Область техники
Настоящее изобретение относится к стальному листу с нанесенным погружением в расплав покрытием системы Sn-Zn, обладающему высокой коррозионной стойкостью, свариваемостью и формуемостью, который пригоден для применения в качестве материала для топливных баков транспортных средств, бытовых электроприборов, промышленного оборудования и т.п.
Приоритет настоящей заявки испрошен на основании заявки на патент Японии № 2005-196192, поданной 5 июля 2005 г., содержание которой включено в данную заявку посредством ссылки.
Описание известного уровня техники
В качестве материалов для топливных баков, в основном, используются стальные листы с покрытием сплавом Pb-Sn, обладающие высокой коррозионной стойкостью, формуемостью, способностью к пайке (свариваемостью) и подобным, и они также широко используются для топливных баков транспортных средств.
Стальные листы с покрытием сплавом Sn-Zn производятся, в основном, гальваническим методом, при котором осуществляют электролизацию непокрытого стального листа в водном растворе, содержащем ионы Zn и Sn, например, как описано в патентном документе 1. Стальные листы с покрытием сплавом Sn-Zn, в котором основным компонентом является Sn, широко используются для электронных деталей благодаря их высокой коррозионной стойкости и способности к пайке. Известно, что стальные листы с покрытием Sn-Zn обладают отличными свойствами для их применения в топливных баках транспортных средств, и стальные листы с покрытием системы Sn-Zn, нанесенным погружением в расплав, описаны в перечисленных ниже патентных документах 2-4.
Хотя стальные листы с покрытием Pb-Sn широко используются в качестве материалов для топливных баков транспортных средств благодаря отличным свойствам (например, формуемости, коррозионной стойкости, способности к пайке, свариваемости и т.п.), учитывая возрастающее внимание к вопросам состояния окружающей среды, наблюдается тенденция к применению материалов, не содержащих Pb.
Стальные листы с покрытием электрическим сплавом Sn-Zn используются, в основном, для электронных деталей, которым необходима способность к пайке в низкокоррозионных средах.
Вышеупомянутые стальные листы с нанесенным погружением в расплав покрытием системы Sn-Zn обладают надежно высокой коррозионной стойкостью, формуемостью и способностью к пайке. Однако существует потребность в дальнейшем повышении коррозионной стойкости. В некоторых случаях точечная коррозия, обусловленная сегрегацией Zn, возникает даже на необработанной плоской части стального листа с покрытием системы Sn-Zn. В частности, поскольку при испытании на коррозионную стойкость при обрызгивании солевым раствором в загрязненной солью среде быстро образуется красная ржавчина, нельзя утверждать, что в загрязненных солью средах обеспечивается достаточная коррозионная стойкость. Для дополнительного улучшения защитного антикоррозионного эффекта можно повысить содержание Zn. Однако при избыточном увеличении количества Zn роль основного компонента покрытия переходит от Sn к Zn, поэтому Zn элюирует даже больше, чем Sn, что может привести к ухудшению коррозионной стойкости покрытия.
Патентный документ 1: Заявка на патент Японии, публикация №S52-130438
Патентный документ 2: Патент Японии №3126622
Патентный документ 3: Патент Японии №3126623
Патентный документ 4: Международная публикация РСТ WO 96/ 30560
Описание изобретения
Задачи, решаемые изобретением
В основу настоящего изобретения положена задача решения описанных выше проблем и создания стального листа с нанесенным погружением в расплав покрытием системы Sn-Zn, который обладает хорошо сбалансированными высокой коррозионной стойкостью, формуемостью и свариваемостью, без использования Pb.
Микроструктура нанесенного погружением в расплав покрытия Sn-Zn, по-видимому, является закристаллизованной микроструктурой, содержащей смесь первичных кристаллов Sn и бинарных эвтектических ячеек Sn-Zn и Zn, с которого начинается коррозия, вероятно, сегрегирует на границу эвтектическая кристаллическая ячейка - зерно эвтектической кристаллической ячейки. Поэтому много исследовательских работ было нацелено на подавление роста эвтектических кристаллических ячеек при одновременной активизации роста первичных кристаллов Sn. В результате было обнаружено, что слой покрытия, имеющий достаточно кристаллизованные первичные кристаллы Sn, и слой покрытия, имеющий выросшие эвтектические ячейки Sn-Zn, проявляют соответствующий уникальный характер плавления, и эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn, демонстрирует уникальный характер плавления при термическом анализе.
В результате обнаружения этого факта возникла идея изобретения, заключающаяся в том, что сегрегацию Zn можно уменьшить путем установления отношения эндотермической величины теплоты плавления, вызванной первичными кристаллами Sn, и эндотермической величины теплоты плавления, вызванной эвтектическими кристаллами Sn-Zn, в заданную область.
Согласно первому аспекту изобретения предложен стальной лист с нанесенным погружением в расплав покрытием системы Sn-Zn, содержащий: стальной лист и нанесенное погружением в расплав покрытие, сформированное на поверхности стального листа и содержащее от 1 до 8,8 мас.% Zn, остальное 91,2-99,0 мас.% Sn и неизбежные примеси. Отношение эндотермической величины теплоты плавления, вызванной эвтектическими кристаллами Sn-Zn, и эндотермической величины теплоты плавления, вызванной первичными кристаллами Sn, в нанесенном погружением в расплав покрытии удовлетворяет следующей формуле:
(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn)/ {(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) + (эндотермическая величина теплоты плавления, вызванная эвтектическими кристаллами Sn-Zn)} ≥ 0,3.
Температура эндотермического пика, вызванного плавлением первичных кристаллов Sn, составляет 200°С или выше и 230°С или ниже, а температура эндотермического пика, вызванного плавлением эвтектических кристаллов Sn-Zn, составляет 198°С или выше и менее чем 200°С.
Согласно второму аспекту изобретения предложен стальной лист с нанесенным погружением в расплав покрытием системы Sn-Zn, содержащий: стальной лист и нанесенное погружением в расплав покрытие, сформированное на поверхности стального листа и содержащее от 4 до 8,8 мас.% Zn, остальное 91,2-96,0 мас.% Sn и неизбежные примеси. Отношение эндотермической величины теплоты плавления, вызванной эвтектическими кристаллами Sn-Zn, и эндотермической величины теплоты плавления, вызванной первичными кристаллами Sn, в нанесенном погружением в расплав покрытии удовлетворяет следующей формуле:
(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn)/{(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) + (эндотермическая величина теплоты плавления, вызванная эвтектическими кристаллами Sn-Zn)} ≥ 0,3.
Температура эндотермического пика, вызванного плавлением первичных кристаллов Sn, составляет 200°С или выше и 230°С или ниже, а температура эндотермического пика, вызванного плавлением эвтектических кристаллов Sn-Zn, составляет 198°С или выше и менее чем 200°С.
"Эндотермические величины" - это величины, измеренные с помощью дифференциального сканирующего калориметра (ДСК) при температуре эндотермического пика, вызванного плавлением первичных кристаллов Sn, и температуре эндотермического пика, вызванного плавлением эвтектических кристаллов Sn-Zn.
