ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Настоящее изобретение относится к детали автомобиля, а также к способу производства деталей автомобиля.
УРОВЕНЬ ТЕХНИКИ
[0002] В последнее время постоянно возрастает потребность в ограничении потребления ископаемого топлива для того, чтобы управлять глобальным потеплением и защитить окружающую среду, на которую оказывают воздействие различные отрасли промышленности. Например, автомобили, которые являются неотъемлемой частью средств транспортировки в повседневной жизни, не являются исключением. Существует потребность в улучшении экономии топлива, например, за счет уменьшения веса кузова. Недопустимо, однако, просто уменьшать вес кузова, пренебрегая качеством продукта. Необходимо гарантировать при этом надлежащую безопасность.
[0003] Многие из структурных частей автомобиля делаются из железного материала, в частности из стального листа. Для того, чтобы уменьшить вес кузова, важно уменьшить вес стального листа. Вместо того, чтобы просто уменьшить вес стального листа, что, как упомянуто выше, является недопустимым, снижение веса должно сопровождаться получением механической прочности стального листа. Такое требование становится все более насущным не только в автомобильной промышленности, но также и в других отраслях обрабатывающей промышленности. Научно-исследовательские усилия были направлены на получение стального листа, который мог бы иметь ту же самую или большую механическую прочность по сравнению с обычным листом, даже когда лист является более тонким.
[0004] В большинстве случаев материал, имеющий высокую механическую прочность, имеет тенденцию к уменьшению формуемости и стабильности формы при формовании, таком как изгиб. Это делает затруднительным выполнение процесса формования такого материала в сложную форму. Одним из решений проблемы формуемости является то, что называют «способом горячего прессования» (который также называют горячей штамповкой, горячим прессованием, закалкой в форме или упрочнением под прессом). В способе горячего прессования материал, подлежащий формованию, нагревается временно до высокой температуры (в аустенитной области), и стальной лист, размягченный нагреванием, формуется прессованием. Стальной лист затем охлаждается. При использовании способа горячего прессования материал однократно размягчается путем нагревания до высокой температуры, так что материал легко подвергается прессованию. Механическая прочность материала становится больше благодаря эффекту закалки во время охлаждения после формования. Соответственно, горячее прессование может обеспечить продукт, имеющий как хорошую фиксируемость формы, так и высокую механическую прочность.
[0005] Однако, когда способ горячего прессования применяется к стальному листу, железо и другие вещества на поверхности окисляются с образованием окалины (оксидов) благодаря нагреванию до высокой температуры, например, 800°C или больше. Соответственно, после горячего прессования необходим процесс удаления окалины для того, чтобы удалить окалину, которая ухудшает производительность. Для элементов и т.п., которые требуют коррозионной стойкости, необходимо выполнить противокоррозионную обработку и нанесение металлического покрытия на поверхностях элементов после процесса формования. Процесс очистки поверхности и процесс поверхностной обработки также являются необходимыми, что дополнительно ухудшает производительность.
[0006] В качестве примера ограничения такого ухудшения производительности на стальной лист может быть нанесен покрывающий слой. В большинстве случаев для покрывающего слоя на стальном листе используются различные материалы, включая органические и неорганические материалы. Среди них листы оцинкованной стали, которые имеют эффект жертвенной защиты стальных листов, широко используются в качестве стальных листов для автомобилей и других продуктов, потому что листы оцинкованной стали обеспечивают хороший противокоррозионный эффект и пригодность к технологии производства стального листа. Однако это может вызвать значительное ухудшение поверхностных свойств, потому что температуры нагрева, используемые при горячем прессовании (от 700 до 1000°C), являются более высокими, чем температуры, при которых разлагаются органические материалы или происходит кипение цинка, так что слой металлизации испаряется во время нагревания горячим прессом.
[0007] По этой причине желательно использовать, например, то, что называют покрытым алюминием стальным листом для горячего прессования, которое нагревает стальной лист до высоких температур. Покрытый алюминием стальной лист представляет собой стальной лист, имеющий металлическое покрытие на основе алюминия, точка кипения которого выше, чем у покрытия из органического материала или металлического покрытия на основе цинка.
[0008] Металлическое покрытие на основе алюминия может препятствовать образованию окалины на поверхности стального листа, что приводит к устранению такого процесса, как процесс удаления окалины, а также к повышению производительности. Металлическое покрытие на основе алюминия также имеет противокоррозионный эффект, так что коррозионная стойкость стального листа после покрытия улучшается. Патентный документ 1, указанный ниже, раскрывает способ использования в горячем прессовании покрытого алюминием стального листа, получаемого путем покрытия стального листа, имеющего предопределенные компоненты стали, металлом на основе алюминия, как объяснено выше.
[0009] Однако в случае, когда наносится металлическое покрытие на основе алюминия, как в Патентном документе 1, алюминиевое покрытие плавится и преобразуется в соединение Al-Fe благодаря дисперсии железа из стального листа, в зависимости от условий предварительного нагрева перед стадией прессования в способе горячего прессования. Соединение Al-Fe растет до тех пор, пока соединение Al-Fe не достигнет поверхности стального листа. Слой этого соединения в дальнейшем называется слоем сплава Al-Fe. Слой сплава Al-Fe является очень твердым. Это происходит потому, что слой сплава Al-Fe является по своей природе негладким на поверхности и обладает сравнительно более низкой маслянистостью. В дополнение к этому, слой сплава Al-Fe имеет тенденцию разрушаться, образовывать трещины в слое металлизации и отваливаться в форме порошка. Кроме того, отслоившиеся и оторвавшиеся от слоя сплава Al-Fe материалы за счет сильной абразии на поверхности Al-Fe присоединяются к матрицам. Соединение Al-Fe затем прилипает и откладывается на матрицах, что приводит к ухудшению качества прессованных продуктов. Для того, чтобы предотвратить это, необходимо удалять порошок сплава Al-Fe, прилипший к матрицам, во время обслуживания, что является одной из причин снижения производительности и увеличения затрат.
[0010] Кроме того, слой сплава Al-Fe является менее реакционноспособным при фосфатировании, так что химическое конверсионное покрытие (фосфатное покрытие), которое наносится перед окраской гальваноосаждением, трудно образуется. Хотя химическое конверсионное покрытие не образуется, слой сплава Al-Fe сам по себе имеет хорошую способность к адгезии покрытия с краской, так что стойкость к коррозии после покрытия краской становится лучше, если плотность слоя алюминиевого покрытия является достаточно большой. Увеличение этой плотности слоя, однако, имеет тенденцию ухудшать вышеупомянутую адгезию к штампам.
[0011] С другой стороны, приведенный ниже Патентный документ 2 раскрывает методику, в которой соединение типа вюртцита наносится на поверхность покрытого алюминием стального листа. В соответствии с приведенным ниже Патентным документом 2 такой процесс улучшает маслянистость в горячем состоянии и способность к химической конверсии. Этот способ является эффективным для улучшения маслянистости, а также стойкости к коррозии после покрытия краской.
[0012] В дополнение к этому, приведенный ниже Патентный документ 3 раскрывает методику для управления средней длиной секции кристаллических зерен, которые находятся в фазе интерметаллического соединения и содержат Al в количестве 40% или больше и 65% или меньше среди кристаллических зерен Al-Fe, который является главным компонентом фазы интерметаллического соединения, формирующейся на поверхности стального листа, а также для управления толщиной фазы интерметаллического соединения. Эта методика также включает в себя формирование смазочного покрытия, содержащего ZnO, на поверхности слоя алюминиевого покрытия. В приведенном ниже Патентном документе 3 устойчивость к коррозии после покрытия краской и формуемость во время горячей штамповки могут быть улучшены при использовании таких методик.
СПИСОК ЛИТЕРАТУРЫ
ПАТЕНТНАЯ ЛИТЕРАТУРА
[0013] Патентный документ 1: JP 2000-38640A
Патентный документ 2: WO 2009/131233A1
Патентный документ 3: WO 2012/137687A1
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ТЕХНИЧЕСКАЯ ПРОБЛЕМА
[0014] Как описано выше, стальной лист, покрытый алюминием, имеющим относительно высокую точку плавления, рассматривается как перспективный элемент для использования в качестве автомобильного стального листа и т.д., который требует стойкости к коррозии. Модифицированные способы были предложены для применения покрытого алюминием стального листа к процессу горячего прессования.
[0015] Однако, вышеописанные методики, известные в данной области техники, требуют, чтобы толщина гальваноосажденной пленки составляла приблизительно 20 мкм, что является относительно толстым. Однако при гальваноосаждении, которое использует способ погружения корпуса автомобиля, толщина пленки сильно влияет на производственные затраты. Поскольку пленка покрытия, наносимая гальваноосаждением, стала в последнее время тоньше, необходимо сохранять свойства в более тонком гальваноосажденном слое.
[0016] Упомянутый выше Патентный документ 1 не упоминает галвьаноосаждения, как описано выше. Упомянутый выше Патентный документ 2 указывает, что толщина гальваноосажденного слоя составляет 20 мкм. В дополнение к этому, упомянутый выше Патентный документ 3 упоминает значение от 1 до 30 мкм в качестве толщины гальваноосажденного слоя в большинстве случаев. Эти известные методики давали прекрасные результаты, когда требовались относительно толстые гальваноосажденные слои, как описано выше. Однако ситуация резко меняется, когда речь заходит о гальваноосажденной пленке с толщиной менее 15 мкм.
[0017] Более конкретно, известно, что шероховатость поверхности покрытого алюминием стального листа является большой после легирования, и составляет по существу 2 мкм для Ra в соответствии с японским промышленным стандартом JIS B0601 (2001) (Ra представляет собой среднеарифметическую шероховатость, которая является средним арифметическим высоты Sa, определяемой в международном стандарте ISO 25178). Когда поверхность, имеющая большую шероховатость, покрывается тонкой пленкой краски, фактическая толщина пленки краски на вершинах пиков слоя сплава становится маленькой. В результате коррозия под пленкой краски будет начинаться с тех частей, которые имеют локально тонкую пленку краски. Когда материал имеет значение среднеарифметической шероховатости Ra, равное 2 мкм, Rt (максимальная высота профиля) в соответствии с японским промышленным стандартом JIS B0601 (2001) становится равной приблизительно 20 мкм для этого материала. Максимальная высота профиля Rt, составляющая приблизительно 20 мкм, указывает, что на поверхности материала могут появляться пики высотой приблизительно 10 мкм. Авторы настоящего изобретения нашли, что в том случае, когда толщина гальваноосажденной пленки составляет 14 мкм, локально существуют части толщиной приблизительно 4 мкм, и такие части могут в первую очередь подвергаться воздействию коррозии.
