Изобретение относится к стекольной промышленности, в частности к производству моллированных стекол, и может быть использовано для изготовления гнутого стекла, применяемого в автомобилестроении, при производстве мебели и в других областях, где требуется гнутое листовое стекло.
Стекла триплекс, стекла для автомобилей, имеющие большие размеры и сложный профиль (в частности, лобовые стекла автомобилей), обычно изготавливают способом горизонтального моллирования, при котором изменение формы стеклопакета достигается при достижении им пластического состояния под собственным весом.
Приспособлением для производства моллированных стекол является форма моллирования стекла, одним из элементов которой является рамка. На практике стоит задача изготовления максимально идентичных друг другу форм моллирования, что очень важно для точности изготавливаемого стекла в разных партиях.
Известен способ изготовления рамочной формы для моллирования из жаропрочной стали, по форме и размерам соответствующей изгибаемому стеклу, описанный в книге Технология стекла, под ред. Китайгородского, М., Стройиздат, т.1, 1967, с.460. По всему контуру рамки на расстоянии 30-50 см друг от друга ввинчивают штыри овальной формы также из жаропрочной стали. Рамку укрепляют на каретке, которая свободно передвигается по рельсам, проложенным в поду печи и выведенным за ее пределы.
Недостатками известного способа являются использование дорогостоящего материала - жаропрочной стали, а также высокая трудоемкость процесса сборки и доводки рамочной формы для моллирования, выполняемых ручным трудом.
Известен способ изготовления формующей рамки, описанный в патенте РФ №2205804, МПК С03В 23/03, С03В 23/023, опубл. 2003.06.10.
Способ включает изготовление узких стальных полос и их последующую сборку. По периметру формующей рамки выполнены резьбовые отверстия для соединения с жесткой рамой и формирования необходимой геометрии.
Недостатком является недостаточное соответствие изготовленной таким способом рамки эталонной геометрии изгибаемого стекла.
Наиболее близким к заявляемому по технической сущности и достигаемому результату, выбранным в качестве прототипа, является способ изготовления рамки для форм моллирования стекла Борского стеклозавода, описанный в патенте на полезную модель №70513, МПК С03В 32/00, опубл. 27.01.2008 г.
Известный способ заключается в изготовлении прямоугольных полос 30×40 мм толщиной 8-10 мм, которые сваривают в конфигурацию, размеры которой на 15-20 мм меньше с каждой стороны моллируемого стекла, с последующей их деформацией под геометрию кромки стекла и поверхности стекла в районе его кромки. При этом деформация выполняется в двух направлениях, вручную, по контрольному шаблону.
Недостатком известного способа является невозможность обеспечения точности геометрии поверхности и кромки стекла по причине большого количества сварных швов и пластических деформаций в процессе сборки и доводки оснастки, высокая трудоемкость при изготовлении, трудность получения максимально идентичных друг другу форм моллирования.
Задача, решаемая предлагаемым изобретением, - совершенствование способа изготовления рамки для форм моллирования стекла.
Технический результат от использования изобретения заключается в повышении качества стекла в разных партиях за счет получения максимально идентичных друг другу форм моллирования, в сокращении трудоемкости процесса изготовления рамки.
Указанный результат достигается тем, что в способе изготовления рамки для форм моллирования стекла, включающем вырезание полос с технологическими отверстиями из листового металла, последующую их деформацию и соединение деформированных полос в контур рамки, предварительно строят трехмерную модель стекла, а затем трехмерную модель рамки путем надстраивания полосы к одной из поверхностей модели стекла вдоль его кромки перпендикулярно этой поверхности, делят полосу на элементы, для каждого элемента полосы строят его развертку на плоскость, вырезают по полученным разверткам элементы рамки в виде полос с технологическими отверстиями для последующей деформации в поперечной плоскости в соответствии с кривизной контура стекла.
Способ осуществляют следующим образом.
Предварительно строят трехмерную модель стекла, например методом компьютерного моделирования. Затем к одной из поверхностей полученной модели вдоль кромки модели стекла надстраивают полосу перпендикулярно этой поверхности, например также методом компьютерного моделирования, с получением трехмерной модели рамки. После этого полосу делят на элементы полосы и строят развертку каждого элемента полосы на плоскость. В соответствии с полученными развертками из листового металла, например из нержавеющей стали, вырезают элементы рамки в виде полос и выполняют в них технологические отверстия для уменьшения массы конструкции и сокращения энергозатрат при моллировании. Далее элементы рамки деформируют в поперечной плоскости в соответствии с кривизной контура стекла и собирают в единый замкнутый контур рамки.
Пример.
