной пластмассы 24 снова выдавливается в буферную камеру 13, так чтобы вытесняющий элемент 21 максимально отжимается от основания 16 буферной камеры 13. Вытесняющий элемент 21 затем останавливается в результате противодавления, оказанного затем на него, например, подвижным цилиндром, который предотвращает попадание воздуха в массу 24. В результате этого противодавления, кроме того, масса становится, или по меньшей мере сохраняется, гомогенной, и выдавливаются любые газовые включения. Одновременно или после того, как изделия вынуто, подвижная часть 8 стенки снова отодвигается к положению, показанному на Фиг.1А, так, чтобы устройство 1 было снова готово к следующему производственному циклу.
В устройстве согласно изобретению подача массы 24 в полость литьевой формы может быть объемно-контролируемой так, чтобы всегда могло обеспечиваться точное правильное заполнение. Постпрессование или аналогичное тогда может быть исключено. Кроме того, посредством способа может предотвращаться сжатие пластмассы в полости литьевой формы так, чтобы можно было получить оптимальный вес изделия. В частности, это преимущественно для прочности изделия. Однако подвижная часть стенки может также перемещаться так далеко, что изделие, объем сформованного изделия, будет меньше, чем введенная масса, при этом вызывая сжатие пластмассы, таким образом ее плотность будет увеличиваться.
На Фиг.2 показан участок альтернативного варианта осуществления устройства согласно изобретению. В этом варианте осуществления обеспечены две буферные камеры 13А, 13В, обе оканчивающиеся в той же полости 11 литьевой формы. Между буферными камерами 13 расположен клапан 26, посредством которого поток проходящей через вторую часть 14В канала пластмассы может направляться поочередно к первой 13А и ко второй буферной камере 13В. Таким образом, в одной из буферных камер 13 еще более легко может быть обеспечена, помимо более короткого времени производственного цикла, всегда необходимая масса пластифицированной пластмассы 24.
На Фиг.3 схематично показан участок другого альтернативного варианта осуществления устройства 1 согласно изобретению, в котором также обеспечены две буферные камеры 13А, 13В, они обе соединены с полостью литьевой формы посредством частей канала 14А. В этом варианте осуществления, однако, каждая из буферных камер 13А, 13В связана с отдельным средством 18А, 18В для выдавливания. С помощью такого устройства могут вводиться две различные пластмассы в одну полость литьевой формы одновременно и/или последовательно. Если используется полость литьевой формы, имеющая одну или более подвижных частей стенки, сначала, способом, описанным ранее, может быть сформована первая часть изделия, после чего подвижная часть 8 стенки отводится, таким образом, освобождая участок полости литьевой формы, немного больший, чем объем второго формуемого изделия. Затем пластмассовая масса из второй буферной камеры 13В вводится в полость. Подвижная часть 8 стенки снова перемещается вперед так, чтобы получить конечное 2К изделие. Ясно, что способом, показанным на Фиг.2 и 3, также могут быть использованы более чем две буферные камеры 13, произвольно объединенные с вариантами осуществления, показанными на Фиг.1 и 2. Также множество буферных камер может быть использовано одновременно, чтобы заполнить полость литьевой формы через различные части канала 14А.
В средстве 18 для выдавливания обычным способом расположено нагревательное средство 27. Кроме того, вокруг указанной или каждой буферной камеры 13 размещено второе нагревательное средство 28, с помощью которого масса 24 в буферной камере может поддерживаться в пластичном состоянии и, возможно, улучшаться. В буферной камере/камерах пластмасса 24 всегда поддерживается под давлением.
Посредством иллюстрации дан пример давлений и температур в способе согласно изобретению по сравнению с обычным способом литьевого формования для формования подобных изделий.