Эффект, обеспечиваемый изобретением
Предложенные стальные листы с нанесенным погружением в расплав покрытием системы Sn-Zn можно использовать в качестве не содержащего Pb, защищенного от образования ржавчины стального листа для топливного бака, который имеет высокую коррозионную стойкость, формуемость и свариваемость, а также долгосрочную стойкость к воздействию загрязненного бензина или подобного. Соответственно стальные листы с нанесенным погружением в расплав покрытием системы Sn-Zn обладают свойствами, делающими их пригодными для материалов, которые используются для топливных баков, без применения Pb.
Краткое описание чертежей
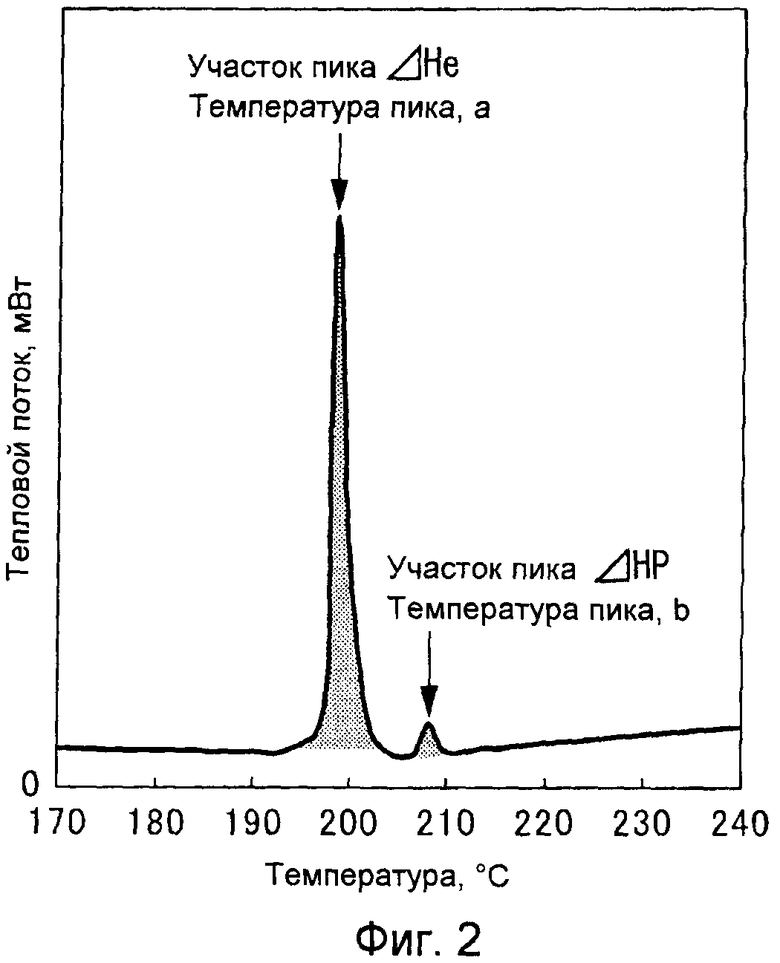
Фиг.1 изображает график дифференциальной сканирующей калориметрической кривой для покрытия, полученного согласно настоящему изобретению.
Фиг.2 изображает график дифференциальной сканирующей калориметрической кривой для покрытия, полученного согласно сравнительному примеру.
Обозначения на чертежах:
а - температура эндотермического пика эвтектических кристаллов Sn-Zn,
b - температура эндотермического пика первичных кристаллов Sn.
Вариант осуществления изобретения
Далее настоящее изобретение будет описано подробно.
Предложенный стальной лист с нанесенным погружением в расплав покрытием системы Sn-Zn состоит из стального листа и слоя нанесенного погружением в расплав покрытия, образованного на поверхности стального листа. Примеры стального листа могут включать в себя отожженный стальной лист или прокатный материал, причем отожженный стальной лист получают из стальной отливки, прошедшей обработку рядом процессов, включающих в себя горячую прокатку, кислотное травление, холодную прокатку, отжиг, дрессировку и подобное. Стальной лист должен содержать компоненты, которые обеспечивают возможность придания топливному баку сложной формы, позволяют получить тонкий легированный слой на границе сталь-покрытие, препятствуют отслаиванию покрытия и распространению коррозии внутри топливного бака и снаружи. В частности, так как топливный бак является частью, требующей высокой степени формуемости, предпочтительно использовать сталь без примесей внедрения (сталь IF), обладающую хорошей формуемостью, а также предпочтительно использовать стальной лист с добавлением нескольких ppm В, чтобы обеспечить герметичность сварного шва, вторичную формуемость и подобное. Обычно компоненты стали IF содержатся предпочтительно в следующих пределах: С ≤0,003 мас.%, Si <0,01 мас.%, Mn:0,10-0,20 мас.%, Р<0,025 мас.%, S:0,005-0,02 мас.%, Ti:0,040-0,060 мас.%, остальное - Fe и неизбежные примеси. Кроме того, сталь IF более предпочтительно содержит около 5 ppm В. Например, сталь IF может содержать следующие компоненты С 0,003 мас.%, Si 0,01 мас.%, Mn 0,20 мас.%, Р 0,01 мас.%, S 0,01 мас.%, Ti 0,06 мас.%, остальное - Fe и неизбежные примеси. При горячей прокатке сляб нагревают до температуры около 1150°С и затем подвергают горячей прокатке до толщины около 3-6 мм. После этого катаную сталь подвергают кислотному травлению, а затем холодной прокатке до толщины около 0,5-1,5 мм. Затем удаляют с поверхности смазочную жидкость для прокатки, железный порошок и подобное посредством щелочного электролиза и подвергают катаную сталь отжигу. Из соображений экономии отжиг предпочтительно осуществляется в непрерывном режиме, однако он может также выполняться периодически. После этого катаную сталь подвергают дрессировке, наносят погружением в расплав первое покрытие из Ni или сплава Fe-Ni, а затем наносят покрытие погружением в расплав с использованием метода нанесения покрытия, который обычно называют "флюсовым" методом.
В настоящем изобретении покрытие сплавом Sn-Zn формируют, в основном, погружением в расплав. Основной причиной применения метода погружения в расплав является возможность обеспечения достаточного веса покрытия. Гальванический метод неэкономичен, хотя он может обеспечить достаточный вес покрытия при продолжительном электролизе. В настоящем изобретении целевой вес покрытия составляет от 10 до 150 г/кв.м (на одну сторону поверхности), что является относительно тяжелым покрытием. Поэтому нанесение покрытия погружением в расплав является предпочтительным. Кроме того, поскольку состав сплава Sn-Zn трудно контролировать должным образом, если разность потенциалов между элементами покрытия велика, метод погружения в расплав является наиболее предпочтительным для сплава Sn-Zn.