[0018] Следует отметить, что упомянутый выше Патентный документ 3 раскрывает в варианте осуществления только пример одиночной гальваноосажденной пленки толщиной приблизительно 20 мкм, и неизвестно, будет ли также устойчиво получен эффект, раскрытый в упомянутом выше Патентном документе 3, в области, в которой толщина гальваноосажденной пленки составляет меньше чем 15 мкм. В дополнение к этому, упомянутый выше Патентный документ 3 не раскрывает какой-либо информации о зависимости между коррозией и максимальной высотой профиля Rt, как описано выше.
[0019] Настоящее изобретение было достигнуто с учетом вышеописанных проблем, и направлено на то, чтобы предложить детали автомобиля, которые имеют превосходную устойчивость к коррозии после покрытия гальваноосажденной пленкой, которая является менее толстой чем когда-либо ранее, которая улучшает формуемость и производительность при горячем прессовании, и которая улучшает способность к химической конверсии после горячего прессования, а также направлено на то, чтобы предложить способ для производства деталей автомобиля.
РЕШЕНИЕ ПРОБЛЕМЫ
[0020] В результате исследований, проведенных для того, чтобы решить вышеописанные проблемы, Авторы настоящего изобретения нашли, что стальной лист приобретает достаточную устойчивость к коррозии после его покрытия краской, даже если толщина пленки гальваноосажденной краски составляет менее 15 мкм, когда стальной лист обрабатывается так, чтобы сформировать слой интерметаллического соединения Al-Fe на поверхности стального листа, и имеет слой поверхностного покрытия, включающий покрытие, содержащее ZnO, и покрытие, главным образом содержащее фосфат цинка на поверхности слоя интерметаллического соединения, и когда шероховатостью поверхности слоя поверхностного покрытия управляют так, чтобы она имела некоторое предопределенное пороговое значение или меньше. Авторы настоящего изобретения дополнительно нашли условия покрытия алюминием и нагревания для достижения такой шероховатости поверхности, и тем самым достигли настоящего изобретения. Суть настоящего изобретения, основывающаяся на вышеупомянутых находках, является следующей.
[0021] (1). Высокопрочная деталь автомобиля с коррозионно-стойким покрытием, содержащая:
формованный стальной лист, имеющий на своей поверхности слой интерметаллического соединения Al-Fe с толщиной не менее 10 мкм и не более 50 мкм, при этом слой интерметаллического соединения Al-Fe состоит из легированных слоев, при это легированный слой, расположенный ближе других к стальному листу включает, является диффузионным слоем и имеет толщину не более 10 мкм;
слой поверхностного покрытия, расположенный на поверхности слоя интерметаллического соединения Al-Fe, включающий в себя покрытие, содержащее ZnO, и покрытие из фосфата цинка, и имеющий шероховатость поверхности, составляющую не менее 3 мкм и не более 20 мкм, в качестве значения максимальной высоты профиля Rt в соответствии с японским промышленным стандартом JIS B0601 (2001); и
пленку гальваноосажденной краски, расположенную на поверхности упомянутого слоя поверхностного покрытия и имеющую толщину не менее 6 мкм и не более 15 мкм.
(2). Деталь автомобиля по п. (1), в которой максимальная высота профиля Rt составляет не менее 7 мкм и не более 14 мкм.
(3). Деталь автомобиля по п. (1), в которой покрытие, содержащее ZnO, имеет средний размер зерна в диаметре не менее 50 нм и не более 1000 нм.
(4). Деталь автомобиля по п. (1), в которой содержание ZnO в поверхностном покрытии составляет не менее 0,3 г/м2 и не более 3 г/м2 в эквиваленте металлического цинка для одной поверхности формованного стального листа.
(5). Деталь автомобиля по п. (3), в которой содержание ZnO в поверхностном покрытии составляет не менее 0,3 г/м2 и не более 3 г/м2 в эквиваленте металлического цинка для одной поверхности формованного стального листа.
(6). Деталь автомобиля по п. (1), в которой содержание ZnO в поверхностном покрытии составляет не менее 0,5 г/м2 и не более 1,5 г/м2 в эквиваленте металлического цинка для одной поверхности формованного стального листа.
(7). Деталь автомобиля по п. (1), в которой слой интерметаллического соединения Al-Fe, сформированный на поверхности стального листа, представляет собой алюминиевое покрытие.
(8). Деталь автомобиля по п. (7), в которой слой алюминиевого покрытия в виде интерметаллического соединения Al-Fe имеет средний диаметр первичного кристалла не менее 4 мкм и не более 40 мкм.
(9). Деталь автомобиля по п. (7), которой слой алюминиевого покрытия в виде интерметаллического соединения Al-Fe имеет средний диаметр первичного кристалла не менее 4 мкм и не более 30 мкм.
(10). Деталь автомобиля по п. (7), в которой плотность слоя алюминиевого покрытия составляет не менее 30 г/м2 и не более 110 г/м2 для одной поверхности формованного стального листа.
(11). Деталь автомобиля по п. (8), в которой плотность слоя алюминиевого покрытия составляет не менее 30 г/м2 и не более 110 г/м2 для одной поверхности формованного стального листа.
(12). Деталь автомобиля по п.(7), в которой плотность слоя алюминиевого покрытия составляет не менее 30 г/м2 и не более 60 г/м2 для одной поверхности формованного стального листа.
(13). Деталь автомобиля по п.(7), в которой плотность слоя алюминиевого покрытия составляет не менее 60 г/м2 и не более 110 г/м2 для одной поверхности формованного стального листа.
(14). Способ изготовления высокопрочной детали автомобиля с коррозионно-стойким покрытием, включающий:
нанесение алюминиевого покрытия на стальной лист,
нанесение слоя поверхностного покрытия, содержащего ZnO, на поверхности покрытого алюминием стального листа, при этом содержание ZnO в упомянутом слое поверхностного покрытия составляет не менее 0,3 г/м2 и не более 3 г/м2 в эквиваленте металлического цинка для одной поверхности покрытого слоем алюминиевого покрытия стального листа,
проведение горячего прессования упомянутого стального листа,
при этом нагрев перед горячим прессованием проводят со скоростью увеличения температуры не менее 12°C/с с максимально достигаемой температурой стального листа не менее 870°C и не более 1100°C, а
после горячего прессования осуществляют нанесение пленки из гальваноосажденной краски с толщиной не менее 6 мкм и не более 15 мкм.
(15). Способ по п. (14), в котором плотность слоя алюминиевого покрытия составляет не менее 50 г/м2 и не более 80 г/м2 для одной поверхности прессованного стального листа.
(16). Способ по п. (14), в котором содержание ZnO в упомянутом слое поверхностного покрытия составляет не менее 0,5 г/м2 и не более 1,5 г/м2 в эквиваленте металлического цинка для одной поверхности покрытого слоем алюминиевого покрытия стального листа.
(17). Способ по п. (14), при котором в слое алюминиевого покрытия средний диаметр первичного кристалла составляет не менее 4 мкм и не более 30 мкм.
(18). Способ производства высокопрочной детали автомобиля с коррозионно-стойким покрытием, включающий
нанесение слоя алюминиевого покрытия на стальной лист,
нанесение слоя поверхностного покрытия, содержащего ZnO, на поверхность покрытого слоем алюминиевого покрытия стального листа, при этом содержание ZnO в упомянутом слое поверхностного покрытия составляет не менее 0,3 г/м2 и не более 3 г/м2 в эквиваленте металлического цинка для одной поверхности покрытого слоем алюминиевого покрытия стального листа,
проведение горячего прессования упомянутого стального листа,
при этом нагрев перед горячим прессованием проводят со скоростью увеличения температуры не менее 12°C/с с максимально достигаемой температурой стального листа не менее 850°C и не более 950°C, а
после горячего прессования осуществляют нанесение пленки из гальваноосажденной краски с толщиной не менее 6 мкм и не более 15 мкм.
(19). Способ по п. (18), в котором плотность слоя алюминиевого покрытия составляет не менее 35 г/м2 и не более 55 г/м2 для одной поверхности прессованного стального листа.
(20). Способ по п. (18), при котором содержание ZnO в упомянутом слое поверхностного покрытия составляет не менее 0,5 г/м2 и не более 1,5 г/м2 в эквиваленте металлического цинка для одной поверхности покрытого слоем алюминиевого покрытия стального листа.
(21). Способ по п. (18), при котором в слое алюминиевого покрытия средний диаметр первичного кристалла составляет не менее 4 мкм и не более 30 мкм.
(22). Способ производства высокопрочной детали автомобиля с коррозионно-стойким покрытием, включающий
нанесение слоя алюминиевого покрытия на стальной лист,
нанесение слоя поверхностного покрытия, содержащего ZnO, на поверхность покрытого слоем алюминиевого покрытия стального листа, при этом содержание ZnO в упомянутом слое поверхностного покрытия составляет не менее 0,3 г/м2 и не более 3 г/м2 в эквиваленте металлического цинка для одной поверхности покрытого слоем алюминиевого покрытия стального листа,
проведение горячего прессования упомянутого стального листа,
при этом нагрев перед горячим прессованием проводят со скоростью увеличения температуры не менее 12°C/с с максимально достигаемой температурой стального листа не менее 920°C и не более 950°C, а
после горячего прессования осуществляют нанесение пленки из гальваноосажденной краски с толщиной не менее 6 мкм и не более 15 мкм.
(23). Способ по п. (22), в котором плотность слоя алюминиевого покрытия составляет не менее 60 г/м2 и не более 90 г/м2 для одной поверхности прессованного стального листа.
(24). Способ по п. (22), в котором содержание ZnO в упомянутом слое поверхностного покрытия составляет не менее 0,5 г/м2 и не более 1,5 г/м2 в эквиваленте металлического цинка для одной поверхности покрытого слоем алюминиевого покрытия стального листа.
(25). Способ по п. (22), при котором в слое алюминиевого покрытия средний диаметр первичного кристалла составляет не менее 4 мкм и не более 30 мкм.
Способ может дополнительно включать в себя химическую конверсионную обработку покрытого алюминием стального листа путем использования химической конверсионной жидкости, содержащей фосфаты, перед горячим прессованием.
