Область техники, к которой относится изобретение
Настоящее изобретение относится к стальному материалу с покрытием из сплава на основе Mg с высоким содержанием Mg (сплав на основе Mg).
Уровень техники
В качестве стального материала с металлическим покрытием, полученным горячим погружением, материал с цинковым покрытием, полученным горячим погружением, используют в широком в диапазоне областей, таких как автомобили, строительные материалы, бытовые электроприборы и т.д. Высокая степень осаждения покрытия является эффективной в целях обеспечения долговременного эффекта защиты от коррозии.
Причина состоит в том, что при использовании цинкового покрытия скорость коррозии самого слоя покрытия меньше скорости коррозии металлического железа стального материала и даже в местах, где металлическое железо подвержено воздействию внешней среды, низкий коррозионный потенциал цинка позволяет защитить стальной материал от разрушительной коррозии.
Эффекты сопротивления коррозии и защиты от коррозии достигают за счет расхода Zn, поэтому чем больше количество Zn на единицу площади, тем дольше будет сохраняться эффект сопротивления коррозии и защиты от коррозии.
С другой стороны, если степень осаждения Zn становится больше, способность поддаваться обработке, свариваемость и другие характеристики, необходимые стальному материалу, ухудшаются. По этой причине, если возможно, желательно, чтобы цинковое покрытие показывало высокое сопротивление коррозии при меньшей степени осаждения.
В последнее время проблемой является истощение запасов Zn. Для того чтобы снизить объем использования Zn, требуется цинковое покрытие, имеющее высокое сопротивление коррозии при низкой степени осаждения.
Для того чтобы получить достаточное сопротивление коррозии при низкой степени осаждения цинкового покрытия, в цинковое покрытие добавляют легирующий элемент, улучшающий сопротивление коррозии. Вплоть до настоящего времени предпринимали многочисленные попытки получить такое покрытие. В действительности, широко используются покрытия из сплава Zn-Ni, покрытия из сплава Zn-Fe и т.д., особенно для автомобильного стального листа. Покрытия из сплавов Zn-Al также широко используются в основном для строительных материалов.
В частности, чтобы далее улучшить сопротивление коррозии в покрытиях из сплава Zn-Al, разрабатываются способы добавления Mg или Si. Например, слой покрытия из сплава для стали с исключительным сопротивлением коррозии, раскрытый в японской патентной публикации (А) №2002-60978, содержит, в % масс., Al: 1-50% и Mg: 0,1-20%.
Далее, в покрытии из сплава Zn-Mg, раскрытом в японской патентной публикации (А) №2005-82834, сплав содержит, в % масс., 0,05-3% Mg, обеспечивая тем самым сопротивление коррозии. Содержание Mg в слое покрытия составляет, самое большее, в % масс., 20% или около этого.
Таким образом, в известном уровне техники содержание Mg удерживали на низком уровне. Для этого, в основном, имеется три причины.
Первая причина состоит в том, что при добавлении Mg в высокой концентрации увеличивается возможность повышения температуры плавления в ванне для нанесения покрытий и даже после нанесения покрытия увеличивается возможность образования интерметаллических соединений, вызывающих ухудшение способности к обработке.
При добавлении в цинковую ванну Mg может относительно легко там раствориться в количестве до 3% масс. или около этого. Причина состоит в том, что добавленный Mg образует MgZn2 (интерметаллическое соединение), которое образует эвтектическую композицию с Zn и вызывает понижение температуры плавления.
Однако при добавлении более 3% Mg степень образования MgZn2 увеличивается и результат отклоняется от эвтектического состава, поэтому температура плавления ванны для нанесения покрытия быстро повышается и вязкость ванны для нанесения покрытия увеличивается.
Кроме того, если количество добавляемого Mg становится близко к 20%, добавляемый Mg образует нерастворимые примеси и количество образующегося шлака увеличивается. Mg в большой концентрации аккумулируется в шлаке у поверхности ванны для нанесения покрытия. В зависимости от атмосферы он воспламеняется у поверхности ванны. Нанесение покрытия становится затруднительным.
Далее, при добавлении Mg в высокой концентрации 10% и более в слое покрытия из сплава после затвердевания в больших количествах образуются интерметаллические соединения и слой из сплава.
Интерметаллические соединения присутствуют в слое покрытия из сплава, и слой из сплава, образующийся у границы стального листа, и слой покрытия плохо поддаются пластической деформации, в связи с этим, при использовании в составе ванны для нанесения покрытия в высокой концентрации Mg, образуется слой покрытия, плохо поддающийся обработке, и возникают проблемы образования трещин в слое покрытия и его отслоения от стального листа.
Из-за вышеуказанных причин при образовании покрытия и проблемы с возможностью покрытия поддаваться обработке, вплоть до настоящего времени количество добавляемого Mg ограничивали примерно до 20% масс.
Вторая причина, по которой содержание Mg удерживалось на низком уровне, состоит в том, что Mg плохо реагирует с Fe. Mg не образует интерметаллических соединений с Fe и совсем не растворяет Fe (например, Journal of the Japan Institute of Metals, том 59, №3 (1995 г.), стр.284-289).
Далее, Mg легко окисляется. Окисная пленка Mg вызывает ухудшение смачиваемости Fe, что приводит к ухудшению адгезии.
Даже с покрытием из сплава Zn-Mg или покрытием из сплава Zn-Mg-Al активное количество Zn или Al становится небольшим из-за добавленного Mg. Вследствие этого сдерживается образование слоя сплава Zn-Fe или слоя сплава Al-Fe, способствующего адгезии между слоем покрытия и Fe.
В результате чем выше концентрация Mg в покрытии из сплава Zn-Mg, тем сложнее обеспечить адгезию. Во время обработки слой покрытия легко отслаивается и т.д. Следовательно, возможно изготавливать только стальной материал с покрытием из сплава с низкими качествами материала.
Третья причина, по которой содержание Mg удерживалось на низком уровне, состоит в том, что считалось, что при использовании состава покрытия, содержащего Mg в высокой концентрации, сопротивление коррозии становится недостаточным.
Из всех металлов, имеющих практическое применение, Mg наиболее легко окисляется, поэтому полагали, что даже при использовании покрытия из сплава с концентрацией Mg в 50% масс. и более Mg будет окисляться и сопротивление коррозии будет неудовлетворительным и его применение нецелесообразным.
Из-за этих причин у стального материала, снабженного слоем цинкового покрытия, полученного горячим погружением и содержащего Mg в высокой концентрации, возникают проблемы при производстве и эксплуатации и такой материал не существует до настоящего времени.
Способ производства стального листа, снабженного с помощью электроосаждения слоем покрытия из сплава Zn-Mg, содержащим 35% масс. или более, Mg раскрыт в японской патентной публикации (А) №8-13186.
До настоящего времени все способы производства стального материала с покрытием, снабженного слоем покрытия Zn-Mg, содержащим Mg в высокой концентрации, например способы электроосаждения, использующие расплавы солей или неводные растворители, были неэффективными способами. Способ производства, использующий исключительно эффективный способ покрытия горячим погружением, еще не был предложен.
Далее, способ производства стального листа с покрытием Zn-Mg, наносимым осаждением из парообразного состояния, использующий низкую температуру плавления и высокое давление пара магния, был раскрыт в «Nisshin Steel Technical Reports», №78 (1998 г.), 18-27.
Согласно этому способу производства возможно производить стальной лист с покрытием, снабженный слоем покрытия, содержащим Mg в высокой концентрации, но необходимо осаждение из парообразного состояния в порядке Zn→Mg→Zn. По сравнению со способом покрытия горячим погружением это неэффективный способ производства.
Далее, концентрация Mg в слое покрытия стального листа с покрытием Zn-Mg, изготавливаемого способом производства, раскрытым в «Nisshin Steel Technical Reports», №78 (1998 г.), 18-27, составляет 11-13% масс. Слой покрытия из сплава Mg-Zn, содержащий Mg в высокой концентрации, не изучается и его эксплуатационные данные совсем не были раскрыты.
Концентрация Mg в слое покрытия стальных материалов с покрытием, полученным горячим погружением, раскрытых до настоящего времени, была, самое большее, 20% масс. Почти все исследования в этой области были ограничены до диапазона 20% Mg и менее.
До настоящего времени покрытие, полученное горячим погружением и содержащее Mg в высокой концентрации, фактически никогда не изучалось. Следовательно, свойства слоя покрытия, полученного горячим погружением и содержащего Mg в высокой концентрации, до настоящего времени также никогда не объяснялись.
Раскрытие изобретения
Задача настоящего изобретения состоит в том, чтобы создать стальной материал с покрытием из слоя сплава Mg-Zn, полученным горячим погружением и содержащим Mg в высокой концентрации и обеспечивающим как адгезию, так и сопротивление коррозии.
Авторы изобретения изучили добавление Mg в высокой концентрации в цинковое покрытие, получаемое горячим погружением, как средство получения высокого сопротивления коррозии.
В результате авторы изобретения обнаружили, что, задавая состав ванны в специальном диапазоне для нанесения покрытия Mg (основа)-Zn, содержащего Mg в высокой концентрации, можно понизить температуру плавления в ванне для нанесения покрытия горячим погружением до значения, меньшего температуры воспламенения Mg, и уменьшить как вязкость ванны для нанесения покрытия, так и количество образующегося шлака, и можно производить стальной материал с покрытием из сплава на основе Mg, полученным горячим погружением. Следует отметить, что «Mg (основа)-Zn» ниже иногда будет называться «Mg-Zn».
Далее, авторы изобретения исследовали физические свойства и поперечную структуру этого слоя покрытия из сплава Mg-Zn и в результате выяснили, что в покрытии из сплава с низким содержанием Mg сдерживалось образование слоя из сплава Zn-Fe и т.д., способствующего адгезии покрытия, но при включении Mg в высокой концентрации, если Zn в известной мере присутствует в слое покрытия, Fe диффундирует из материала матрицы в слой покрытия и обеспечивает адгезию.
Кроме того, они обнаружили, что адгезия слоя покрытия из сплава Mg (основа)-Zn со стальным листом дополнительно улучшается, если на стальной лист нанести предварительное покрытие металлической пленки из Ni, Cu, Sn и т.д.
Далее, изобретатели выяснили, что в части диапазона состава настоящего изобретения можно образовать аморфную фазу с практической скоростью охлаждения, и если аморфная фаза становится равной 5% об. и более, дефекты, образующие начальные точки отслаивания и растрескивание слоя покрытия и вредное воздействие интерметаллических соединений, могут быть устранены.
Далее, авторы изобретения обнаружили, что сопротивление коррозии слоя покрытия из сплава на основе Mg настоящего изобретения превосходит сопротивление коррозии обычного цинкового покрытия, полученного горячим погружением, но за счет включения аморфной фазы улучшается сопротивление коррозии относительно слоя покрытия такого же состава, но содержащего только кристаллическую фазу в зависимости от условий использования.
Даже если слой покрытия является не аморфной, а кристаллической фазой в части диапазона состава настоящего изобретения, можно охладить высокотемпературную стабильную фазу, не существующую в равновесном состоянии при комнатной температуре, до комнатной температуры при приемлемой скорости охлаждения.
Далее, авторы изобретения раскрыли, что слой покрытия, содержащий эту высокотемпературную стабильную фазу, имеет исключительно высокие сопротивление коррозии и способность защиты от разрушительной коррозии, поэтому может быть использован в качестве слоя покрытия с высоким сопротивлением коррозии и высокой способностью защиты от разрушительной коррозии, никогда ранее не существовавшими.
Сложность образования слоя покрытия, содержащего аморфную фазу, высокотемпературную стабильную фазу или другую неравновесную фазу, на стальном листе связана с тем, что после покрытия горячим погружением необходимо охладить слой покрытия с высокой скоростью охлаждения.
Авторы изобретения изучили задачу легкого образования слоя покрытия из сплава Mg-Zn, полученного горячим погружением и содержащего эту неравновесную фазу на поверхности стального листа, и разделение процесса покрытия горячим погружением и процесса охлаждения.
В результате они исследовали ряд тепловых процессов повторного нагрева и быстрого охлаждения стального листа с покрытием из сплава Mg-Zn, полученным горячим погружением, которому позволяли охлаждаться в естественных условиях после нанесения покрытия (ниже этот повторный нагрев и быстрое охлаждение иногда называются «повторный нагрев/быстрое охлаждение»).
Обычно при нанесении покрытия и последующем повторном нагреве стального материала с покрытием, полученным горячим погружением и содержащим Al или Zn, Fe из материала стального листа и Al и/или Zn в слое покрытия образуют слои интерметаллического соединения (сплава) (ниже это иногда называется «сплавление»).
Однако авторы изобретения обнаружили, что при повторном нагреве/быстром охлаждении за счет специального регулирования температуры в специальном диапазоне состава в слое покрытия из сплава Mg-Zn, полученном горячим погружением, настоящего изобретения можно устранить сплавление Fe и Al или сплавление Fe и Zn.
Следовательно, в специальном диапазоне состава переплавление слоя покрытия во время устранения сплавления является возможным. Используя это, даже на обычной линии нанесения покрытия, не снабженной обычными средствами быстрого охлаждения, можно сначала выполнить медленное охлаждение, чтобы получить стальной материал с покрытием, снабженный покрытием из сплава Mg-Zn с равновесной фазой, полученным горячим погружением, затем выключить или включить линию и повторно нагреть или быстро охладить этот стальной материал, чтобы изготовить стальной лист с покрытием, снабженный слоем покрытия с неравновесной фазой, полученным горячим погружением.
Следовательно, отделяя процесс быстрого охлаждения, необходимый для получения неравновесной фазы, от процесса, относящегося к покрытию горячим погружением, становится возможным легко образовывать слой покрытия из сплава Mg-Zn с неравновесной фазой, получаемый горячим погружением и содержащий аморфную фазу или высокотемпературную стабильную фазу на стальном материале.
Настоящее изобретение было осуществлено на основе вышеуказанных исследований, и его сущность заключается в следующем:
(1) Стальной материал с покрытием из сплава на основе Mg, характеризующийся тем, что слой покрытия из сплава на основе Mg получен горячим погружением.
(2) Стальной материал с покрытием из сплава на основе Mg, характеризующийся тем, что слой покрытия из сплава на основе Mg получен горячим погружением и содержит Zn от 15% ат. до менее 45% ат.
(3) Стальной материал с покрытием из сплава на основе Mg, характеризующийся тем, что слой покрытия из сплава на основе Mg получен горячим погружением, содержит Zn от 15% ат. до менее 45% ат. и дополнительно содержит один или несколько элементов, выбранных из группы A: Si, Ti, Cr, Cu, Fe, Ni, Zr, Nb, Mo и Ag, в сумме 0,03-5% ат.
(4) Стальной материал с покрытием из сплава на основе Mg, характеризующийся тем, что слой покрытия из сплава на основе Mg получен горячим погружением, содержит Zn от 15% ат. или более и Mg более 35% ат. и дополнительно содержит один или несколько элементов, выбранных из группы В: Al, Ca, Y и La, в сумме 0,03-15% ат.
(5) Стальной материал с покрытием из сплава на основе Mg, характеризующийся тем, что слой покрытия из сплава на основе Mg получен горячим погружением, содержит Zn 15% ат. или более и Mg более 35% ат. и дополнительно содержит один или несколько элементов, выбранных из группы В: Al, Ca, Y и La, в количестве, в сумме равном 0,03-15% ат., при содержании Mg более 55% ат., и в количестве, в сумме равном 2-15% ат., при содержании Mg 55% ат. или менее.
(6) Стальной материал с покрытием из сплава на основе Mg, как изложено в (4) или (5), характеризующийся тем, что указанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит Mg: 85% ат. или менее.
(7) Стальной материал с покрытием из сплава на основе Mg, как изложено в (4) или (5), характеризующийся тем, что указанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит Mg: 55-85% ат.
(8) Стальной материал с покрытием из сплава на основе Mg, как изложено в любом из с (4) по (7), характеризующийся тем, что указанный слой покрытия из сплава на основе Mg, полученный горячим погружением, дополнительно содержит один или несколько элементов, выбранных из группы элементов А: Si, Ti, Cr, Cu, Fe, Ni, Zr, Nb, Mo и Ag, в сумме 0,03-5% ат.
(9) Стальной материал с покрытием из сплава на основе Mg, как изложено в любом из с (1) по (8), характеризующийся тем, что указанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит Zn: от 15% ат. до менее 45% ат. и аморфная фаза составляет 5% об. и более.
(10) Стальной материал с покрытием из сплава на основе Mg, характеризующийся тем, что слой покрытия из сплава на основе Mg получен горячим погружением, содержит Zn: от 15% ат. до менее 44,97% ат., дополнительно содержит один или несколько элементов, выбранных из группы элементов A: Si, Ti, Cr, Cu, Fe, Ni, Zr, Nb, Mo и Ag, в сумме 0,03-5% ат., и группы элементов В′: Са, Y и La, в сумме 0,03-15% ат. (причем если указанная сумма элементов В′ меньше 0,03-5% ат., то Mg более 55% ат., и если сумма элементов В′ 5-15% ат., то Zn менее 40% ат.), и аморфная фаза составляет 5% об. и более.
(11) Стальной материал с покрытием из сплава на основе Mg, как изложено в любом из с (1) по (8), характеризующийся тем, что вышеуказанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит интерметаллическое соединение Zn3Mg7 при отношении интенсивностей рентгеновских лучей, т.е. отношении интенсивностей дифракционных пиков Zn3Mg7 (исключая дифракционный пик пространства плоскости дифракции 0,233 мм) к сумме всех интенсивностей дифракционных пиков, появляющихся в пространстве плоскости дифракции 0,1089-1,766 мм (исключая дифракционный пик пространства плоскости дифракции 0,233 мм), равном 10% и более.
(12) Стальной материал с покрытием из сплава на основе Mg, характеризующийся тем, что слой покрытия из сплава на основе Mg получен горячим погружением, содержит Zn 20% ат. или более и Mg 50-75% ат. и дополнительно содержит один или несколько элементов, выбранных из группы В: Al, Са, Y и La, в сумме 0,03-12%, причем, если содержание группы В составляет 1-12% ат., содержание Al составляет 1% ат. и более, и содержит интерметаллическое соединение Zn3Mg7 в требуемом количестве.
(13) Стальной материал с покрытием из сплава на основе Mg, как изложено в любом из с (1) по (8), характеризующийся тем, что вышеуказанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит неравновесную фазу, полученную выдерживанием указанного слоя покрытия при температуре от точки плавления покрытия из сплава на основе Mg до точки плавления покрытия из сплава на основе Mg +100°С, в течение 1 минуты или менее и его последующим быстрым охлаждением.
(14) Стальной материал с покрытием из сплава на основе Mg, как изложено в (13), характеризующийся тем, что указанная неравновесная фаза является аморфной фазой и/или интерметаллическим соединением Zn3Mg7.
(15) Стальной материал с покрытием из сплава на основе Mg, как изложено в (13) или (14), характеризующийся тем, что указанное быстрое охлаждение является охлаждением водой или охлаждением тонкораспыленной водой.
(16) Стальной материал с покрытием из сплава на основе Mg, как изложено в любом из с (1) по (15), характеризующийся тем, что на поверхность раздела между вышеуказанными слоем покрытия из сплава на основе Mg, полученным горячим погружением, и стальным материалом нанесен слой предварительного покрытия, содержащего один или несколько элементов, выбранных из Ni, Cu, Sn, Cr, Со и Ag.
(17) Стальной материал с покрытием из сплава на основе Mg, как изложено в любом из с (1) по (16), характеризующийся тем, что вышеуказанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит баланс Mg и постоянных примесей.
Настоящее изобретение (стальной материал с покрытием из сплава на основе Mg) обеспечивает возможность производства с помощью обычного процесса нанесения покрытия горячим погружением, поэтому является универсальным и экономичным.
Далее, слой покрытия из сплава на основе Mg, полученный горячим погружением, настоящего изобретения обеспечивает сопротивление коррозии, превосходящее сопротивление коррозии обычного цинкового слоя покрытия, полученного горячим погружением без повышения концентрации Zn, и поэтому способствует сохранению запасов Zn.
Далее, слой покрытия из сплава на основе Mg, полученный горячим погружением, настоящего изобретения имеет не только исключительное сопротивление коррозии, но также исключительную способность поддаваться обработке, поэтому материал по настоящему изобретению может быть широко использован в качестве элемента конструкции или функционального элемента в автомобилях, строительных материалах и бытовых электроприборах.
Краткое описание чертежей
Фиг.1 - изображение, показывающее область состава, где температура плавления становится 580°С или менее из-за добавления Al, Ca, Y и/или La.
Фиг.2 - изображение, показывающее область состава, где температура плавления становится 520°С или менее из-за добавления Al, Ca, Y и/или La.
Фиг.3 - изображение, показывающее область состава, где получают аморфную фазу.
Фиг.4 - изображение, показывающее диаграмму состояния двойного сплава Mg-Zn.
Фиг.5 - изображение, показывающее область состава, где получают Zn3Mg7.
Фиг.6 - изображение, показывающее поперечную структуру слоя покрытия Mg - 25% ат., Zn - 5% ат. Са (кристаллическая фаза).
Фиг.7 - изображение, показывающее поперечную структуру слоя покрытия Mg -25% ат., Zn - 5% ат. Са (аморфная фаза).
Фиг.8 - изображение, показывающее рентгенограмму слоя покрытия Mg - 25% ат., Zn - 5% ат. Са (аморфная фаза).
Фиг.9 - изображение, показывающее FE-ТЕМ изображение (светлое поле) рядом с поверхностью раздела слоя покрытия Mg - 25% ат., Zn - 5% ат. Са (аморфная фаза).
Фиг.10 - изображение, показывающее результаты элементного анализа с помощью EDX в точке пересечения на FE-TEM изображении, показанном на фиг.9.
Фиг.11 - изображение, показывающее дифрактограмму электронного луча в точке пересечения на FE-TEM изображении, показанном на фиг.9.
Фиг.12 - изображение, показывающее рентгенограмму слоя покрытия Mg - 25% ат., Zn - 5% ат. Са - 4% ат., Al, №16 из табл.9 (аморфная фаза, Zn3Mg7).
Фиг.13 - изображение, показывающее рентгенограмму слоя покрытия Mg - 27% ат., Zn - 1% ат. Са - 6% ат. Al (Zn3Mg7), №3 из табл. 9.
Фиг.14 - изображение, показывающее рентгенограмму слоя покрытия Mg - 27% ат., Zn - 1% ат. Са - 6% ат. Al, №3 из табл.9 (на фиг.10), рентгенограмму слоя покрытия Mg - 27% ат., Zn - 1% ат. Са - 8% ат. Al, №6 (на фиг.11), рентгенограмму слоя покрытия Mg - 27% ат., Zn - 1% ат. Са - 10% ат. Al, №7 (на фиг.12) и рентгенограмму слоя покрытия Mg - 27% ат., Zn - 1% ат. Са - 13% ат. Al, №8 (на фиг.13).
Фиг.15 - изображение, показывающее режим испытаний на коррозию при циклических нагрузках.
Фиг.16 - изображение, показывающее виды коррозии по результатам испытаний на коррозию при циклических нагрузках соответственно материалам для испытаний изобретения и материалам для сравнительных испытаний.
Фиг.17 - изображение, показывающее морфологию коррозии в сечении стального листа материала 1 для сравнительных испытаний.
Фиг.18 - изображение, показывающее морфологию коррозии в сечении стального листа материала 2 для сравнительных испытаний.
Фиг.19 - изображение, показывающее морфологию коррозии в сечении продуктов коррозии материала 1 для испытаний изобретения (вплоть до 21 цикла).