Покрытие системы Sn-Zn, нанесенное погружением в расплав, содержит 1-8,8 мас.% Zn, остальное - 91,2-99,0 мас.% Sn и неизбежные примеси. Содержание Zn в составе покрытия ограничено соображениями баланса коррозионной стойкости внутренней и наружной поверхностей топливного бака. Для наружной поверхности топливного бака требуется способность полной защиты от образования ржавчины, и поэтому ее покрывают краской после формовки топливного бака. Соответственно толщина краски влияет на способность к предотвращению образования ржавчины, однако, что касается материала покрытия, антикоррозионный эффект покрытия сдерживает возникновение красной ржавчины. В частности, антикоррозионный эффект покрытия очень важен для части, имеющей не очень хорошее покрытие. Потенциал покрытия снижается при добавлении Zn в покрытие на основе Sn, поэтому покрытию придается защитная антикоррозионная способность. Для этого требуется добавление не менее 1 мас.% Zn. Избыточное добавление более 8,8 мас.% Zn, что соответствует эвтектической точке бинарной эвтектики Sn-Zn, увеличивает температуру плавления, тем самым способствуя росту крупных кристаллов Zn. Это вызывает избыточный рост слоя интерметаллических соединений (так называемого легированного слоя), лежащего под покрытием. По этой причине содержание Zn должно составлять 8,8 мас.% или меньше. Хотя крупные кристаллы Zn не нарушают протекторной антикоррозионной способности, в крупных кристаллах Zn может возникать избирательная коррозия. Кроме того, так как интерметаллические соединения очень хрупкие, при прессовании в покрытии могут возникать трещины из-за роста слоя интерметаллических соединений, лежащего под покрытием, что может приводить к ухудшению антикоррозионного эффекта покрытия.
С другой стороны, коррозия внутренней поверхности топливного бака не представляет проблемы только для нормального бензина. Однако существует возможность того, что внутренняя поверхность топливного бака может подвергнуться воздействию жестких агрессивных условий из-за примеси воды или ионов хлора в бензине, образования органической карбоновой кислоты при окислительном процессе в бензине и подобном. Вытекание бензина из топливного бака при сквозной коррозии может привести к серьезной аварии, поэтому необходимо полностью защитить внутреннюю поверхность топливного бака от коррозии. Был приготовлен испорченный бензин, содержащий упомянутые агрессивные компоненты, и изучались свойства при различных условиях. В результате было обнаружено, что покрытие сплавом Sn-Zn, которое содержит 8,8 мас.% Zn или меньше, обеспечивает высокую коррозионную стойкость.
Если покрытие содержит только Sn без Zn или содержит Sn и менее 1 мас.% Zn, то это покрытие не обеспечивает защитной антикоррозионной способности для непокрытого стального листа (материала, на который наносится покрытие), начиная с первоначальной стадии, когда покрытие подвергается воздействию коррозионной среды. По этой причине внутренняя поверхность топливного бака подвержена точечной коррозии с микроотверстиями на покрытой части, а на наружной поверхности топливного бака рано начинает образовываться красная ржавчина.
С другой стороны, если слой покрытия содержит более 8,8 мас.% Zn, то Zn плавится первым, образуя множество продуктов коррозии за короткое время. При использовании стального листа с нанесенным погружением в расплав покрытием системы Sn-Zn для топливного бака это может привести к засорению системы подачи топлива двигателя. Помимо коррозионной стойкости при увеличении содержания Zn ухудшается формуемость покрытия и тем самым ухудшается прессуемость, что характерно для покрытия на основе Sn. Также с увеличением содержания Zn значительно ухудшается способность к пайке из-за присутствия оксидов Zn и повышения температуры плавления покрытия.
Поэтому в настоящем изобретении содержание Zn в покрытии сплавом Sn-Zn предпочтительно составляет 1-8,8 мас.% и более предпочтительно 4,0-8,8 мас.%, чтобы обеспечить достаточный антикоррозионной эффект.
Далее будет описан характер плавления покрытия. Характер плавления является наиболее важным фактором в настоящем изобретении, и он определяется балансом между коррозионной стойкостью внутренней поверхности и наружной поверхности топливного бака и технологичностью.
В настоящем изобретении отношение эндотермической величины теплоты плавления, вызванной эвтектическими кристаллами Sn-Zn, и эндотермической величины теплоты плавления, вызванной первичными кристаллами Sn, в нанесенном погружением в расплав покрытии удовлетворяет следующей формуле:
(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn)/ {(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) + (эндотермическая величина теплоты плавления, вызванная эвтектическими кристаллами Sn-Zn)} ≥0,3.
Основанием для такого определения отношения эндотермических величин является то, что микроструктура покрытия сильно изменяется на границе (эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn)/ {(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) + (эндотермическая величина теплоты плавления, вызванная эвтектическими кристаллами Sn-Zn)} = 0,3.
В микроструктуре покрытия, демонстрирующей при термическом анализе соотношение (эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn)/{(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) + (эндотермическая величина теплоты плавления, вызванная эвтектическими кристаллами Sn-Zn)} <0,3, ячейки эвтектических кристаллов Sn-Zn растут по всей поверхности, в результате чего, вероятно, сегрегация Zn проходит через все покрытие в направлении глубины в границу между эвтектической кристаллической ячейкой Sn-Zn и зерном эвтектической кристаллической ячейки.
С другой стороны, в микроструктуре покрытия, демонстрирующей при термическом анализе соотношение (эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn)/ {(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) + (эндотермическая величина теплоты плавления, вызванная эвтектическими кристаллами Sn-Zn)} ≥0,3, выкристаллизовываются первичные кристаллы Sn, количество которых достаточно для подавления затвердевания эвтектических кристаллических ячеек Sn-Zn. Это позволяет существенно уменьшить сегрегацию Zn. В результате быстро повышается коррозионная стойкость покрытия. Согласно приведенному выше описанию в составе бинарного сплава Sn-Zn, образующего нанесенное погружением покрытие, согласно настоящему изобретению отношение эндотермической величины теплоты плавления, вызванной эвтектическими кристаллами Sn-Zn, и эндотермической величины теплоты плавления, вызванной первичными кристаллами Sn, определяется следующей формулой:
(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn)/ {(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) + (эндотермическая величина теплоты плавления, вызванная эвтектическими кристаллами Sn-Zn)} ≥0,3.
Причина, по которой было принято такое определение, будет более подробно описана ниже.
Как отмечалось выше, защитная антикоррозионная способность придается покрытию содержанием Zn в нанесенном погружением в расплав покрытии на основе Sn. Этот эффект используется для уменьшения коррозии внутренней и наружной поверхности топливного бака. Однако в агрессивной среде, поскольку Zn обычно элюирует с высокой скоростью, если в покрытии имеются сегрегировавшие части Zn, то предпочтительно элюируют именно они, и поэтому существует вероятность образования выемок точечной коррозии на месте сегрерировавшего Zn.
В пределах состава нанесенного погружения в расплав покрытия согласно изобретению существует вероятность того, что микроструктура покрытия системы Sn-Zn, нанесенного методом погружения в расплав, станет закристаллизованной микроструктурой, содержащей смесь первичных кристаллов Sn и бинарных эвтектических ячеек Sn-Zn, и в это время Zn, вероятно, будет сегрегировать на границу между эвтектической кристаллической ячейкой и зерном эвтектической кристаллической ячейки. Хотя причина высокой вероятности сегрегации Zn на границу эвтектическая кристаллическая ячейка - зерно эвтектической кристаллической ячейки не является очевидной, предположительно ею может быть следующее:
(a) влияние небольшого количества примесей с высоким сродством к Zn;
(b) микроструктура эвтектических кристаллов на границе эвтектическая кристаллическая ячейка - зерно эвтектической кристаллической ячейки окончательно затвердевшей части, вероятно, укрупняется; и
(c) так как Zn является предшествующей фазой при затвердевании эвтектических кристаллов Sn-Zn, предшествующие фазы Zn различных эвтектических кристаллических ячеек на границе эвтектическая кристаллическая ячейка - зерно эвтектической кристаллической ячейки связаны друг с другом.