ПОЛЕЗНЫЕ ЭФФЕКТЫ ИЗОБРЕТЕНИЯ
[0022] Как было описано выше, настоящее изобретение может обеспечить детали автомобиля, которые имеют превосходную устойчивость к коррозии после покрытия пленкой гальваноосажденной краски, имеющей меньшую толщину, чем когда-либо ранее, что улучшает формуемость, производительность горячего прессования и способность к химической конверсии после горячего прессования, а также может обеспечить способ производства таких деталей автомобиля.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
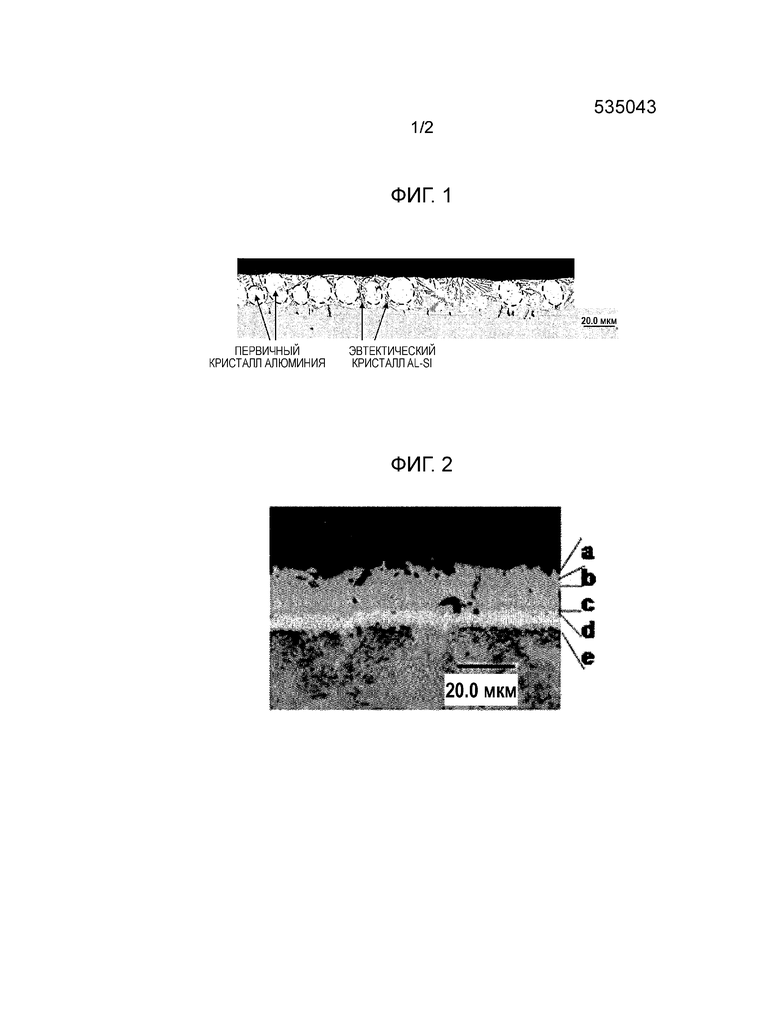
[0023] [Фиг. 1] Фиг. 1 представляет собой фотографию поперечного сечения, показывающую структуру поперечного сечения типичного слоя алюминиевого покрытия.
[Фиг. 2] Фиг. 2 представляет собой фотографию поперечного сечения, показывающую типичный слой сплава Al-Fe и диффузионный слой.
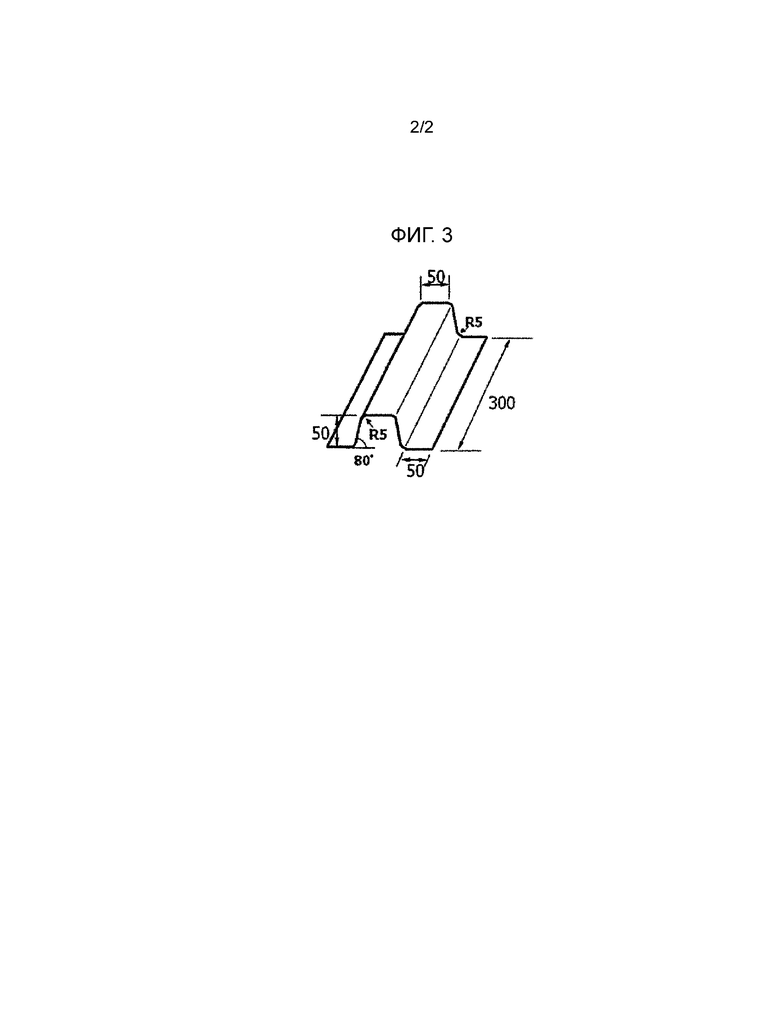
[Фиг. 3] Фиг. 3 представляет собой вид в перспективе, иллюстрирующий форму профиля, произведенного в Примере 1.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
[0024] Далее, ссылаясь на приложенные чертежи, будут подробно описаны предпочтительные варианты осуществления настоящего изобретения. Следует отметить, что в данном описании и приложенных чертежах структурные элементы, которые имеют по существу одну и ту же функцию и структуру, обозначаются одними и теми же ссылочными обозначениями, а их повторное объяснение опускается.
[0025] <Покрытый стальной лист>
Далее будет описан покрытый стальной лист в соответствии с одним вариантом осуществления настоящего изобретения.
Покрытый стальной лист в соответствии с этим вариантом осуществления имеет слоистую структуру, включающую по меньшей мере два слоя на одной поверхности или на каждой из обеих поверхностей стального листа. Другими словами, слой алюминиевого покрытия, содержащий по меньшей мере Al, формируется на одной поверхности или на каждой из обеих поверхностей стального листа, и слой поверхностного покрытия, содержащий по меньшей мере ZnO, дополнительно накладывается на слой алюминиевого покрытия.
[0026] <Стальной лист>
В качестве стального листа желательно использовать стальной лист, имеющий, например, высокую механическую прочность (что означает свойства, относящиеся к механической деформации и разрушению, включая, например, предел прочности, предел текучести, удлинение, сужение площади, твердость, прочность на удар, предел усталости, предел ползучести и т.д.). Пример состава стального листа, который достигает высокой механической прочности и может использоваться в одном варианте осуществления настоящего изобретения, описывается следующим образом.
[0027] Например, стальной лист содержит C: 0,1 мас.% или больше и 0,4 мас.% или меньше, Si: 0,01 мас.% или больше и 0,6 мас.% или меньше, Mn: 0,5 мас.% или больше и 3 мас.% или меньше, Ti: 0,01 мас.% или больше и 0,1 мас.% или меньше, B: 0,0001 мас.% или больше и 0,1 мас.% или меньше, а также остаток, состоящий из Fe и примесей.
[0028] Далее будет объяснен каждый компонент, добавляемый в сталь. Следует отметить, что % представляет собой «массовый %», если явно не указано иное.
[0029] [C: 0,1 мас.% или больше и 0,4 мас.% или меньше]
Углерод добавляется для того, чтобы обеспечить целевую механическую прочность. Содержание C меньше чем 0,1 мас.% не обеспечивает достаточного улучшения механической прочности и делает добавление C менее эффективным. С другой стороны, содержание C свыше 0,4 мас.% увеличивает прочность стального листа, но с более высокой вероятностью должно вызывать образование трещин при плавлении. Соответственно, предпочтительно добавлять углерод в количестве 0,1 мас.% или больше и 0,4 мас.% или меньше. Более предпочтительно содержание C составляет 0,15 мас.% или больше и 0,35 мас.% или меньше.
[0030] [Si: 0,1 мас.% или больше и 0,6 мас.% или меньше]
Кремний является одним из элементов для улучшения механической прочности и добавляется для того, чтобы гарантировать целевую механическую прочность, аналогично углероду. Если содержание кремния составляет менее 0,01 мас.%, трудно продемонстрировать эффект упрочнения и достаточная механическая прочность не получается. С другой стороны, Si является элементом, который легко окисляется. Таким образом, содержание Si, превышающее 0,6 мас.%, понижает смачиваемость во время покрытия алюминием путем погружения в расплав, что с большой вероятностью будет вызывать образование непокрытых металлом частей. Соответственно, предпочтительно добавлять кремний в количестве 0,01 мас.% или больше и 0,6 мас.% или меньше. Более предпочтительно содержание Si составляет 0,01 мас.% или больше и 0,45 мас.% или меньше.
[0031] [Mn: 0,5 мас.% или больше и 3 мас.% или меньше]
Марганец является одним из элементов для упрочнения стали, а также одним из элементов для того, чтобы увеличить способность к закаливанию. Марганец также является эффективным для предотвращения красноломкости, вызываемой серой, которая является одной из примесей. Cодержание Mn меньше чем 0,5 мас.% не обеспечивает такого эффекта, который проявляется, когда содержание Mn составляет 0,5 мас.% или больше. С другой стороны, содержание Mn свыше 3 мас.% может уменьшить прочность благодаря тому, что остаточная γ-фаза становится чрезмерной. Соответственно, предпочтительно добавлять марганец в количестве 0,5 мас.% или больше и 3 мас.% или меньше. Более предпочтительно содержание Mn составляет 0,8 мас.% или больше и 3 мас.% или меньше.