Масса РР вводится в буферную камеру 13 и затем вводится в полость литьевой формы с температурой приблизительно 220°С. Затем эта масса охлаждается в полости 11 литьевой формы до приблизительно усредненной температуры 207°С, по меньшей мере около стенок полости литьевой формы. Далее подвижная часть 8 стенки перемещается вперед с такой скоростью, что энергия, сообщенная массе 24, в значительной степени преобразуется в тепловую, что приводит к повышению температуры до приблизительно 252°С. Это приводит к увеличению и, следовательно, улучшению расплава от приблизительно 38 до приблизительно 46 с соответствующим понижением вязкости. Кроме того, может обеспечиваться более преимущественная скорость потока расплава. Пластмасса 24, например, вводится при давлении приблизительно 30 бар (3 МПа), в то время как противодавление в течение заполнения буферной камеры составляет на несколько бар больше. Для сравнения, при обычном литьевом формовании РР вводится в полость литьевой формы при той же самой температуре, и должно применяться намного более высокое давление, чтобы пластмасса была полностью распределена по полости литьевой формы, например 180 бар или больше. Пластифицирующее устройство тогда должно иметь намного более тяжелую конструкцию, чтобы обеспечивать такое требуемое давление. При этом пластифицирующее устройство подвергается особенно сильным ускорениям и замедлениям, что приводит к особенно тяжелым нагрузкам. Кроме того, должен использоваться тяжелый пресс для выдавливания, так как имеет место в результате давления впрыскивания, так как будет компенсировано закрывающим давлением, чтобы держать форму закрытой. В способе согласно изобретению, предпочтительно используется самое низкое давление, в частности меньше чем 180, точнее менее чем 100 бар (10 МПа), и еще точнее менее чем 60 бар. Было обнаружено, что давления впрыскивания могут быть меньше чем 50 бар, например приблизительно 30 бар (3 МПа), в то время как для обычного литьевого формования сопоставимого изделия требуется давление 180 бар (18 МПа) или выше. Кроме того, с помощью способа согласно изобретению требуется достаточно меньшего веса дозы впрыска для получения изделия того же объема.
В установке согласно изобретению может быть использовано обычное пластифицирующее устройство и пресс, например, если используется полость литьевой формы без подвижной части стенки.
В способе согласно изобретению объем указанной или каждой буферной камеры 13 может быть равен объему формованного изделия полости литьевой формы, но также он может быть кратным ему, в частности кратным целому числу. Вытесняющий элемент 21 может тогда так управляться, что всегда требуемый объем массы 24 будет вводиться в полость литьевой формы, в частности, в соответствии с объемом формованного изделия VP.
Изобретение никак не ограничивается типичными вариантами осуществления, показанными в описании и на чертежах. Возможно много разновидностей в рамках изобретения, раскрытых в соответствии с формулой изобретения.
Таким образом, могут быть использованы другие средства, чтобы освобождать и/или заполнять буферную камеру, в то время как противодавление, кроме того, может быть обеспечено различными способами, например гидравлическим или пневматическим амортизатором, электрическим средством, или подобными. Может быть использована полость литьевой формы, имеющая другие и/или более подвижные части стенки. Кроме того, в такой полости могут быть использованы, например, подвижные сердцевины, вставки и т.п. Также в установке и способе согласно изобретению могут быть использованы кратные полости. Понятно, что, в частности, все комбинации частей различных вариантов осуществления изобретения будут включены и раскрыты в этом описании.
