Заявляемое техническое решение относится к области обработки материалов давлением и может быть использовано при групповом прессовании маломощных зарядов из взрывчатых составов (ВС).
Известны гидравлические прессы мод. ДO437 для прессования изделий из асбеста, резины и других материалов, имеющие ограждение, которое защищает воздух цеха от загазованности, образуемой при прессовании изделий (Кузнечно-прессовые машины. Каталог. Научно-исследовательский институт информации по машиностроению, 1976 г.).
Данные гидравлические прессы широко применяются для прессования изделий из различных материалов, однако, не могут быть использованы для прессования ВС в присутствии обслуживающего персонала, так как в случае аварийной ситуации продукты взрыва ВС могут травмировать работников.
Известна установка прессования термопластичных материалов, в том числе и ВС, которая содержит два гидравлических пресса, размещенных в железобетонной бронекабине, при этом подача пресс-форм в бронекабину осуществляется через шлюзовое шиберное устройство с помощью шагового конвейера (патент РФ 2207953, 10.07.2003 г., В29С 43/04, В30В 11/00, С06В 21/00).
Установка при прессовании ВС обеспечивает надежную защиту обслуживающего персонала, который находится вне бронекабины, однако, высокая стоимость защитной железобетонной бронекабины с шлюзовым шиберным устройством в сочетании с большим вспомогательным временем рабочего цикла, определяющим невысокую производительность установки, делают известное техническое решение неоправданным и нецелесообразным для прессования небольших маломощных зарядов.
Известна также установка поштучного прессования маломощных зарядов из ВС, которая содержит гидравлический пресс, бронекамеру с защитным шибером и выхлопной трубой, закрепленную на подвижном столе пресса, и жесткий упор на неподвижной плите пресса, взаимодействующий с пресс-формой через отверстие в крышке бронекабины (патент РФ 2242368, 10.12.2004 г., В30В 11/06, С06В 21/06 - прототип).
Установка обеспечивает надежную защиту обслуживающего персонала, позволяет вести процесс прессования маломощных зарядов из ВС в присутствии людей непосредственно у пресса и обеспечивает их безопасность в случае возникновения аварийной ситуации, но имеет следующие недостатки:
а) подвижная выхлопная труба бронекамеры (вместе со столом пресса), что требует соответствующего проема в стене или окне помещения, в частности, утепления проема в холодное время года;
б) подвижное сопряжение жесткого упора и уплотнения отверстия верхней крышки бронекамеры, что приводит к износу уплотнения и его периодической замене;
в) поштучное прессование зарядов, что сдерживает рост производительности установки;
г) невозможность организации группового прессования зарядов, так как в случае срабатывания одного из зарядов (аварийная ситуация) детонация может передаваться на соседние заряды;
д) ручной обмен пресс-форм на позиции прессования внутри бронекамеры при ручном приводе защитного шибера, что увеличивает трудоемкость процесса и монотонность работы обслуживающего персонала;
е) отсутствие возможности загасить возможное возгорание ВС внутри бронекамеры при аварийной ситуации;
ж) отсутствие защиты рабочей зоны обслуживающего персонала на случай выхлопа отдельных частиц газовоздушной смеси через зазоры сопряжения бронекамеры и защитного шибера при аварийной ситуации.
Задачей заявляемого технического решения является создание недорогой компактной установки повышенной производительности для группового прессования маломощных зарядов из ВС, позволяющей вести процесс прессования зарядов в присутствии людей непосредственно у пресса и обеспечить безопасность обслуживающего персонала в случае возникновения аварийной ситуации.