[0032] [Ti: 0,01 мас.% или больше и 0,1 мас.% или меньше]
Ti является одним из элементов для улучшения прочности, а также элементом для улучшения теплостойкости слоя алюминиевого покрытия. Содержание Ti меньше чем 0,01 мас.% не может обеспечить эффект улучшения прочности или эффект улучшения сопротивления окислению, в то время как эти эффекты достигаются при содержании Ti 0,01 мас.% или больше. С другой стороны, титан является также элементом, который может смягчить сталь путем формирования, например, карбидов и нитридов при чрезмерном добавлении. В частности, если содержание Ti превышает 0,1 мас.%, навряд ли можно будет получить целевую механическую прочность. Соответственно, предпочтительно добавлять титан в количестве 0,01 мас.% или больше и 0,1 мас.% или меньше. Более предпочтительно содержание Ti составляет 0,01 мас.% или больше и 0,07 мас.% или меньше.
[0033] [B: 0,0001 мас.% или больше и 0,1 мас.% или меньше]
Бор является элементом для улучшения прочности, способствующим закалке. Содержание B меньше чем 0,0001 мас.% не обеспечивает в достаточной степени такого эффекта улучшения прочности. С другой стороны, содержание B свыше 0,1 мас.% может понизить предел усталости за счет формирования включений и увеличения хрупкости стального листа. Соответственно, предпочтительно добавлять бор в количестве 0,0001 мас.% или больше и 0,1 мас.% или меньше. Более предпочтительно содержание B составляет 0,0001 мас.% или больше и 0,01 мас.% или меньше.
[0034] [Дополнительный элемент]
В качестве дополнительных элементов, отличающихся от вышеописанных элементов, стальной лист во многих случаях содержит Cr: 0,01 мас.% или больше и 0,5 мас.% или меньше, Al: 0,01 мас.% или больше и 0,1 мас.% или меньше, N: 0,001 мас.% или больше и 0,02 мас.% или меньше, P: 0,001 мас.% или больше и 0,05 мас.% или меньше, S: приблизительно 0,001 мас.% или больше и 0,05 мас.% или меньше. Cr оказывает влияние на способность к закалке, как и Mn, а Al применяется в качестве раскислителя. Само собой разумеется, что не все дополнительные элементы должны добавляться в стальной лист.
[0035] [Примеси]
Стальной лист может иметь случайные примеси, которые неизбежно включаются в других производственных процессах. Такие примеси могут включать, например, Ni, Cu, Mo, O и др.
[0036] Стальной лист, сформированный из таких компонентов, закаляется после нагрева, например, способом горячего прессования, так что стальной лист может иметь механическую прочность, составляющую приблизительно 1500 МПа или больше. Хотя стальной лист имеет такую высокую механическую прочность, он может легко формоваться, когда используется способ горячего прессования, потому что стальной лист размягчен нагревом и подвергается горячему прессованию в размягченном состоянии. Кроме того, высокая механическая прочность может быть достигнута для такого стального листа, и стальной лист может сохранить или улучшить механическую прочность, даже если толщина стального листа уменьшается с целью понижения веса.
[0037] <Слой алюминиевого покрытия>
Слой алюминиевого покрытия формируется на одной поверхности или на обеих поверхностях стального листа, как описано выше. Слой алюминиевого покрытия может быть сформирован на поверхности стального листа путем использования, например, способа металлизации погружением в расплав. Способ формирования слоя алюминиевого покрытия в соответствии с настоящим изобретением, однако, не ограничивается таким примером.
[0038] Слой алюминиевого покрытия содержит Al в качестве компонента металлизации, а также во многих случаях содержит Si. Содержание Si в составе металлического покрытия может управлять слоем сплава Al-Fe, который образуется, когда металлическое покрытие формируется путем погружения в расплав. Если содержание Si составляет меньше чем 3 мас.%, слой сплава Al-Fe становится толстым во время металлизации алюминием, что может усиливать развитие трещин во время обработки, и может отрицательно воздействовать на устойчивость к коррозии. С другой стороны, содержание Si свыше 15 мас.% может ухудшать обрабатываемость и устойчивость к коррозии слоя металлизации. Соответственно, предпочтительно добавлять кремний в количестве 3 мас.% или больше и 15 мас.% или меньше.
[0039] Элементы, присутствующие в ванне для электролитического нанесения алюминиевого покрытия, отличающиеся от Si, включают в себя Fe в количество от 2 мас.% до 4 мас.%, которое поступают из оборудования или стальных полос в ванне для нанесения электролитического покрытия. В дополнение к Si и Fe в ванну для электролитического нанесения алюминиевого покрытия могут быть включены такие элементы, как Mg, Ca, Sr, Li и т.д., в количестве приблизительно от 0,01 мас.% до 1 мас.%.
[0040] Слой алюминиевого покрытия, сформированный из таких компонентов, может предотвратить коррозию стального листа. Слой алюминиевого покрытия может также препятствовать образованию окалины (оксидов железа) на стальном листе, которая образуется за счет окисления поверхностей стального листа, которые нагреваются до высокой температуры при формовании стального листа способом горячего прессования. Соответственно, формирование такого слоя алюминиевого покрытия может устранить необходимость в таких процессах, как удаление окалины, очистка поверхности и обработка поверхности, и таким образом может улучшить производительность. Слой алюминиевого покрытия имеет точку кипения выше, чем у покрытия, сформированного материалами на основе органики или материалами на основе металла (например, на основе цинка). Это позволяет стальному листу формоваться при высокой температуре с использованием способа горячего прессования, что дополнительно приводит к улучшению формуемости во время горячего прессования и облегчает формование.
[0041] Следует отметить, что средний диаметр первичного кристалла в слое алюминиевого покрытия составляет 4 мкм или больше и 40 мкм или меньше. В этой связи средний диаметр первичного кристалла в слое алюминиевого покрытия может быть измерен путем наблюдения отполированного поперечного сечения с использованием оптического микроскопа. В алюминиевом покрытии первичные кристаллы часто являются алюминием, и эвтектические кристаллы Al-Si (кристаллы эвтектики Al-Si) отвердевают на конечной стадии затвердевания. Следовательно, эвтектические кристаллические части, состоящие из эвтектических кристаллов Al-Si, идентифицируются первыми, а затем структуры, присутствующие между смежными эвтектическими кристаллическими частями, могут быть определены как первичная кристаллическая часть, состоящая из первичных кристаллов алюминия. Когда средний диаметр первичного кристалла в слое алюминиевого покрытия находится в таком диапазоне, желаемая шероховатость поверхности достигается в слое поверхностного покрытия, что будет описан позже.
[0042] Фиг. 1 показывает структуру поперечного сечения типичного слоя алюминиевого покрытия. Путем наблюдения структуры поперечного сечения может быть определена локализация первичных кристаллических частей. На Фиг. 1 области, окруженные пунктирными линиями, являются первичными кристаллическими частями, состоящими из первичных кристаллов алюминия, а области, присутствующие между смежными первичными кристаллическими частями, являются частями эвтектических кристаллов. Здесь путем преобразования представляющего первичную кристаллическую часть эллипса в окружность, имеющую площадь, эквивалентную эллипсу, должен быть получен диаметр первичной кристаллической части (диаметр окружности). При вычислении среднего из диаметров первичных кристаллических частей, полученных как описано выше, должны быть усреднены 10 диаметров первичных кристаллических частей в произвольных двух полях зрения, в которых 5 диаметров измеряются на одно поле зрения.
[0043] Средний диаметр первичного кристалла зависит от ситуации, в которой образуется сплав (другими словами, эвтектическая кристаллическая часть), а также зависит от скорости охлаждения после покрытия металлом. В действительности трудно получить диаметр меньше чем 4 мкм. Следовательно, нижний предел среднего диаметра первичного кристалла устанавливается равным 4 мкм или больше. С другой стороны, когда средний диаметр первичного кристалла является слишком большим, что означает, что структура металлического покрытия является частично неоднородной, частично неоднородная структура металлического покрытия имеет тенденцию вызывать увеличение неровностей поверхности после нагревания. Следовательно, верхний предел среднего диаметра первичного кристалла устанавливается равным 40 мкм. Средний диаметр первичного кристалла более предпочтительно составляет 4 мкм или больше и 30 мкм или меньше.
[0044] Плотность слоя алюминиевого покрытия может составлять (1) 30 г/м2 или больше и 110 г/м2 или меньше на одну поверхность, (2) 30 г/м2 или больше и меньше чем 60 г/м2 на одну поверхность, или (3) 60 г/м2 или больше и 110 г/м2 или меньше на одну поверхность. В способе горячего прессования в соответствии с данным вариантом осуществления настоящего изобретения скоростью увеличения температуры, максимальной достигаемой температурой стального листа и т.п. в процессе нагрева способа горячего прессования управляют в соответствии с плотностью слоя алюминиевого покрытия, что будет описано позже.
[0045] Здесь плотность слоя, обозначенная выше в пункте (1), более предпочтительно составляет 50 г/м2 или больше и 80 г/м2 или меньше. Плотность слоя, обозначенная выше в пункте (2), более предпочтительно составляет 35 г/м2 или больше и 55 г/м2 или меньше, и плотность слоя, обозначенная выше в пункте (3), более предпочтительно составляет 60 г/м2 или больше и 90 г/м2 или меньше.
[0046] В этой связи плотность алюминиевого покрытия может быть измерено путем использования известного способа, такого как, например, флуоресцентный рентгенографический анализ. Например, калибровочная кривая, показывающая соотношение между интенсивностью флуоресцентных рентгеновских лучей и этой плотностью, определяется заранее путем использования образцов, для которых известно количество алюминия, а затем плотность алюминиевого покрытия может быть определена из результатов измерения интенсивности флуоресцентных рентгеновских лучей путем использования калибровочной кривой.
[0047] В данном варианте осуществления настоящего изобретения вышеописанный покрытый алюминием стальной лист формируется в деталь путем горячей штамповки. Тем самым компоненты алюминиевого покрытия и стального листа реагируют во время горячей штамповки и преобразуются в интерметаллическое соединение на основе Al-Fe. В качестве соединений типа Al-Fe или такого типа, в котором тип Al-Fe содержит Si, известно много соединений, и таким образом легированный слой металлического покрытия имеет сложную структуру. В качестве типичного примера, легированный слой металлического покрытия имеет структуру, которая подобна 5 слоям, уложенным друг на друга. Такой слой металлического покрытия, включающий в себя множество легированных слоев, именуется в дальнейшем как «слой интерметаллического соединения».