Устройство (1) для изготовления пластмассовых изделий содержит литьевую форму (2), которая имеет по меньшей мере одну полость (11), в которую проходит по меньшей мере один литьевой канал (14В), причем это устройство содержит средство (18) для выдавливания для подачи в литьевой канал определенного количества по меньшей мере частично пластифицированной пластмассы. При этом между средством (18) для выдавливания и по меньшей мере одной полостью (11) литьевой формы размещена по меньшей мере одна буферная камера (13) для накопления пластифицированной пластмассы (24), проходящей из средства (18) для выдавливания. По меньшей мере буферная камера (13) снабжена по меньшей мере одним вытесняющим элементом (21) для выдавливания пластифицированной пластмассы (24) из по меньшей мере одной буферной камеры (13) в по меньшей мере одну полость (11) литьевой формы. По меньшей мере одна полость литьевой формы содержит по меньшей мере одну подвижную часть стенки для ограничения первого объема, причем эта часть стенки отодвигается в положение, в котором соответствующая полость литьевой формы имеет второй объем, больший, чем первый объем. Предложен способ изготовления пластмассового изделия в полости литьевой формы, в котором некоторое количество полностью или частично пластифицированной пластмассы вводят в полость литьевой формы. Пластмассу пластифицируют полностью или частично в средстве для выдавливания и затем вводят по меньшей мере в одну буферную камеру, из которой некоторое количество пластмассы вводят в полость литьевой формы, используя вытесняющий элемент типа плунжера. Устройство имеет форму для использования ее в устройстве по изобретению или в способе по изобретению. При этом в форме выполнен подающий канал, в который включена по меньшей мере одна буферная камера для накопления полностью или частично пластифицированной массы пластмассы. Технический результат, который достигается при использовании устройства или способа по изобретениям, заключается в том, что устройство для изготовления пластмассовых изделий в литьевой форме может быть простым в конструкции и выгодным в использовании, а также - в возможности при относительно низких давлениях могло бы быть достигнуто полное заполнение по меньшей мере одной полости литьевой формы. 3 н. и 19 з.п. ф-лы, 5 ил.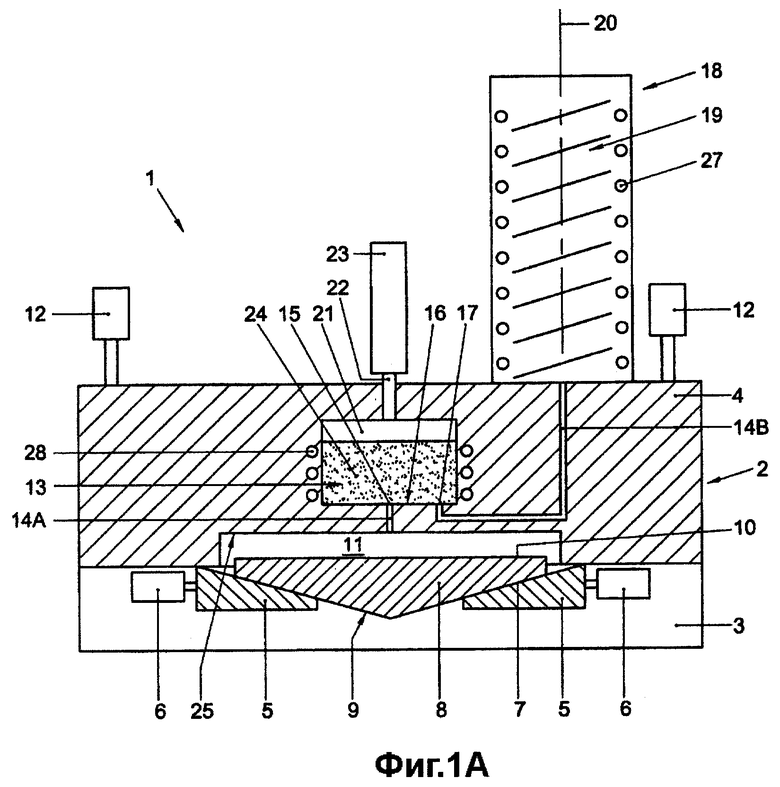
1. Устройство для изготовления пластмассовых изделий, содержащее литьевую форму, которая имеет по меньшей мере одну полость литьевой формы, в которую проходит по меньшей мере один литьевой канал, средство выдавливания для подачи в литьевой канал определенного количества по меньшей мере частично пластифицированной пластмассы, при этом между средством для выдавливания и по меньшей мере одной полостью литьевой формы размещена по меньшей мере одна буферная камера для накопления пластифицированной пластмассы, подаваемой из средства для выдавливания, и по меньшей мере одна буферная камера снабжена по меньшей мере одним вытесняющим элементом для выдавливания пластифицированной пластмассы из по меньшей мере одной буферной камеры в по меньшей мере одну полость литьевой формы.
2. Устройство по п.1, в котором по меньшей мере одна полость литьевой формы имеет первый объем в закрытом положении формования первого изделия, при этом по меньшей мере одна буферная камера имеет накопительный объем, который равен по меньшей мере первому объему, более конкретно равен кратному числу раз первого объема и предпочтительно равен первому объему.
3. Устройство по п.1 или 2, в котором по меньшей мере одна полость литьевой формы содержит по меньшей мере одну подвижную часть стенки для ограничения первого объема, причем эта часть стенки отодвигается в положение, в котором соответствующая полость литьевой формы имеет второй объем больший, чем первый объем.
4. Устройство по п.1, в котором средство для выдавливания содержит вытесняющий элемент.
5. Устройство по п.4, в котором средство для выдавливания содержит пластифицирующий шнек.
6. Устройство по п.1, в котором указанная или каждая буферная камера содержит нагревательное средство.
7. Устройство по п.1, в котором указанный или каждый вытесняющий элемент содержит устройство противодавления для выдавливания плунжера вытесняющего элемента против массы, проходящей в соответствующую буферную камеру во время ее заполнения.