Сущность заявляемой установки для группового прессования, обеспечивающей решение поставленной задачи, состоит в следующем:
- бронекамера вместе с жестким упором закреплена на неподвижной плите пресса и снабжена разъемным дном в виде установленной на технологической плите подвижного стола пресса каретки с приводом для перемещения между позициями прессования и подготовки пресс-форм и кассетой с отдельными ячейками для пресс-форм;
- внешние продольные стенки ячеек кассеты перфорированы для отвода из ячеек в бронекамеру ударной волны и газовоздушной смеси в случае аварийной ситуации, а поперечные стенки выполнены в виде взаимодействующих с жестким упором бронекамеры ограничителей рабочего хода стола пресса для исключения перепрессовки зарядов;
- ячейки кассеты попарно перекрыты съемными крышками с отверстиями для пуансонов пресс-форм, удерживающими продукты взрыва в отдельной ячейке в случае аварийной ситуации и способствующими удалению ударной волны и газовоздушной смеси в бронекамеру через перфорацию продольной стенки ячейки;
- защитный экран, закрепленный на верхней неподвижной плите и нижнем неподвижном основании пресса, обеспечивает защиту рабочей зоны обслуживающего персонала на случай выхлопа отдельных частиц газовоздушной смеси через зазоры сопряжения стенок бронекамеры и каретки под давлением ударной волны при аварийной ситуации;
- автономная локальная система пожаротушения с постоянным запасом воды обеспечивает быстрое заполнение водой всех ячеек каретки с пресс-формами и зарядами в случае аварийного возгорания пыли ВС при прессовании, исключая развитие возможных тепловых процессов.
Предлагаемая установка для группового прессования не требует каких-либо специальных условий для эксплуатации и может быть использована практически в любом производственном помещении.
Других технических решений с признаками, частично совпадающими с отличительными признаками заявляемой установки для группового прессования, не выявлено.
На фиг.1 показан общий вид установки для группового прессования;
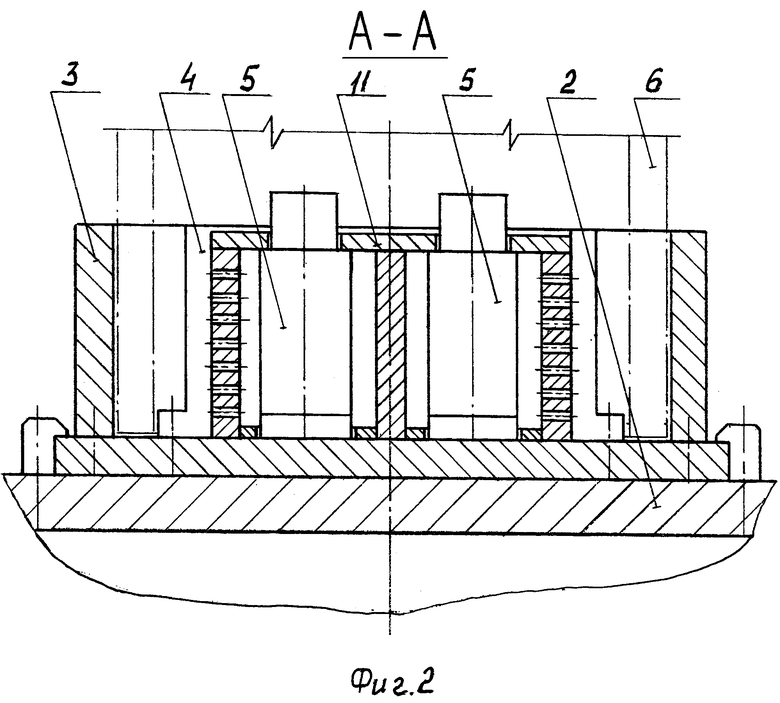
на фиг.2 - разрез А-А на фиг.1,
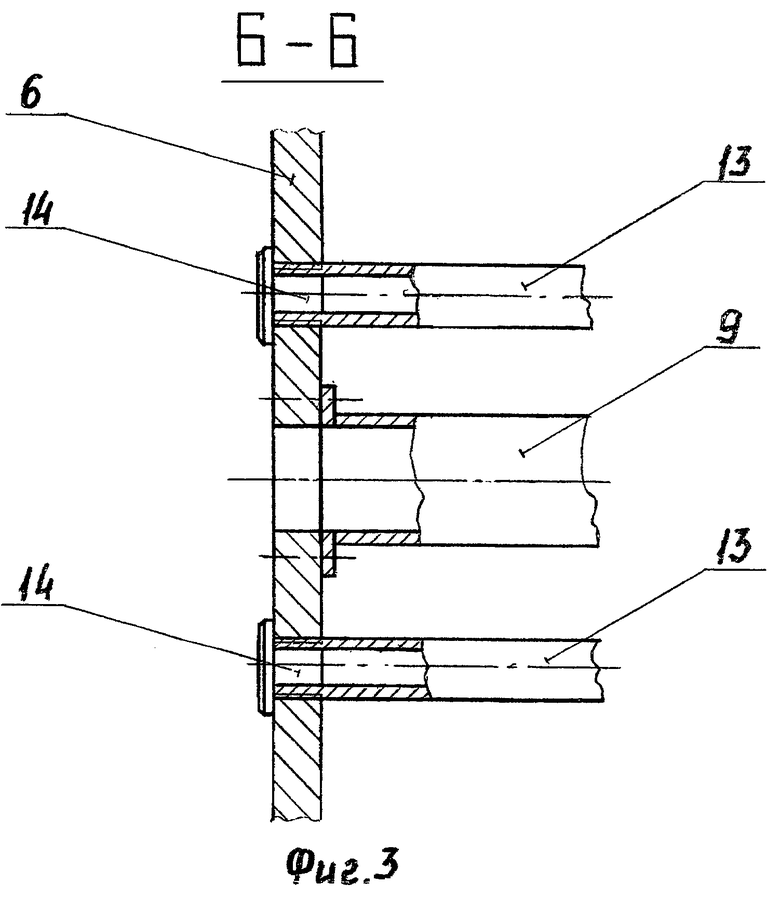
на фиг.3 - разрез Б-Б на фиг.1.
Установка для группового прессования (фиг.1, 2, 3) содержит гидравлический пресс 1, на подвижном столе которого консольно закреплена технологическая плита 2 с кареткой 3.