Фиг.20 - изображение, показывающее морфологию коррозии в сечении продуктов коррозии материала 1 для испытаний изобретения (после 21 цикла до 56 циклов).
Фиг.21 - изображение, показывающее морфологию коррозии в сечении продуктов коррозии материала 2 для испытаний изобретения (вплоть до 21 цикла).
Фиг.22 - изображение, показывающее морфологию коррозии в сечении продуктов коррозии материала 2 для испытаний изобретения (после 21 цикла до 56 циклов).
Фиг.23 - изображение, показывающее результаты изучения сечения продуктов коррозии с помощью ЕРМА, образованных при 42 циклах материала 1 для испытаний изобретения.
Фиг.24 - изображение, показывающее результаты изучения сечения продуктов коррозии с помощью ЕРМА, образованных при 42 циклах материала 2 для испытаний изобретения.
Фиг.25 - изображение, показывающее диаграмму состояния сплава Al-Mg.
Фиг.26 - изображение, показывающее диаграмму состояния сплава Cu-Mg.
Фиг.27 - изображение, показывающее диаграмму состояния сплава Ni-Mg.
Осуществление изобретения
Настоящее изобретение будет подробно объяснено ниже.
По существу, Mg является материалом, который крайне тяжело осаждается на стальном материале с помощью способа нанесения покрытия горячим погружением. Это вызвано тем, что (i) Mg почти совсем не реагирует с Fe и, кроме того, (ii) Mg почти не растворяется в Fe (даже при разбавлении 10 млн-1), т.е. имеет плохую совместимость с элементами.
С другой стороны, можно использовать плохую совместимость для применения стального материала в качестве «тигля» для плавления Mg. Следовательно, при использовании стального «тигля» для плавления Mg, «тигель» не будет повреждаться, и можно будет сохранять расплавленный Mg.
Из-за вышеуказанных причин и свойства Mg легко воспламеняться при температуре плавления не было возможности получать слой магниевого покрытия или слой покрытия из сплава на основе Mg, содержащего Mg в высокой концентрации (например, сплав Mg (основа)-Zn), на стальном материале с помощью способа нанесения покрытия горячим погружением.
Однако Mg является металлом с низким коррозионным потенциалом и исключительно высоким эффектом защиты от разрушительной коррозии стального материала. Авторы изобретения обратили внимание на эту исключительную особенность и тщательно исследовали способ образования слоя покрытия из сплава на основе Mg (например, сплава Mg (основа)-Zn), содержащего Mg в высокой концентрации, на поверхности стального материала с помощью способа нанесения покрытия горячим погружением. В результате они обнаружили, что
(х) используя ванну для нанесения покрытия из сплава Mg (основа)-Zn, содержащего Mg, в который добавляют требуемое количество Zn для покрытия стального листа, можно образовать слой покрытия из сплава Mg (основа)-Zn на поверхности стального листа с исключительной адгезией к стальному листу.
Далее в описании «слой покрытия из сплава» и «слой покрытия», если особо не указано иное, означают «слой покрытия из сплава, содержащий кристаллическую фазу» и «слой покрытия, содержащий кристаллическую фазу».
В способе образования слоя покрытия из сплава на основе Mg настоящего изобретения метод добавления Zn к Mg основан на приведенном выше принципе (х). Следовательно, в настоящем изобретении метод «добавления Zn к Mg» образует основу настоящего изобретения.
Если попытаться образовать слой покрытия из сплава на основе Mg настоящего изобретения с помощью обычного способа добавления Mg в высокой концентрации к Zn, то вместе с увеличением количества добавляемого Mg, как объясняется выше, увеличивается количество образующегося MgZn2, повышается температура плавления ванны для нанесения покрытия и повышается вязкость покрытия. При определенной концентрации растворение Mg в Zn более невозможно. Оставшийся нерастворенный Mg воспламеняется в атмосфере.
С другой стороны, при добавлении Zn к Mg, по способу добавления настоящего изобретения, вышеупомянутое явление не возникает. Добавление Zn к Mg до настоящего времени не рассматривалось, но авторы изобретения занялись тщательным изучением и в результате нашли способ добавления Zn к Mg.
При добавлении Zn к Mg состав Mg: 70% ат. - Zn - 30% ат. является эвтектическим составом, если количество добавляемого Zn увеличивается, вязкость ванны для нанесения покрытия уменьшается.
Сплав Al-Mg, сплав Cu-Mg и сплав Ni-Mg имеют диаграммы состояния, сходные с диаграммой сплава Zn-Mg. Для сравнения фиг.25 показывает диаграмму состояния сплава Al-Mg, фиг.26 показывает диаграмму состояния сплава Cu-Mg и фиг.27 показывает диаграмму состояния сплава Ni-Mg.
Как следует из этих фигур, при добавлении Al, Cu или Ni в количестве 10-30% ат. образуется эвтектический состав с Mg. Хотя эвтектический состав отличается по атомному отношению от эвтектического состава сплава Mg-Zn, авторы изобретения считают, что Al, Cu и Ni являются элементами, имеющими функции, схожие с Zn.
Причина, по которой до настоящего времени было невозможно добавлять Mg в высокой концентрации к Zn, заключалась в том, что во время добавления Mg образовывалось интерметаллическое соединение MgZn2, но в настоящем изобретении был использован способ добавления Zn к Mg, не допускающий образования MgZn2, и, следовательно, стало возможным образование на поверхности стального материала слоя покрытия из сплава Mg (основа)-Zn, содержащего Mg в высокой концентрации.
Для более легкого добавления Zn к Mg сначала готовят небольшой слиток, Mg-Zn подготавливают в атмосфере аргона. Этот слиток плавят в атмосфере и попеременно добавляют Mg и Zn для увеличения расплавленных объемов так, чтобы значительно не отклониться от эвтектического состава (Mg: 70% ат., Zn: 30% ат.).
Сплав Mg-Zn с эвтектическим составом плавится примерно при 350°С, поэтому можно не допустить воспламенения Mg (температура воспламенения - 560°С). Плавление Mg в атмосфере связано с опасностью возникновения пламени и взрывов, поэтому предпочтительно плавить его в атмосфере аргона или другой инертной атмосфере. Однако объем заданного сплава Mg-Zn является большим, поэтому, если невозможно подготовить весь заданный объем сплава Mg-Zn в атмосфере аргона, предпочтительно использовать способ подготовки в атмосфере аргона только затравочного сплава указанным выше путем и затем попеременно добавлять в атмосферу Mg и Zn.
Следует обратить внимание, что для устранения воспламенения Mg и получения черных оксидных пленок достаточно добавить Са к Mg, одновременно добавляя Zn. Причина, по которой Mg стабилизируется при добавлении Са, состоит в том, что Са окисляется намного легче, чем Mg.
Авторы изобретения использовали ванну для нанесения покрытия из сплава на основе Mg, подготовленную с помощью способа добавления настоящего изобретения таким образом, чтобы образовать слой покрытия из сплава на основе Mg на стальном листе, и исследовали морфологию коррозии на вышеуказанном стальном листе с покрытием.
Кроме того, они сравнили результаты своих исследований и морфологию коррозии в стальном листе с обычным покрытием из цинкового сплава, полученным методом горячего погружения.
Стальные листы с покрытием по изобретению и стальные листы с обычным покрытием подвергли испытанию на коррозию при циклических нагрузках.
Фиг.15 показывает режимы испытания на коррозию при циклических нагрузках.
Используемое здесь испытание на коррозию при циклических нагрузках является испытанием на коррозию, разработанным таким образом, чтобы довольно точно сравнить фактическое состояние коррозии при обычном испытании на воздействие внешней среды. Исследование было выполнено с помощью понижения концентрации соли при обработке солевым туманом при ускоренном испытании на коррозию, которое было выполнено как испытание на коррозию, точно соответствующее фактическому коррозионному состоянию стального листа для автомобилей.
Авторы изобретения провели циклические испытания и в результате выявили, что морфология коррозии в стальном материале с покрытием из сплава на основе Mg настоящего изобретения существенно отличается от морфологии коррозии в стальном материале с обычным покрытием из цинкового сплава, полученным горячим погружением.
Было выявлено следующее:
(y) В слое покрытия с достаточно высокой концентрацией Mg большинство продуктов коррозии являются Mg(OH)2, основным карбонатом магния и другими «продуктами коррозии, в основном содержащими Mg».
(z) «Продукты коррозии, в основном содержащие Mg» обнаруживают гораздо более сильный эффект защиты металлического железа по сравнению с продуктами коррозии, в основном состоящими из Zn, и заметно сдерживают образование красной ржавчины даже после всех превращений материала с покрытием в продукты коррозии.
Ниже приведены результаты испытаний на коррозию при циклических нагрузках с учетом раскрытия (y) и раскрытия (z).
Авторы изобретения использовали для испытаний на коррозию при циклических нагрузках следующие четыре типа испытуемых материалов:
(1) Стальной лист, снабженный слоем покрытия из сплава 68% ат. Mg - 27% ат. Zn - 5% ат. Са (аморфный, толщина слоя: 10 мкм) (материал 1 для испытания, по изобретению).
(2) Стальной лист, снабженный слоем покрытия из сплава 68% ат. Mg - 27% ат. Zn - 5% ат. Са (кристаллический, толщина слоя: 10 мкм) (материал 2 для испытания, по изобретению).
(3) Стальной лист, снабженный слоем цинкового покрытия, полученным горячим погружением (толщина слоя: 14 мкм) (материал 1 для испытания, сравнительный, имеющийся в продаже материал).
(4) Стальной лист, снабженный слоем покрытия из сплава Zn-Al-Mg, полученным горячим погружением (толщина слоя: 12 мкм) (материал 2 для испытания, сравнительный, имеющийся в продаже материал).
Фиг.16 показывает виды коррозии по результатам испытаний на коррозию при циклических нагрузках соответственно материалов 1 и 2 по изобретению и сравнительных материалов 1 и 2.
В сравнительном материале 1 при 28 циклах красная ржавчина образуется на поверхности стального листа и также происходит коррозия металлического железа. В других материалах для испытания поверхность покрывается продуктами коррозии, и коррозия металлического железа не происходит.
При 56 циклах в сравнительном материале 2 красная ржавчина образуется на поверхности стального листа и также происходит коррозия металлического железа. С другой стороны, в материалах 1 и 2 по изобретению красная ржавчина на поверхности стального листа не образуется и металлическое железо защищено.
Из этого становится понятно, что слой покрытия из сплава на основе Mg, полученный горячим погружением, настоящего изобретения заметно превосходит слой обычного цинкового покрытия и слой покрытия из цинкового сплава в сопротивлении коррозии и способности защиты от разрушительной коррозии.
Далее, авторы изобретения исследовали сечение стального листа с покрытием с помощью оптического микроскопа, чтобы изучить морфологию коррозии. Результаты показаны на фиг.17 - фиг.20.
Фиг.17 показывает морфологию коррозии в сечении стального листа сравнительного материала 1, снабженного слоем цинкового покрытия, полученного горячим погружением (толщина слоя: 14 мкм). При 14 циклах образуется красная ржавчина. Далее, из сечения при 21 цикле установлено, что после образования красной ржавчины железо быстро покрывается коррозией.
Фиг.18 показывает морфологию коррозии в сечении стального листа сравнительного материала 2, снабженного слоем покрытия из сплава Zb-Al-Mg, полученным горячим погружением (толщина слоя: 12 мкм). При 56 циклах образуется красная ржавчина. Скорость коррозии слоя покрытия низкая, но защитное действие железа за счет продуктов коррозии незначительно. Даже если образуются продукты коррозии, железо покрывается коррозией.
Фиг.19 показывает морфологию коррозии до 21 цикла в сечении стального листа материала 1 по изобретению, снабженного слоем покрытия из сплава 68% ат. Mg - 27% ат. Zn - 5% ат. Са (аморфный, толщина слоя: 10 мкм), в то время как фиг.20 показывает морфологию коррозии от 21 цикла до 56 циклов.
Как показывает фиг.19, при 14 циклах образовалось небольшое количество продуктов А коррозии. После этого в сечении при 21 цикле из продуктов А коррозии постепенно образовались продукты В коррозии.
За это время степень коррозии в аморфной фазе быстро увеличивается. Как показано на фиг.20, при 28 циклах, где продукты В коррозии достигают 20 мкм, слой покрытия становится почти полностью слоем коррозии.
Это не означает, что сопротивление коррозии аморфного слоя покрытия быстро изменяется. Часть коррозии слоя покрытия достигает стального листа, тем самым способность защиты от разрушительной коррозии оказывает сильное влияние, и скорость коррозии слоя покрытия увеличивается. Увеличивая толщину слоя покрытия, можно также обеспечить исключительное сопротивление коррозии в начале испытания на коррозию при циклических нагрузках.
Однако после этого коррозия прекращается. Даже при 42 циклах и следующих 56 циклах металлическое железо не покрывается коррозией.
Если слой покрытия является аморфным слоем, для образования продуктов В коррозии с высокой защитной способностью требуется время, но в итоге продукты коррозии становятся двухслойной структурой продуктов А коррозии и продуктов В коррозии и сдерживают коррозию железа.
Фиг.23 показывает результаты наблюдения сечения продуктов коррозии, образованных при 42 циклах материала 1 по изобретению с помощью ЕРМА. Во время 42 циклов слой покрытия материала 1 по изобретению становится двухслойной структурой продуктов А коррозии и продуктов В коррозии.
В продуктах А коррозии нижнего слоя концентрация Cl и концентрация О являются высокими. С другой стороны, концентрация Zn, концентрация Mg и концентрация Са являются средними концентрациями. С другой стороны, в продуктах В коррозии верхнего слоя концентрация С, концентрация О и концентрация Mg являются крайне высокими.
По этим результатам продукты А коррозии состоят из окисла и хлорида Zn, Mg и Са. С другой стороны, может быть установлено, что продукты В коррозии содержат соединения карбоната Mg.
Следовательно, можно приблизительно определить, что эффект покрытия из сплава на основе Mg для защиты от коррозии, вероятно, обусловлен соединениями карбоната Mg.
Следует обратить внимание, что при значении 42 цикла фронт коррозии в слое покрытия достигает границы между слоем коррозии и металлическим железом, но было установлено, что никакого растворения Fe не происходит совсем.
Фиг.21 показывает морфологию коррозии до 21 цикла в сечении стального листа материала 2 по изобретению, снабженного слоем покрытия из сплава 68% ат. Mg - 27% ат. Zn - 5% ат. Са (кристаллический, толщина слоя: 10 мкм), в то время как фиг.22 показывает морфологию коррозии от 21 цикла до 56 циклов.
Если слой покрытия является кристаллическим, то сначала образуются продукты А коррозии, закрывающие весь слой покрытия (см. 7 циклов). В это время потеря толщины за счет коррозии составляет примерно 5 мкм. Эта скорость коррозии является такой же, как в случае со слоем цинкового покрытия, полученным горячим погружением (материал 1 сравнительный).
Однако продукты коррозии В сразу же образуются из продуктов А коррозии (см. 14 циклов), в результате чего сдерживается коррозия слоя покрытия и металлического железа.
Слой покрытия слегка коррозирует со временем, но посередине потеря покрытия становится равной потере слоя аморфной фазы, для которой требуется время, прежде чем образуются продукты В коррозии. В некоторых случаях потери от коррозии кристаллического слоя покрытия могут даже уменьшиться (см. 28 циклов на фиг.22).
Как показано на фиг.22, при 42 циклах и 56 циклах слой покрытия превращается почти полностью в продукты А коррозии, но таким же образом, как со слоем аморфного покрытия, коррозия прекращается и не происходит никакой коррозии металлического железа.
Фиг.24 показывает результаты наблюдения сечения продуктов коррозии, образованных за счет 42 циклов, в материале 2 по изобретению с помощью ЕРМА. Слой покрытия материала 2 по изобретению, точно так же, как слой покрытия материала 1 по изобретению, является двухслойной структурой продуктов А коррозии и продуктов В коррозии.
Из фигур становится понятно, что Cl, О, Zn, Mg и Са присутствуют в продуктах А коррозии и С, О и Mg присутствуют в продуктах В коррозии.
Отсюда полагают, что образованные продукты коррозии являются продуктами, подобными продуктам коррозии, образованным в материале 1 по изобретению.
В итоге, когда слой покрытия становится кристаллизованным, на относительно ранней стадии сразу же образуются продукты В коррозии с высокими защитными свойствами, поэтому на ранней стадии степень коррозии быстро развивается, но замедляется на средней стадии коррозии.
В результате продукты коррозии становятся двухслойной структурой продуктов А коррозии и продуктов В коррозии и сдерживают коррозию металлического железа.
Как объясняется выше, морфология коррозии в стальном материале с покрытием из сплава на основе Mg настоящего изобретения фактически отличается от морфологии коррозии в стальном материале с обычным покрытием из цинкового сплава с покрытием, полученным горячим погружением.
Далее будут объяснены причины ограничения содержания компонентов слоя покрытия из сплава на основе Mg, полученного горячим погружением.
Для обеспечения адгезии между слоем покрытия и стальным материалом в слое покрытия из сплава на основе Mg, полученном горячим погружением, необходимо получить диффузию Fe в слой покрытия. По этой причине необходимо включить Zn в ванну для нанесения покрытия горячим погружением. Zn должен составлять 15% ат. и более.
Далее в описании все процентные содержания приведены в % атомных, если специально не оговорено иное.
Если Zn составляет менее 15%, активность Zn в ванне для нанесения покрытия становится недостаточной, не происходит достаточной диффузии Fe и не может быть получена достаточная адгезия между слоем покрытиям и стальным материалом. Вследствие диффузии содержание Fe во всем слое покрытия иногда составляет до 3% или около этого.
Однако диффузионная концентрация Fe становится выше у границы раздела слоя покрытия и стального листа. Если толщина слоя покрытия небольшая, диффузионная концентрация Fe становится выше.
Здесь 3% в случае увеличения концентрации Fe являются концентрацией, когда толщина слоя покрытия составляет 10 мкм или около этого. Для улучшения адгезии слоя покрытия требуется диффузия Fe, даже незначительная, но в слое покрытия толщиной примерно 10 мкм необходимое количество должно составлять только 0,1%.
В Mg, содержащем Zn от 15% до менее 45%, точка плавления Mg заметно понижается и становится 520°С или менее. Это связано с тем, что (Mg: 70% - Zn: 30%) является двойным эвтектическим составом (Mg-MgZn2).
Температура плавления эвтектического состава ниже температуры воспламенения Mg, т.е. примерно 520°С, поэтому, даже при выполнении покрытия из сплава на основе Mg в атмосфере, Mg не будет воспламеняться. По этой причине двойной (Mg-MgZn2) эвтектический состав является оптимальным составом для нанесения покрытия.
Если содержание Zn становится 45% и более, то полученный состав далек от двойного эвтектического состава, температура плавления ванны для нанесения покрытия повышается и вязкость также увеличивается. Кроме того, если содержание Zn становится 45% и более, температура плавления ванны для нанесения покрытия может превысить температуру воспламенения, поэтому содержание Zn должно быть меньше 45%.
В стальном листе с покрытием сопротивление коррозии слоя покрытия из сплава на основе Mg, полученного горячим погружением, настоящего изобретения превосходит сопротивление коррозии слоя цинкового покрытия, полученного горячим погружением. Потенциал коррозии слоя покрытия из сплава на основе Mg, полученного горячим погружением, настоящего изобретения составляет от -1,0 до -1,5 В (в 0,5% водном растворе NaCl, против Ag/AgCl). Способность к защите от разрушительной коррозии в отношении стального материала также исключительно высокая.
Следовательно, слой покрытия из сплава на основе Mg, полученный горячим погружением, настоящего изобретения намного превосходит слой обычного цинкового покрытия, полученный горячим погружением, в сопротивлении коррозии и способности к защите от разрушительной коррозии.
С целью дальнейшего повышения сопротивления коррозии покрытия из сплава на основе Mg, полученного горячим погружением, в ванну для нанесения покрытия добавляют один или несколько элементов, выбранных из Fe, Cr, Cu, Ag, Ni, Ti, Zr, Mo, Si и/или Nb (группа элементов А).
Если эти элементы добавляют в сумме 0,03% или более, плотность тока коррозии, тесно связанная с потенциалом коррозии поляризационной кривой, полученной электрохимическим измерением, начинает уменьшаться.
Если общая сумма добавленных вышеуказанных элементов превышает 5%, температура плавления ванны для нанесения покрытия повышается и нанесение покрытия становится затруднительным, поэтому общая сумма элементов группы элементов А, добавляемых в ванну для нанесения покрытия, предпочтительно составляет 5% и менее.
Один или несколько элементов, выбранных из Al, Ca, Y и/или La (группа элементов В), также соответственно добавляют в ванну для нанесения покрытия для улучшения сопротивления коррозии. При суммарном количестве до 10% температура плавления и вязкость ванны для нанесения покрытия падают.
При суммарном количестве 0,03% и более плотность тока коррозии, тесно связанная с потенциалом коррозии поляризационной кривой, полученной электрохимическим измерением, начинает уменьшаться и сопротивление коррозии слоя покрытия улучшается, но, если общая сумма добавления превышает 15%, температура плавления ванны для нанесения покрытия повышается, поэтому общая сумма элементов группы элементов В, добавляемых в ванну для нанесения покрытия, предпочтительно составляет 15% и менее.
Далее, из-за добавления Al, Ca, Y и/или La температура плавления и вязкость сплава Mg-Zn снижаются, поэтому, даже при содержании Zn 45% и более, температура плавления ванны для нанесения покрытия становится меньше температуры воспламенения Mg 520°С, и существует диапазон состава, в котором становится возможным нанесение покрытия из сплава на основе Mg в атмосфере.
Следует заметить, что из-за добавления Al, Ca, Y и/или La температура воспламенения сплава Mg-Zn повышается примерно до 580°С.
Фиг.1 показывает область состава, где температура плавления становится 580°С или менее из-за добавления Al, Ca, Y и/или La. На фигуре «1» - линия двойной (Mg-MgZn2) эвтектики и «2» - линия тройной эвтектики.
При содержании Zn 15% и более, Mg - более 35% и общей сумме добавления Al, Ca, Y и/или La 0,03% - 15%, вязкость ванны для нанесения покрытия низкая и температура плавления становится 580°С или менее.
При дальнейшем ограничении области состава, как показано на фиг.1, температура плавления может стать 520°С или менее. Фиг.2 показывает область состава, где температура плавления становится 520°С из-за добавления Al, Ca, Y и/или La.
Если содержание Zn от 15% до менее 45%, Mg - более 35% и общая сумма добавления Al, Ca, Y и/или La составляет 0,03%-15%, вязкость ванны для нанесения покрытия низкая и температура плавления становится 520°С или менее.
Даже если содержание Zn 45% и более, содержание Mg свыше 35% и общая сумма добавления Al, Ca, Y и/или La составляет 2%-15%, вязкость ванны для нанесения покрытия низкая и температура плавления становится 520°С или менее.
Общая сумма добавленных элементов группы В составляет 0,03%-15%, поскольку полагают, что близко к концентрации 7,5% имеется линия тройной эвтектики, образованной элементами группы В, Mg и MgZn2 (см. «2» на фиг.2), и жидкое состояние сплава Mg-Zn стабилизируется вблизи этого состава тройной эвтектики.
По этой причине, даже если содержание Zn 45% и более и покрытие далеко от состава двойной эвтектики, можно приблизиться к линии тройной эвтектики за счет добавления элементов группы В и жидкое состояние сплава Mg-Zn стабилизируется.