[0048] В данном варианте осуществления настоящего изобретения толщина диффузионного слоя, который располагается ближе всех к стальному листу в слое Al-Fe (в слое интерметаллического соединения), задается как 10 мкм или меньше. Фиг. 2 показывает типичный слой Al-Fe и типичный диффузионный слой. Отполированное поперечное сечение подвергается травлению ниталем для того, чтобы получить такую структуру поперечного сечения. Здесь слой интерметаллического соединения в соответствии с данным вариантом осуществления настоящего изобретения имеет структуру, которая подобна 5 слоям а-e, уложенным друг на друга, как показано на Фиг. 2 в качестве примера, и слои d и e вместе определяются как «диффузионный слой». Следует отметить, что количество слоев в слое интерметаллического соединения в данном варианте осуществления настоящего изобретения не ограничивается пятью, как показано на Фиг. 2 в качестве примера. Даже если слой интерметаллического соединения имеет другое количество слоев, отличающееся от пяти, первый и второй слои в слое интерметаллического соединения, которые располагаются ближе всех к стальному листу, могут рассматриваться как диффузионный слой.
[0049] Толщина диффузионного слоя определяется как 10 мкм или меньше. Причина этого заключается в том, что способность к точечной сварке зависит от этой толщины. Толщина диффузионного слоя, превышающая 10 мкм, имеет тенденцию к образованию сварочной пыли и вызывает сужение подходящего диапазона сварочного тока. Хотя нижний предел толщины диффузионного слоя здесь не задается, обычно присутствует диффузионный слой толщиной 1 мкм или больше, и таким образом 1 мкм практически становится нижним пределом.
[0050] <Слой поверхностного покрытия>
Слой поверхностного покрытия наслаивается на поверхность слоя алюминиевого покрытия, как описано выше. Слой поверхностного покрытия содержит по меньшей мере ZnO. Слой поверхностного покрытия может быть сформирован путем использования жидкости, в которой частицы ZnO суспендированы в водном растворе, и нанесения этой суспензии на алюминиевое покрытие с помощью устройства для нанесения покрытий валиком и т.д. Слой поверхностного покрытия обеспечивает эффект улучшения маслянистости при горячем прессовании и реакционной способности в реакции с химической конверсионной жидкостью.
[0051] Кроме ZnO слой поверхностного покрытия может содержать, например, компонент органического связующего вещества. В качестве компонента органического связующего вещества может использоваться растворимая в воде смола, такая как, например, полиуретановая смола, полиэфирная смола, акриловая смола и силановый аппрет. В качестве оксидов кроме ZnO слой поверхностного покрытия может содержать, например, SiO2, TiO2, Al2O3 и т.д.
[0052] Способы для нанесения этой суспензии могут включать в себя, например, способ, в котором вышеописанная суспензия, содержащая ZnO, смешивается с предопределенным органическим связующим веществом и наносится на поверхность слоя алюминиевого покрытия, а также способ для нанесения порошкового покрытия.
[0053] Хотя размер зерна (средний размер зерна) ZnO здесь конкретно не ограничивается, предпочтительно иметь размер зерна в диаметре, например, приблизительно 50 нм или больше и 1000 нм или меньше, и более предпочтительно 50 нм или больше и 400 нм или меньше. Следует отметить, что размер зерна ZnO определяется как размер зерна после горячего прессования. Как правило, размер зерна определяется наблюдением с помощью сканирующего электронного микроскопа (SEM) или эквивалентного устройства после выполнения процесса, в котором образец выдерживается в печи при температуре листа 900°C в течение 5-6 минут и быстро охлаждается матрицами. Органические компоненты связующего вещества разлагаются во время горячего прессования, и в поверхностном покрытии остаются только оксиды.
[0054] Хотя плотность поверхностного покрытия, включающего в себя ZnO, конкретно не ограничивается, предпочтительно, чтобы оно составляло 0,3 г/м2 или больше и 3 г/м2 или меньше в эквиваленте металлического цинка для одной поверхности стального листа. Количество ZnO, равное 0,3 г/м2 или больше в эквиваленте металлического цинка может эффективно обеспечить такие эффекты, как улучшение маслянистости и т.д. С другой стороны, если количество ZnO превышает 3 г/м2 в эквиваленте металлического цинка, толщина вышеописанного слоя алюминиевого покрытия и слоя поверхностного покрытия становится чрезмерной, ухудшая тем самым свариваемость. Таким образом, предпочтительно, чтобы слой поверхностного покрытия на одной поверхности содержал ZnO в количестве 0,3 г/м2 или больше и 3 г/м2 или меньше в эквиваленте металлического цинка. Особенно предпочтительно, чтобы количество ZnO составляло 0,5 г/м2 или больше и 1,5 г/м2 или меньше. За счет поддержания количества ZnO в диапазоне 0,5 г/м2 или больше и 1,5 г/м2 или меньше обеспечивается маслянистость при горячем прессовании, и свариваемость и адгезия краски также становятся лучше. Слой поверхностного покрытия может содержать, помимо ZnO и связующего вещества, соединения таких элементов, как, например, Mg, Ca, Ba, Zr, P, B, V и Si.
[0055] Способы для обжига и сушки после нанесения покрытия, которые используют, например, печь для нагрева воздуха, печь индукционного нагрева, печь, излучающую инфракрасные лучи ближнего диапазона и т.п., могут быть использованы отдельно или в комбинации. В зависимости от типа связующего вещества, используемого при нанесении покрытия, упрочняющая обработка может быть выполнена путем использовании, например, ультрафиолетовых лучей, электронных лучей и т.п., вместо обжига и сушки после нанесения покрытия. Температура обжига после нанесения покрытия во многих случаях находится в диапазоне приблизительно от 60°C до 200°C. Способы формирования слоя поверхностного покрытия не ограничиваются такими примерами, и могут включать в себя различные другие способы.
[0056] Когда связующее вещество не используется, адгезия покрытия после его нанесения на слой алюминиевого покрытия и до нагревания будет довольно низкой, и покрытие может отделяться при сильном трении.
[0057] Далее будет описано покрытие из фосфата цинка.
В типичном процессе покраски для автомобилей химическое преобразование путем погружения выполняется перед покраской гальваноосаждением. Химическая конверсионная обработка выполняется путем использования известной химической конверсионной жидкости, содержащей фосфаты. Химическое преобразование заставляет цинк, содержащийся в покрытии, включая ZnO, взаимодействовать с фосфатами, содержащимися в химической конверсионной жидкости, с тем, чтобы сформировать покрытие из фосфата цинка на поверхности стального листа, на котором был сформирован слой алюминиевого покрытия и слой поверхностного покрытия. Покрытие из фосфата цинка улучшает адгезию к пленке краски, а также способствует устойчивости к коррозии после покрытия краской. Например, в случае известного покрытого алюминием стального листа, как описано в упомянутом выше Патентном документе 1, легированная поверхность Al-Fe, которая покрывается жестким покрытием из оксида алюминия, показала низкую способность к реакции с химической конверсионной жидкостью. Упомянутый выше Патентный документ 2 описывает методику для улучшения способности к реакции с химической конверсионной жидкостью. Покрытие из фосфата цинка (химическое конверсионное покрытие), аналогичное описанному в упомянутом выше Патентном документе 2, также используется в данном варианте осуществления настоящего изобретения. Осаждение покрытия, содержащего ZnO, улучшает реакционную способность между покрытым алюминием стальным листом и химической конверсионной жидкостью, позволяя сформировать покрытие из фосфата цинка.
[0058] Плотностью покрытия из фосфата цинка управляют почти исключительно с помощью содержания ZnO. Когда покрытие, содержащее ZnO, содержит ZnO в количестве 0,3 г/м2 или больше и 3 г/м2 или меньше для одной поверхности в эквиваленте металлического цинка, плотность покрытия из фосфата цинка становится равным приблизительно 0,6 г/м2 или больше и 3 г/м2 или меньше для одной поверхности. Хотя покрытие из фосфата цинка формируется на поверхности слоя поверхностного покрытия, трудно отличить покрытие из фосфата цинка от слоя поверхностного покрытия на готовой детали. Следовательно, в готовой детали толщина рассматривается как полная толщина слоя поверхностного покрытия и покрытия из фосфата цинка. Полная толщина слоя поверхностного покрытия и покрытия из фосфата цинка составляет приблизительно 0,5 мкм или больше и 3 мкм или меньше, когда количество ZnO для одной поверхности составляет 0,3 г/м2 или больше и 3 г/м2 или меньше в эквиваленте металлического цинка.
[0059] В этой связи количество ZnO и количество фосфата цинка в слое поверхностного покрытия могут быть измерены путем использования известного аналитического метода, такого как флуоресцентный рентгенографический анализ. Например, калибровочные кривые, показывающие соотношение между интенсивностью флуоресцентных рентгеновских лучей и этим количеством, определяются заранее с использованием образцов с известным количеством Zn и известным количеством фосфора, и количество ZnO и количество покрытия из фосфата цинка могут быть определены по результатам измерения интенсивности флуоресцентных рентгеновских лучей с использованием этих калибровочных кривых.
[0060] (Обработка с использованием способа горячего прессования)
До сих пор описывался покрытый стальной лист в соответствии с данным вариантом осуществления, который может быть предпочтительно использован в качестве сырья для детали автомобиля в соответствии с данным вариантом осуществления настоящего изобретения. Покрытый стальной лист, который формируется описанным выше образом, является особенно полезным, когда покрытый стальной лист подвергается обработке, в которой используется способ горячего прессования. Таким образом, далее будет описан случай, в котором покрытый стальной лист, имеющий вышеописанную конфигурацию, обрабатывается с использованием способа горячего прессования.
[0061] В способе горячего прессования в соответствии с настоящим вариантом осуществления покрытый стальной лист сначала нагревается до высокой температуры для того, чтобы размягчить покрытый стальной лист. Размягченный покрытый стальной лист прессуется и формуется, а затем сформованный покрытый стальной лист охлаждается. Временно размягченный покрытый стальной лист может облегчить последующее прессование. Покрытый стальной лист, имеющий вышеупомянутые компоненты, посредством нагревания и охлаждения подвергается закалке для того, чтобы получить высокую механическую прочность, равную приблизительно 1500 МПа или больше.
[0062] Покрытый стальной лист в соответствии с настоящим вариантом осуществления нагревается в способе горячего прессования. В качестве способа нагрева в способе горячего прессования может быть использован способ нагрева, использующий в качестве типичной электропечи излучающую трубчатую печь или инфракрасное нагревание.