Zn, сегрегировавший на границу между эвтектической кристаллической ячейкой - зерном эвтектической кристаллической ячейки, становится начальной точкой коррозии и, вероятно, вызывает избирательную коррозию, как описывалось выше.
Сегрегация Zn может быть уменьшена путем активного роста первичных кристаллов Sn с одновременным подавлением роста эвтектических кристаллических ячеек с Sn. Так как Sn кристаллизуется в виде первичных кристаллов в предложенных интервалах состава покрытия, нанесенного методом погружения в расплав, когда по слою покрытия на начальной стадии затвердевания распространяются дендриты Sn в форме сетки, дальнейший рост бинарных эвтектических ячеек Sn-Zn, растущих в результате реакции эвтектических кристаллов, подавляется осями дендрита Sn. Соответственно большие эвтектические кристаллические ячейки не сталкиваются друг с другом, и поэтому Zn не сегрегирует на границу эвтектическая кристаллическая ячейка - зерно эвтектической кристаллической ячейки, что существенно повышает коррозионную стойкость внутренней и наружной поверхностей топливного бака.
Для обеспечения активного роста первичных кристаллов Sn можно расширить исходные точки роста Sn (центры зародышеобразования). В процессе затвердевания нанесенного погружением покрытия, поскольку много тепла отводится в сторону стального листа, затвердевание протекает от поверхности раздела между покрытием и непокрытым стальным листом. Соответственно, когда на нижележащем легированном слое покрытия, нанесенного методом погружения в расплав, или на непокрытом стальном листе образуется микронеровность, можно создать начальные точки роста (центры зародышеобразования) дендрита первичных кристаллов Sn.
Наиболее эффективный метод создания центров зародышеобразования заключается в контроле формы легированной фазы (образованной непокрытым стальным листом и металлом покрытия) нижележащего слоя покрытия, нанесенного методом погружения в расплав. На зародышеобразование Sn эффективное влияние оказывают микронеровности, и процесс формирования легированной фазы можно контролировать. То есть участки, на которых формируется легированная фаза, образуют выступы, а участки, на которых легированная фаза подавляется, становятся углублениями. Такой контроль можно обеспечить посредством регулирования температуры ванны расплава покрытия и времени погружения, и если на стальной лист наносится предварительное покрытие перед указанным нанесением покрытия, такой контроль можно также обеспечить посредством регулирования вида и веса этого дополнительного предварительного покрытия.
Далее будут подробно обсуждаться различные факторы, используемые для получения легированной фазы.
Вид и вес предварительного покрытия
(а) Элемент Ni
Образование сплава металла Sn-Zn и Fe (непокрытого стального листа) подавляется на участках, покрытых Ni при предварительном покрытии в процессе затвердевания покрытия, нанесенного методом погружения. С другой стороны, металлы Sn-Zn и Fe (непокрытый стальной лист) образуют сплав на участках, не покрытых Ni. В результате этого возникает легированная фаза с микронеровностями. Когда вес предварительного покрытия достигает интервала 0,01-0,3 г/куб.м на одной стороне поверхности, слой предварительного покрытия не нанесен равномерно (имеются непокрытые части размером порядка микрометра, заметные под СЭМ (при увеличении около 5000), то при этом образуется легированная фаза с микронеровностями за счет разности роста фаз, как было описано выше. Чтобы стабилизировать центры зародышеобразования, вес предварительного покрытия должен составлять предпочтительно 0,01-0,24 г/кв.м, более предпочтительно 0,01-0,09 кв.м. Достаточное покрытие Ni можно получить при использовании простой ванны Ватта. Для сведения, типичный состав ванны Ватта составляет 240-350 г/л сульфата никеля, 30-60 г/л хлорида никеля и 30-45 г/л борной кислоты при следующих условиях нанесения покрытия: рН 2,5-4,5, температура ванны 40-60°С и плотность тока 2-10 А/дм2.
(b) Сплав Fe-Ni
При некотором совпадении с описанием для элемента Ni образование сплава Fe и Ni с металлом системы Sn-Zn отлично. В частности, Fe образует сплав с металлом Sn-Zn, а Ni не образует сплава с металлом Sn-Zn. В результате образуется легированная фаза, имеющая микронеровности. Соответственно предварительное покрытие сплавом Fe-Ni обеспечивает тот же самый эффект. Состав предварительного покрытия Fe-Ni может быть произвольным, если он только не сдвинут чрезмерно к Fe или Ni. Например, состав предварительного покрытия не оказывает отрицательного влияния в интервале от Fe 10 мас.% Ni до Fe 80 мас.% Ni. Предпочтительный состав предварительного покрытия находится в интервале от Fe 21 мас.% Ni до Fe 70 мас.% Ni, при котором первичные кристаллы Sn могут образовываться более стабильно. В качестве ванны для покрытия сплавом Fe-Ni можно использовать описанную выше ванну Ватта Ni с добавлением 30-200 г/л сульфата железа. В отличие от элемента Ni для покрытия сплавом Fe-Ni не требуется неравномерного нанесения. Поэтому нет необходимости устанавливать верхний предел веса предварительного покрытия. Однако с экономической точки зрения вес предварительного покрытия предпочтительно составляет 0,01-2,0 г/кв.м на одну сторону.
Температура ванны покрытия и время погружения при нанесении покрытия погружением в расплав.
Температура ванны покрытия и время погружения при нанесении покрытия погружением в расплав имеют большое значение для роста легированной фазы.
Легированная фаза не растет, если температура ванны для нанесения покрытия слишком низкая, и ее рост стимулируется, если температура ванны для нанесения покрытия высокая. С точки зрения технологичности во многих случаях нижний предел температуры ванны для нанесения покрытия погружением устанавливается на температуру ликвидуса металла покрытия +10-50°С, а верхний предел устанавливается на температуру ликвидуса +100°С максимум. Если температура ванны для нанесения покрытия низкая, то существует риск затвердевания металла покрытия из-за неравномерности температуры ванны в печи для нанесения покрытия. С другой стороны, если температура ванны для нанесения покрытия методом погружения в расплав высокая, происходит избыточный рост легированной фазы, затвердевание требует охлаждения после нанесения покрытия, и такой процесс нанесения покрытия неэкономичен. При покрытии системой Sn-Zn в слое покрытия, нанесенного погружением в расплав, согласно данному изобретению с учетом интервалов состава Sn-Zn температура ванны для нанесения покрытия предпочтительно находится в пределах 240-300°С, при которой можно сформировать легированную фазу с микронеровностями за счет комбинации описанного выше предварительного покрытия и времени погружения, которое будет описано ниже.
Обычно существует тенденция к тому, что легированная фаза растет недостаточно при коротком времени погружения и растет избыточно при длительном времени погружения. В настоящем изобретении легированная фаза вырастает при погружении всего на одну секунду, и рост легированной фазы осуществляется медленно даже при погружении на длительное время. При фактически непрерывном нанесении покрытия методом погружения в расплав время погружения составляет по меньшей мере 2 секунды. Обычно в зависимости от размера печи для нанесения покрытия не бывает случая погружения для нанесения покрытия на 15 секунд или больше. Более длительное время погружения приводит к снижению производительности и экономичности. Когда время погружения находится в интервале 2-15 секунд, можно сформировать легированную фазу с микронеровностями путем комбинации описанного выше процесса предварительного покрытия и температуры ванны для нанесения покрытия методом погружения в расплав.