Однако при добавлении элементов группы В в сумме более 15% покрытие сильно отклоняется от линии тройной эвтектики, температура плавления сплава Mg-Zn повышается и нанесение покрытия из сплава на основе Mg становится затруднительным, поэтому верхнее ограничение общей суммы элементов группы В предпочтительно составляет 15%.
Далее, если содержание Mg становится 35% или менее, линии эвтектики больше не будет. Даже при корректировке суммы добавки элементов из группы В количество полученного MgZn2, CaZn5 и т.д. увеличивается, температура плавления ванны для нанесения покрытия становится 520°С или более и нанесение покрытия из сплава на основе Mg становится затруднительным. Следовательно, нижнее ограничение Mg становится выше 35%.
В случае покрытия из сплава Mg-Zn, при повышении скорости охлаждения в диапазоне содержания Zn от 15% до менее чем 45% можно получить аморфную фазу.
Если слой покрытия содержит аморфную фазу в объемном содержании в процентах в слое покрытия, равную 5% и более, сопротивление коррозии слоя покрытия превосходит сопротивление слоя покрытия такого же состава, но содержащего только кристаллическую фазу.
Если в слое покрытия присутствует аморфная фаза, потенциал коррозии увеличивается по сравнению с потенциалом коррозии слоя покрытия такого же состава, но содержащего только кристаллическую фазу.
Если слой покрытия содержит аморфную фазу в объемном содержании в процентах в слое покрытия, равную 5% и более, потенциал коррозии увеличивается на 0,01 В и более по сравнению с потенциалом коррозии слоя покрытия такого же состава, но содержащего только кристаллическую фазу. Кроме того, плотность тока коррозии при потенциале коррозии также уменьшается.
Сопротивление коррозии в реальных окружающих условиях может быть оценено с помощью испытания на коррозию при циклических нагрузках. Слой покрытия, содержащий, по результатам оценки, аморфную фазу в количестве 5% по объему и более, имеет меньше потерь от коррозии в начале испытания на коррозию при циклических нагрузках, чем слой покрытия такого же состава, но содержащий только кристаллическую фазу.
Если слой покрытия содержит аморфную фазу в объемном содержании в процентах в слое покрытия менее 5%, слой покрытия обнаруживает сопротивление коррозии, равное сопротивлению коррозии слоя покрытия такого же состава, но содержащего только кристаллическую фазу (слой покрытия, охлаждаемый газообразным азотом после нанесения покрытия).
Увеличение потенциала коррозии будет меньше 0,01 В, плотность тока коррозии также становится по существу равной и не наблюдается никаких явных изменений в характеристиках. Оценка сопротивления коррозии с помощью испытания на коррозию при циклических нагрузках была схожей.
Причины, по которым сопротивление коррозии улучшается, если слой покрытия содержит аморфную фазу, не ясны, но предполагают, что (а) аморфная фаза не является однородной структурой ни с границами кристаллических зерен, где выделяются элементы, ни с интерметаллическими соединениями, (b) элементы, улучшающие сопротивление коррозии, могут быть растворены в матричной фазе до предела растворения и (с) аморфная фаза является неравновесной фазой, поэтому поверхность активируется и быстро образуется плотная оксидная пленка.
Кроме того, при образовании слоя покрытия, содержащего аморфную фазу, и добавлении Са, Y и/или La (группа элементов В′) улучшается способность к образованию аморфной фазы, связанная с составом слоя покрытия.
При добавлении в ванну для нанесения покрытия элементов из группы В′, повышающем способность к образованию аморфной фазы, можно легко образовать слой покрытия из сплава на основе Mg, полученный горячим погружением и содержащий аморфную фазу на стальной поверхности.
Группа элементов В′ имеет гигантские атомы по сравнению с Zn и Mg. Для повышения способности к образованию аморфной фазы достаточно, чтобы атомы, которые замедляют перемещение атомов во время затвердевания, были включены в сплав таким образом, чтобы жидкое состояние стало как можно более стабильным.
В качестве таких атомов помимо Са, Y и La, Ce, Yb можно упомянуть и другие лантаноиды с относительно большими размерами атомов. Считается, что эти элементы обнаруживают действия и эффекты, сходные группе элементов В.
Добавление Al является эффективным для улучшения сопротивления коррозии, но не оказывает воздействия на улучшение способности к образованию аморфной фазы.
Полагают, что это связно с тем, что энтальпия образования жидкости из Al с Zn является положительной и Al является элементом со свойствами, которые отличаются от Са, Y и/или La с отрицательной энтальпией жидкости с Zn.
Составы, дающие аморфную фазу в слое покрытия из сплава на основе Mg, полученного горячим погружением, ограничены.
Фиг.3 показывает область состава, дающего аморфную фазу. Состав, дающий аморфную фазу, ограничен из-за различия между температурой плавления и температурой перехода в стеклообразное состоянии сплава на основе Mg.
Даже при изменении состава компонентов температура перехода в стеклообразное состояние сильно не изменится, поэтому аморфная фаза обычно легко образуется при более низкой температуре плавления. Следовательно, способность к образованию аморфной фазы тесно связана с эвтектическим составом.
Сплав на основе Mg эвтектического состава имеет низкую температуру плавления, поэтому является составом, наиболее легко сохраняющим свое жидкое состояние вплоть до температуры перехода в стеклообразное состояние.
В составе, состоящем из элементов, выбранных из Mg, Zn и группы элементов В′, точка 3 пересечения линий эвтектики (см. «3» на фиг.3), где пересекаются линия двойной (Mg-MgZn2) эвтектики и линия тройной эвтектики, является наименьшей температурой плавления. В области состава рядом с этой точкой пересечения способность к образованию аморфной фазы становится крайне высокой.
Если в слое покрытия из сплава на основе Mg, полученном горячим погружением и содержащем элементы группы В′ в сумме менее 5%, содержание Mg становится 55% и менее, покрытие становится не соответствующим эвтектическому составу, температура плавления повышается, и способность к образованию аморфной фазы снижается.
В результате становится затруднительным образовывать аморфную фазу в слое покрытия с помощью процесса нанесения покрытия, использующего охлаждение водой, поэтому при образовании аморфной фазы содержание Mg составляет выше 55%.
Точно так же, если в слое покрытия из сплава, содержащем элементы группы В′ в сумме 5% и более, содержание Zn становится 40% и более, покрытие становится не соответствующим эвтектическому составу, температура плавления повышается, и способность к образованию аморфной фазы снижается.
В результате становится затруднительным образовывать аморфную фазу в слое покрытия с помощью процесса нанесения покрытия, использующего охлаждение водой, поэтому при образовании аморфной фазы содержание Zn составляет менее 40%.
В диапазоне состава из менее 40% Zn и более 55% Mg температура плавления становится заметно ниже 450°С и менее, поэтому этот диапазон состава является диапазоном состава, пригодным для получения аморфной фазы.
Далее, включая аморфную фазу в слой покрытия из сплава на основе Mg, полученный горячим погружением и содержащий элементы группы А, можно дополнительно улучшить сопротивление коррозии.
Используя эффект улучшения сопротивления коррозии благодаря добавлению элементов, улучшающих сопротивление коррозии, и образованию аморфной фазы, можно производить стальной лист, снабженный слоем покрытия из сплава на основе Mg, полученным горячим погружением и имеющим исключительно высокое сопротивление коррозии.
Слой покрытия из сплава на основе Mg, полученный горячим погружением, настоящего изобретения и слой покрытия из сплава на основе Mg, полученный горячим погружением и содержащий аморфную фазу, являются слоями покрытия с исключительной способностью поддаваться обработке и адгезией. Сплав Mg-Zn является сплавом с исключительно медленной кристаллизацией и ростом зерна.
По этой причине в слое покрытия только за счет незначительного повышения скорости охлаждения кристаллические зерна легко становятся тоньше, поэтому возможно уменьшить вредное воздействие интерметаллических соединений, имеющих плохую способность к деформированию, обработке и адгезии.
Можно получить аморфную фазу, имеющую атомарную структуру жидкого состояния; интерметаллические соединения удаляются, поэтому способность поддаваться обработке и адгезия могут быть дополнительно улучшены.
В покрытии из сплава Mg-Zn, получаемом горячим погружением, помимо способа образования аморфной фазы в слое покрытия можно значительно улучшить сопротивление коррозии за счет присутствия фазы интерметаллического соединения Zn3Mg7.
Zn3Mg7 (Zn3Mg7 в некоторых работах называют Mg51Zn20, но в настоящем описании два интерметаллических соединения обрабатываются как одни и те же вещества и все они называются Zn3Mg7) является высокотемпературной стабильной фазой, как показано на фиг.4.
По этой причине в случае применения медленного охлаждения, как при обычном процессе нанесения покрытия горячим погружением, Mg и Zn в расплавленном состоянии разделяются на фазу Mg и MgZn или Mg3Zn7. Невозможно сохранить Mg3Zn7 в том же состоянии при обычной температуре.
Однако точно так же как при образовании аморфной фазы можно сохранить Mg3Zu7 в том же состоянии быстрым охлаждением (например, охлаждение водой или охлаждение туманом) сразу после нанесения покрытия горячим погружением.
Mg3Zn7 может быть образован даже в составе с невысокой способностью к образованию аморфной фазы, т.е. покрытии из сплава Mg-Zn или покрытии из сплава Mg-Zn-Al.
В составе с высокой концентрацией Са в покрытии из сплава Mg-Zn-Al-Ca при охлаждении водой после нанесения покрытия горячим погружением иногда аморфная фаза и Mg3Zn7 смешиваются в слое покрытия.
Фиг.5 показывает диапазон состава, при котором Mg3Zn7 получают нанесением покрытия горячим погружением с последующим охлаждением водой. Диапазон состава, показанный на фиг.5, является диапазоном, где Mg3Zn7 можно легко обнаружить как пик на дифрактограмме, полученной с помощью дифракции рентгеновских лучей на поверхности стального листа с покрытием.
Этот диапазон состава является диапазоном, где отношение интенсивности рентгеновских лучей (отношение интенсивностей дифракционных пиков Zn3Mg7 (исключая дифракционный пик пространства плоскости дифракции 0,233 мм) к сумме всех интенсивностей дифракционных пиков, появляющихся в пространстве плоскости дифракции 0,1089-1,766 мм, т.е. углах 2θ от 5 до 90° в случае измерения дифракции с помощью Cu-Кα излучения, используя рентгеновскую трубку с медной мишенью для источника рентгеновского излучения (исключая дифракционный пик пространства плоскости дифракции 0,233 мм)) составляет 10% и более.
Дифракционный пик пространства плоскости дифракции 0,233 мм предпочтительно исключают, поскольку наиболее интенсивная линия Mg и дифракционный пик расположены рядом. Следует отметить, что дифракционный пик Zn3Mg7 найден со ссылкой на таблицы данных дифракции (карта JCPDS №08-0269).
Для образования Zn3Mg7 необходимо, чтобы содержание Zn было 20% и более, Mg - от 50% до 75% и один или несколько элементов, выбранных из группы элементов В: Al, Са, Y и La, составляли в сумме 0,03-12%. В диапазоне состава, где концентрация Са или концентрация Y и La является высокой и способность к образованию аморфной фазы является высокой, иногда образуется аморфная фаза, a Zn3Mg7 получить невозможно.
В частности, при использовании охлаждения водой (погружение в воду) в качестве способа быстрого охлаждения можно получить только определенную скорость охлаждения, поэтому получение фазы Zn3Mg7 затруднено. Даже при составе, когда, в общем, получают аморфную фазу за счет изменения способа быстрого охлаждения с охлаждения водой (например, на охлаждение туманом и т.д.) таким образом, чтобы уменьшить скорость охлаждения, заданную для слоя покрытия, можно получить фазу Zn3Mg7 только частично. Ниже, если не указано иначе, в качестве способа быстрого охлаждения предполагается случай использования охлаждения водой.
Следовательно, если Са, Y и/или La превышают в сумме 1%, необходимо добавить 1% Al или более и предотвратить слишком высокое увеличение способности к образованию аморфной фазы.
Al является элементом, способствующим образованию Zn3Mg7 больше, чем аморфной фазы, поэтому, если концентрация Al выше концентрации Са, Zn3Mg7 образуется более легко, чем аморфная фаза.
Если Са, Y и/или La составляют в сумме не более 1%, образование небольшого количества аморфной фазы и образование Zn3Mg7 происходит одновременно.
Если в слое покрытия содержится Zn3Mg7, потенциал коррозии слоя покрытия становится равным примерно - 1,2 В (против Ag/AgCl) в 0,5% водном растворе NaCl.
Это значение является высоким значением по сравнению с потенциалом коррозии от -1,5 до -1,4 В слоя покрытия того же состава, но не содержащего Zn3Mg7 (слой покрытия, охлаждаемый воздухом после нанесения покрытия). Чем больше количество Zn3Mg7 в слое покрытия, тем ближе потенциал коррозии к -1,2 В. Плотность тока коррозии, тесно связанная с потенциалом коррозии поляризационной кривой, начинает уменьшаться.
Даже в слое покрытия, где Zn3Mg7 обнаружен с помощью дифракции рентгеновских лучей, если в слой покрытия добавляют Al или Са, плотность тока коррозии уменьшается. При содержании Al от 0 до 6% или около этого, если концентрация увеличивается, плотность тока коррозии уменьшается. При добавлении Са от 0,3 до 5% плотность тока коррозии уменьшается.
Если необходимо, чтобы образование Zn3Mg7 преимущественно было больше, чем образование аморфной фазы, то Al добавляют в большем количестве, чем Са.
Zn3Mg7 значительно увеличивает сопротивление коррозии слоя покрытия, но если он присутствует в слое покрытия в большом количестве, способность слоя покрытия поддаваться обработке ухудшается и легко образуются трещины.
С другой стороны, аморфная фаза не имеет такого большого влияния на улучшение сопротивления коррозии, как Zn3Mg7, но является однородной, поэтому имеет исключительную способность поддаваться обработке, имеет исключительную горизонтальность поверхности и имеет много других преимуществ. При желании специально обеспечить сопротивление коррозии слоя покрытия с аморфной фазой достаточно перемешать Zn3Mg7 в слое покрытия.
Слой покрытия, содержащий Zn3Mg7, имеет исключительную способность к защите от разрушительной коррозии в отношении стального листа по сравнению с покрытием 55% Al-Zn, Al-10% Si и т.д.
Для измерения способности к защите от разрушительной коррозии достаточно согнуть стальной лист с покрытием, полученным горячим погружением, и определить сопротивление коррозии обработанной части с помощью испытания в солевом тумане или испытания на коррозию при циклических нагрузках. Если стальной лист имеет покрытие из сплава, слой покрытия обработанной части растрескивается, поэтому часть стального листа подвергается воздействию окружающей среды.
Стальной лист с покрытием 55% Al-Zn, стальной лист с покрытием Al-10% Si и т.д. с низкой способностью к защите от разрушительной коррозии имеют красную ржавчину, образующуюся на рабочей части сразу же после начала испытания, но в стальном листе с покрытием Mg-Zn, полученным горячим погружением, часть, подверженная воздействию окружающей среды, в рабочей части стального листа сражу же покрывается окислами Mg, поэтому образование красной ржавчины значительно замедляется.
Стальной материал с аморфным покрытием Mg-Zn, стальной материал с покрытием, содержащим аморфную фазу Mg-Zn, и стальной материал с покрытием, содержащим Zn3Mg7, вместе взятые, являются стальными материалами с покрытием из сплава на основе Mg, полученным горячим погружением, имеющими неравновесные фазы, поэтому во время процесса производства требуют, по меньшей мере, охлаждения водой, охлаждения туманом высокого давления или другого охлаждения, оказывающего большое влияние.
В частности, большая скорость охлаждения требуется для увеличения количества неравновесной фазы, имеющей исключительное сопротивление коррозии.
В действительности при производстве стального материала с покрытием с неравновесной фазой Mg-Zn, полученным горячим погружением, возникают, по меньшей мере, две проблемы.
Дело в том, что при использовании в процессе нанесения покрытия устройства охлаждения с большим эффектом охлаждения наладка устройства сразу же после нанесения покрытия горячим погружением ведет к увеличению затрат.
Авторы изобретения исследовали ряд тепловых процессов повторного нагрева и быстрого охлаждения слоя покрытия (именуемые ниже «повторный нагрев/быстрое охлаждение») с целью увеличения количества неравновесной фазы, содержащейся в слое покрытия, используя в качестве исходной точки покрытие из сплава Mg-Zn с равновесной фазой, полученное горячим погружением.
В результате авторы изобретения обнаружили, что если Mg, Zn и Са находятся в определенном диапазоне состава, то при использовании повторного нагрева/быстрого охлаждения слоя покрытия в определенных условиях исключается сплавление Zn в слое покрытия и Fe, поступающего из стального материала.
Обычно при выдерживании слоя покрытия, содержащего Zn, при 400°С и выше Zn в слое покрытия и Fe, поступающее из стального материала, реагируют для образования Г-фазы, δ-фазы или другой фазы интерметаллического соединения (т.е. происходит сплавление).
Оцинкованный стальной лист (GA) с весьма прочным слоем цинка, полученным горячим погружением, широко применяемый в автомобильной отрасли, является стальным листом с покрытием Zn-Fe, специально использующим это металлургическое явление для улучшения свариваемости и сопротивления коррозии после окрашивания.
Однако Mg и Са являются элементами, плохо реагирующими с Fe, и понижают активность Fe и Zn, поэтому, если Mg и/или Са присутствует в сплаве покрытия в определенной концентрации или более, интерметаллические соединения Zn и Fe во время нанесения покрытия горячим погружением образуются с трудом.
Диапазон состава, обеспечивающий сдерживание этого сплавления, должен находиться в диапазоне состава, показанного на фиг.1. Следовательно, можно сдерживать сплавление, если содержание слоя покрытия Mg-Zn, получаемого горячим погружением, составляет: 15% или более Zn, 35% или более Mg и 15% или менее Са.
Разумеется, что, находясь в диапазоне состава, показанного на фиг.1, но вне диапазона состава, показанного на фиг.3 или фиг.5, даже в области состава, в которой невозможно получение неравновесной фазы, можно утверждать, что объем неравновесной фазы растет, хотя незначительно, подтверждая с помощью DSC количество экзотермических пиков, вследствие увеличения объема неравновесной фазы.
Сплавление можно предотвратить, нагревая стальной материал с покрытием из сплава от температуры, близкой к температуре плавления ванны для нанесения покрытия (температура плавления 580°С и менее в диапазоне состава, показанного на фиг.1), т.е. от температуры плавления до температуры в пределах (температура плавления +100°С), и поддерживая ее в течение короткого времени (примерно 1 минуту).
При выдерживании стального материала с покрытием из сплава в течение длительного периода времени при температуре, близкой к температуре плавления ванны для нанесения покрытия, или при нагреве до намного более высокой температуры, чем температура плавления, даже если состав слоя покрытия является составом в диапазоне составов, показанных на фиг.1, может произойти сплавление Zn и Fe.
Даже если слой покрытия будет толстым, иногда некоторые интерметаллические соединения Fe-Zn образуются вблизи границы раздела слоя покрытия и стального листа, но интерметаллические соединения Fe-Zn никогда не увеличиваются, и сплавление никогда не будет прогрессировать во время нагрева и роста температуры стального листа с покрытием из сплава.
Fe, необходимое для обеспечения адгезии слоя покрытия, составляет незначительное количество, примерно 0,1% или около этого. Кроме того, Fe, которое может содержаться в слое покрытия, в целом составляет примерно 3%, но это количество Fe почти никогда не приводит к сплавлению с Zn.
Сплавление Fe и Zn значительно прогрессирует, когда слой покрытия содержит 10% Fe или около этого. При нагреве во время тепловой обработки от температуры плавления ванны для нанесения покрытия до температуры в пределах (температура плавления +100°С) и выдерживании в течение короткого времени (примерно 1 минуту) активность Fe в Mg падает и сплавления Fe и Zn не происходит.
Сплавление Fe и Zn подтверждают обнаружением интерметаллических соединений, используя дифракцию рентгеновских лучей через слой покрытия, или обнаружением интерметаллических соединений, используя сканирующий электронный микроскоп с энергодисперсионным рентгеновским спектрометром (SEM-EDX) в сечении слоя покрытия и т.д.
Обычно слой из сплава Zn-Fe увеличивается от границы раздела, поэтому можно использовать оптический микроскоп, чтобы исследовать границу раздела слой покрытия - стальной лист таким образом, чтобы легко подтвердить существование слоя из сплава Zn-Fe.
Для подтверждения исключения образования сплава Zn и Fe эффективным является исследование компонентов слоя покрытия до и после повторного нагрева. Обычно, если слой покрытия содержит менее 0,5% Fe, интерметаллические соединения Zn-Fe почти никогда не будут наблюдаться.
Если Fe становится 0,5% и более, некоторые интерметаллические соединения Fe-Zn будут образовываться вблизи границы раздела слоя покрытия и стального листа, но при повторном нагреве до соответствующей температуры интерметаллические соединения не будут увеличиваться во время повышения температуры, и сплавление не будет прогрессировать.
Компоненты в слое покрытия можно проанализировать с помощью раствора примерно 50 мл из 10% соляной кислоты и ингибитора, и используя этот раствор, чтобы протравить только слой покрытия, и анализируя компоненты в растворе после травления с помощью масс-спектрометра ICP.
Преимущество повторного нагрева/быстрого охлаждения заключается в увеличении объема неравновесной фазы в дополнение к независимости процесса охлаждения. При производстве стального материала, снабженного слоем покрытия Mg-Zn, полученным горячим погружением и содержащим неравновесную фазу, необходимо обработать газом поверхность после нанесения покрытия, чтобы откорректировать слой покрытия до заданной толщины, и затем быстро охладить его.
Во время обработки газом, выполняемой сразу после нанесения покрытия, если температура слоя покрытия намного уменьшается, слой покрытия кристаллизуется до быстрого охлаждения и после быстрого охлаждения из аморфной фазы не образуется никакой неравновесной фазы и слой покрытия становится таким же, как слой покрытия, полученный в условиях равновесия.
Для получения аморфной фазы или другой неравновесной фазы важно охладить слой покрытия при достаточно большой скорости охлаждения от температуры немного выше температуры плавления ванны для нанесения покрытия.
Температуру ванны для нанесения покрытия обычно устанавливают на 10-100°С выше температуры плавления сплава покрытия с целью улучшения адгезии слоя покрытия и стального материала, поддержания стабильности ванны для нанесения покрытия и т.д.
Однако дополнительное повышение температуры ванны для нанесения покрытия в вышеуказанных целях не является предпочтительным в отношении затрат. Кроме того, также возникают проблемы, такие как увеличение образования шлака и воспламенение из-за характеристик Mg покрытий из сплава на основе Mg.
Если температура ванны для нанесения покрытия дополнительно увеличивается, температура стального материала повышается, и скорость охлаждения во время охлаждения падает. В частности, при использовании охлаждения водой количество пара из-за теплоемкости стального материала увеличивается, скорость охлаждения далее падает и объем неравновесной фазы уменьшается.
Однако со слоем покрытия Mg-Zn, полученным горячим погружением, настоящего изобретения, даже если объем неравновесной фазы небольшой, можно использовать повторный нагрев для нагрева немного выше температуры плавления ванны для нанесения покрытия, еще раз расплавить слой покрытия, чтобы устранить кристаллическую фазу или равновесную фазу, затем быстро охладить его, чтобы вызвать образование аморфной или другой неравновесной фазы таким образом, чтобы увеличить объем неравновесной фазы.