[0063] При нагревании покрытый алюминием стальной лист плавится в точке плавления или при температуре выше, чем точка плавления, и в то же самое время превращается в слой сплава Al-Fe (другими словами, в слой интерметаллического соединения) благодаря встречной диффузии Fe. Слой сплава Al-Fe имеет высокую температуру плавления, то есть приблизительно 1150°C. Существует множество разновидностей таких соединений Al-Fe и соединений Al-Fe-Si, включающих кремний, которые преобразуются в соединения, имеющие более высокую концентрацию железа, путем нагрева до высокой температуры или нагрева в течение длительного периода времени. Состоянием поверхности, желательным для конечного продукта, является такое состояние, когда легирование доходит до поверхности, и в то же самое время концентрация железа в слое сплава не является высокой. Если остается чистый нелегированный Al, та часть, в которой остается чистый нелегированный Al, быстро корродирует, что приводит к тому, что она становится довольно уязвимой для вздутия красочного покрытия в терминах устойчивости к коррозии после покрытия краской, что является нежелательным. С другой стороны, если концентрация железа в слое сплава Al-Fe становится слишком высокой, стойкость к коррозии слоя самого сплава Al-Fe становится ниже, что также приводит к образованию пузырей красочного покрытия с точки зрения стойкости к коррозии после покрытия краской. Это происходит потому, что стойкость к коррозии слоя сплава Al-Fe зависит от концентрации алюминия в слое сплава. Следовательно, существует желаемое состояние сплава с точки зрения стойкости к коррозии после покрытия краской, и это состояние сплава определяется на основе количества алюминиевого покрытия и условий нагрева.
[0064] Кроме того, в данном варианте осуществления настоящего изобретения покрытый алюминием стальной лист, который имеет покрытие, содержащее ZnO (другими словами, слой поверхностного покрытия), формируется с использованием горячего прессования, в котором шероховатость поверхности после формования становится важной. В терминах управления шероховатостью поверхности после того, как будет сформирован слой сплава Al-Fe, важно управлять тремя факторами, такими как плотность слоя алюминиевого покрытия, скорость увеличения температуры и достигаемая температура стального листа.
[0065] Особенно сильно влияющим фактором является скорость увеличения температуры. Шероховатость поверхности может быть уменьшена путем увеличения температуры со скоростью увеличения температуры 12°C/с или больше, независимо от количества алюминиевого покрытия и достигаемой температуры стального листа. Здесь скорость увеличения температуры является средней скоростью увеличения температуры от 50°C до «достигаемой температуры стального листа - 30°C». При такой модели увеличения температуры плотность слоя алюминиевого покрытия устанавливается равным 30 г/м2 или больше и 110 г/м2 или меньше. Причина этого заключается в том, что плотность покрытия менее 30 г/м2 делает устойчивость к коррозии, обеспечиваемую алюминиевым покрытием, недостаточной, в то время как плотность покрытия более 110 г/м2 означает чрезмерно толстое покрытие, которое имеет тенденцию отрываться и прилипать к штампам во время формования. Плотность алюминиевого покрытия более предпочтительно составляет 50 г/м2 или больше и 80 г/м2 или меньше. Верхний предел скорости увеличения температуры здесь не задается, однако трудно получить скорость увеличения температуры, равную 300°C/с или больше даже при использовании такого способа, как электронагрев и т.д. При такой модели увеличения температуры скорость увеличения температуры предпочтительно составляет 12°C/с или больше и 150°C/с или меньше. В дополнение к этому, при такой модели увеличения температуры достигаемая температура стального листа устанавливается равной 870°C или больше и 1100°C или меньше, хотя это не влияет на шероховатость поверхности. Когда достигаемая температура стального листа составляет менее 870°C, легирование может не завершиться. С другой стороны, когда достигаемая температура стального листа превышает 1100°C, легирование является избыточным, что может вызвать недостаток устойчивости к коррозии.
[0066] С другой стороны, если скорость увеличения температуры составляет менее 12°C/с, шероховатость поверхности изменяется в зависимости от количества алюминиевого покрытия и достигаемой температуры стального листа. Имеется тенденция, в которой шероховатость поверхности становится меньше при уменьшении количества алюминиевого покрытия. Следовательно, при такой модели увеличения температуры плотность слоя алюминиевого покрытия устанавливается равной 30 г/м2 или больше и меньше чем 60 г/м2 для одной поверхности. В дополнение к этому, когда покрытый стальной лист с этой плотностью алюминиевого покрытия нагревается со скоростью увеличения температуры меньше чем 12°C, достигаемая температура стального листа устанавливается равной 850°C или больше и 950°C или меньше. В этом случае трудно получить устойчивость к коррозии, если плотность алюминиевого покрытия составляет менее 30 г/м2. В дополнение к этому, достигаемая температура стального листа менее 850°C может привести к недостаточной твердости после закалки, тогда как достигаемая температура стального листа более 950°C приводит к тому, что диффузия Al-Fe заходит слишком далеко, что ухудшает устойчивость к коррозии. При такой модели увеличения температуры нижний предел скорости увеличения температуры не определяется, но скорость увеличения температуры меньше чем 1°C/с резко ухудшает экономическую рациональность, независимо от количества металлического покрытия. Кроме того, в этой модели увеличения температуры плотность слоя алюминиевого покрытия предпочтительно составляет 35 г/м2 или больше и 55 г/м2 или меньше, достигаемая температура стального листа предпочтительно составляет 850°C или больше и 900°C или меньше, и скорость увеличения температуры предпочтительно составляет 4°C/с или больше и 12°C/с или меньше.
[0067] С другой стороны, если скорость увеличения температуры составляет менее 12°C/с, а плотность слоя алюминиевого покрытия является большей, шероховатость поверхности имеет тенденцию к увеличению, и таким образом важно жестко управлять достигаемой температурой стального листа. Когда достигаемая температура стального листа является высокой, шероховатость поверхности имеет тенденцию к уменьшению. Таким образом, когда плотность слоя алюминиевого покрытия составляет 60 г/м2 или больше и 110 г/м2 или меньше для одной поверхности, важно управлять достигаемой температурой стального листа так, чтобы она была равна 920°C или больше и 970°C или меньше при такой модели увеличения температуры. Когда плотность слоя алюминиевого покрытия превышает 110 г/м2 для одной поверхности, чрезмерно толстое алюминиевое покрытие имеет тенденцию отрываться и может прилипать к штампам во время формования. С другой стороны, когда достигаемая температура стального листа составляет менее 920°C, шероховатость поверхности имеет тенденцию к увеличению, и становится трудно поддерживать устойчивость к коррозии, когда пленка гальваноосажденной краски является тонкой. Плотность слоя алюминиевого покрытия более предпочтительно составляет 60 г/м2 или больше и 90 г/м2 или меньше. Нижний предел скорости увеличения температуры здесь не задается, но скорость увеличения температуры менее 1°C/с резко ухудшает экономическую рациональность, независимо от количества металлического покрытия. В дополнение к этому, при такой модели увеличения температуры достигаемая температура стального листа предпочтительно составляет 940°C или больше и 970°C или меньше, а скорость увеличения температуры предпочтительно составляет 4°C/с или больше и 12°C/с или меньше.
[0068] Когда плотность слоя алюминиевого покрытия устанавливается равной 30 г/м2 или больше и 110 г/м2 или меньше, толщина слоя сплава Al-Fe (другими словами, толщина слоя интерметаллического соединения) в горячепрессованной детали становится равной приблизительно 10 мкм или больше и 50 мкм или меньше. Соответственно, предпочтительно, чтобы толщина слоя сплава Al-Fe соответствовала этому диапазону.
[0069] Далее будет описана причина для ограничения шероховатости поверхности после горячего прессования. Данный вариант осуществления настоящего изобретения предлагает деталь, имеющую лучшую устойчивость к коррозии после покрытия краской, за счет управления шероховатостью поверхности таким образом, чтобы она имела указанную величину или меньше, как описано выше, когда толщина пленки гальваноосажденной краски составляет менее 15 мкм. В качестве индекса шероховатости поверхности используется максимальная высота профиля (Rt) в соответствии с японским промышленным стандартом JIS B0601 (2001) (стандарт JIS B0601 (2001) соответствует международному стандарту ISO 4287). Максимальная высота профиля (Rt) определяется как сумма максимальной высоты пиков и максимальной глубины впадин на длине, оцениваемой в кривой шероховатости. Эта величина примерно соответствует разности между максимальным значением и минимальным значением на кривой шероховатости. В высокопрочных деталях автомобиля в соответствии с данным вариантом осуществления настоящего изобретения максимальная высота профиля Rt слоя поверхностного покрытия устанавливается равной 3 мкм или больше и 20 мкм или меньше. Практически невозможно сделать максимальную высоту профиля Rt меньше 3 мкм, и таким образом нижний предел устанавливается равным этой величине. Если максимальная высота профиля Rt превышает 20 мкм, коррозия начинает возникать из тонкой части пленки гальваноосажденной краски, которая образуется благодаря неровностям поверхности, и таким образом верхний предел устанавливается равным 20 мкм. Максимальная высота профиля Rt слоя поверхностного покрытия более предпочтительно составляет 7 мкм или больше и 14 мкм или меньше.
[0070] (Пример эффекта покрытого металлом стального листа и способа горячего прессования)
До сих пор описывался покрытый стальной лист, используемый для деталей автомобиля в соответствии с данным вариантом осуществления настоящего изобретения, а также способ горячего прессования для покрытого металлом стального листа. Деталь автомобиля, сформированная с использованием покрытого металлом стального листа в соответствии с данным вариантом осуществления, имеет слой поверхностного покрытия, содержащий ZnO, фосфат цинка, и т.д., так что, например, достигается высокая степень маслянистости, и способность к химической конверсии улучшается, как описано выше.
[0071] Причина, по которой ZnO способствует адгезии химического конверсионного покрытия, состоит в том, что реакция химической конверсии запускается и протекает благодаря реакции травления, в которой кислота реагирует с материалом. С другой стороны, сам ZnO является амфотерным соединением и растворяется в кислоте, так что ZnO реагирует с химической конверсионной жидкостью.