На основании каретки 3, являющейся разъемным дном бронекабины 6, жестко закреплена кассета 4, в каждой из шести ячеек которой установлена одна сменная пресс-форма 5 для прессования зарядов. Продольные стенки кассеты с внешней стороны каждой ячейки имеют перфорацию в виде отверстий для сброса давления и газовоздушной смеси в бронекамеру 6 в случае аварийной ситуации.
Пневмопривод 7 предназначен для перемещения каретки 3 по технологической плите 2 между позицией прессования зарядов и позицией подготовки пресс-форм 5.
Со стороны работника на верхней неподвижной плите и нижнем неподвижном основании пресса 1 закреплен защитный экран 8 с пневмоприводом, в окне защитного экрана консольно расположена технологическая плита 2для перемещения каретки 3.
На задней стенке бронекамеры 6 закреплена выхлопная труба 9, проходящая через стену производственного здания для удаления продуктов взрыва (в случае аварийной ситуации) за пределы помещения.
Внутри бронекамеры 6 закреплен жесткий упор 10 для передачи усилия пресса на пуансоны пресс-форм 5 при прессовании зарядов, взаимодействующий в конце рабочего хода стола пресса с поперечными стенками ячеек кассеты (ограничителями рабочего хода стола пресса) для исключения перепрессовки зарядов, при этом стенки бронекамеры 6 расположены с минимальным зазором по периметру внутри стенок каретки 3 для локализации продуктов взрыва внутри бронекабины 6 в случае аварийной ситуации.
Ячейки кассеты 4 попарно перекрыты съемными крышками 11 для удержания продуктов взрыва внутри ячейки в случае аварийной ситуации и отвода давления ударной волны через перфорацию внешней стенки ячейки в бронекамеру 6. Съемные крышки 11 имеют сквозные отверстия для пуансонов пресс-форм 5.
На задней стенке неподвижной плиты пресса 1 установлена емкость 12 автономной локальной системы пожаротушения с постоянным запасом воды, обеспечивающей высокое быстродействие при одновременном заполнении водой всех ячеек каретки 3 вместе с пресс-формами 5 и корпусами с зарядами из ВС при аварийной ситуации.
Емкость 12 соединена с бронекамерой 6 двумя водопроводными трубами 13, выходы которых внутри бронекамеры закрыты фланцевыми вышибными заглушками 14.
Работник, обслуживающий установку, находится непосредственно около пресса 1 и вручную обеспечивает обмен корпусов изделий с зарядами в пресс-формах 5 ячеек каретки 3 на позиции подготовки пресс-форм вне бронекамеры.