Неровность стального листа
Так как неровности являются центром зародышеобразования, микронеровность, созданная механически на стальном листе, имеет тот же самый эффект, что и неровность на легированной фазе. Примеры методов создания микронеровностей на стальном листе могут включать в себя метод передачи с использованием прокатного валка, имеющего микронеровности, метод дробеструйной обработки с использованием мелкого жесткого порошка и подобное.
Кроме того, для создания условий развития первичных кристаллов Sn необходимо учитывать влияние скорости охлаждения после газовой очистки, выполняемой для регулирования веса покрытия. Хотя первичные кристаллы Sn затвердевают первыми в микроструктуре, содержащей первичные кристаллы Sn и бинарные эвтектические кристаллы Sn-Zn, предпочтительно уменьшить скорость охлаждения, чтобы дать возможность достаточно развиться первичным кристаллам Sn. При формирования покрытия Sn-Zn методом погружения в расплав в комбинации с упомянутым выше предварительным покрытием скорость охлаждения покрытия Sn-Zn, нанесенного погружением в расплав, предпочтительно составляет 30°С/с или меньше. Хотя ее нижний предел не определен конкретно, поскольку при слишком низкой скорости уменьшается производительность, предпочтительно, чтобы в реальном производстве скорость охлаждения была 10°С/с или выше.
Покрытие Sn-Zn, имеющее закристаллизованную микроструктуру, в которой положительно кристаллизованы первичные кристаллы Sn, как было описано выше, демонстрирует уникальный характер плавления, и отношение эндотермической величины теплоты плавления, вызванной эвтектическими кристаллами Sn-Zn, и эндотермической величины теплоты плавления, вызванной первичными кристаллами Sn, который удовлетворяет следующей формуле:
(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn)/{(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) + (эндотермическая величина теплоты плавления, вызванная эвтектическими кристаллами Sn-Zn)} ≥ 0,3.
В настоящем изобретении, учитывая характер затвердевания бинарного состава сплава Sn-Zn покрытия, первичные кристаллы Sn кристаллизуются в состоянии равновесия. Однако в реальном процессе нанесения покрытия погружением в расплав, если не обеспечить средство для стимуляции кристаллизации первичных кристаллов, как описано выше, то покрытие Sn-Zn, полученное методом погружения в расплав, вероятно, переохладится, что может привести к образованию микроструктуры покрытия, имеющей только эвтектические кристаллические ячейки Sn-Zn в широком интервале состава от точки эвтектики до низкого мас.% Zn. Однако с помощью термического анализа покрытия авторы обнаружили, что существует определенная разность эндотермических величин теплоты плавления, вызванных первичными кристаллами Sn, между покрытием, имеющим ячейки выросших эвтектических кристаллов Sn-Zn, и покрытием, в котором достаточно выкристаллизовались первичные кристаллы Sn. Используя эту разность, можно различать эти микроструктуры. А именно покрытие, имеющее эвтектические кристаллические ячейки, почти не показывает эндотермической величины теплоты плавления, вызванной первичными кристаллами Sn, а показывает, в основном, эндотермическую величину теплоты плавления, вызванную эвтектическими кристаллами Sn-Zn.
С другой стороны, покрытие, в котором достаточно выкристаллизовались первичные кристаллы Sn, показывает заметную эндотермическую величину теплоты плавления, вызванную первичными кристаллами Sn, и так как состав бинарного сплава Sn-Zn покрытия, нанесенного методом погружения в расплав, удовлетворяет приведенной ниже формуле, его можно идентифицировать. Соответственно в настоящем изобретении отношение эндотермической величины теплоты плавления, вызванной эвтектическими кристаллами Sn-Zn, и эндотермической величины теплоты плавления, вызванной первичными кристаллами Sn, определяется следующей формулой:
(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn)/ {(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) + (эндотермическая величина теплоты плавления, вызванная эвтектическими кристаллами Sn-Zn)} ≥0,3.
Кроме того, в составе нанесенного методом погружения в расплав покрытия согласно данному изобретению температура эндотермического пика, b, вызванная плавлением первичных кристаллов Sn, составляет 200°С или выше и 230°С или ниже, а температура эндотермического пика, а, вызванная плавлением эвтектических кристаллов Sn-Zn, составляет 198°С или выше и менее чем 200°С. Используя несколько методов изучения характера плавления, одним из которых был метод дифференциальной сканирующей калориметрии (ДСК) как один из методов термического анализа, авторы настоящего изобретения обнаружили, что существует корреляция между результатами термического анализа ДСК и коррозионной стойкостью стального листа с покрытием. Метод ДСК заключается в одновременном нагревании контрольного материала и образца, добавлении энергии, необходимой для компенсации разности температур между контрольным материалом и образцом, и измерении временного изменения требуемой энергии (изменение теплосодержания) и температуры контрольного материала. Дифференциальная сканирующая калориметрическая кривая, полученная в таких измерениях, обеспечивает сигнал для эндотермической реакции и экзотермической реакции при любой температуре (получает пик). В этом методе, так как тепловая энергия обеспечивается в виде джоулева тепла электричества, теплоту реакции можно измерить количественно.
В настоящем изобретении в качестве дифференциального сканирующего калориметра использовался DSC7 (поставляемый компанией PerkinElmer Co.,Ltd.). Образец для измерения диаметром 6 мм был взят из стального листа с нанесенным методом погружения в расплав покрытием системы Sn-Zn (толщиной 0,5-2,0 мм) и герметично закрыт в алюминиевом контейнере. Скорость нагрева обычно выбирается в интервале 2-20°С/мин. Результат измерения зависит от скорости нагревания. С увеличением скорости нагревания весь характер плавления сдвигается к высокой температуре, а максимальное разрешение уменьшается. Однако поскольку скорость изменения в час возрастает, повышается чувствительность внешнего вида, что является благоприятным для обнаружения микровершин. Кроме того, поскольку целевой характер поведения может зависеть от скорости нагрева, существует потребность в выполнении измерений при различных скоростях нагрева.
В настоящем изобретении эффективную, оптимальную дифференциальную сканирующую калориметрическую кривую можно получить при скорости нагрева 2,5°С/мин. При этой скорости нагрева можно отличить эндотермический пик в интервале 198°С или выше до менее чем 200°С от эндотермического пика в интервале 200°С или выше до 230°С или ниже.
В настоящем изобретении температура эндотермического пика показывает максимальную температуру эндотермического пика (температуру вершины пика), отображенную на дифференциальной сканирующей калориметрической кривой. Эндотермическую величину получают из участка, ограниченного базовой линией и кривой.
Согласно настоящему изобретению ожидается, что отличную коррозионную стойкость можно получить посредством последующего нанесения на поверхность покрытия другого слоя покрытия, содержащего неорганическое соединение, органическое соединение или их композит. Эта обработка хорошо совместима с покрытием Sn-Zn и закрывает дефективные участки, такие как точечные микроотверстия, растворяя слой покрытия, чтобы заполнить точечные отверстия и т.п., что существенно улучшает коррозионную стойкость.