[0072] (Детали автомобиля)
Вышеописанный покрытый алюминием стальной лист подвергается вышеописанному горячему прессованию так, что производятся детали автомобиля в соответствии с данным вариантом осуществления настоящего изобретения. Деталь автомобиля имеет слой интерметаллического соединения, сформированный из интерметаллического соединения Al-Fe с толщиной 10 мкм или больше и 50 мкм или меньше на поверхности формованного стального листа (стального листа в качестве основного металла), и толщина диффузионного слоя, расположенного ближе всего к стальному листу в слое интерметаллического соединения, составляет 10 мкм или меньше. В дополнение к этому, слой поверхностного покрытия, включающий в себя покрытие, содержащее ZnO, и покрытие из фосфата цинка, обеспечивается на поверхности слоя интерметаллического соединения, и шероховатость поверхности слоя поверхностного покрытия составляет 3 мкм или больше и 20 мкм или меньше в качестве максимальной высоты профиля Rt в соответствии с японским промышленным стандартом JIS B0601 (2001). Кроме того, пленка гальваноосажденной краски, имеющая толщину 6 мкм или больше и меньше чем 15 мкм, обеспечивается на вышеописанном слое поверхностного покрытия. Эта деталь автомобиля показывает высокую механическую прочность, такую как, например, 1500 МПа или больше.
[0073] В этой связи, пленка гальваноосажденной краски, формируемая на поверхности слоя поверхностного покрытия, конкретно не ограничивается, но известная пленка гальваноосажденной краски может быть сформирована с использованием известного способа. Предпочтительно толщина пленки гальваноосажденной краски составляет 8 мкм или больше и 14 мкм или меньше. Слой поверхностного покрытия детали автомобиля в соответствии с данным вариантом осуществления настоящего изобретения имеет очень плоскую поверхность, шероховатость которой составляет 3 мкм или больше и 20 мкм или меньше в качестве максимальной высоты профиля Rt. Тем самым эта деталь автомобиля может стабильно обеспечивать превосходные эффекты, такие как превосходную устойчивость к коррозии после покрытия краской, превосходную формуемость и производительность при горячем прессовании, а также превосходную способность к химической конверсии после горячего прессования, даже если пленка гальваноосажденной краски делается очень тонкой, как описано выше.
[ПРИМЕРЫ]
[0074] Деталь автомобиля в соответствии с данным вариантом осуществления настоящего изобретения будет теперь описана более конкретно со ссылками на примеры. Следует отметить, что описываемые ниже Примеры являются просто примерами детали автомобиля в соответствии с данным вариантом осуществления настоящего изобретения, и деталь автомобиля в соответствии с данным вариантом осуществления настоящего изобретения не ограничивается этими примерами, описываемыми ниже.
[0075] <Пример 1>
В Примере 1 использовался лист холоднокатаной стали (толщина листа 1,2 мм), имеющий состав стали, показанный в Таблице 1, и этот лист холоднокатаной стали был покрыт алюминием. Использовавшаяся температура нагрева при отжиге составляла приблизительно 800°C. Ванна для нанесения алюминиевого покрытия содержала Si в количестве 9 мас.% и приблизительно 2 мас.% железа, которое элюировало из стальных полос. Количество после металлизации регулировалось путем использования способа обдува газом до 20 г/м2 или больше и 120 г/м2 или меньше для одной поверхности. После того, как покрытый стальной лист был охлажден, суспензия, которая содержала ZnO с диаметром частиц приблизительно 50 нм и акриловое связующее вещество, количество которого составляло 20 мас.% по массе ZnO, была нанесена с помощью устройства для нанесения покрытий валиком, и покрытый стальной лист спекался при температуре приблизительно 80°C. Плотность покрытия задавалась в диапазоне 0,1 г/м2 или больше и 4 г/м2 или меньше по количеству металлического цинка. Средний диаметр первичного кристалла регулировался путем изменения количества покрытия и скорости охлаждения. Средний диаметр первичного кристалла вычислялся с помощью описанного выше способа путем наблюдения структуры поперечного сечения в оптический микроскоп.
[0076] [Таблица 1]
[0077] Покрытый стальной лист был подвергнут горячей штамповке при условиях, описанных ниже. Использовались два способа нагрева: способ, в котором покрытый стальной лист помещался в печь с воздушной атмосферой, установленную на постоянную температуру, и способ, в котором применяется инфракрасная печь дальнего диапазона, имеющая две зоны. В последнем способе одна зона поддерживалась при температуре 1150°C, а другая зона поддерживалась при температуре 900°C. Покрытые металлом стальные листы нагревались до температуры 800°C в печи с температурой 1150°C, а затем переносились в печь с температурой 900°C. Термопары были приварены к каждому из покрытых металлом стальных листов для того, чтобы измерять фактическую температуру листа, и измерялась средняя скорость увеличения температуры от 50°C до «достигаемой температуры стального листа - 30°C».
[0078] После того, как достигаемая температура стального листа и время выдержки образца при достигаемой температуре стального листа были отрегулированы, покрытый стальной лист был отштампован в профиль, напоминающий шляпу, и был закален путем его охлаждения в течение 10 с в нижней мертвой точке. После этого образец был вырезан из сформованного профиля для того, чтобы оценить устойчивость к коррозии. Фиг. 3 иллюстрирует форму профиля, используемого в этот момент, а также вырезаемую часть. Вырезанный образец был подвергнут химической конверсионной обработке с использованием химической конверсионной жидкости (PB-SX35), содержащей фосфаты, доступной от компании Nihon Parkerizing Co., Ltd. Затем этот образец был покрыт гальваноосажденной краской (Powernics 110), доступной от компании Nippon Paint Co., Ltd., так, чтобы целевая толщина пленки составляла 5 мкм или больше и 20 мкм или меньше, и образец был спечен при температуре 170°C.
[0079] Стойкость к коррозии после покрытия краской оценивалась в соответствии со стандартом JASO M609, установленным Обществом автомобильных инженеров Японии. Этот образец был подвергнут тесту коррозии из 180 циклов (60 дней) с запечатанными краями образца и без царапин на пленке краски. Состояние коррозии после теста наблюдалось и оценивалось в соответствии с приведенными ниже критериями. В качестве сравнительного образца, легированный лист оцинкованной стали горячего цинкования с массой покрытия 45 г/м2 с одной стороны был подвергнут холодной штамповке в аналогичный профиль, напоминающий форму шляпы, и был оценен аналогичным образом. Результат оценки был «B».
[0080] A: с красной ржавчиной, без вздутий
B: с красной ржавчиной, площадь вздутий 3% или меньше
С: с красной ржавчиной, площадь вздутий 5% или меньше
D: с красной ржавчиной, площадь вздутий более 5%
[0081] В дополнение к этому шероховатость поверхности (Rt) измерялась для образцов, которые были подвергнуты химическому преобразованию, в соответствии с японским промышленным стандартом JIS B0601 (2001). Толщина диффузионного слоя затем определялась путем наблюдения в оптический микроскоп поперечного сечения образца, обработанного 3%-ым травильным ниталем после наблюдения предварительно обработанного поперечного сечения в микроскоп.
[0082] После формования профиля наблюдалось отделение Al-Fe от внутренней поверхности части R (части сжимающего усилия). Степень отделения затем оценивалась путем визуального наблюдения. Такое отделение является нежелательным, потому что Al-Fe, отделяющийся от части сжимающего усилия, прилипает к штампу и царапает прессованные продукты.
[0083] A: отделение почти отсутствует
B: небольшое отделение
C: большое отделение
[0084] Для проверки свариваемости точечной сваркой плоский лист толщиной 1,4 мм был нагрет и подвергнут закалке в штампах при тех же условиях нагрева, что и в тесте формирования профиля. Подходящий диапазон сварочного тока оценивался для этого образца в 12 циклах с однофазным источником переменного тока (60 Гц) и давлением 400 кгс (1 кгс приблизительно равен 9,8 Н). Эта оценка проводилась с использованием перечисленных ниже критериев, причем нижний предел был установлен равным 4 × (t)0,5 (где t является толщиной), а верхний предел определялся образованием пыли.
[0085] A: подходящий диапазон составляет 1,5 кА или больше
B: подходящий диапазон составляет менее 1,5 кА
[0086] Полученные результаты приведены в Таблице 2. В этой таблице количество металлического покрытия и количество ZnO указаны для одной поверхности, а количество ZnO указано как количество металлического цинка. Было подтверждено, что в качестве слоя поверхностного покрытия покрытие, содержащее ZnO, и покрытие, содержащее фосфат цинка, было сформировано в каждом из образцов, соответствующих настоящему изобретению.
[0087] [Таблица 2]
[0088] В Таблице 2 показано, что превосходная устойчивость к коррозии после покрытия краской демонстрируется, когда плотность алюминиевого покрытия, количество ZnO, средний диаметр первичного кристалла, скорость увеличения температуры, достигаемая температура стального листа и толщина пленки гальваноосажденной краски являются подходящими. Однако достаточная устойчивость к коррозии не получается в тех случаях, в которых, например, плотность алюминиевого покрытия мало (№ 1), количество ZnO мало (№ 30), пленка гальваноосажденной краски является чрезмерно тонкой (№ 31), средний диаметр первичного кристалла является чрезмерно большим (№ 32). В дополнение к этому, устойчивость к коррозии уменьшается в том случае, когда достигаемая температура стального листа является чрезмерно низкой (№ 10) или чрезмерно высокой (№ 11). В Примере № 11 достигаемая температура стального листа является слишком высокой, что заставляет сам Al-Fe плавиться, так что шероховатость поверхности становится большой. Когда скорость увеличения температуры является небольшой, подходящий диапазон достигаемой температуры стального листа изменяется в зависимости от количества алюминиевого покрытия. В частности, когда металлическое покрытие является толстым и достигаемая температура стального листа устанавливается около 900°C (№ 29), шероховатость поверхности увеличивается, и таким образом достаточная устойчивость к коррозии не может быть получена. Стало очевидно, что в таком случае необходимо установить достигаемую температуру стального листа более высокой (№ 21, № 22).
[0089] До этого момента предпочтительные варианты осуществления настоящего изобретения были описаны подробно со ссылками на приложенные чертежи, но настоящее изобретение не ограничивается этим. Специалистам в данной области техники должно быть понятно, что различные изменения и замены могут быть сделаны без отступлений от духа и области охвата приложенной формулы изобретения.
[0090] Как описано выше, благодаря настоящему изобретению маслянистость стала лучше, а также улучшилась обрабатываемость при выполнении горячего прессования покрытого алюминием стального листа, что позволяет выполнять более сложное прессование. Также появилась возможность экономии труда на техническом обслуживании и ремонте оборудования горячего прессования и увеличения производительности. Подтверждено, что красочное покрытие и устойчивость к коррозии готовых изделий улучшаются, потому что способность к химической конверсии обработанных продуктов после горячего прессования становится лучше. Ввиду вышеизложенного, настоящее изобретение расширяет область применения горячего прессования покрытой алюминием стали и улучшает применимость покрытых алюминием стальных материалов к конечным продуктам, таким как автомобили и промышленные машины.