Работа установки осуществляется следующим образом. На позиции подготовки пресс-форм вне бронекамеры в пресс-форму 5 каждой ячейки кассеты 4 работник устанавливает корпус изделия, в который засыпана навеска ВС; попарно закрывает ячейки съемными крышками 11, через отверстия в которых устанавливает в пресс-формы пуансоны, и нажимает кнопку «Пуск» системы управления, определяющую начало автоматической части полного рабочего цикла.
Пневмопривод 7 перемещает каретку 3 на позицию прессования, защитный экран 8 закрывается; стол пресса 1 движется вверх вместе с технологической плитой 2 и кареткой 3; бронекамера 6 входит с минимальным зазором по периметру внутрь стенок каретки 3; пуансоны пресс-форм 5 взаимодействуют с жестким упором 10, обеспечивая прессование зарядов в корпус изделий. В конце рабочего хода стола пресса с жестким упором 10 взаимодействуют поперечные стенки кассеты 4 (ограничители рабочего хода пресса), исключая перепрессовку зарядов в корпусах изделий; затем подвижный стол пресса 1 возвращается в исходное положение, открывается защитный экран 8, пневмопривод 7 возвращает каретку 3 в исходное положение на позицию подготовки пресс-форм.
В случае взрыва заряда в одной из ячеек каретки при прессовании (аварийная ситуация) работник надежно защищен жесткими стальными стенками бронекамеры 6 и каретки 3, а также защитным экраном 8; продукты взрыва через перфорированную внешнюю стенку ячейки под давлением ударной волны поступают в бронекамеру 6 и далее через выхлопную трубу 9 удаляются за пределы производственного помещения.
При этом срабатывает система локального пожаротушения, вода из емкости 12 под давлением сжатого воздуха (0,4…0,6 МПа) движется по трубам 13, выталкивает заглушки 14 внутрь бронекамеры и заливает все ячейки кассеты 4 на каретке 3 вместе с пресс-формами и корпусами изделий с зарядами из ВС.
После возврата каретки 3 в исходное положение работник снимает пуансоны пресс-форм 5 и крышки 11, извлекает из пресс-форм готовые корпуса изделий с запрессованными зарядами, устанавливает в пресс-формы очередные, подготовленные к прессованию корпуса изделий с навесками ВС, устанавливает съемные крышки 11 и пуансоны пресс-форм 5. Далее, после нажатия кнопки «Пуск», цикл работы повторяется.
Таким образом, установка обеспечивает групповое прессование маломощных зарядов из ВС в присутствии обслуживающего персонала непосредственно у пресса, что определяет высокую производительность при низкой стоимости установки и безопасном ведении процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ | 2003 |
|
RU2242368C1 |
| СПОСОБ ФОРМИРОВАНИЯ РАЗРЫВНОГО ЗАРЯДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2446378C1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ | 2003 |
|
RU2242365C2 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ БОЕПРИПАСОВ ПОРОШКООБРАЗНЫМИ ВЗРЫВЧАТЫМИ СОСТАВАМИ | 2010 |