ПРИМЕРЫ
Далее будут описаны примеры настоящего изобретения
Пример 1
На отожженные и отпущенные стальные листы толщиной 0,8 мм наносили покрытие 0,1 г/кв.м гальваническим методом (при температуре ванны 50°С и плотности тока 10 А/дм2 на одну сторону поверхности) с использованием ванны Ватта (240 г/л сульфата никеля, 45 г/л хлорида никеля, 30 г/л борной кислоты, рН=4,0). Затем эти стальные листы покрывали флюсом, содержащим хлорид цинка, хлорид аммония и соляную кислоту, и погружали в ванны для покрытия с Sn-Zn при 280°С. После реакции ванны с поверхностью стального листа в течение 5 секунд стальные листы извлекали из ванн и затем вес покрытия (общий вес покрытия Sn+Zn) регулировали до уровня 40 г/кв.м (на одной стороне поверхности) методом газовой зачистки. После газовой зачистки скорость охлаждения изменяли посредством охлаждения воздушной струей, чтобы слой нанесенного погружением покрытия затвердел.
Дифференциальную сканирующую калориметрическую кривую для полученного стального листа с покрытием Sn-Zn измеряли с помощью DSC7 (компании PerkinElmer Co., Ltd.). Образец для измерения диаметром 6 мм брали из стального листа с покрытием Sn-Zn и герметично закрывали в алюминиевом контейнере. Замеры образца проводили при скорости нагрева 2,5°С/мин в интервале от нормальной температуры до 250°С. Температуры эндотермических пиков, а и b, получали из максимальных температур эндотермических пиков (температуры вершины пика), отображенных дифференциальной сканирующей калориметрической кривой, а эндотермические величины получали из участков, ограниченных базовой линией и кривой.
Коррозионную стойкость наружной поверхности топливного бака в загрязненной солью среде оценивали по коэффициенту площади красной ржавчины после SST 960 часов. Случай, в котором показатель площади красной ржавчины был 10% или меньше, оценивался как хороший результат.
Коррозионную стойкость внутренней поверхности топливного бака оценивали следующим образом. Готовили агрессивную жидкость путем добавления 10 об.% воды в принудительно испорченный бензин, который оставляли в резервуаре под давлением при 100°С на 24 часа. Проводили тест на коррозию, в котором стальной лист с покрытием, формованный посредством волочения (уменьшение толщины листа 14% с уплотнениями 30×35 мм на кромках и торце), подвергали коррозии при 45°С в течение трех недель в 350 мл агрессивной жидкости, затем измеряли виды и величину элюции ионов металла, элюировавших в испытании на коррозию. Случай, в котором величина элюции ионов металла была меньше 200 ppm относительно общего количества металла, оценивали как хороший результат.
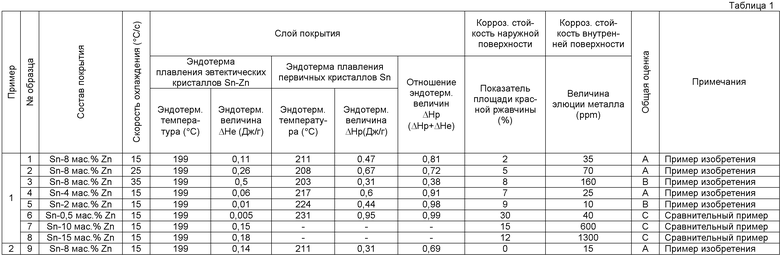
На фиг.1 показана дифференциальная сканирующая калориметрическая кривая для образца № 1. В таблице 1 приведены полученные результаты оценки. Примеры изобретения образцов №№ 1-5, представленные в таблице 1, имели достаточную стойкость для их использования. Образцы №№ 1-3 были приготовлены для изучения влияния скорости охлаждения. Хотя отношение эндотермических величин уменьшалось (т.е. уменьшились первичные кристаллы Sn) с увеличением скорости охлаждения, образец № 3 был на уровне практического применения. Сравнительный пример в образце № 6 имел низкое содержание Zn (мас.%), и поэтому не был достигнут достаточный протекторный антикоррозионный эффект, и коррозионная стойкость его наружной поверхности была несколько хуже. Сравнительные образцы №№ 7 и 8 имели высокое содержание Zn (мас.%), низкое отношение эндотермических величин и первичные кристаллы Sn не появились. Так как стимулировались сегрегация Zn на границе зерна ячейки эвтектических кристаллов и рост крупных кристаллов, коррозионная стойкость внутренней и наружной поверхностей топливных баков ухудшилась.
Результат общей оценки каждого образца показан следующим образом:
А - Хорошо, отличная коррозионная стойкость
В - Удовлетворительно, пригоден к использованию
С - Плохо, не пригоден к использованию.
Пример 2
Использовался холоднокатаный стальной лист толщиной 0,8 мм с шероховатостью 1,5 мкм в СКШ, созданной рабочим валком. После удаления смазочной жидкости для прокатки с использованием тепла по методу Сендзимира (Sendzimir) поверхность стального листа дезоксидировали, а затем стальной лист погружали в ванну для покрытия, содержащую Sn-8 мас.% Zn при 300°С. Сокращение "СКШ" в данном контексте означает среднеквадратическую шероховатость, вычисленную путем деления целого значения квадрата кривой шероховатости в любом интервале на длину интервала и вычисления квадратного корня результата деления.
После реакции ванны с поверхностью стального листа в течение 3 секунд стальной лист извлекали из ванны и затем регулировали вес покрытия (общий вес покрытия Sn-Zn) на 40 г/кв.м (на одной стороне поверхности) методом газовой очистки.
Полученные результаты оценки представлены в таблице 1. Как показано образцом № 9 в таблице 1, было подтверждено, что первичные кристаллы Sn достаточно выросли. Коррозионная стойкость наружной поверхности топливного бака в загрязненной солью среде была хорошей, без красной ржавчины, хотя через SST 960 часов появилась белая ржавчина. Коррозионная стойкость внутренней поверхности топливного бака также была хорошей, хотя очень небольшое количество Zn покрытия элюировало в виде элюировавших ионов металла, и величина элюции составила 15 ppm.
Пример 3
На отожженные и отпущенные стальные листы толщиной 0,8 мм было нанесено гальваническим методом гладкое и равномерное покрытие 0,5 г/кв.м Ni (температура ванны 50°С и плотность тока 10 А/дм2 на одну сторону поверхности) с использованием ванны Ватта (240 г/л сульфата никеля, 45 г/л хлорида никеля, 30 г/л борной кислоты, рН=4,0). Затем эти стальные листы покрывали флюсом, содержащим хлорид цинка, хлорид аммония и соляную кислоту, и погружали в ванну покрытия с Sn-Zn при 280°С. После реакции ванны с поверхностью стального листа в течение 5 секунд стальные листы извлекали из ванны и затем регулировали вес покрытия (общий вес покрытия Sn+Zn) на уровне 40 г/кв.м (на одной стороне поверхности) методом газовой очистки.