Изобретение относится к высокопрочной детали автомобиля с коррозионно-стойким покрытием и способу ее изготовления. Указанная деталь содержит формованный стальной лист, имеющий на своей поверхности слой интерметаллического соединения Al-Fe с толщиной не менее 10 мкм и не более 50 мкм, слой поверхностного покрытия, расположенный на поверхности упомянутого слоя интерметаллического соединения Al-Fe, включающий покрытие, содержащее ZnO, и покрытие из фосфата цинка, и имеющий шероховатость поверхности, составляющую не менее 3 мкм и не более 20 мкм, в качестве значения максимальной высоты профиля Rt в соответствии с японским промышленным стандартом JIS B0601 (2001), и пленку гальваноосажденной краски, расположенную на поверхности упомянутого слоя поверхностного покрытия и имеющую толщину не менее 6 мкм и не более 15 мкм. Способ изготовления высокопрочной детали автомобиля с коррозионно-стойким покрытием включает нанесение алюминиевого покрытия на стальной лист, нанесение слоя поверхностного покрытия, содержащего ZnO, на поверхности покрытого алюминием стального листа, проведение горячего прессования упомянутого стального листа, и нанесение пленки из гальваноосажденной краски с толщиной не менее 6 мкм и не более 15 мкм. Содержание ZnO в упомянутом слое поверхностного покрытия составляет не менее 0,3 г/м2 и не более 3 г/м2 в эквиваленте металлического цинка для одной поверхности покрытого слоем алюминиевого покрытия стального листа. Нагрев перед горячим прессованием проводят со скоростью увеличения температуры не менее 12°C/с с максимально достигаемой температурой стального листа не менее 870°C и не более 1100°C. Обеспечивается деталь автомобиля, имеющая улучшенную устойчивость к коррозии, улучшенную формуемость при горячем прессовании, а также улучшенную способность к химической конверсии после горячего прессования. 4 н. и 21 з.п. ф-лы, 3 ил., 2 табл., 1 пр.
1. Высокопрочная деталь автомобиля с коррозионно-стойким покрытием, содержащая:
формованный стальной лист, имеющий на своей поверхности слой интерметаллического соединения Al-Fe с толщиной не менее 10 мкм и не более 50 мкм, при этом слой интерметаллического соединения Al-Fe состоит из легированных слоев, при этом легированный слой, расположенный ближе других к стальному листу, является диффузионным слоем и имеет толщину не более 10 мкм;
слой поверхностного покрытия, расположенный на поверхности слоя интерметаллического соединения Al-Fe, включающий покрытие, содержащее ZnO, и покрытие из фосфата цинка, и имеющий шероховатость поверхности, составляющую не менее 3 мкм и не более 20 мкм, в качестве значения максимальной высоты профиля Rt в соответствии с японским промышленным стандартом JIS B0601 (2001); и
пленку гальваноосажденной краски, расположенную на поверхности упомянутого слоя поверхностного покрытия и имеющую толщину не менее 6 мкм и не более 15 мкм.
2. Деталь автомобиля по п. 1, в которой максимальная высота профиля Rt составляет не менее 7 мкм и не более 14 мкм.
3. Деталь автомобиля по п. 1, в которой покрытие, содержащее ZnO, имеет средний размер зерна в диаметре не менее 50 нм и не более 1000 нм.
4. Деталь автомобиля по п. 1, в которой содержание ZnO в поверхностном покрытии составляет не менее 0,3 г/м2 и не более 3 г/м2 в эквиваленте металлического цинка для одной поверхности формованного стального листа.
5. Деталь автомобиля по п. 3, в которой содержание ZnO в поверхностном покрытии составляет не менее 0,3 г/м2 и не более 3 г/м2 в эквиваленте металлического цинка для одной поверхности формованного стального листа.
6. Деталь автомобиля по п. 1, в которой содержание ZnO в поверхностном покрытии составляет не менее 0,5 г/м2 и не более 1,5 г/м2 в эквиваленте металлического цинка для одной поверхности формованного стального листа.
7. Деталь автомобиля по п. 1, в которой слой интерметаллического соединения Al-Fe, сформированный на поверхности стального листа, представляет собой алюминиевое покрытие.
8. Деталь автомобиля по п. 7, в которой слой алюминиевого покрытия в виде интерметаллического соединения Al-Fe имеет средний диаметр первичного кристалла не менее 4 мкм и не более 40 мкм.
9. Деталь автомобиля по п. 7, в которой слой алюминиевого покрытия в виде интерметаллического соединения Al-Fe имеет средний диаметр первичного кристалла не менее 4 мкм и не более 30 мкм.
10. Деталь автомобиля по п. 7, в которой плотность слоя алюминиевого покрытия составляет не менее 30 г/м2 и не более 110 г/м2 для одной поверхности формованного стального листа.
11. Деталь автомобиля по п. 8, в которой плотность слоя алюминиевого покрытия составляет не менее 30 г/м2 и не более 110 г/м2 для одной поверхности формованного стального листа.
12. Деталь автомобиля по п. 7, в которой плотность слоя алюминиевого покрытия составляет не менее 30 г/м2 и не более 60 г/м2 для одной поверхности формованного стального листа.
13. Деталь автомобиля по п. 7, в которой плотность слоя алюминиевого покрытия составляет не менее 60 г/м2 и не более 110 г/м2 для одной поверхности формованного стального листа.
14. Способ изготовления высокопрочной детали автомобиля с коррозионно-стойким покрытием, включающий:
нанесение алюминиевого покрытия на стальной лист,
нанесение слоя поверхностного покрытия, содержащего ZnO, на поверхности покрытого алюминием стального листа, при этом содержание ZnO в упомянутом слое поверхностного покрытия составляет не менее 0,3 г/м2 и не более 3 г/м2 в эквиваленте металлического цинка для одной поверхности покрытого слоем алюминиевого покрытия стального листа,
проведение горячего прессования упомянутого стального листа,
при этом нагрев перед горячим прессованием проводят со скоростью увеличения температуры не менее 12°C/с с максимально достигаемой температурой стального листа не менее 870°C и не более 1100°C, а
после горячего прессования осуществляют нанесение пленки из гальваноосажденной краски с толщиной не менее 6 мкм и не более 15 мкм.
15. Способ по п. 14, в котором плотность слоя алюминиевого покрытия составляет не менее 50 г/м2 и не более 80 г/м2 для одной поверхности прессованного стального листа.
16. Способ по п. 14, в котором содержание ZnO в упомянутом слое поверхностного покрытия составляет не менее 0,5 г/м2 и не более 1,5 г/м2 в эквиваленте металлического цинка для одной поверхности покрытого слоем алюминиевого покрытия стального листа.
17. Способ по п. 14, в котором в слое алюминиевого покрытия средний диаметр первичного кристалла составляет не менее 4 мкм и не более 30 мкм.
18. Способ изготовления высокопрочной детали автомобиля с коррозионно-стойким покрытием, включающий
нанесение слоя алюминиевого покрытия на стальной лист,
нанесение слоя поверхностного покрытия, содержащего ZnO, на поверхности покрытого слоем алюминиевого покрытия стального листа, при этом содержание ZnO в упомянутом слое поверхностного покрытия составляет не менее 0,3 г/м2 и не более 3 г/м2 в эквиваленте металлического цинка для одной поверхности покрытого слоем алюминиевого покрытия стального листа,
проведение горячего прессования упомянутого стального листа,
при этом нагрев перед горячим прессованием проводят со скоростью увеличения температуры не менее 12°C/с с максимально достигаемой температурой стального листа не менее 850°C и не более 950°C, а
после горячего прессования осуществляют нанесение пленки из гальваноосажденной краски с толщиной не менее 6 мкм и не более 15 мкм.
19. Способ по п. 18, в котором плотность слоя алюминиевого покрытия составляет не менее 35 г/м2 и не более 55 г/м2 для одной поверхности прессованного стального листа.
20. Способ по п. 18, в котором содержание ZnO в упомянутом слое поверхностного покрытия составляет не менее 0,5 г/м2 и не более 1,5 г/м2 в эквиваленте металлического цинка для одной поверхности покрытого слоем алюминиевого покрытия стального листа.
21. Способ по п. 18, в котором в слое алюминиевого покрытия средний диаметр первичного кристалла составляет не менее 4 мкм и не более 30 мкм.
22. Способ изготовления высокопрочной детали автомобиля с коррозионно-стойким покрытием, включающий
нанесение слоя алюминиевого покрытия на стальной лист,
нанесение слоя поверхностного покрытия, содержащего ZnO, на поверхности покрытого слоем алюминиевого покрытия стального листа, при этом содержание ZnO в упомянутом слое поверхностного покрытия составляет не менее 0,3 г/м2 и не более 3 г/м2 в эквиваленте металлического цинка для одной поверхности покрытого слоем алюминиевого покрытия стального листа,
проведение горячего прессования упомянутого стального листа,
при этом нагрев перед горячим прессованием проводят со скоростью увеличения температуры не менее 12°C/с с максимально достигаемой температурой стального листа не менее 920°C и не более 950°C, а
после горячего прессования осуществляют нанесение пленки из гальваноосажденной краски с толщиной не менее 6 мкм и не более 15 мкм.
23. Способ по п. 22, в котором плотность слоя алюминиевого покрытия составляет не менее 60 г/м2 и не более 90 г/м2 для одной поверхности прессованного стального листа.
24. Способ по п. 22, в котором содержание ZnO в упомянутом слое поверхностного покрытия составляет не менее 0,5 г/м2 и не более 1,5 г/м2 в эквиваленте металлического цинка для одной поверхности покрытого слоем алюминиевого покрытия стального листа.
25. Способ по п. 22, в котором в слое алюминиевого покрытия средний диаметр первичного кристалла составляет не менее 4 мкм и не более 30 мкм.
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| СТАЛЬНОЙ ЛИСТ С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ И СПОСОБ ГОРЯЧЕЙ ШТАМПОВКИ СТАЛЬНОГО ЛИСТА С МЕТАЛЛИЧЕСКИМ ПОКРЫТИЕМ | 2009 |
|
RU2466210C2 |
| СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ | 2006 |
|
RU2412278C2 |
| ЩИТОВОЙ ДЛЯ ВОДОЕМОВ ЗАТВОР | 1922 |
|
SU2000A1 |
| Печь-кухня, могущая работать, как самостоятельно, так и в комбинации с разного рода нагревательными приборами | 1921 |
|
SU10A1 |