Следовательно, если слой покрытия из сплава на основе Mg, полученный горячим погружением, находится в диапазоне состава настоящего изобретения, можно предотвратить сплавление Zn и Fe, поэтому можно повторно нагреть/быстро охладить слой покрытия без сплавления.
Повторный нагрев/быстрое охлаждение подходит для быстрого охлаждения от температуры немного выше температуры плавления ванны для нанесения покрытия, поэтому имеется возможность охлаждения до температуры перехода в стеклообразное состояние через короткое время. Это является схемой охлаждения, пригодной для получения стального материала с аморфным покрытием, полученным горячим погружением.
Следует заметить, что условия во время повторного нагрева определяют протекание сплавления Zn и Fe. Если температура повторного нагрева слишком высокая или время выдержки продолжительное - даже при температуре чуть выше температуры плавления ванны для нанесения покрытия, может сплавляться даже покрытие в диапазоне состава настоящего изобретения.
Авторы изобретения исследовали условия повторного нагрева и в результате обнаружили, что температура на 10-100°С выше температуры плавления ванны для нанесения покрытия пригодна в качестве температуры выдерживания и что время выдерживания предпочтительно находится в пределах 1 минуты.
Далее, для устранения сплавления Fe и Zn предпочтительно выдерживать слой покрытия при 500°С и менее.
Если это условие не выполняется, т.е. при значительном повышении температуры, диффузия Fe чрезмерно активизируется и сплавление облегчается. Скорость повышения температуры во время повторного нагрева особо не ограничивается, но скорость роста температуры предпочтительно выдерживают невысокой, чтобы установить в целом постоянную температуру слоя покрытия и в дальнейшем предотвратить перегрев вследствие быстрого повышения температуры.
В слое покрытия из сплава Mg-Zn, полученном горячим погружением, сложно обеспечить адгезию между слоем покрытия и стальным листом вследствие плохой реакционной способности Mg и Fe.
В частности, если концентрация Mg высокая, легко возникают «дефекты непокрытия». Обеспечение адгезии со стальным листом также становится более сложным, но для устранения «дефектов непокрытия» можно использовать способ предварительного покрытия и легко обеспечить адгезию со стальным листом.
Слой предварительного покрытия должен иметь «смачиваемость» слоем покрытия. Авторы изобретения исследовали смачиваемость сплавом покрытия на основе Mg для различных элементов сплава для обеспечения адгезии между слоем покрытия и стальным листом.
В результате было обнаружено, что Cr, Co, Ni, Cu, Ag и/или Sn пригодны в качестве металла предварительного покрытия. Слой предварительного покрытия также может быть слоем покрытия из сплава, сочетающего выбор двух или более элементов из этих металлов.
Этот слой предварительного покрытия из металла предпочтительно образуют с помощью электроосаждения или осаждения методом химического восстановления. Толщина слоя предварительного покрытия должна быть 0,1-1 мкм (степень осаждения 1-10 г/м2).
После нанесения покрытия с помощью обычных условий нанесения покрытия Mg-Zn, получаемого горячим погружением (температура ванны 350-600°С), иногда остается слой предварительного покрытия.
Если слой предварительного покрытия слишком тонкий, нельзя ожидать эффекта устранения «дефектов непокрытия» и эффекта обеспечения адгезии.
После нанесения покрытия элементы, образующие предварительный слой, диффундируют внутрь слоя покрытия и включаются в слой покрытия в количествах 1% или около этого. Количества элементов, диффундирующих из слоя предварительного покрытия, очень незначительные и образуют в слое покрытия твердый раствор замещения.
«Дефекты непокрытия» могут быть легко подтверждены визуально. Количество «дефектов непокрытия», находящихся в определенном диапазоне от центра стального листа с покрытием, подтверждают визуально, а величину «дефектов непокрытия» оценивают по их количеству на единицу площади.
Следует заметить, что количество «дефектов непокрытия» поверхности стального листа изменяется в зависимости от скорости погружения стального листа в ванну для нанесения покрытия, поэтому для того, чтобы получить результат от эффекта предварительного покрытия, предпочтительно обеспечить постоянную скорость погружения стального листа в ванну для нанесения покрытия.
Материал стального материала, образующий основу стального материала настоящего изобретения, не ограничен. Можно использовать сталь, раскисленную алюминием, сверхнизкоуглеродистую сталь, высокоуглеродистую сталь, различную высокопрочную сталь, никелевую сталь, хромовую сталь, никельхромовую сталь и т.д.
Способ производства стали, прочность стали, способ горячей прокатки, способ травления, способ холодной прокатки и т.д. также особо не ограничены.
Что касается способа нанесения покрытия, то можно использовать способ Сендимира, способ предварительного покрытия, двухэтапный способ горячего погружения, флюсовый способ и т.д. В качестве предварительного нанесения покрытия перед нанесением покрытия из сплава Mg-Zn настоящего изобретения можно использовать покрытие никелем, покрытие Sn-Zn и т.д.
Стальной материал, снабженный слоем покрытия из сплава Mg-Zn настоящего изобретения, предпочтительно получают в вакууме или атмосфере инертного газа. В качестве предварительного покрытия перед нанесением покрытия из сплава Mg-Zn настоящего изобретения и в качестве первого этапа погружения в двухэтапном горячем погружении можно использовать никелевое покрытие, цинковое покрытие, покрытие Sn-Zn.
Сплав, используемый для ванны для нанесения покрытия, может быть изготовлен заранее, без учета температуры воспламенения Mg, если плавление Mg и Zn, смешанных в заданном соотношении, происходит в «тигле», при замене внутренней среды на инертный газ и т.д.
Также можно использовать имеющийся в продаже невоспламеняющийся Mg. В этом случае достаточно смешать заданные количества невоспламеняющегося Mg и Zn и расплавить их при температуре, близкой к 600°С. Однако невоспламеняющийся Mg иногда содержит Al или Са. В этом случае ванна для нанесения покрытия также будет содержать Al или Са.
Если ванна для нанесения покрытия содержит Mg в высокой концентрации, можно исключить образование слоя из сплава Zn-Fe. По этой причине нет необходимости добавлять Al в ванну для нанесения покрытия с целью исключения образования слоя из сплава Zn-Fe.
Образование слоя из сплава Zn-Fe с плохой способностью к пластическому деформированию также вызывает осыпание, шелушение и другое отслоение слоя покрытия в результате обработки после нанесения покрытия. Слой покрытия из сплава на основе Mg, содержащий Mg в высокой концентрации, настоящего изобретения имеет преимущество в том, что не вызывает отслаивания слоя покрытия.
Что касается добавления Fe, Cr, Cu, Ag, Ni, Ti, Zr, Mo, Si и/или Nb, то при добавлении небольших количеств в сумме примерно до 0,1% можно вводить их в ванну для нанесения покрытия, добавляя металлические порошки в ванну для нанесения покрытия и выдерживая ванну в инертной атмосфере примерно при 600°С в течение длительного периода времени.
При добавлении вышеуказанных металлов в высокой концентрации используют атмосферную печь и т.д., чтобы подготовить сплав добавляемых металлов и Zn или Mg, и этот сплав добавляют в ванну с покрытием. При подготовке этого добавляемого сплава также предпочтительно, поскольку Zn имеет низкую температуру кипения, выполнять плавление при 900°С или менее.
Что касается добавления Al, Ca, Y и/или La, при их добавлении в сумме примерно до 5% можно вводить их в ванну для нанесения покрытия, добавляя металлические порошки в ванну для нанесения покрытия и выдерживая ванну в инертной атмосфере примерно при 600°С в течение длительного периода времени.
При добавлении более 5% вышеуказанных металлов используют атмосферную печь и т.д., чтобы подготовить сплав добавляемых металлов и Zn или Mg, и этот сплав добавляют в ванну для нанесения покрытия.
Если покрытие состоит из сплава Mg-Zn, куда добавлены Ca, Y, La и т.д. для повышения способности к образованию аморфной фазы, можно легко получить отдельную фазу аморфной фазы за счет нанесения покрытия горячим погружением и последующего охлаждения слоя покрытия, например, охлаждения туманом и т.д. с близкого расстояния, где на поверхностном слое покрытия получают скорость охлаждения примерно 10-1000°С/с.
В другой системе Mg-Zn, в которую не добавляют Ca, Y, La и т.д. и в которой способность к образованию аморфной фазы небольшая, на поверхностном слое покрытия можно получить скорость охлаждения примерно 1000-5000°С/с и изготовить стальной лист с аморфным покрытием, полученным горячим погружением, содержащий смешанные фазы мелких кристаллов и аморфной фазы, с помощью охлаждения водой стального листа с покрытием после нанесения покрытия горячим погружением или погружения стального листа с покрытием в воду сразу после нанесения покрытия, полученного горячим погружением.
Кроме того, для увеличения скорости охлаждения имеются способы получения более тонкой основы, получения более тонкого слоя покрытия, используя низкотемпературное охлаждающее средство на основе спирта и т.д.
Объемное содержание в процентах аморфной фазы зависит от способности к образованию аморфной фазы на основе состава покрытия. Если состав покрытия относится к настоящему изобретению, можно получить слой покрытия, содержащий аморфную фазу, по меньшей мере, 5% по объему, обеспечивая температуру слоя покрытия по существу такую же, как температура плавления ванны для нанесения покрытия, и погружая его в воду 0°С.
В системе компонентов, к которым не добавляют Са, Y, La и т.д. и с небольшой способностью к образованию аморфной фазы, для получения аморфной фазы можно установить достаточно небольшую величину осаждения покрытия (например, установить толщину покрытия 6 мкм и менее), установить температуру слоя покрытия непосредственно перед погружением в воду по существу такую же, как температура плавления, погрузить его в воду 0°С и в достаточной степени увеличить скорость охлаждения, чтобы тем самым получить слой покрытия, содержащий аморфную фазу 5% по объему и более.
С другой стороны, в системе компонентов, в которую добавляют Са, Y, La и т.д., способность к образованию аморфной фазы высокая, поэтому, даже если температура непосредственно перед погружением в воду будет немного выше температуры плавления ванны для нанесения покрытия, можно получить слой покрытия, содержащий отдельную фазу аморфной фазы, только за счет погружения в воду с обычной температурой.
Если необходимо уменьшить объемное содержание в процентах аморфной фазы, то используют охлаждение туманом или повышают температуру непосредственно перед погружением в воду.
Образование аморфной фазы может быть подтверждено изображением ореола, полученным на рентгенограмме слоя покрытия. При наличии отдельной аморфной фазы получают только изображение ореола (если слой покрытия тонкий, иногда обнаруживают дифракционный пик Fe стального материала основы).
При смешивании аморфной фазы и кристаллической фазы, если объемное содержание в процентах аморфной фазы низкое, можно использовать дифференциальный сканирующий калориметр, чтобы определить экзотермический пик, когда аморфная фаза кристаллизуется во время повышения температуры, и тем самым подтвердить присутствие аморфной фазы в слое покрытия.
Для определения объемного содержания в процентах аморфной фазы стальной материал с покрытием разрезают, сечение полируют и травят и слой покрытия поверхности обследуют с помощью оптического микроскопа.
В части аморфной фазы не наблюдается никакой структуры вследствие травления, но в части кристаллической фазы наблюдается структура благодаря границам кристаллических зерен, границам субзерен, выделениям и т.д.
Благодаря этому можно четко различить область аморфной фазы и область кристаллической фазы, поэтому можно рассчитать объемную скорость с помощью способа сегментов или анализа изображения.
Если структура слишком мелкая и измерение с помощью оптического микроскопа затруднено, берут тонкий образец из сечения слоя покрытия и исследуют его под микроскопом просвечивающего типа.
В случае с микроскопом просвечивающего типа можно подтвердить аморфную структуру изображением ореола дифрактограммы электронного луча в области, где не наблюдается никакой структуры.
При наблюдении в оптический микроскоп, если текстура не наблюдается по всей поверхности или если имеются части, где текстура не наблюдается, существует вероятность наличия крупных недеформированных кристаллических зерен, тогда предпочтительно взять дополнительный тонкий образец для электронного микроскопа и подтвердить, что на дифрактограмме электронного луча нет никаких дифракционных пятен и что наблюдается изображение ореола, чтобы подтвердить наличие аморфной фазы.
С помощью как оптического микроскопа, так и электронного микроскопа предпочтительно определить зональную скорость в 10 или более различных областях с помощью компьютерной обработки изображения, найти среднее значение найденных зональных скоростей и использовать результат в качестве объемной скорости.
Для обнаружения Zn3Mg7 в слое покрытия эффективным является общий способ рентгеноструктурного анализа. Например, устройство для рентгеноструктурного анализа, использующее Cu-Кα излучение, применяют для измерения картины дифракции и для оценки присутствия Zn3Mg7 по наличию дифракционного пика.
В этом случае для идентификации Zn3Mg7 с помощью рентгенограммы предпочтительно использовать дифракционный пик 2θ=10-30°. Причина состоит в том, что выше 30° он перекрывается с наиболее интенсивной линией дифракционного пика Mg.
Далее, если объем фазы Zn3Mg7 небольшой, оценка с помощью TEM-EDX также эффективна. Характеристический рентгеновский спектр, полученный из специфической кристаллической фазы, может быть использован для идентификации Zn3Mg7.
Примеры
Далее будут даны пояснения к примерам настоящего изобретения. Условия примеров являются примерами условий, используемых для подтверждения способности поддаваться обработке и эффектов настоящего изобретения. Настоящее изобретение не ограничено условиями этих примеров. Настоящее изобретение может использовать различные условия, не отклоняясь от сущности настоящего изобретения и достигая целей настоящего изобретения.
Пример 1
Стальной материал с обработанной поверхностью был подготовлен с использованием ванны каждого из составов покрытия, показанных в таблицах с 1 по 6, и холоднокатаного стального листа толщиной 0,8 мм, равнополочной угловой стали толщиной 10 мм и длиной стороны 10 см или горячекатаного стального листа толщиной 10 мм в качестве основы.
Mg, Zn и другие необходимые составные элементы были откорректированы по заданному составу, затем была использована высокочастотная индукционная печь для их расплавления в атмосфере Аr и получения сплава Mg-Zn.
Из подготовленного сплава были взяты образцы и растворены кислотой. Раствор был проверен с помощью масс-спектрометрии ICP (с индуктивно-связанной плазмой), чтобы подтвердить, что подготовленный сплав соответствует составу, показанному в таблицах с 1 по 6. Этот сплав был использован в качестве ванны для нанесения покрытия.
Из холоднокатаного стального листа (толщиной 0,8 мм) был отрезан образец размером 10 см × 10 см, чтобы получить образец для испытаний. На этот образец для испытаний нанесли покрытие с помощью устройства периодического действия Rhesca для испытаний покрытия, полученного горячим погружением. Температура ванны для нанесения покрытия составляла 500°С. Для корректировки степени осаждения была использована обработка воздухом, затем был использован газообразный азот для охлаждения покрытия до обычной температуры.
Для подготовки стального листа с аморфным покрытием, полученным горячим погружением и содержащим 5% и более аморфной фазы, стальной лист после нанесения покрытия горячим погружением был погружен в воду 0°С.
Для подготовки стального листа с аморфным покрытием, полученным горячим погружением и содержащим 5% и менее аморфной фазы, стальной лист с покрытием был охлажден распылением тумана высокого давления с близкого расстояния.
От равнополочной угловой стали был отрезан образец размером 10 см в продольном направлении, в то время как горячекатаный стальной лист был отрезан в виде квадрата 10 см × 10 см, чтобы получить образцы для испытаний.
Сначала на этот образец для испытаний было нанесено покрытие горячим погружением в цинковую ванну, используя флюсовый способ с применением тигельной печи для получения степени осаждения примерно 100 г/м2, затем образец был погружен в ванну из сплава Zn-Mg состава настоящего изобретения и, по необходимости, охлажден погружением в воду 0°С.
Была выполнена оценка адгезии покрытия для холоднокатаного стального листа: образец для испытаний был изогнут на 180° со слоем покрытия с наружной стороны и подвергнут испытанию на изгиб 8Т. После этого слой покрытия изогнутой части был снят с помощью клейкой ленты, сечение изогнутой части изучили под оптическим микроскопом и получили долю осаждения слоя покрытия по наружному контуру сечения изогнутой части.
Доля остатка слоя покрытия после испытания 50-100% была оценена как «G (хорошо)», и менее 50% - как «Р (неудовлетворительно)». Отсутствие слоя покрытия обозначено как «-».
Для горячекатаного стального листа и равнополочной угловой стали сечение изогнутой части было исследовано под оптическим микроскопом и была определена доля отложения слоя покрытия по наружному контуру сечения изогнутой части. Образец для испытания с долей остатка слоя покрытия после испытания 50-100% был оценен как «G (хорошо)», и менее 50% - как «Р (неудовлетворительно)». Отсутствие слоя покрытия обозначено как «-».
Образование аморфной фазы поверхности слоя покрытия оценивают с помощью устройства для рентгеноструктурного анализа, использующего Cu-Кα излучение, для измерения картины дифракции и оценки присутствия изображения ореола.
При смешивании аморфной фазы и кристаллической фазы, если объемное содержание в процентах аморфной фазы низкое, можно использовать дифференциальный сканирующий калориметр, чтобы определить экзотермический пик при кристаллизации из аморфной фазы во время повышения температуры, чтобы подтвердить присутствие аморфной фазы.
Для количественного определения объемного содержания в процентах аморфной фазы для стального листа с покрытием, оцениваемого для получения аморфной фазы, стальной лист с покрытием был отрезан, его сечение отполировали и протравили и затем слой покрытия поверхности изучили под оптическим микроскопом (×1000).
Зональная скорость аморфной фазы была определена в 10 или более различных областях с помощью компьютерной обработки изображения и из зональных скоростей вывели среднее значение, чтобы получить объемную скорость.
Сопротивление коррозии стального листа с покрытием было оценено с помощью способа, основанного на автомобильном стандарте (JASO M609-91, 8 часов/цикл, соотношение времени смачивания/сушки 50%) для 21 цикла. Для соленой воды был использован 0,5% соляной раствор. Сопротивление коррозии оценивали по потерям от коррозии, рассчитанным из потерь на коррозию и плотности после испытаний.
Потери от коррозии менее 0,5 мкм были оценены как «VG (отлично)», от 0,5 до 1 мкм - как «G (хорошо)», от 1 до 2 мкм - как «SG (довольно хорошо)», от 2 до 3 мкм - как «F (удовлетворительно)» и 3 мкм и более - как «Р (неудовлетворительно)». В таблицах с 1 по 6 образцы для испытаний с адгезией покрытия, оцененной как «Р», не оценивались на сопротивление коррозии, поэтому указаны знаки «-».