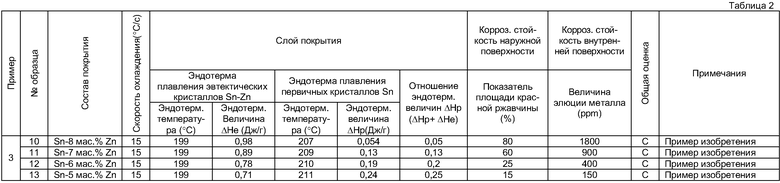
На фиг.2 показана дифференциальная сканирующая калориметрическая кривая для образца № 10. В таблице 2 показаны результаты оценки. Образец № 10 в таблице 2 содержит, в основном, эвтектические кристаллы Sn-Zn и немного первичных кристаллов Sn. Под оптическим микроскопом было обнаружено, что этот образец имеет сегрегацию Zn на границе зерна эвтектической кристаллической ячейки. Что касается коррозионной стойкости наружной поверхности топливного бака, показатель площади красной ржавчины, появившейся через SST 960 часов, составил 80%, и возникла обширная точечная коррозия. Что касается коррозионной стойкости внутренней поверхности топливного бака, Zn и Fe элюировали как элюировавшие ионы металлов, величина элюции составила 1800 ppm, и возникла точечная коррозия. По сравнению с образцом № 10 образцы №№ 11-13 имели более высокое отношение эндотермической величины теплоты плавления, вызванной первичными кристаллами Sn, но не выше 0,3, и коррозионная стойкость существенно не улучшилась.
Пример 4
На отожженные и отпущенные стальные листы толщиной 0,8 мм было нанесено гальваническим методом покрытие из сплава Ni-Fe 1,0 г/кв.м с различным составом (температура ванны 50°С, плотность тока 10 А/кв.дм на одну сторону поверхности) с использованием ванн для покрытия Fe-Ni (20 г/л сульфата никеля, 30 г/л хлорида никеля, 30 г/л борной кислоты, (15), 30, 50, 100, 150, 200 и (250) г/л сульфата железа, рН=2,5). Затем эти стальные листы покрывали флюсом, содержащим хлорид цинка, хлорид аммония и соляную кислоту, и погружали в ванны для покрытия с Sn-Zn, имеющие различные составы, при 250, 300, 350 и 400°С. После реакции ванны с поверхностью стального листа в течение 2, 5, 10, 15 и 20 секунд стальные листы извлекали из ванны и затем регулировали вес покрытия (общий вес покрытия Sn+Zn) на уровне 40 г/кв.м (на одной стороне поверхности) методом газовой зачистки.
В таблицах 3 и 4 показаны результаты оценки.
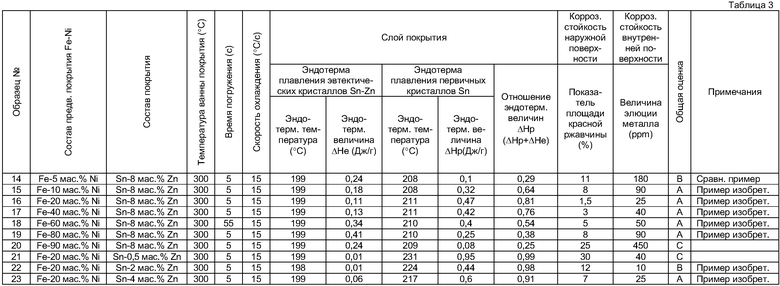
Образцы №№ 14-20 были приготовлены для изучения эффекта предварительного покрытия Fe-Ni. В образцах №№ 15-19 с содержанием Fe-10 мас.% Ni-Fe-80 мас.% Ni первичные кристаллы Sn были достаточно развиты, эндотермическое отношение составило 0,3 или выше и была продемонстрирована высокая коррозионная стойкость. Однако в образцах №№ 14 и 20 с составами, смещенными либо к Fe, либо к Ni, первичные кристаллы Sn развились недостаточно, и эндотермическая величина была меньше, чем 0,3, и образцы имели низкую коррозионную стойкость.
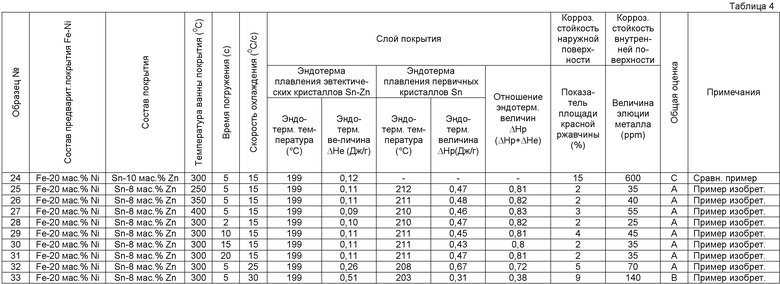
Образцы №№ 21-24 были приготовлены для изучения влияния состава Zn-Sn. Так как образец № 21 содержал недостаточное количество Zn, его протекторная антикоррозионная способность была недостаточной, и коррозионная прочность была низкой. С другой стороны, так как образец № 24 содержал достаточное количество Zn, величина элюции металла заметно увеличилась. Образцы №№ 22 и 23 имели протекторную антикоррозионную способность без избыточной элюции Zn и проявили отличную коррозионную стойкость.
Образцы №№ 25-27 были приготовлены для изучения влияния температуры ванны для покрытия методом погружения в расплав, а образцы №№ 28-31 были приготовлены для изучения влияния времени погружения. Все образцы показали хорошие результаты, хотя влияние на отношение эндотермических величин было небольшим в пределах практического применения.
Образцы №№ 32-33 были приготовлены для изучения влияния скорости охлаждения. Хотя отношение эндотермических величин уменьшилось (т.е. уменьшились первичные кристаллы Sn) с увеличением скорости охлаждения, даже образец №33 был на уровне практического применения.
Промышленная применимость
Стальные листы с нанесенным методом погружения в расплав покрытием системы Sn-Zn обладают высокой коррозионной стойкостью, формуемостью и свариваемостью, а также долгосрочной стойкостью к загрязненному бензину и подобному. Соответственно стальные листы с нанесенным методом погружения в расплав покрытием системы Sn-Zn пригодны для широкого спектра применений, включая материалы для топливных баков без использования Pb, и т.п.