8. Устройство по п.1, которое содержит по меньшей мере две буферные камеры, при этом между средством для выдавливания и по меньшей мере двумя буферными камерами размещен по меньшей мере один клапан, с помощью которого поочередно одна буферная камера и другая буферная камера могут быть приведены в открытое сообщение со средством для выдавливания.
9. Устройство по п.8, которое содержит по меньшей мере две буферные камеры, при этом от каждой буферной камеры в одну полость литьевой формы проходит входная часть канала.
10. Устройство по п.4, в котором средство для выдавливания выполнено указанную так, чтобы пластифицированная пластмасса вводилась в указанную или каждую буферную камеру с давлением меньше чем 180 бар (18 МПа), точнее меньше, чем 100 бар (10 МПа), и предпочтительно меньше чем 60 бар (6 МПа).
11. Устройство по п.10, в котором средство для выдавливания выполнено так, чтобы пластифицированная пластмасса вводилась в указанную или каждую буферную камеру с давлением меньше, чем 50 бар (5 МПа), в частности, приблизительно 30 бар (3 МПа).
12. Устройство по п.1, в котором указанная или каждая полость литьевой формы содержит подвижную часть стенки, которая перемещается в полости литьевой формы с такой скоростью, что некоторое количество пластмассы, обеспеченной в полости литьевой формы, является по меньшей мере частично повторно пластифицированным.
13. Устройство по п.12, в котором каждая полость литьевой формы содержит подвижную часть стенки, которая перемещается в полости литьевой формы с такой скоростью, что некоторое количество пластмассы, обеспеченной в полости литьевой формы, является по меньшей мере частично сжатым.
14. Устройство по п.12 или 13, в котором подвижные части стенок выполнены так, чтобы перемещаться настолько быстро, чтобы пластмасса сжималась во время стадии адиабатического нагревания.
15. Способ изготовления пластмассового изделия в полости литьевой формы, в котором некоторое количество полностью или частично пластифицированной пластмассы вводят в полость литьевой формы, причем пластмассу пластифицируют полностью или частично в средстве для выдавливания и затем вводят по меньшей мере в одну буферную камеру, из которой некоторое количество пластмассы вводят в полость литьевой формы, используя вытесняющий элемент типа плунжера.
16. Способ по п.15, в котором указанное количество пластмассы вводят в буферную камеру под таким противодавлением, что газовые включения в пластмассе предотвращаются или вытесняются.
17. Способ по п.16, в котором пластмассу в буферной камере приводят и/или поддерживают в гомогенном состоянии.
18. Способ по любому из пп.15-17, в котором пластмассу вводят по меньшей мере в одну полость литьевой формы, осуществляя управление объемом.
19. Способ по п.15, в котором пластмассу вводят в полость литьевой формы закрытой формы, в которой по меньшей мере одна часть стенки образована для по меньшей мере участка подвижной частью стенки, которую во время введения в полость литьевой формы по меньшей мере части пластмассы приводят в отодвинутое положение, при котором соответствующая полость литьевой формы имеет относительно большой объем, и затем приводят в сдвинутое вперед положение для определения конечного объема, определяемого изделием, при вытеснении по меньшей мере части пластмассы в полость литьевой формы.
20. Способ по п.19, в котором объем пластмассы, введенной в форму, равен объему, определяемому изделием.
21. Форма для использования в устройстве по любому из пп.1-14 или способе по любому из пп.15-20, при этом в форме выполнен подающий канал, в который включена по меньшей мере одна буферная камера для накопления полностью или частично пластифицированной массы пластмассы.
22. Форма по п.21, в которой по меньшей мере одна полость литьевой формы снабжена по меньшей мере одной подвижной частью стенки, посредством которой в закрытой форме объем полости литьевой формы может уменьшаться до объема формованного изделия.
| EP 0425060 A2, 18.10.1990 | |||
| WO 2004041506 A1, 21.05.2004 | |||
| Устройство для управления процессом очистки углекислого газа | 1980 |
|
SU999023A1 |
| МИРЗОЕВ Р.Г | |||
| и др | |||
| Основы конструирования и расчеты деталей из пластмасс и технологической оснастки для их изготовления | |||
| - Л.: Машиностроение, 1972, с.282-283 | |||
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1207786A1 |