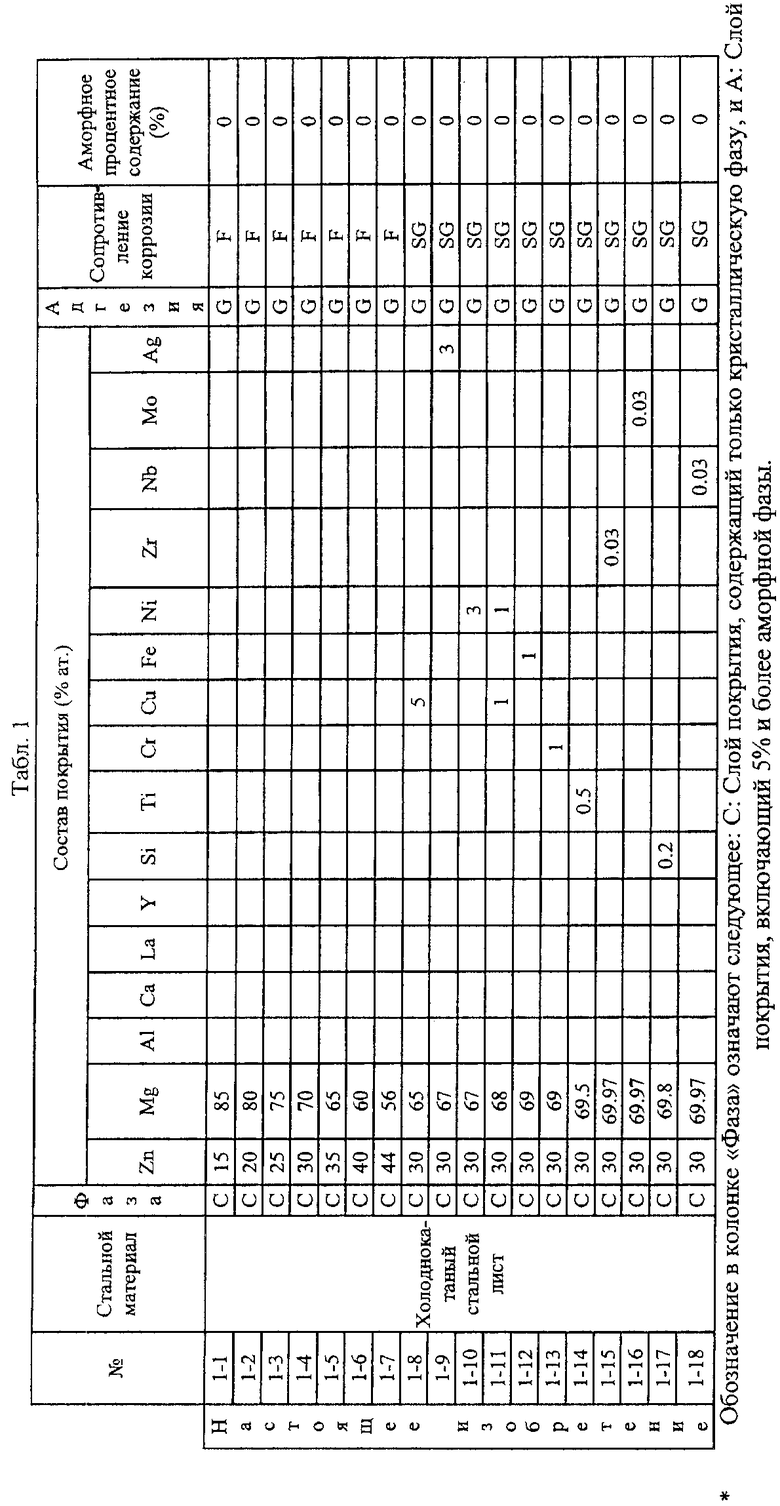
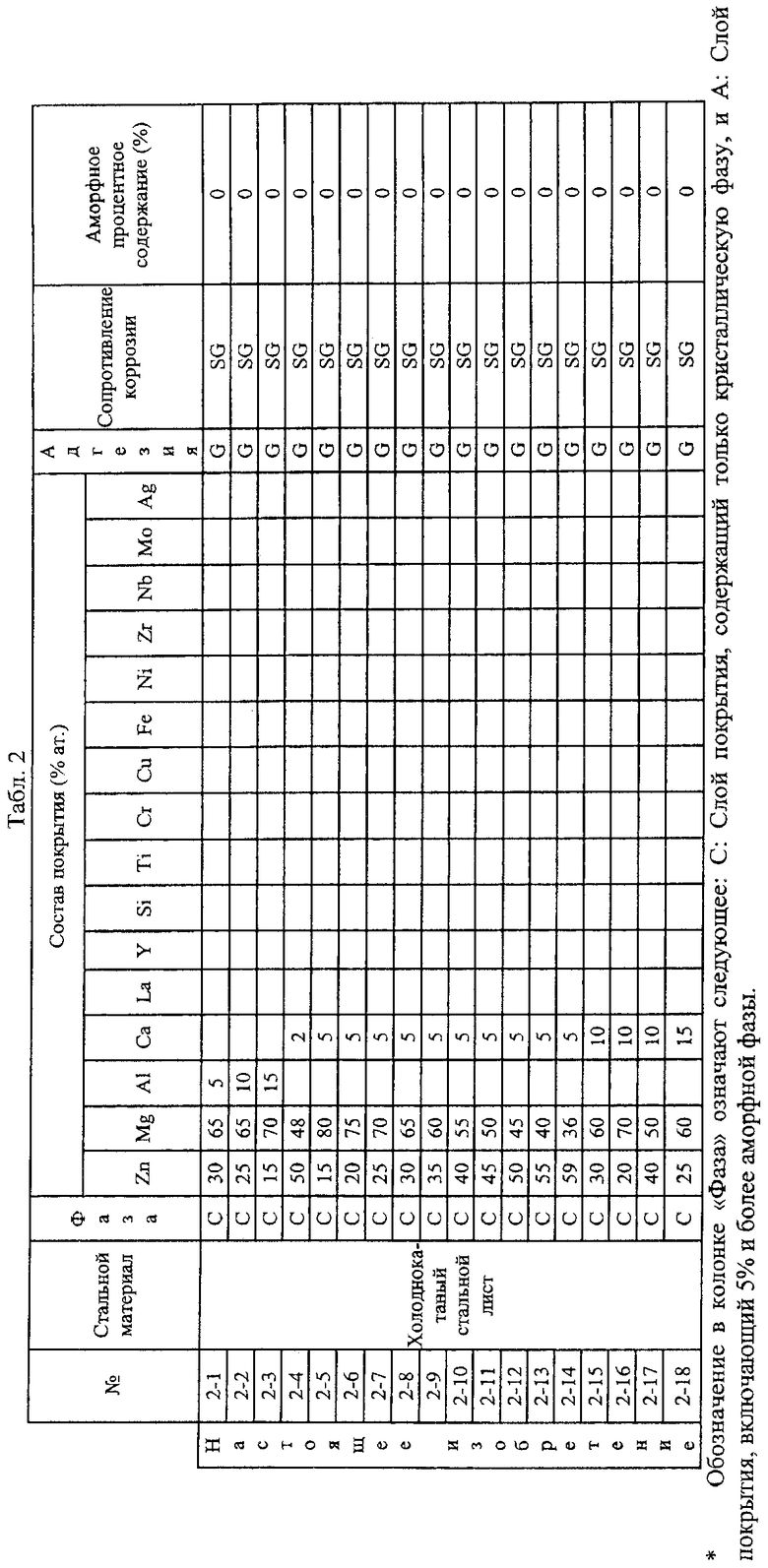
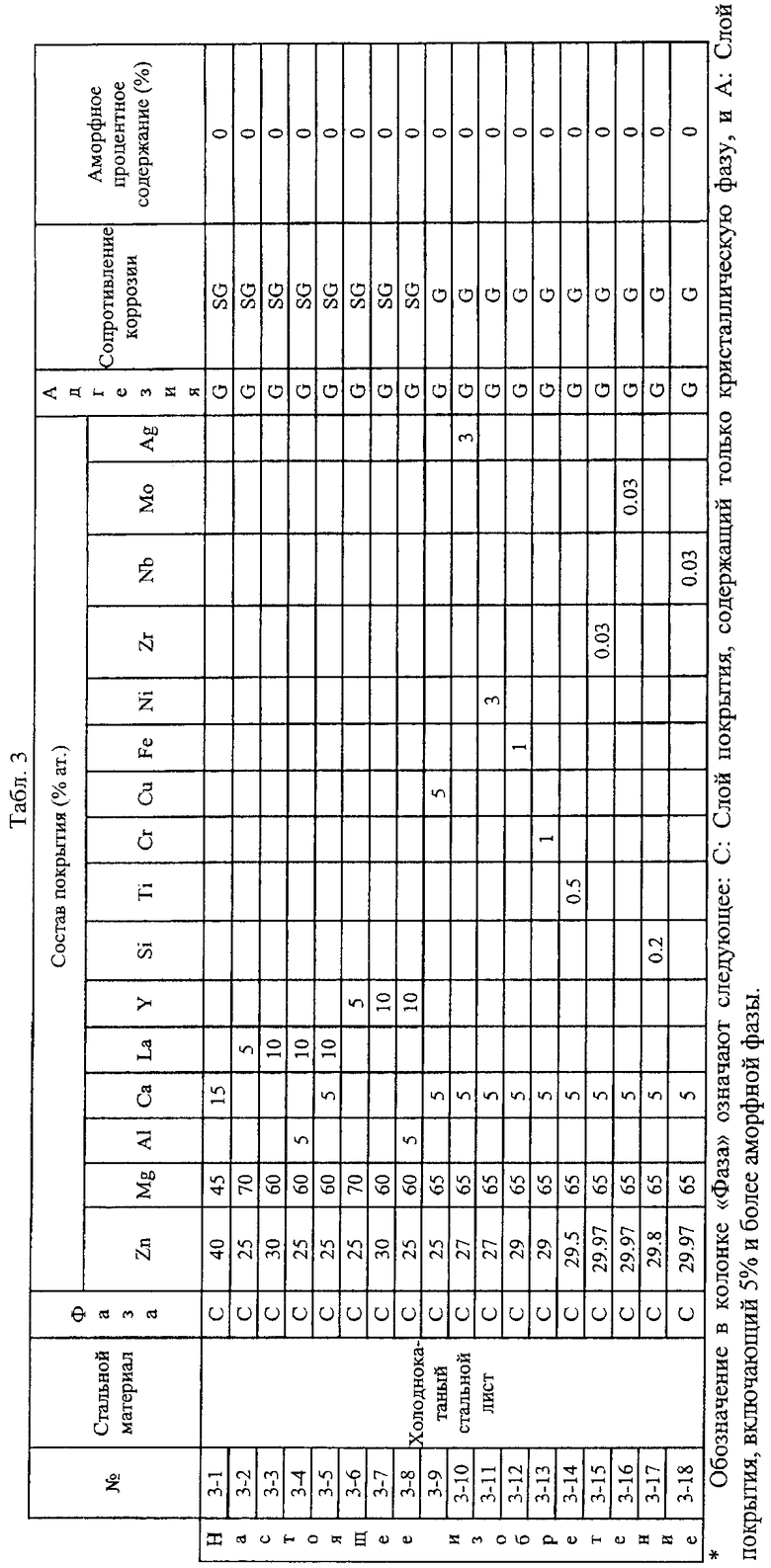
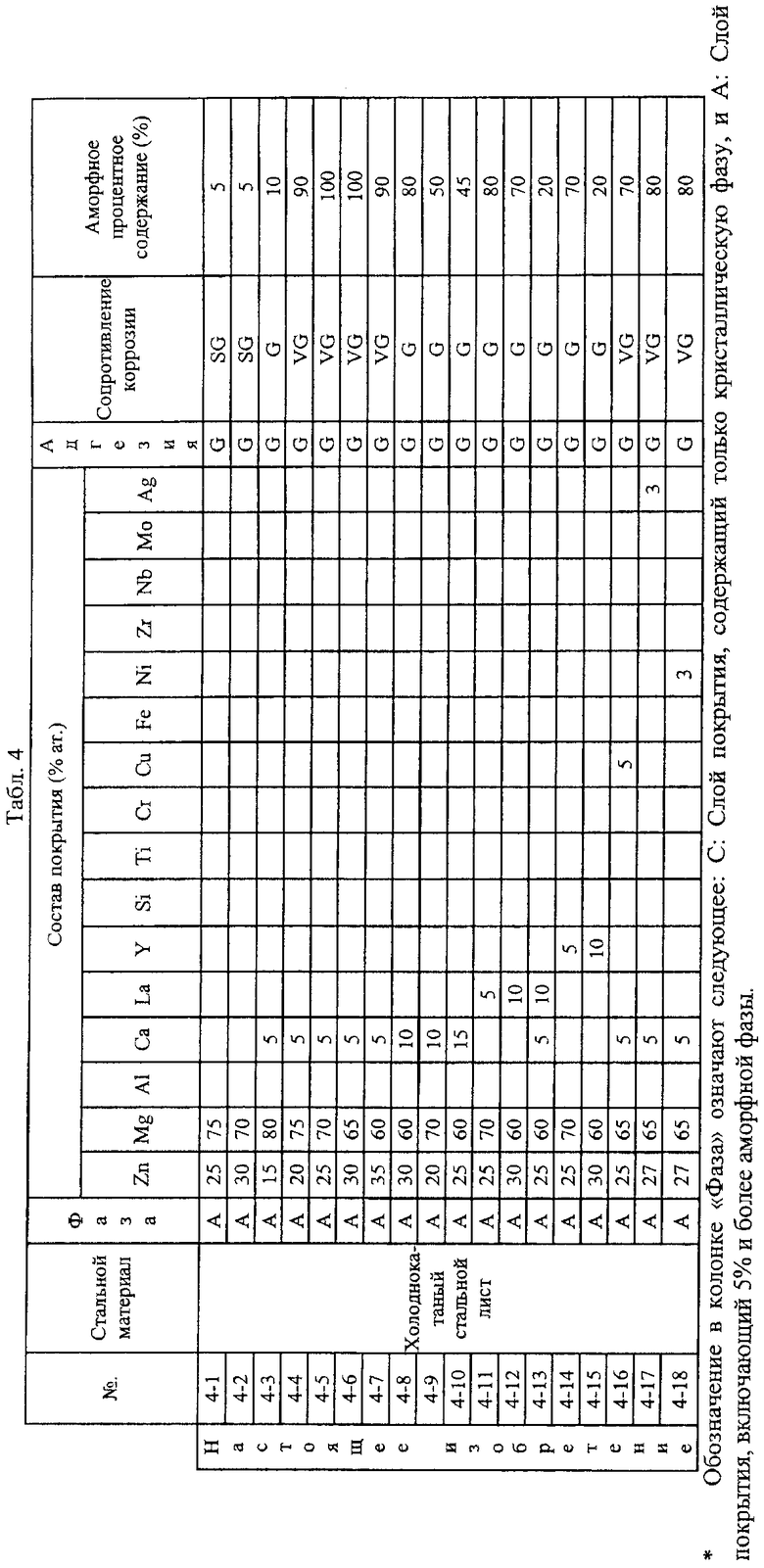
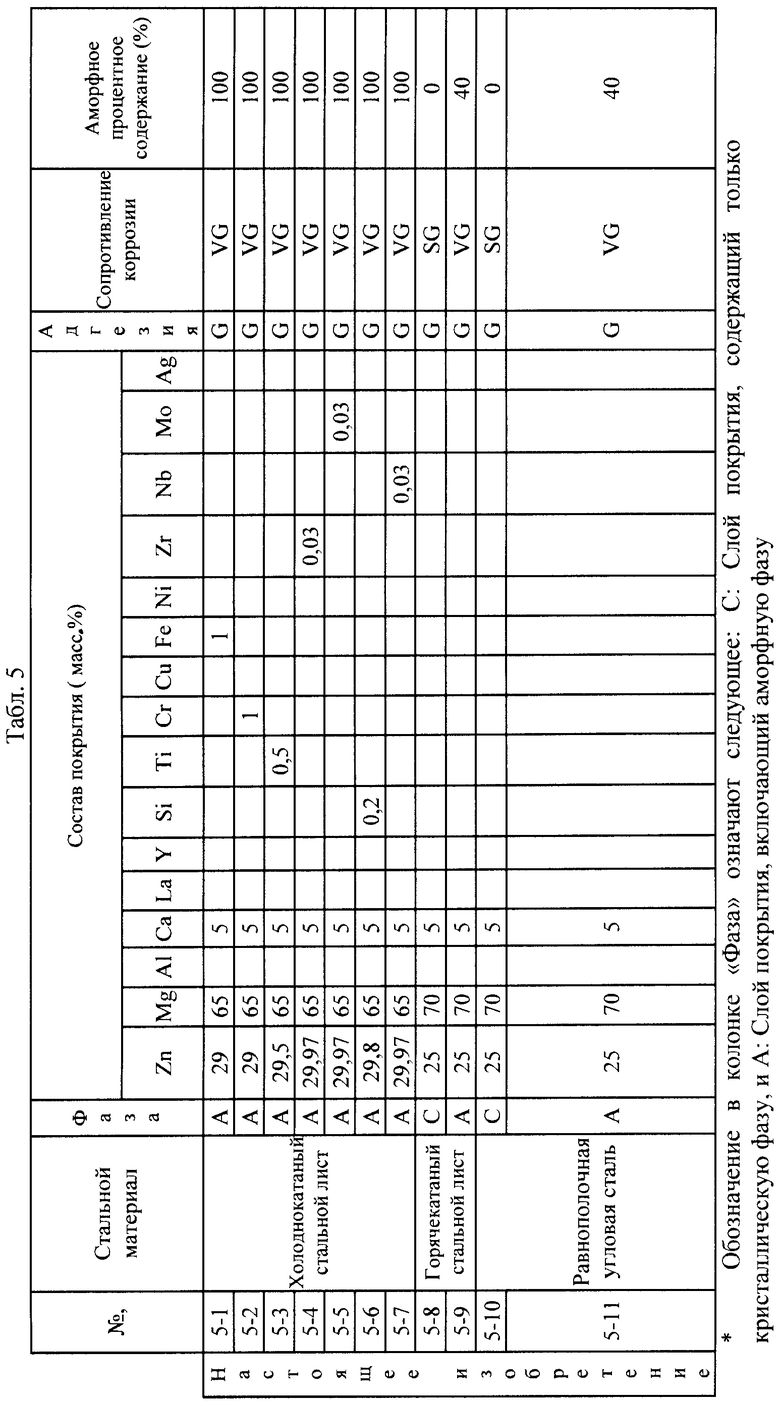
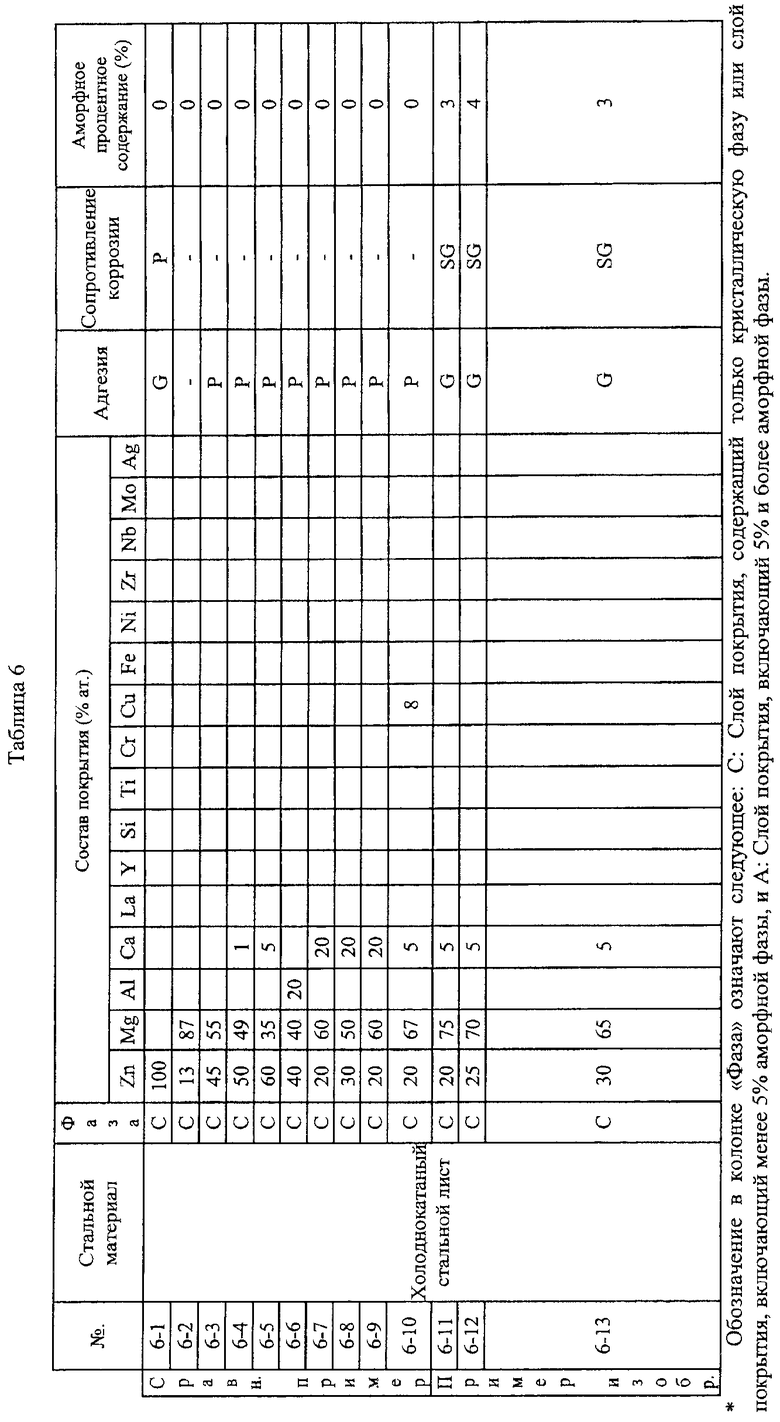
Как показано в таблицах с 1 по 6, стальной материал с покрытием Mg-Zn, полученным горячим погружением, настоящего изобретения сохраняет достаточные характеристики при адгезии с покрытием. Сопротивления коррозии сталей настоящего изобретения выше, чем сопротивление коррозии стального листа (№6-1) с цинковым покрытием, полученным горячим погружением.
Стальные материалы с покрытием, содержащие Si, Ti, Cr, Cu, Fe, Ni, Zr, Nb, Mo, Ag, Al, Ca, Y и/или La, в слоях покрытия имеют более высокое сопротивление коррозии. Относящиеся к ним стальные материалы с покрытием, снабженные слоями покрытия, содержащими вышеуказанные элементы и содержащими аморфные фазы, имеют особо высокое сопротивление коррозии.
Табл.7 и табл.8 показывают результаты оценки сопротивления коррозии, сравнивая стальной лист с аморфным покрытием, полученным горячим погружением, и стальной лист с покрытием только из кристаллических фаз. Как ясно из табл.7 и табл.8, стальной лист с покрытием, имеющий аморфные фазы в случае таких же компонентов, обладает более высоким сопротивлением коррозии.
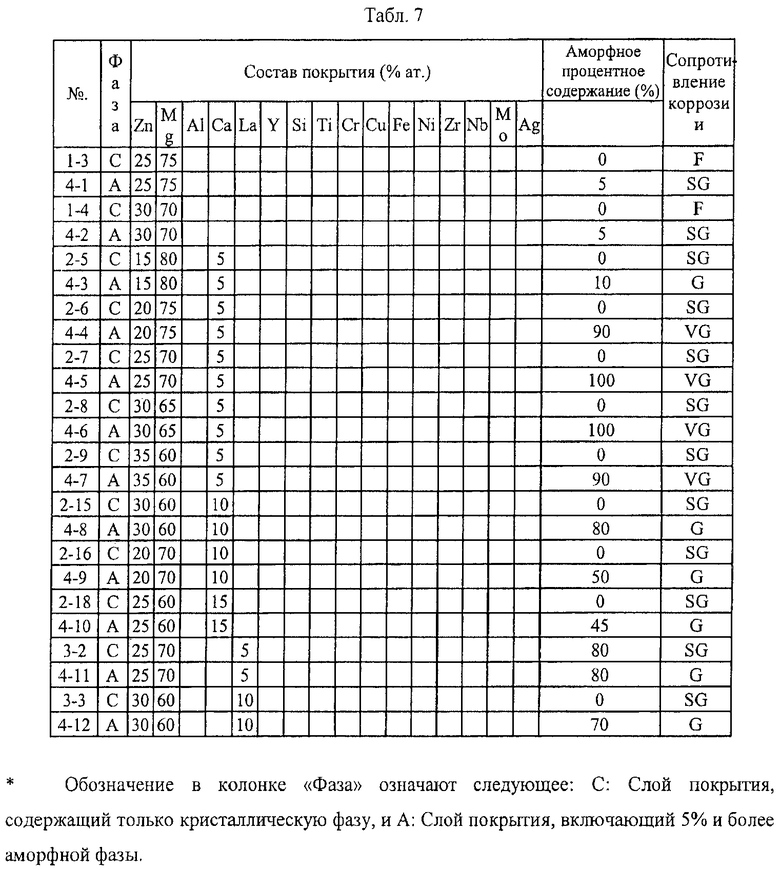
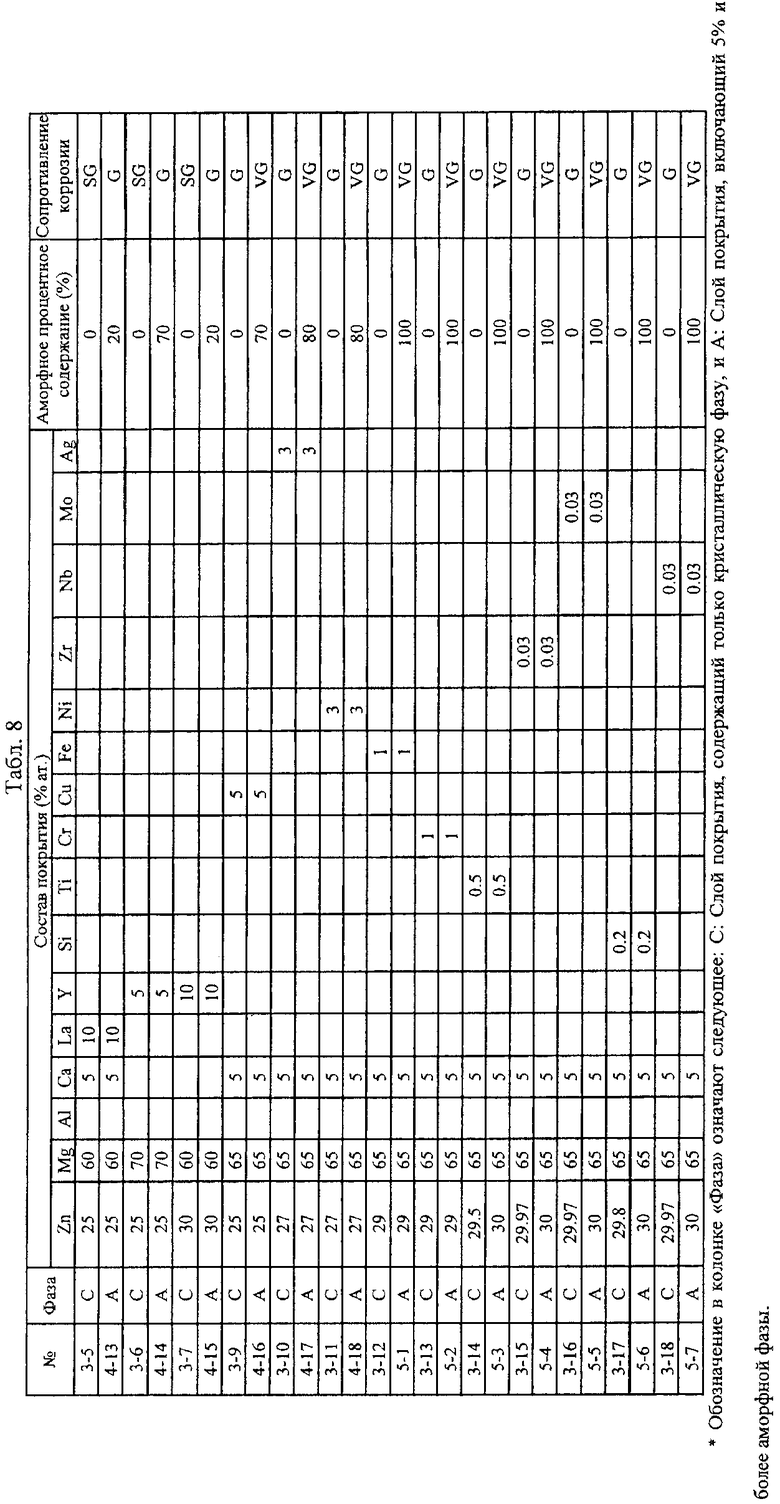
Фиг.6 показывает сечение стального листа №2-7 с покрытием (степень осаждения 20 г/м2), снабженного слоем (кристаллическая фаза) покрытия Mg - 25% ат. Zn - 5% ат. Са.