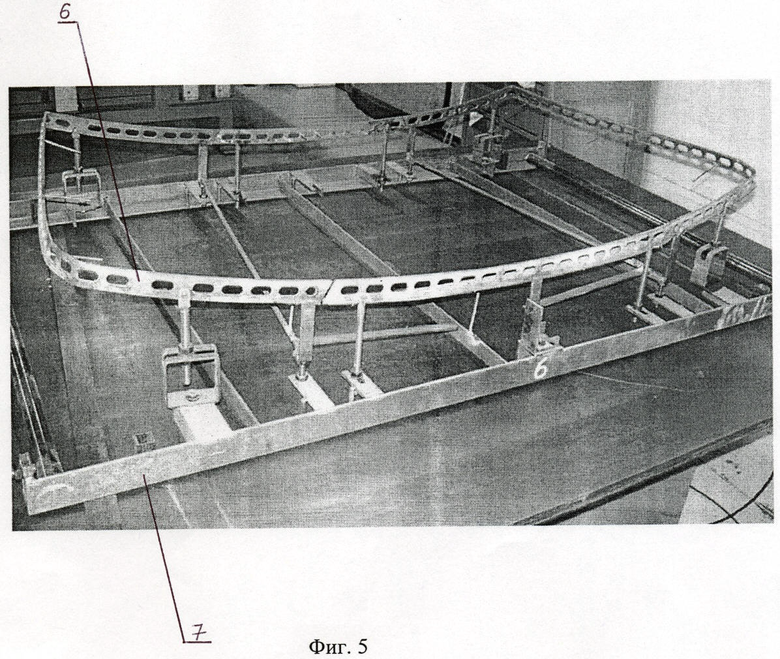
Способ изготовления рамки для формы моллирования ветрового стекла автомобиля PEUGEOT 106 показан на фиг.1-5.
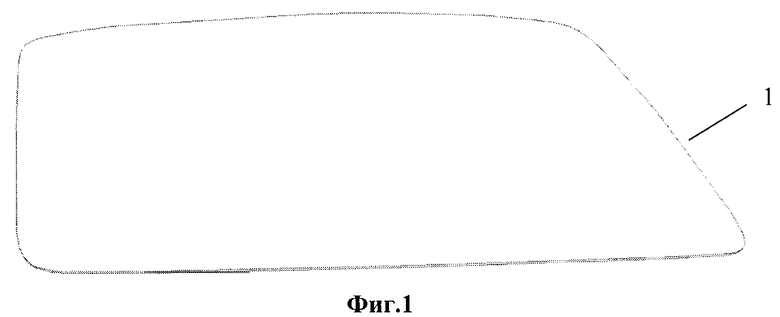
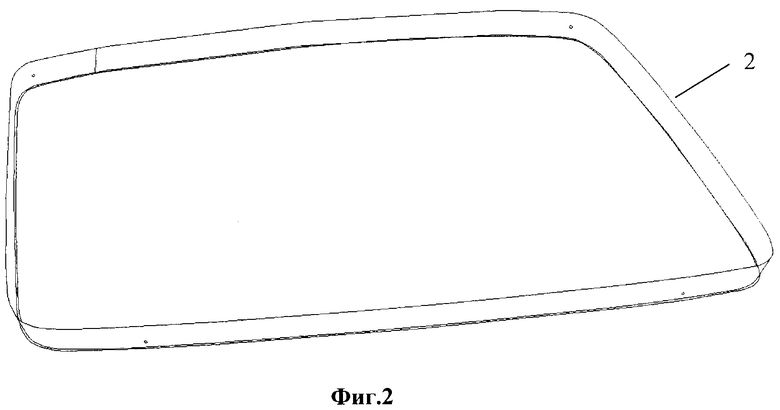
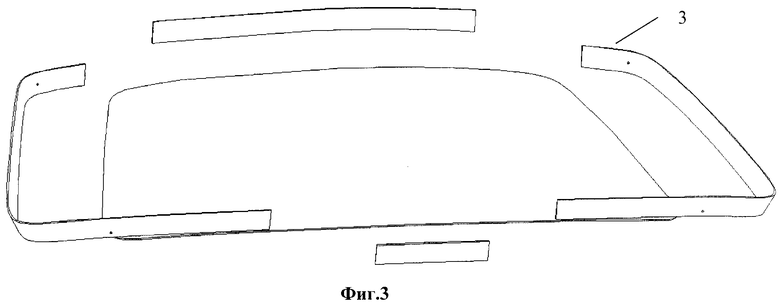
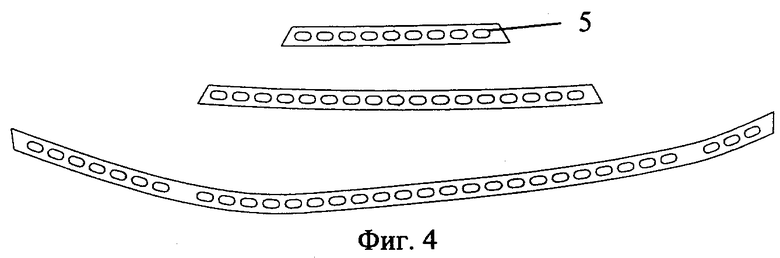
На фиг.1 изображена трехмерная модель стекла; на фиг.2 - трехмерная модель стекла с надстроенной трехмерной моделью рамки; на фиг.3 - трехмерная модель стекла с разделенной на элементы рамки трехмерной моделью рамки; на фиг.4 - элементы рамки в виде полос с технологическими отверстиями; на фиг.5 - рамка для форм моллирования стекла, на которых: трехмерная модель стекла 1, полоса 2, элементы полосы 3, элементы рамки 4, технологические отверстия 5; рамка для форм моллирования стекла 6, матрица 7.