Изобретение относится к области нанесения покрытия погружением в расплав. Способ получения стального листа с покрытием системы Sn-Zn включает нанесение предварительного покрытия из сплава Fe-Ni с содержанием никеля 10-80 мас.%, железо - остальное, погружение листа в ванну с расплавом для нанесения покрытия системы Sn-Zn при температуре ванны 240-300°С и времени погружения 2-15 с для формирования на листе слоя покрытия, содержащего от 1 до 8,8 мас.% Zn, остальное в виде 91,2-99,0 мас.% Sn и неизбежных примесей, охлаждение покрытия со скоростью 10-30°С/с, измерение посредством дифференциальной сканирующей калориметрии для получения дифференциальной сканирующей калориметрической кривой для стального листа, снабженного покрытием системы Sn-Zn, и оценку на основании дифференциальной сканирующей калориметрической кривой микроструктуры нанесенного слоя покрытия, которая должна удовлетворять условию: (эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) / {(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) + (эндотермическая величина теплоты плавления, вызванная эвтектическими кристаллами Sn-Zn)}≥0,3, при этом для указанной микроструктуры температура эндотермического пика, вызванная плавлением первичных кристаллов Sn, составляет 200°С или выше и 230°С или ниже, а температура эндотермического пика, вызванная плавлением эвтектических кристаллов Sn-Zn, составляет 198 °С или выше и менее чем 200°С. Стальной лист с полученным покрытием имеет высокую коррозионную стойкость, формируемость и свариваемость, а также долгосрочную стойкость к воздействию загрязненного бензина и может быть использован для топливных баков. 2 н. и 2 з.п. ф-лы, 2 ил., 4 табл.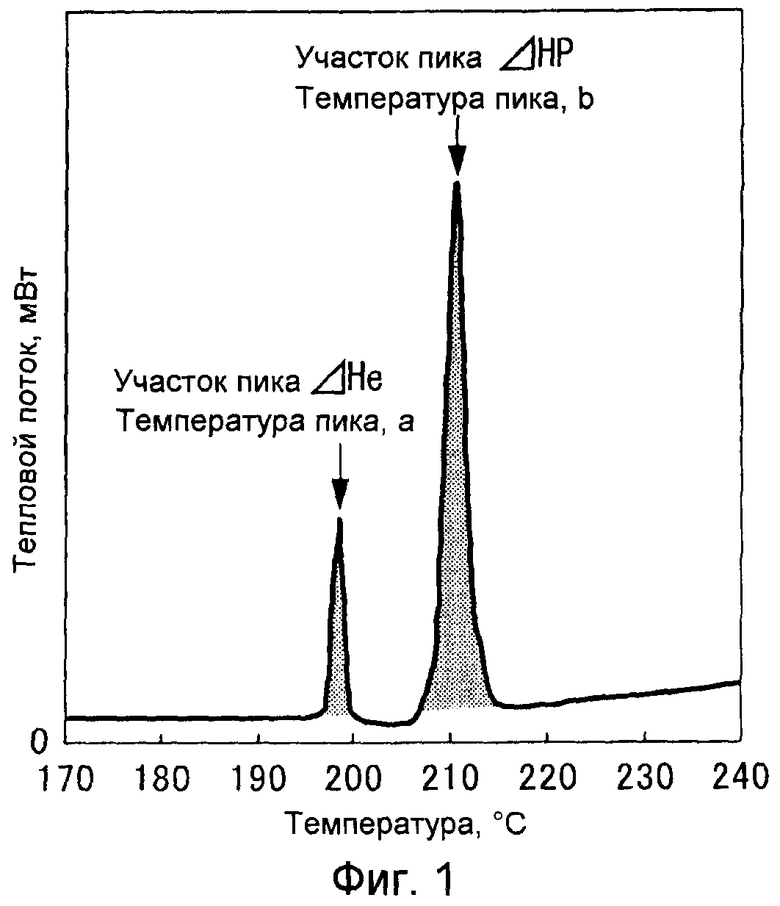
1. Способ получения стального листа с нанесенным погружением в расплав покрытием системы Sn-Zn, включающий нанесение на стальной лист предварительного покрытия из сплава Fe-Ni, в котором содержание никеля составляет 10-80 мас.%, железо - остальное, погружение стального листа в ванну для нанесения покрытия системы Sn-Zn погружением в расплав, при этом температура ванны для нанесения покрытия находится в пределах 240-300°С, а время погружения находится в интервале 2-15 с для формирования на поверхности стального листа слоя покрытия, содержащего от 1 до 8,8 мас.% Zn, остальное - в виде 91,2-99,0 мас.% Sn и неизбежных примесей, охлаждение покрытия, нанесенного погружением в расплав со скоростью 10-30°С/с, для получения стального листа, снабженного покрытием, измерение посредством дифференциальной сканирующей калориметрии для получения дифференциальной сканирующей калориметрической кривой для стального листа, снабженного покрытием системы Sn-Zn, нанесенным погружением в расплав, и оценку на основании дифференциальной сканирующей калориметрической кривой микроструктуры слоя покрытия, нанесенного погружением в расплав, при этом упомянутая микроструктура должна удовлетворять условию: (эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) / {(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) + (эндотермическая величина теплоты плавления, вызванная эвтектическими кристаллами Sn-Zn)}≥0,3, при этом для упомянутой микроструктуры температура эндотермического пика, вызванная плавлением первичных кристаллов Sn, составляет 200°С или выше и 230°С или ниже, а температура эндотермического пика, вызванная плавлением эвтектических кристаллов Sn-Zn, составляет 198°С или выше и менее чем 200°С, причем стальной лист, снабженный упомянутым покрытием системы Sn-Zn посредством погружения в расплав, имеющий упомянутую микроструктуру, имеет коррозионную стойкость наружной поверхности в загрязненной солью среде по коэффициенту площади красной ржавчины после SST 960 часов 10% или меньше, коррозионную стойкость внутренней поверхности по величине элюции ионов металла, элюировавших в испытании на коррозию, меньше 200 ppm, причем испытание на коррозию предусматривает получение агрессивной жидкости путем оставления в резервуаре под давлением при 100°С на 24 ч бензина и добавления 10 об.% воды в принудительно испорченный бензин, получение образца стального листа с покрытием формованного посредством волочения уменьшением толщины листа 14% с уплотнениями 30-35 мм на кромках и торце, и подвергание образца коррозии при 45°С в течение трех недель в 350 мл агрессивной жидкости с последующим измерением величины элюции ионов металла.
2. Способ по п.1, в котором слой покрытия содержит от 4 до 8,8 мас.% Zn, остальное - в виде 91,2-96,0 мас.% Sn и неизбежных примесей.
3. Стальной лист с нанесенным погружением в расплав покрытием системы Sn-Zn, полученный способом по п.1, содержащий стальной лист и нанесенное погружением в расплав покрытие, сформированное на поверхности стального листа и содержащее от 1 до 8,8 мас.% Zn, остальное - в виде 91,2-99,0 мас.% Sn и неизбежных примесей, причем отношение эндотермической величины теплоты плавления, вызванной эвтектическими кристаллами Sn-Zn, и эндотермической величины теплоты плавления, вызванной первичными кристаллами Sn, в нанесенном покрытии, удовлетворяет следующей формуле:
(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) / {(эндотермическая величина теплоты плавления, вызванная первичными кристаллами Sn) + (эндотермическая величина теплоты плавления, вызванная эвтектическими кристаллами Sn-Zn)}≥0,3, при этом температура эндотермического пика, вызванная плавлением первичных кристаллов Sn, составляет 200°С или выше и 230°С или ниже, а температура эндотермического пика, вызванная плавлением эвтектических кристаллов Sn-Zn, составляет 198°С или выше и менее чем 200°С, причем стальной лист, снабженный упомянутым покрытием системы Sn-Zn посредством погружения в расплав и имеющий упомянутую микроструктуру имеет коррозионную стойкость наружной поверхности в загрязненной солью среде по коэффициенту площади красной ржавчины после SST 960 часов 10% или меньше, коррозионную стойкость внутренней поверхности по величине элюции ионов металла, элюировавших в испытании на коррозию, меньше 200 ppm, причем испытание на коррозию предусматривает получение агрессивной жидкости путем оставления в резервуаре под давлением при 100°С на 24 ч бензина и добавления 10 об.% воды в принудительно испорченный бензин, получение образца стального листа с покрытием формованного посредством волочения уменьшением толщины листа 14% с уплотнениями 30×35 мм на кромках и торце, и подвергание образца коррозии при 45°С в течение трех недель в 350 мл агрессивной жидкости с последующим измерением величины элюции ионов металла.
4. Стальной лист по п.3, в котором слой покрытия содержит от 4 до 8,8 мас.% Zn, остальное - в виде 91,2-96,0 мас.% Sn и неизбежных примесей.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| 0 |
|
SU346399A1 |