Как можно судить по фиг.6, на границе раздела стального листа 5 и слоя (кристаллическая фаза) 4 покрытия Mg - 25% ат. Zn - 5% ат. Са отсутствуют какие-либо трещины или отслаивания. Становится понятно, что между стальным листом 5 и слоем (кристаллическая фаза) 4 покрытия Mg - 25% ат. Zn - 5% ат. Са получена хорошая адгезия и что сплав Mg-Zn, содержащий Mg в высокой концентрации, может быть нанесен на стальной лист горячим погружением.
Фиг.7 показывает сечение стального листа №4-5 с покрытием (степень осаждения 20 г/м2), полученного охлаждением Mg за счет погружения в воду и образования слоя (аморфная фаза) 6 покрытия Mg - 25% ат. Zn - 5% ат. Са на стальном листе 5.
Фиг.8 показывает рентгенограмму этого слоя покрытия. С помощью обнаружения изображения ореола на рентгенограмме открыто, что слой (аморфная фаза) 6 покрытия Mg - 25% ат. Zn - 5% ат. Са, показанный на фиг.7, является аморфной фазой.
Фиг.9 показывает FЕ-ТЕМ изображение (светлопольное изображение) рядом с границей стального листа с покрытием, содержащего стальной лист 9, образованный со слоем (аморфная фаза) 8 покрытия Mg - 25% ат. Zn - 5% ат. Са.
Фиг.10 показывает результат элементного анализа с помощью EDX в точке пересечения FЕ-ТЕМ из фиг.9. Становится понятным, что Fе диффундирует внутрь слоя покрытия.
Фиг.11 показывает дифрактограмму электронного луча в точке пересечения FЕ-ТЕМ изображения из фиг.9. Обнаружено изображение ореола. Становится понятно, что слой покрытия (аморфная фаза) 8 покрытия Mg - 25% ат. Zn - 5% ат. Са, показанный на фиг.9, является аморфной фазой даже вблизи границы раздела и является отдельной аморфной фазой.
Пример 2
Стальной материал с обработанной поверхностью был подготовлен с использованием ванны каждого из составов покрытия, показанных в табл.9, и холоднокатаного стального листа толщиной 0,8 мм в качестве основы. Основа была предварительно обработана для нанесения предварительного покрытия с помощью щелочного обезжиривания и травления.
Слой предварительного покрытия из Ni был образован погружением образца для испытаний в 30°С водный раствор, содержащий сульфат никеля: 125 г/л, цитрат аммония: 135 г/л и гипофосфат натрия: 110 г/л, смешанные и отрегулированные гидроксидом натрия до рН 10.
Слой предварительного покрытия из Со был образован погружением образца для испытаний в 90°С водный раствор, содержащий сульфат кобальта: 15 г/л, гипофосфат натрия: 21 г/л, цитрат натрия: 60 г/л и сульфат аммония: 65 г/л, смешанные и отрегулированные водяным аммонием до рН 10.
Слой предварительного покрытия из Cu был образован погружением образца для испытаний в 25°С водный раствор, содержащий смесь сульфата меди: 2 г/л и серной кислоты: 30 г/л.
Слой предварительного покрытия Cu-Sn был образован погружением образца для испытаний в 25°С водный раствор, содержащий смесь хлорида меди: 3,2 г/л, хлорида олова: 5,0 г/л и соляной кислоты: 8 г/л.
Слой предварительного покрытия из Ag был образован электроосаждением в растворе смеси цианида серебра 2 г/л и цианида калия 80 г/л, которые были смешаны, при температуре 30°С и плотности тока 2 А/дм2.
Слой предварительного покрытия из Cr был образован электроосаждением в растворе смеси безводной хромовой кислоты 250 г/л и серной кислоты 2,5 г/л при температуре 50°С за счет плотности тока 20 А/дм2.
Используя эти ванны для нанесения покрытия, были отрегулированы продолжительности погружения, чтобы получить степени осаждения 1-5 г/м2. Степень осаждения каждого предварительного покрытия была определена растворением предварительного покрытия в азотной высоте и т.д., количественным анализом раствора с помощью масс-спектрометрии ICP (с индуктивно-связанной плазмой) и преобразованием количеств растворенных элементов в степень осаждения.
Mg, Zn и другие необходимые элементы были подготовлены в заданном составе, затем была использована высокочастотная индукционная печь для их расплавления в атмосфере Ar и получения сплава Mg-Zn. Из подготовленного сплава были взяты образцы и растворены кислотой. Затем раствор был проверен с помощью масс-спектрометрии ICP (с индуктивно-связанной плазмой), чтобы подтвердить, что подготовленный сплав соответствует составу, показанному в табл.9. Этот сплав был использован в качестве ванны для нанесения покрытия.
От холоднокатаного стального листа (толщиной 0,8 мм) был отрезан образец размером 10 см × 20 см для использования в качестве образца для испытаний. На этот образец для испытаний нанесли покрытие с помощью устройства периодического действия Rhesca для испытаний покрытия, полученного горячим погружением.
Для холоднокатаного стального листа были использованы холоднокатаный стальной лист с предварительным покрытием и один оригинальный холоднокатаный стальной лист. Температура ванны для нанесения покрытия составляла 400-600°С. Степень осаждения была скорректирована с помощью обработки воздухом.
Скорость погружения стального листа в ванну для нанесения покрытия составляла 500 мм/с. Образец погружали в течение 3 секунд с регулированием степени осаждения за счет обработки воздухом, затем сразу же повторно нагревали и охлаждали водой, воздухом или с помощью способа, который объясняется ниже.
После погружения количество «дефектов непокрытия» (визуально различимые «дефекты непокрытия» 1 мм и больше) в центральной части стального листа (5 см × 10 см) с покрытием было подсчитано и преобразовано в количество «дефектов непокрытия» на 50 см2.
Для каждого примера было найдено среднее значение для n=10. Количество «дефектов непокрытия» от 1 и менее оценено как «VG (отлично)», от 1 до 3 - как «G (хорошо)», от 5 до 10 или более - как «F (удовлетворительно)» и 10 и более - как «Р (неудовлетворительно)».
Картина дифракции поверхности, образующей фазу в центральной части (20 мм × 20 мм) подготовленного стального листа с покрытием, была измерена с помощью устройства для рентгеноструктурного анализа, использующего Cu-Кα излучение.
Поверхность, образующая фазу, была идентифицирована с помощью рентгеновских лучей. Поверхность, где было обнаружено изображение ореола, была оценена как «G (хорошо)», в то время как поверхность, где изображение ореола не могло быть получено или где примесь кристаллической фазы сделала оценку затруднительной, была оценена как «F (удовлетворительно)».