Предварительно при помощи метода компьютерного моделирования строят трехмерную модель стекла 1 (фиг.1). Затем к одной из поверхностей полученной модели стекла 1 с отступом, например, в 4 мм от кромки также методом компьютерного моделирования перпендикулярно этой поверхности надстраивают полосу 2, например шириной 35 мм, с образованием трехмерной модели рамки для моллирования (фиг.2). Полосу 2 разрезают, например на 4 элемента 3 (такие, которые изображены на фиг.3). Полученные элементы 3 полосы 2 разворачивают на плоскость с образованием разверток этих элементов. По разверткам, например, из плоского листа нержавеющей стали толщиной 4 мм вырезают 4 элемента 4 рамки, в которых делают технологические отверстия 5 для уменьшения массы оснастки и сокращения энергозатрат при моллировании (фиг.4). Полученные элементы 4 рамки деформируют в поперечной плоскости по контрольному шаблону, кривизна контура которого соответствует кривизне контура ветрового стекла автомобиля PEUGEOT 106, и собирают в единый замкнутый контур 6 рамки путем закрепления элементов 4 рамки на основании матрицы 7 таким образом, что рабочая поверхность каждого элемента 4 рамки является продолжением предыдущей (фиг.5). С помощью контрольного шаблона рабочую поверхность рамки проверяют на соответствие геометрии поверхности стекла и его кромки.
Таким образом, изобретение позволяет, в отличие от прототипа, получать максимально идентичные друг другу формы моллирования, что повышает качество изготовления стекла в разных партиях. Существенно снижаются трудоемкость и время изготовления рамки за счет сокращения количества пластических деформаций элементов рамки в процессе ее изготовления, а также сокращаются энергозатраты. Предлагаемый способ является более простым, быстрым и дешевым.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2007 |
|
RU2345000C2 |
| УСТРОЙСТВО РЕГУЛИРОВАНИЯ ПРОЦЕССА МОЛЛИРОВАНИЯ СТЕКЛОЗАГОТОВОК НА ФОРМЕ | 2007 |
|
RU2342332C1 |
| Установка моллирования стеклянных полусфер | 2016 |
|
RU2636607C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГНУТОГО ЭЛЕКТРООБОГРЕВНОГО СЛОИСТОГО СТЕКЛОИЗДЕЛИЯ | 2012 |
|
RU2515659C2 |
| Способ одновременного моллирования нескольких комплектов стекол | 1978 |
|
SU743954A1 |
| УСТАНОВКА МОЛЛИРОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2556647C1 |
| ФОРМА ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2515658C1 |
| ФОРМА ДЛЯ МОЛЛИРОВАНИЯ ЛИСТОВОГО СТЕКЛА | 2013 |
|
RU2534863C2 |
| Форма для моллирования листового стекла | 1979 |
|
SU903312A1 |
| ПРОТЕЗ, РЕФЕРЕНСНЫЙ ПРОТЕЗ И СПОСОБ ИЗГОТОВЛЕНИЯ ПРОТЕЗА | 2020 |
|
RU2778724C1 |
Изобретение относится к производству моллированных стекол и может быть использовано для изготовления гнутого стекла, применяемого в автомобилестроении, при производстве мебели и в других областях. Технический результат изобретения заключается в повышении качества стекла в разных партиях за счет получения максимально идентичных друг другу форм моллирования и в сокращении трудоемкости процесса изготовления рамки. Предварительно строят трехмерную модель стекла, а затем трехмерную модель рамки. Надстраивают полосу к одной из поверхностей модели стекла вдоль его кромки перпендикулярно этой поверхности. Делят полосу на элементы и для каждого элемента полосы строят его развертку на плоскость. Вырезают по полученным разверткам элементы рамки в виде полос с технологическими отверстиями для последующей деформации в поперечной плоскости в соответствии с кривизной контура стекла. 5 ил.
Способ изготовления рамки для форм моллирования стекла, включающий вырезание полос с технологическими отверстиями из листового металла, последующую их деформацию и соединение деформированных полос в контур рамки, отличающийся тем, что предварительно строят трехмерную модель стекла, а затем трехмерную модель рамки путем надстраивания полосы к одной из поверхностей модели стекла вдоль его кромки перпендикулярно этой поверхности, делят полосу на элементы, для каждого элемента полосы строят его развертку на плоскость, вырезают по полученным разверткам элементы рамки в виде полос с технологическими отверстиями для последующей деформации в поперечной плоскости в соответствии с кривизной контура стекла.
| Устройство для раздачи кормов в кормушки животных | 1946 |
|
SU70513A1 |
| RU 2064458 С1, 27.07.1996 | |||
| Система бесстоечных перепончатых переборок судов для жидких и сыпучих грузов | 1932 |
|
SU39597A1 |
| WO 03004424 А2, 16.01.2003. | |||