|
RU2520585C1 |
| Устройство для снаряжения боеприпасов | 1971 |
|
SU1841266A1 |
| УСТРОЙСТВО ДЛЯ СНАРЯЖЕНИЯ АРТИЛЛЕРИЙСКИХ БОЕПРИПАСОВ | 2016 |
|
RU2651712C2 |
| Установка для прессования шашек из взрывчатого вещества групповым способом | 1970 |
|
SU1841255A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЫВНОГО ЗАРЯДА БОЕПРИПАСА | 2007 |
|
RU2351578C2 |
| Автоматизированный комплекс для штамповки | 1987 |
|
SU1549649A1 |
| РОБОТИЗИРОВАННЫЙ КОМПЛЕКС ДЛЯ МНОГОПЕРЕХОДНОЙ ШТАМПОВКИ | 1993 |
|
RU2082527C1 |
Изобретение относится к области обработки материалов давлением и может быть использовано для группового прессования маломощных зарядов из взрывчатых составов. Установка содержит гидравлический пресс, на неподвижной плите которого закреплены бронекамера и жесткий упор для передачи усилия пресса на пуансоны пресс-форм. Бронекамера снабжена разъемным дном в виде установленной на технологической плите подвижного стола пресса каретки. Каретка оснащена приводом и кассетой с отдельными ячейками для пресс-форм. Внешние продольные стенки ячеек выполнены перфорированными. Поперечные стенки выполнены в виде ограничителей рабочего хода подвижного стола пресса. Упомянутые ограничители взаимодействуют с жестким упором. Ячейки попарно перекрыты съемными крышками с отверстиями для пуансонов пресс-форм. В результате обеспечивается возможность безопасного высокопроизводительного прессования в присутствии обслуживающего персонала непосредственно у пресса. 2 з.п. ф-лы, 3 ил.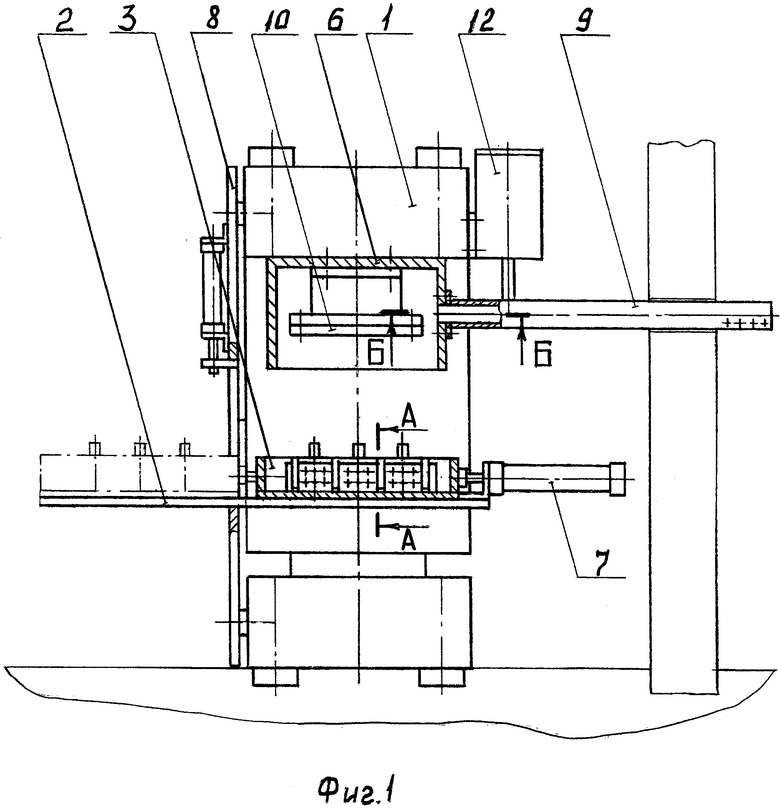
1. Установка для группового прессования маломощных зарядов из взрывчатых составов, содержащая гидравлический пресс, пресс-формы с пуансонами, бронекамеру с выхлопной трубой и жесткий упор для передачи усилия гидравлического пресса на пуансоны пресс-форм, отличающаяся тем, что бронекамера закреплена с жестким упором на неподвижной плите пресса и снабжена разъемным дном в виде установленной на технологической плите подвижного стола пресса каретки с приводом и кассетой с отдельными ячейками для пресс-форм, при этом внешние продольные стенки ячеек выполнены перфорированными, их поперечные стенки выполнены в виде ограничителей рабочего хода подвижного стола пресса, имеющих возможность взаимодействия с жестким упором, а ячейки попарно перекрыты съемными крышками с отверстиями для пуансонов пресс-форм.
2. Установка по п.1, отличающаяся тем, что она снабжена защитным экраном, закрепленным на неподвижной плите и основании пресса.
3. Установка по п.1, отличающаяся тем, что бронекамера снабжена автономной локальной системой пожаротушения.
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ | 2003 |
|
RU2242368C1 |
| УСТАНОВКА ПРЕССОВАНИЯ | 2001 |
|
RU2207953C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС | 2005 |
|
RU2307738C1 |
| US 3907947 A, 23.09.1975. | |||