Далее, образец для испытаний с обнаруженным дифракционным пиком высокотемпературной стабильной фазы Zn3Mg7 был оценен как «Е (исключительно)». «Обнаружение пика» означает, что отношение интенсивности рентгеновских лучей (отношение интенсивностей дифракционных пиков Zn3Mg7 (исключая дифракционный пик пространства плоскости дифракции 0,233 мм) к сумме всех интенсивностей дифракционных пиков, появляющихся в пространстве плоскости дифракции 0,1089-1,766 мм, т.е. углах 2θ от 5 до 90° в случае измерения дифракции с помощью Cu-Кα излучения, используя рентгеновскую трубку с медной мишенью для источника рентгеновского излучения (однако исключая дифракционный пик пространства плоскости дифракции 0,233 мм)) составляет 10% и более.
Далее, изображение ореола было оценено как «G (хорошо)», в то время как наблюдение дифракционного пика Zn3Mg7 также было оценено как «GE (хорошо - исключительно)». Фиг.12 показывает рентгенограмму №16 из табл.9. Это пример наблюдения как изображения ореола, так и Zn3Mg7.
Для повторного нагрева и охлаждения водой после нанесения покрытия степень осаждения была скорректирована с помощью обработки воздухом, затем образцам позволили охладиться до обычной температуры. После выдерживания при обычной температуре образцы для испытаний повторно нагрели, чтобы повысить их температуру до температуры ванны для нанесения покрытия горячим погружением, и выдерживали при этой температуре в течение 10 секунд и затем охладили водой.
Сопротивление коррозии стального листа с покрытием оценивали с помощью способа, основанного на автомобильном стандарте (JASO M609-91, 8 часов/цикл, соотношение времени смачивания/сушки 50%) для 21 цикла. Для соленой воды был использован 0,5% соляной раствор. Сопротивление коррозии оценивали по потерям от коррозии, рассчитанным из потерь на коррозию и плотности после испытаний.
Потери от коррозии менее 0,5 мкм были оценены как «VG (отлично)», от 0,5 до 1 мкм - как «G (хорошо)», от 1 до 2 мкм - как «SG (довольно хорошо)», от 2 до 3 мкм - как «F (удовлетворительно)» и 3 мкм и более - как «Р (неудовлетворительно)».
Фиг.13 показывает рентгенограмму Mg - 27% ат. Zn - 1% ат., Са - 6% ат., Al, №3 из табл.9. Из рентгенограммы может быть получена только линия дифракции Zn3Mg7. Полагают, что Са и Al образуют твердые растворы замещения и существуют в этих формах.
Фиг.14 показывает рентгенограммы поверхности стального листа с покрытием, образующей фазы №3 и с №6 по №8 из табл.9.
«10» показывает рентгенограмму слоя (№3) покрытия Mg - 27% ат. Zn - 1% ат., Са - 8% ат., Al, «11» показывает рентгенограмму слоя (№6) покрытия Mg - 27% ат. Zn - 1% ат., Са - 8% ат., Al, «12» показывает рентгенограмму слоя (№7) покрытия Mg - 27% ат. Zn - 1% ат., Са - 10% ат., Al и «13» показывает рентгенограмму слоя (№8) покрытия Mg - 27% ат. Zn - 1% ат., Са - 13% ат., Al.
Из фигуры становится понятно, что в №3 слой покрытия является отдельной фазой Zn3Mg7. Если концентрация Al становится выше, объем фазы Zn3Mg7 становится меньше. Становится понятно, что в №8 Zn3Mg7 почти полностью исчезает.
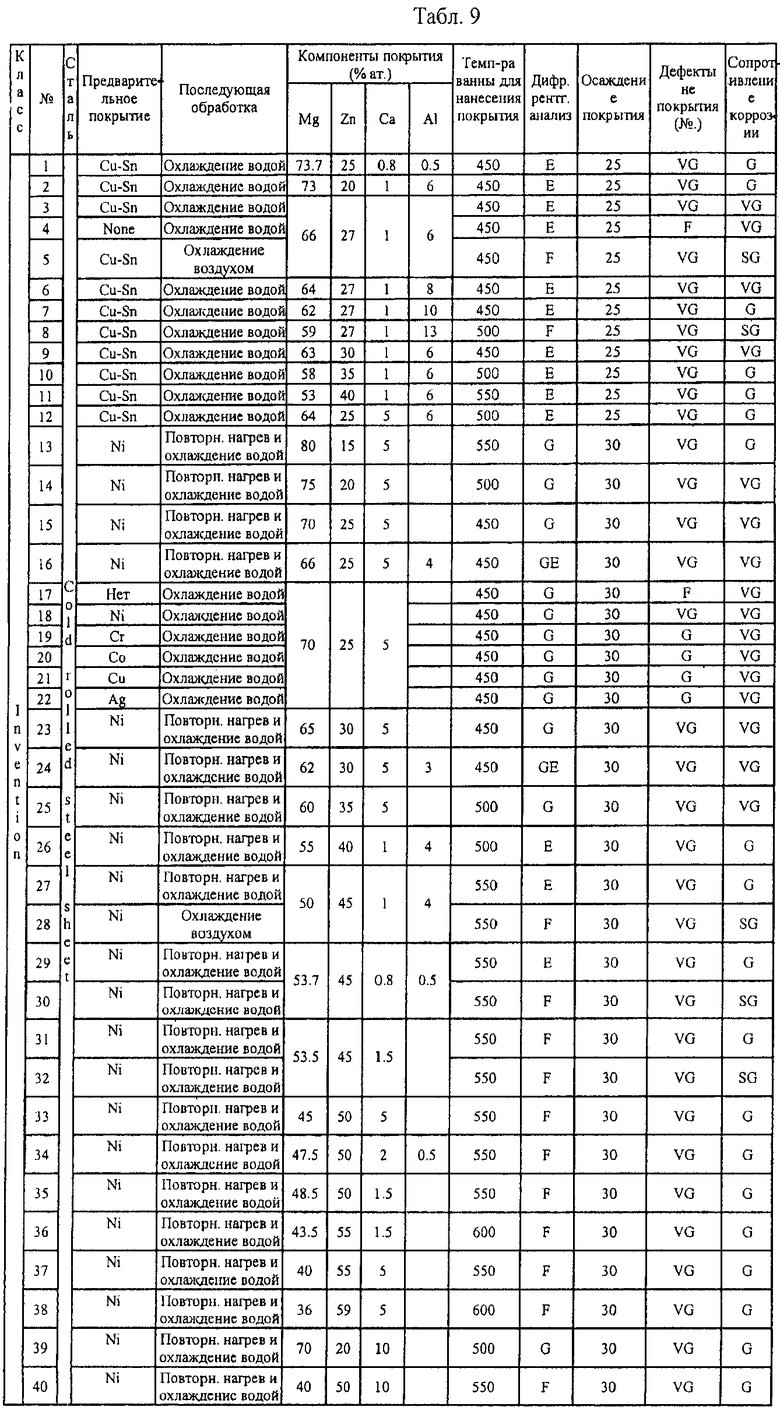
Как объясняется выше, настоящее изобретение (стальной материал с покрытием из сплава Mg-Zn, полученным горячим погружением) обеспечивает возможность производства с помощью обычного процесса нанесения покрытия горячим погружением и является исключительно универсальным и экономичным.
Далее, слой покрытия из сплава Mg-Zn, полученный горячим погружением, настоящего изобретения не допускает повышения концентрации Zn, однако же позволяет получить сопротивление коррозии, превосходящее сопротивление коррозии слоя обычного цинкового покрытия, полученного горячим погружением, поэтому способствует сохранению запасов Zn.
Далее, слой покрытия из сплава Mg-Zn, полученный горячим погружением, настоящего изобретения имеет не только исключительное сопротивление коррозии, но также исключительную способность поддаваться обработке, поэтому настоящее изобретение может широко использоваться в качестве элементов конструкции или функциональных элементов в сферах производства автомобилей, строительных материалов и бытовых электроприборов.
Соответственно, настоящее изобретение способствует развитию обрабатывающих отраслей промышленности за счет увеличения срока службы конструкционных деталей, используемых в автомобильной промышленности, сферах производства строительных материалов и бытовых электроприборов, и снижению трудовых затрат на техническое обслуживание.
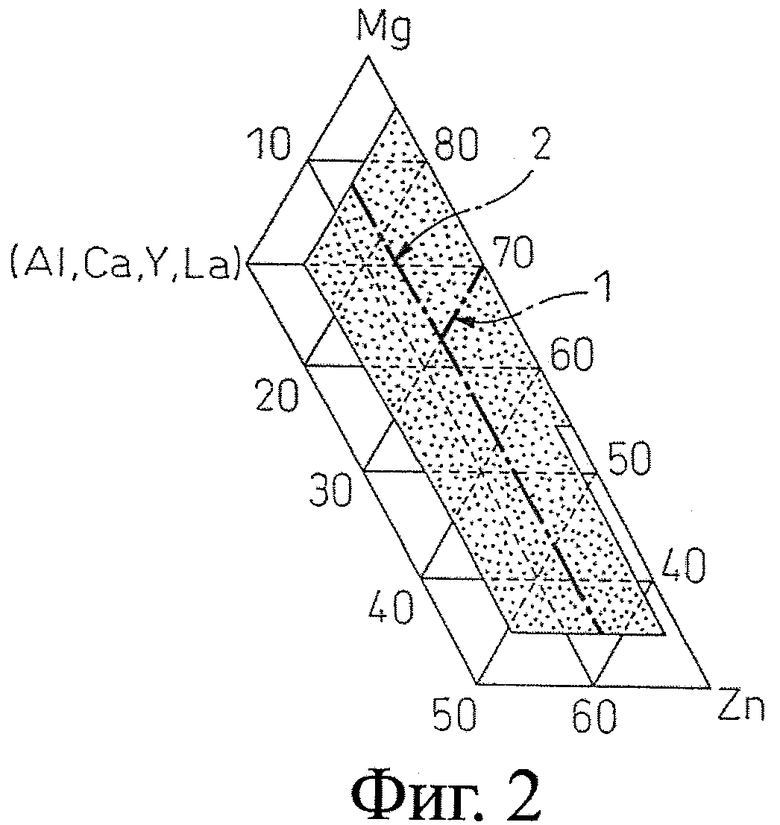
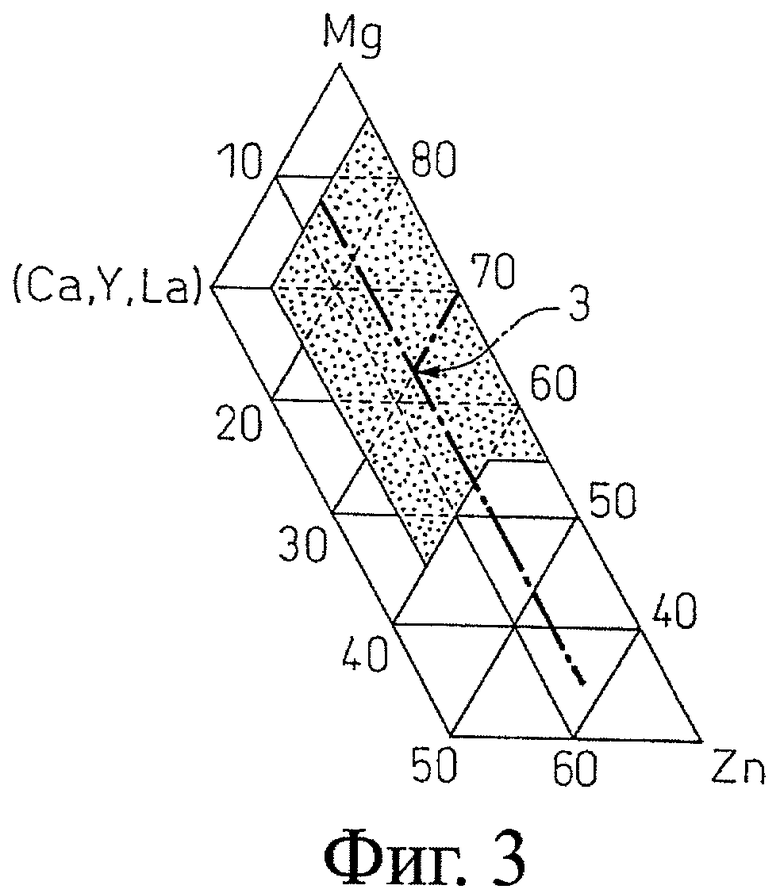
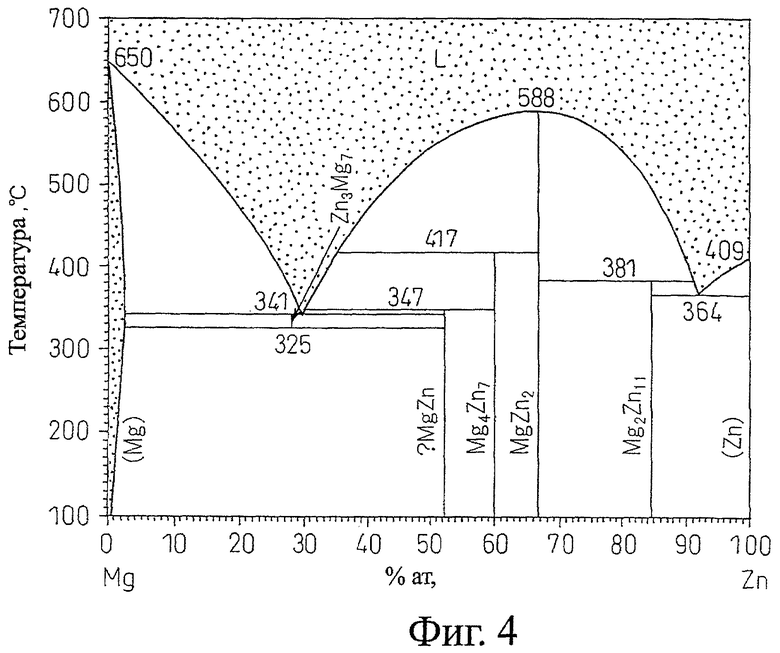
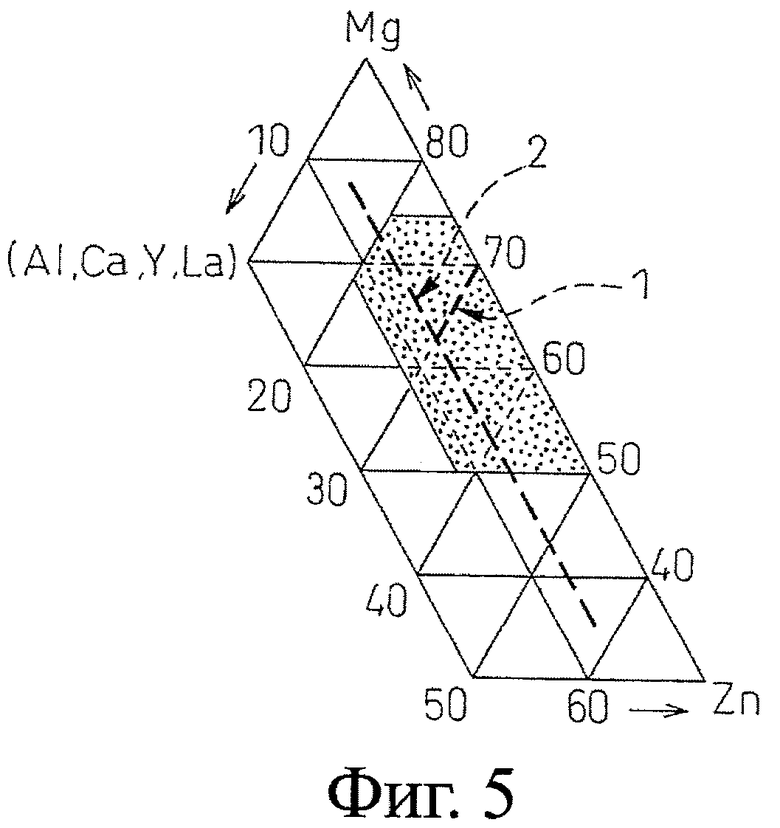
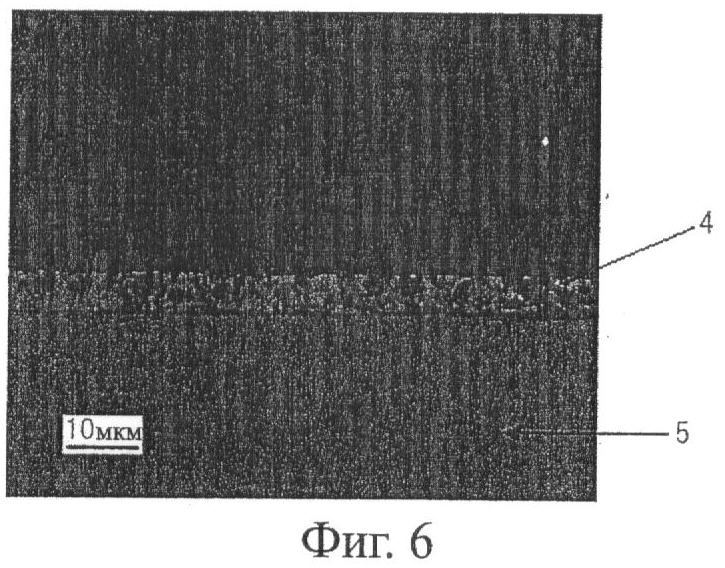
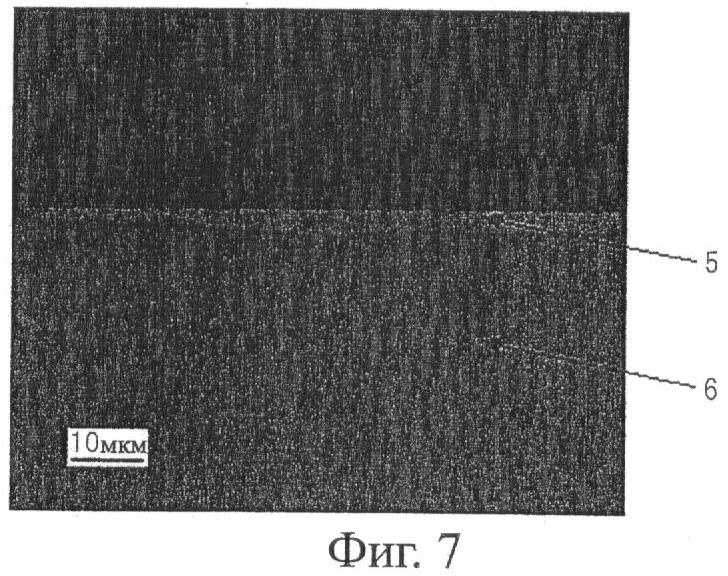
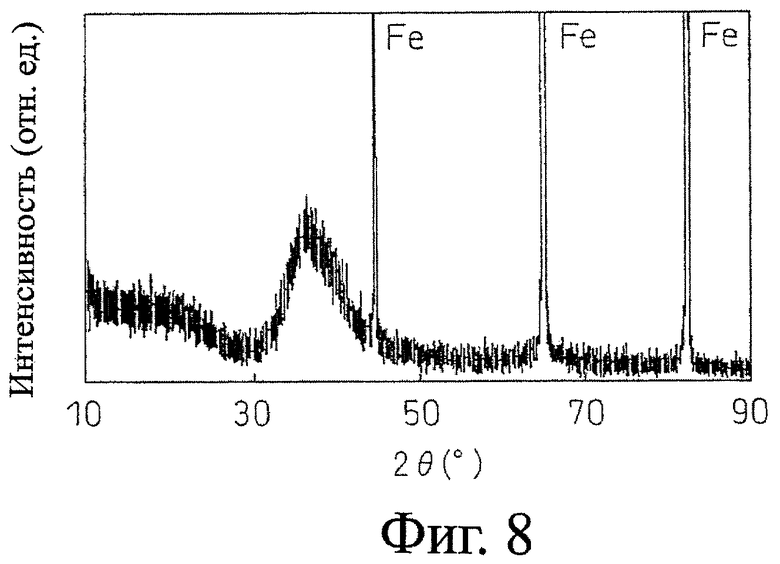
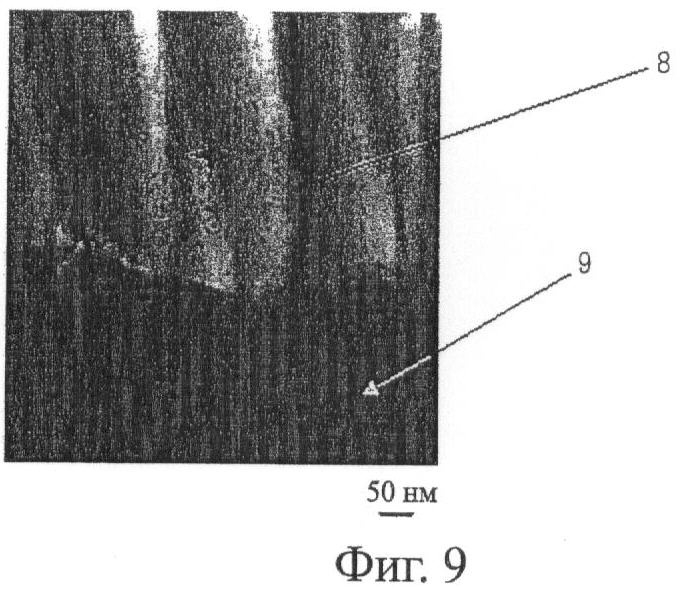
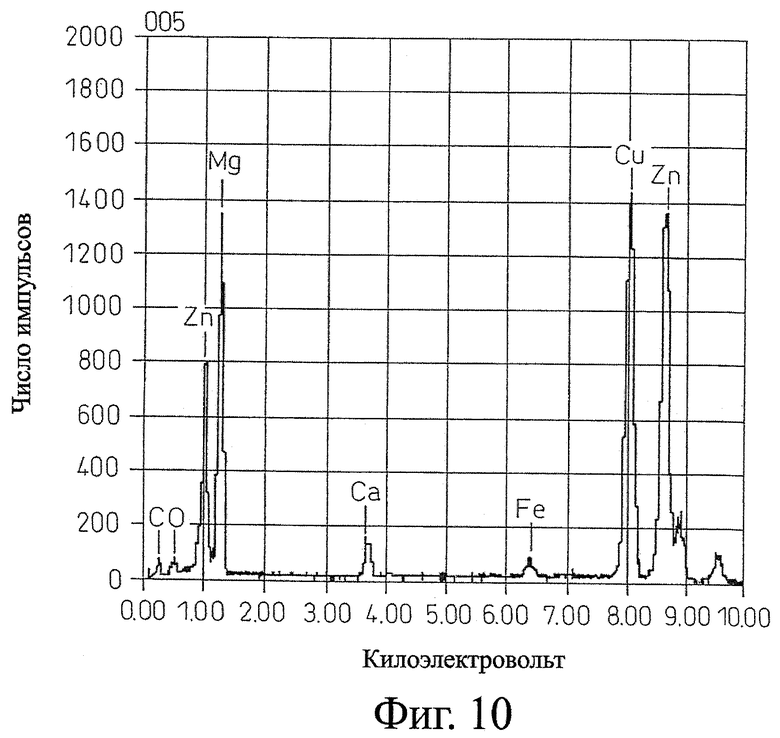
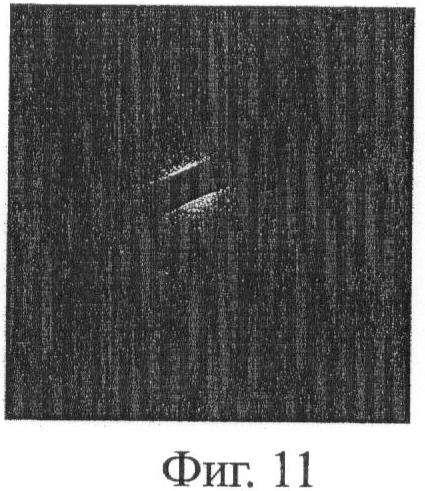
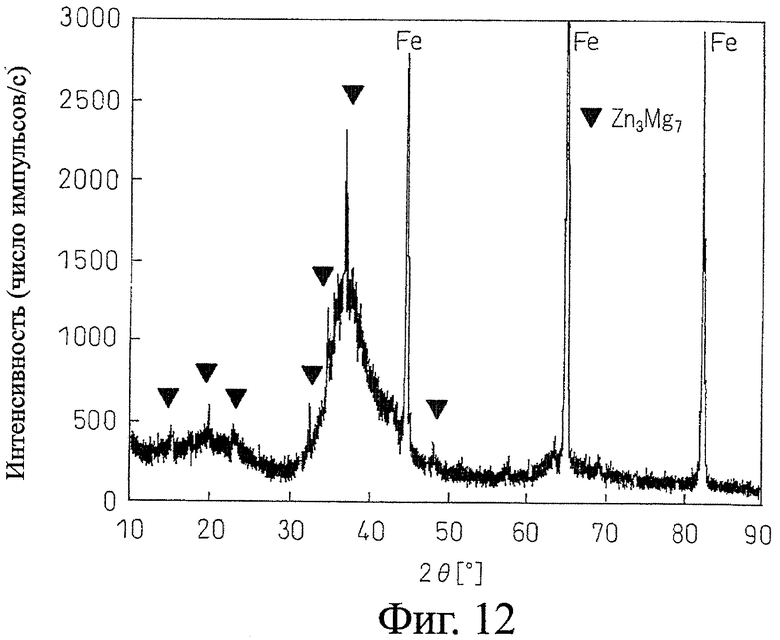
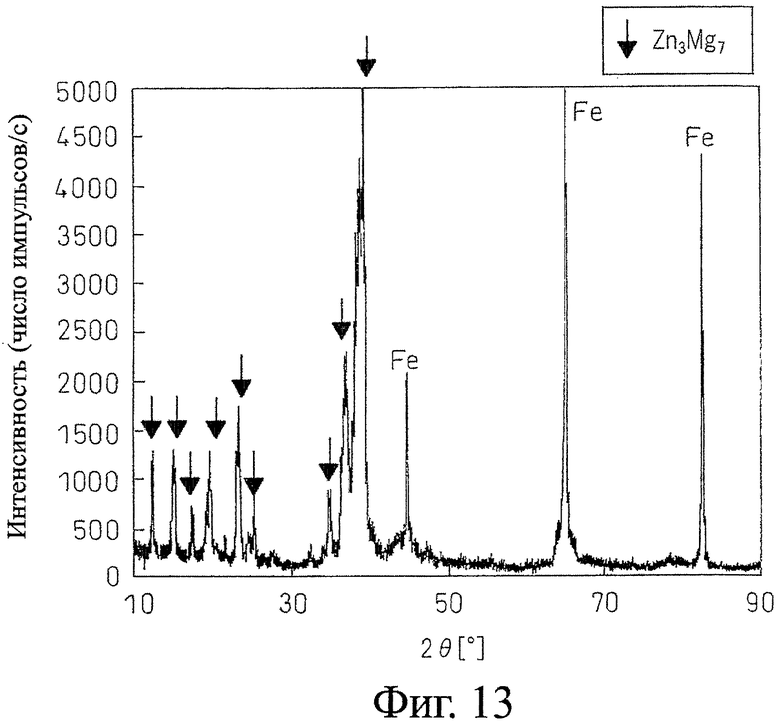
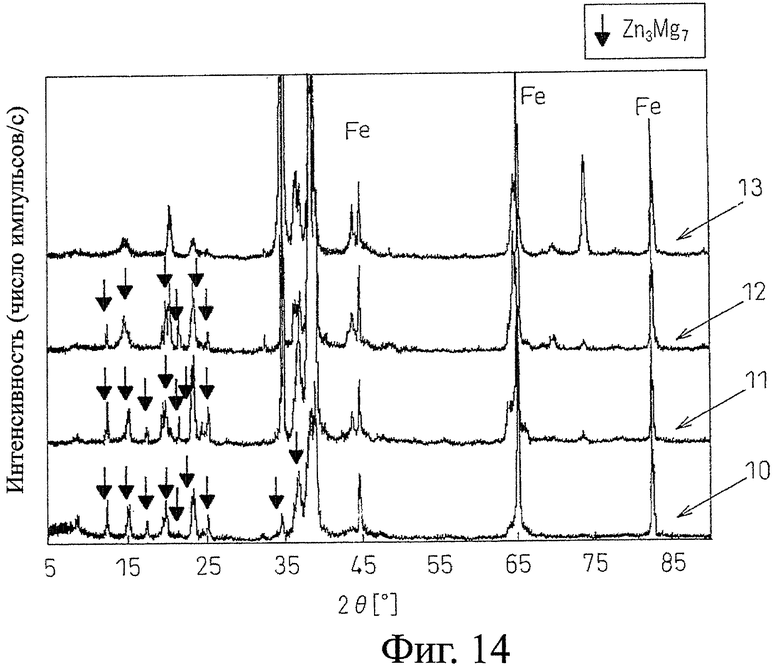
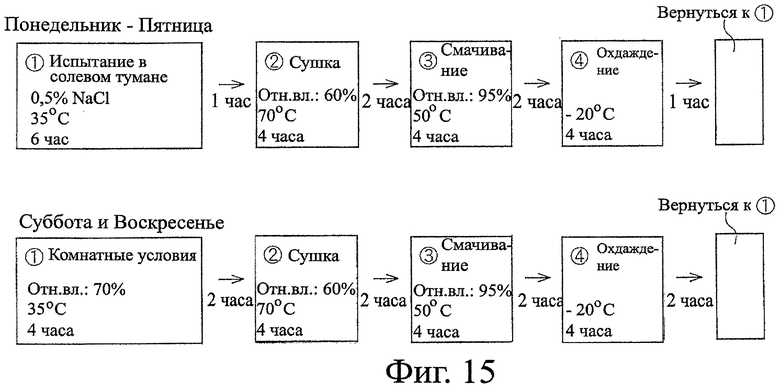
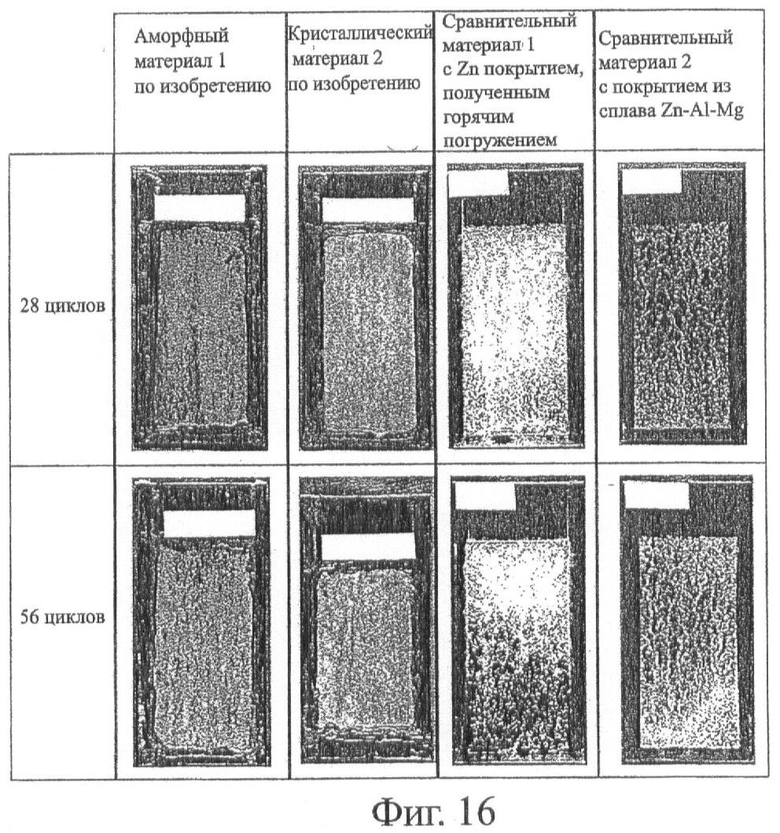
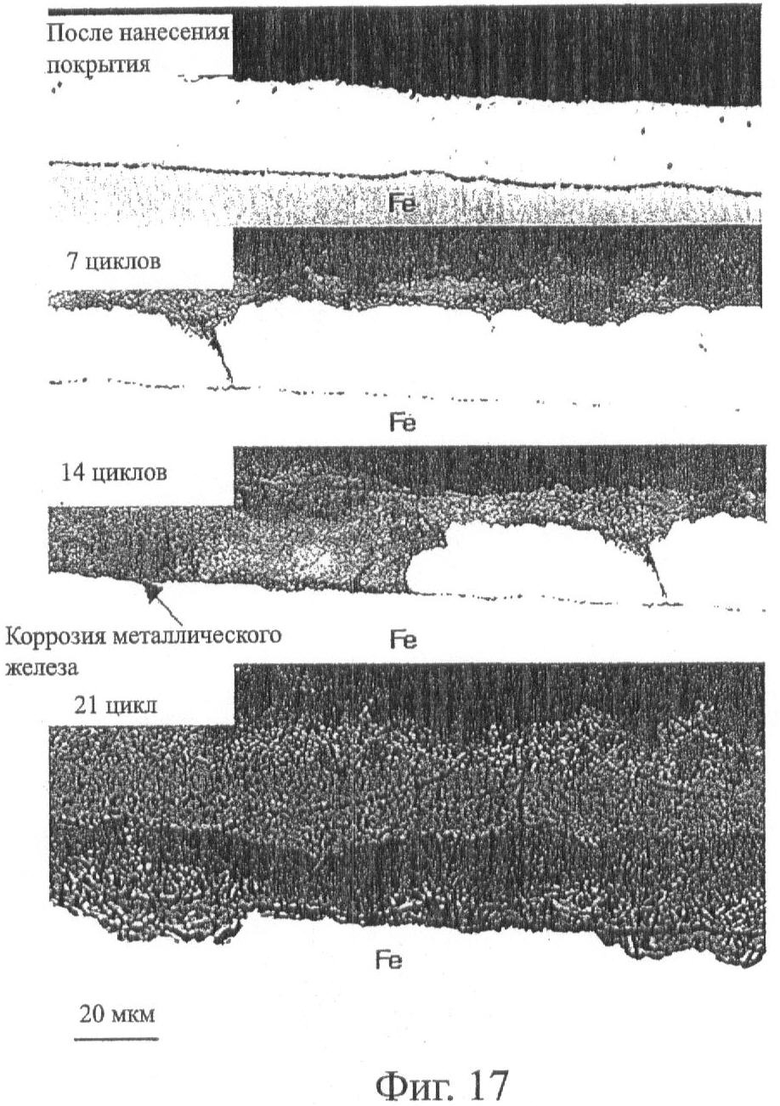
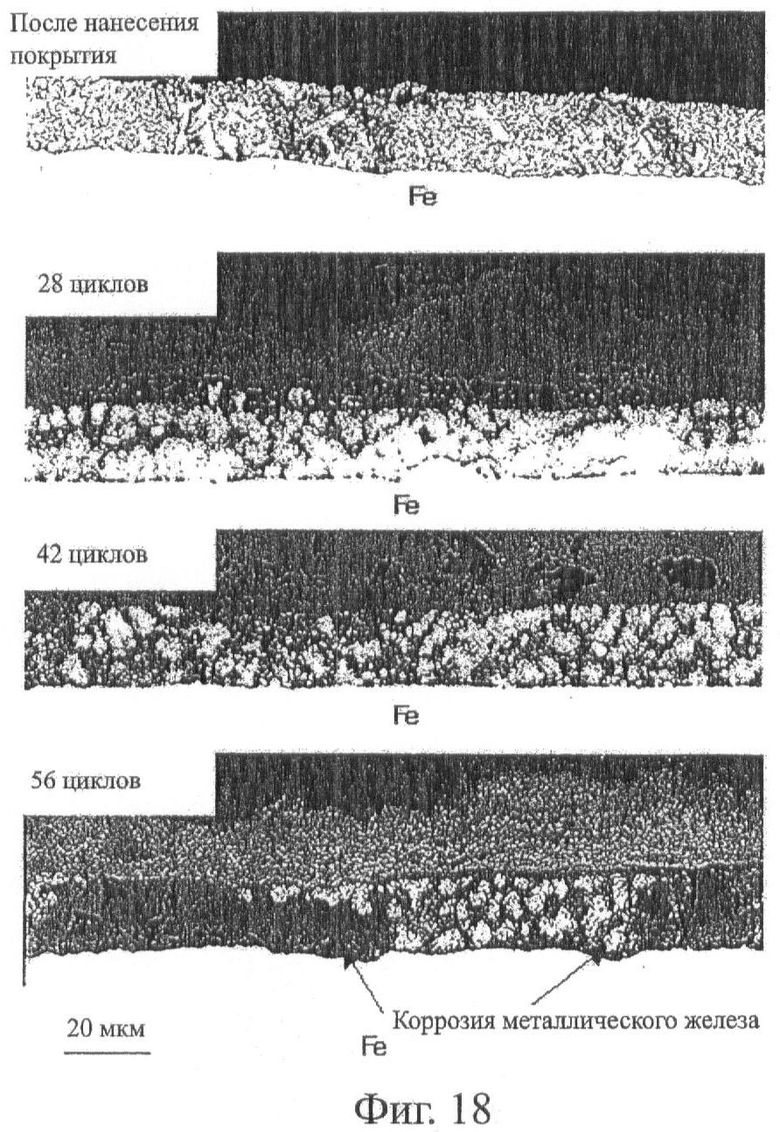
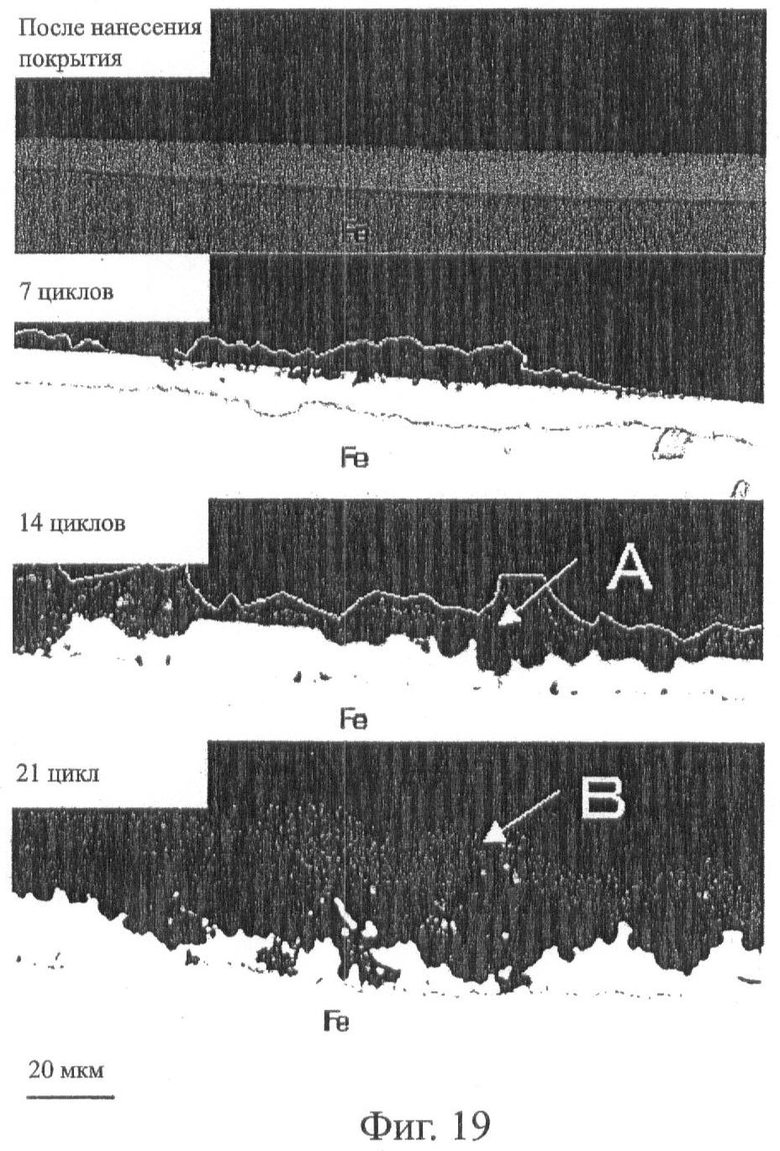
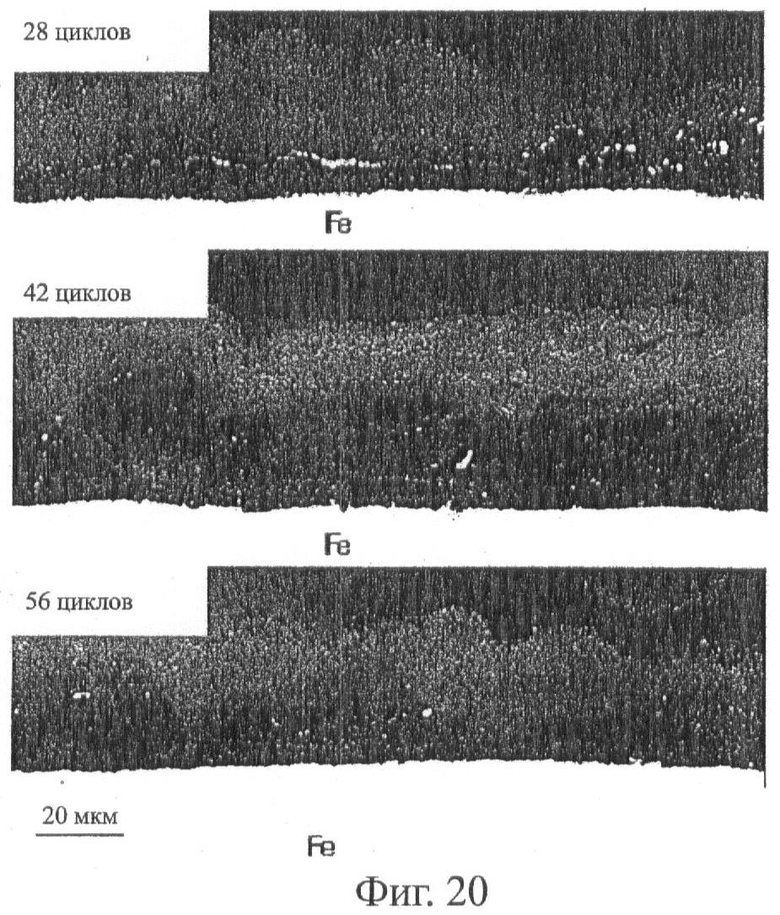
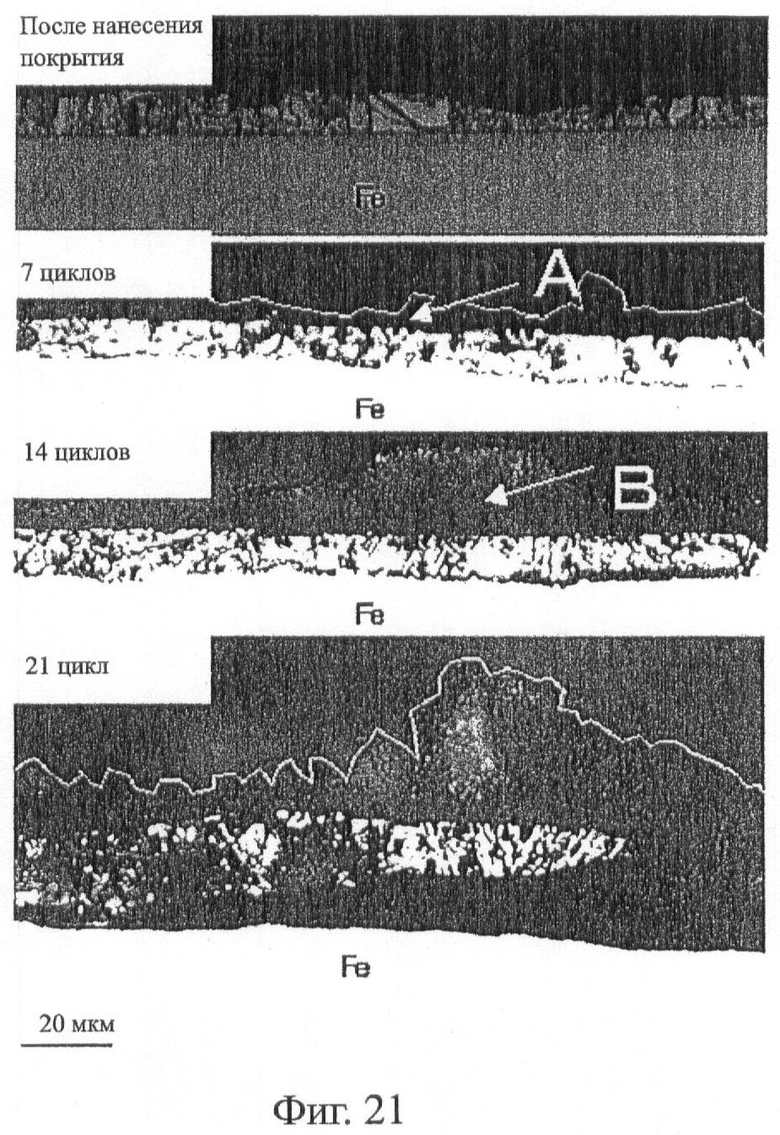
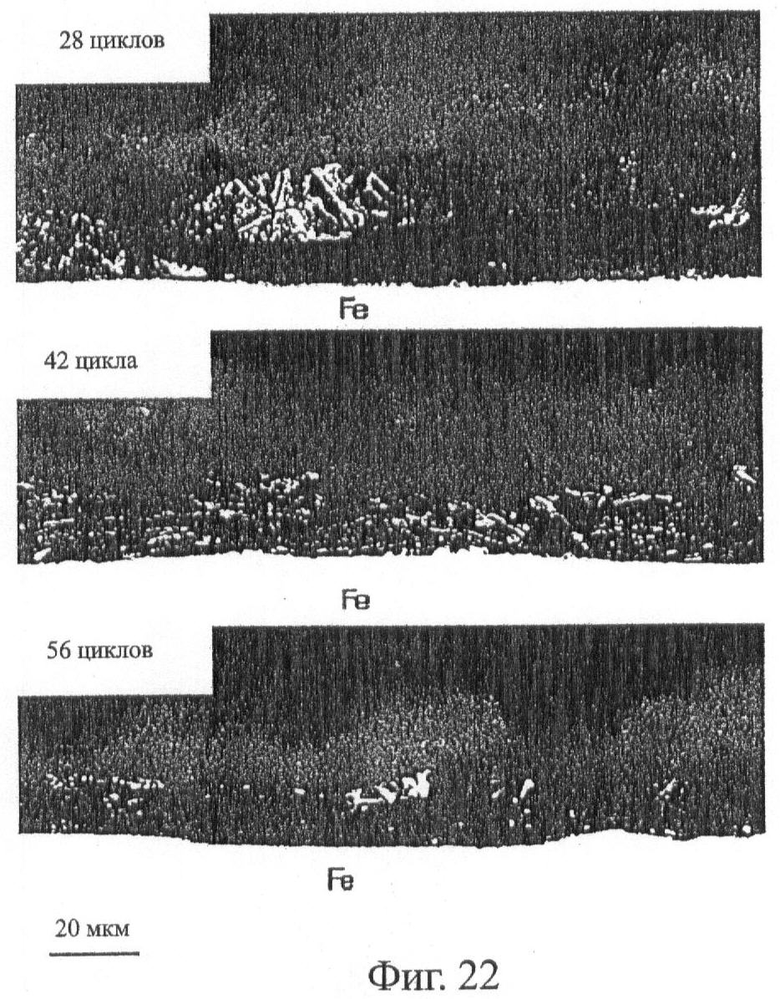
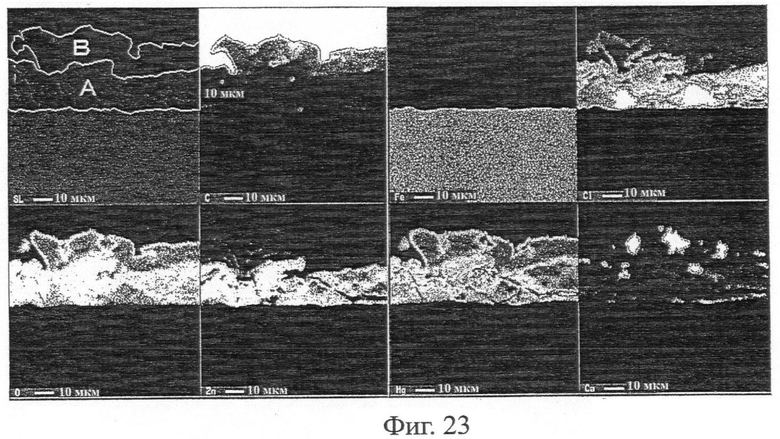
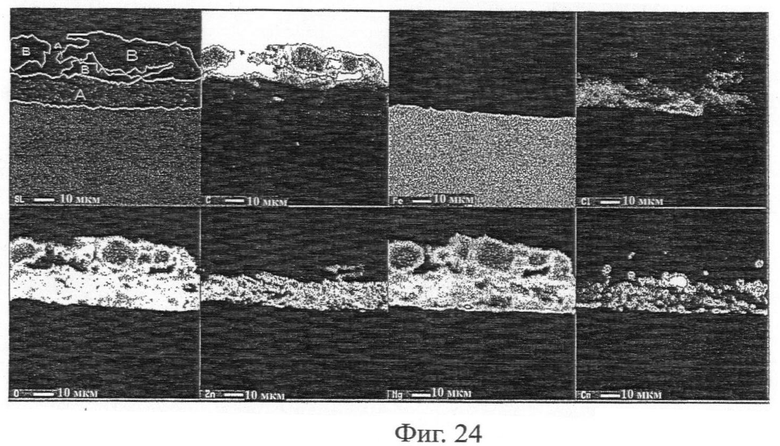
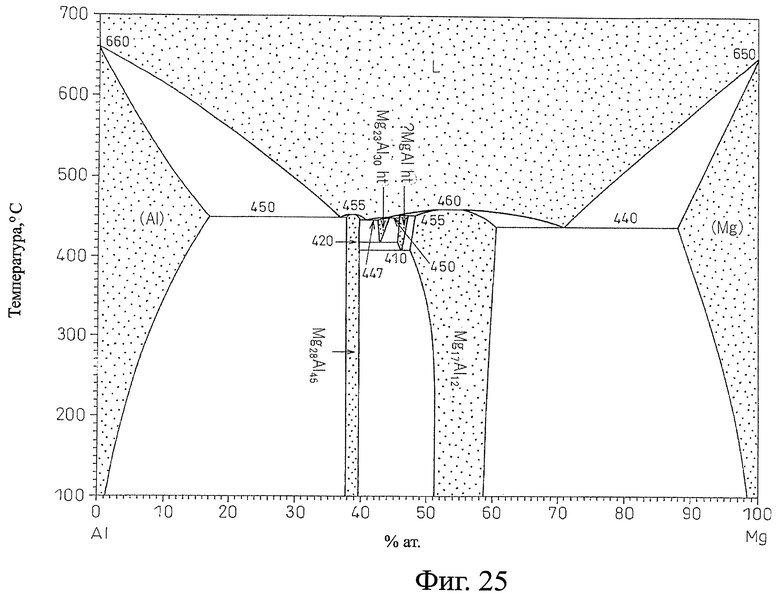
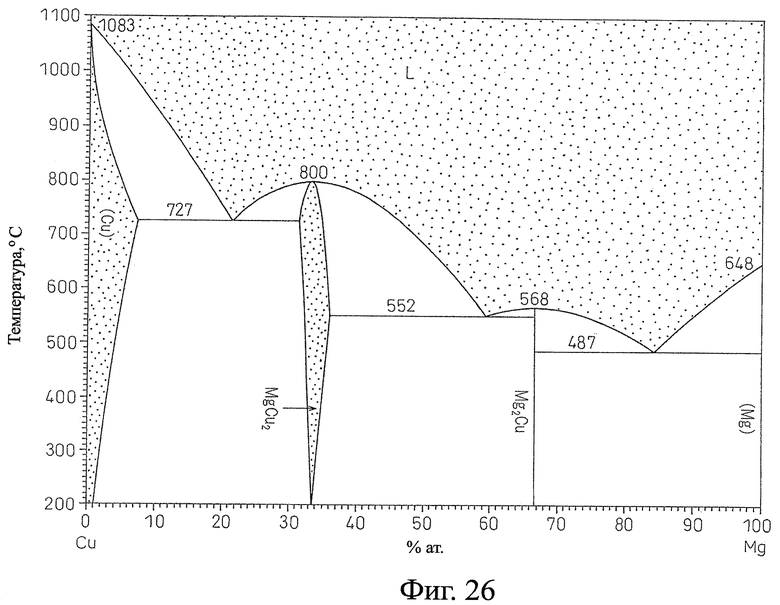
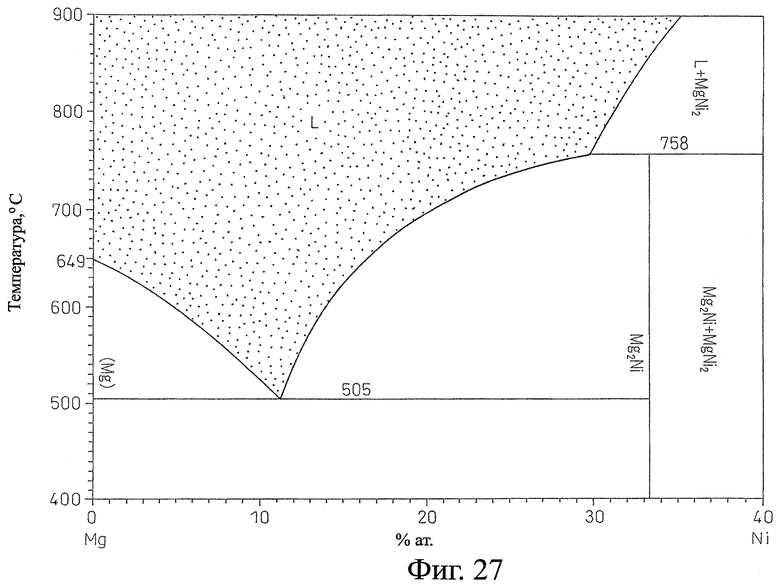
Изобретение относится к стальному материалу с покрытием из сплава на основе магния, который может широко использоваться в автомобильной промышленности, а также при производстве строительных материалов и бытовых электроприборов. Стальной материал с покрытием из сплава на основе Mg получен горячим погружением и содержит Zn от 15% ат. до менее 45% ат., при этом слой покрытия также может содержать один или несколько элементов, выбранных из группы A: Si, Ti, Cr, Cu, Fe, Ni, Zr, Nb, Mo и Ag, в сумме 0,03-5% ат. Слой покрытия из сплава на основе Mg, полученный горячим погружением, также может содержать Zn от 15% ат. или более, Mg более 35% ат. и один или несколько элементов, выбранных из группы В: Al, Ca, Y и La, в сумме 0,03-15% ат. Также слой покрытия из сплава на основе Mg может содержать аморфную фазу в количестве 5% об. Стальной материал с покрытием из сплава на основе Mg в соответствии с настоящим изобретением имеет исключительную адгезию и высокое сопротивление коррозии. 6 н. и 14 з.п. ф-лы, 27 ил., 9 табл., 2 пр.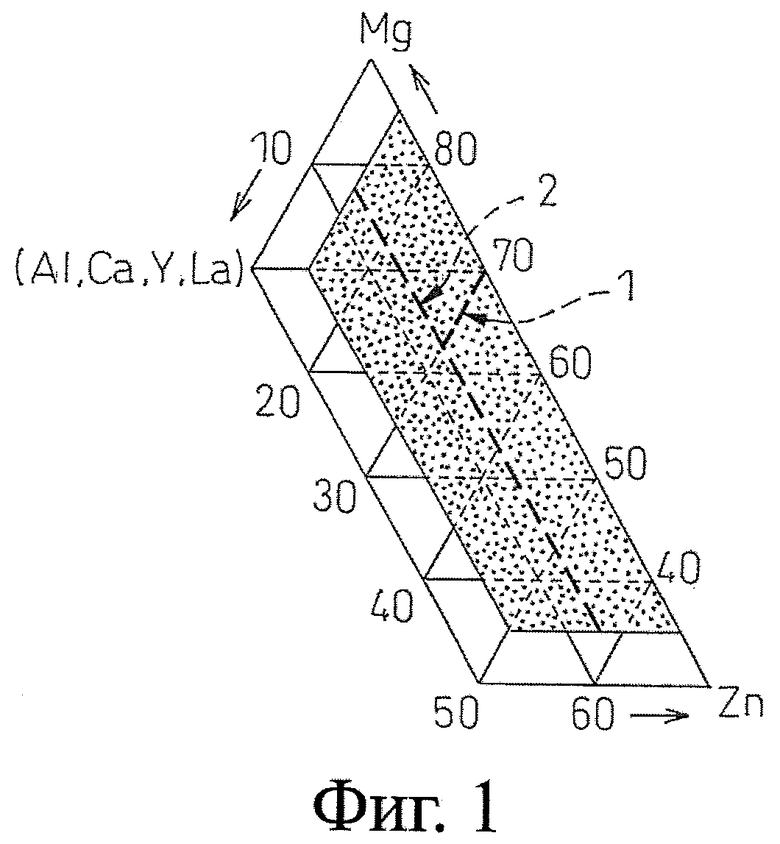
1. Стальной материал с покрытием из сплава на основе Mg, характеризующийся тем, что слой покрытия из сплава на основе Mg получен горячим погружением и содержит Zn от 15 ат.% до менее 45 ат.%.
2. Стальной материал с покрытием из сплава на основе Mg, характеризующийся тем, что слой покрытия из сплава на основе Mg получен горячим погружением, содержит Zn от 15 ат.% до менее 45 ат.%, и при этом содержит один или несколько элементов, выбранных из группы A: Si, Ti, Cr, Си, Fe, Ni, Zr, Nb, Mo и Ag, в сумме 0,03-5 ат.%.
3. Стальной материал с покрытием из сплава на основе Mg, характеризующийся тем, что слой покрытия из сплава на основе Mg получен горячим погружением, содержит Zn от 15 ат.% или более, и Mg более 35 ат.%, и содержит один или несколько элементов, выбранных из группы В: Al, Ca, Y и La в сумме 0,03-15 ат.%.
4. Стальной материал с покрытием из сплава на основе Mg, характеризующийся тем, что слой покрытия из сплава на основе Mg получен горячим погружением, содержит Zn 15 ат.% или более, и Mg более 35 ат.%, и содержит один или несколько элементов, выбранных из группы элементов В: Al, Ca, Y и La в количестве в сумме 0,03-15 ат.%, при содержании Mg: более 55 ат.%, или в количестве в сумме 2-15 ат.%, при содержании Mg: 55 ат.% или менее.
5. Стальной материал по п.3 или 4, отличающийся тем, что указанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит Mg: 85 ат.% или менее.
6. Стальной материал по п.3 или 4, отличающийся тем, что указанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит Mg: 55-85 ат.%.
7. Стальной материал п.3 или 4, отличающийся тем, что указанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит один или несколько элементов, выбранных из группы элементов A: Si, Ti, Cr, Cu, Fe, Ni, Zr, Nb, Mo и Ag, в сумме 0,03-5 ат.%.
8. Стальной материал по любому из пп.1-4, отличающийся тем, что указанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит Zn: от 15 ат.% до менее 45 ат.% и аморфную фазу в количестве 5 об.% и более.
9. Стальной материал с покрытием из сплава на основе Mg, характеризующийся тем, что слой покрытия из сплава на основе Mg получен горячим погружением, содержит Zn: от 15 ат.%до менее 44,97 ат.%, содержит один или несколько элементов, выбранных из группы элементов A: Si, Ti, Cr, Cu, Fe, Ni, Zr, Nb, Mo и Ag в сумме 0,03-5 ат.% и группы элементов В′: Са, Y и La в сумме В′ 0,03-15 ат.%, причем если указанная сумма элементов В′ меньше 0,03-5 ат.%, то Mg: более 55 ат.%, и если сумма элементов В′ 5-15 ат.%, Zn: менее 40 ат.%, и содержит аморфную фазу 5 об.% и более.
10. Стальной материал по любому из пп.1-4, отличающийся тем, что указанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит интерметаллическое соединение Zn3Mg7 при отношении интенсивностей рентгеновских лучей - отношении интенсивностей дифракционных пиков Zn3Mg7, исключая дифракционный пик пространства плоскости дифракции 0,233 мм, к сумме всех интенсивностей дифракционных пиков, появляющихся в пространстве плоскости дифракции 0,1089-1,766 мм, исключая дифракционный пик пространства плоскости дифракции 0,233 мм, равном 10% и более.
11. Стальной материал с покрытием из сплава на основе Mg, характеризующийся тем, что слой покрытия из сплава на основе Mg получен горячим погружением, содержит Zn 20 ат.% или более, и Mg 50-75 ат.%, содержит один или несколько элементов, выбранных из группы В: Al, Ca, Y и La в сумме 0,03-12%, причем, если содержание элементов из группы В составляет 1-12 ат.%, то содержание Аl: 1 ат.% и более, и содержит интерметаллическое соединение Zn3Mg7 в требуемом количестве.
12. Стальной материал по любому из пп.1-4, отличающийся тем, что указанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит неравновесную фазу, полученную выдерживанием вышеуказанного слоя покрытия при температуре от точки плавления покрытия из сплава на основе Mg до точки плавления покрытия из сплава на основе Mg + 100°С в течение 1 мин или менее и его последующим быстрым охлаждением.
13. Стальной материал по п.12, отличающийся тем, что указанная неравновесная фаза является аморфной фазой и/или интерметаллическим соединением Zn3Mg7.
14. Стальной материал по п.12, отличающийся тем, что указанное быстрое охлаждение является охлаждением водой или охлаждением тонкораспыленной водой.
15. Стальной материал по п.13, отличающийся тем, что указанное быстрое охлаждение является охлаждением водой или охлаждением тонкораспыленной водой.
16. Стальной материал по любому из пп.1-4, 9 или 11, отличающийся тем, что поверхность раздела между указанными слоем покрытия из сплава на основе Mg, полученным горячим погружением, и стальным материалом снабжена слоем предварительного покрытия, содержащим один или несколько элементов, выбранных из Ni, Cu, Sn, Cr, Со и Ag.
17. Стальной материал по п.10, отличающийся тем, что поверхность раздела между указанными слоем покрытия из сплава на основе Mg, полученным горячим погружением, и стальным материалом снабжена слоем предварительного покрытия, содержащим один или несколько элементов, выбранных из Ni, Cu, Sn, Cr, Со и Ag.
18. Стальной материал по любому из пп.1-4, 9 или 11, отличающийся тем, что вышеуказанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит баланс Mg и постоянных примесей.
19. Стальной материал по п.10, отличающийся тем, что вышеуказанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит баланс Mg и постоянных примесей.
20. Стальной материал по п.12, отличающийся тем, что вышеуказанный слой покрытия из сплава на основе Mg, полученный горячим погружением, содержит баланс Mg и постоянных примесей.
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| МАГНИЕВЫЙ СПЛАВ | 0 |
|
SU263159A1 |

