Изобретение относится к электротехнике, а именно к способам соединения проводников, к конструкциям контактных соединений, используемых для соединения токоподводов электролизеров, электропечей и др.
Известен способ холодной сварки встык двух проводников, в виде пластин из меди и алюминия сечением 10×100 мм2, по которому соединяемые пластины по месту стыка сначала тщательно очищают, обезжиривают растворителем, скальпируют, преимущественно металлическими щетками, затем к ним прикладывают значительное механическое усилие перпендикулярно плоскости соединения, достаточное для деформации (смятия) проводников в месте соединения (Холодная сварка металлов И.М.Стройман, Л.: Машиностроение, 1985 г., стр.84-90).
Указанный способ имеет недостатки. Он достаточно сложен, требует специального дорогостоящего оборудования и оснастки. Нельзя соединять проводники сечением свыше 1000 мм2. Способ не позволяет соединять проводники, если один из них выполнен из пакета лент, так как ленты будут отгибаться в стороны, исключая сварку.
Прототипом является способ соединения проводников из разнородных металлов. По способу проводники располагают внахлест, в них сверлят отверстия, в которые вставляют стержни с предварительно подготовленными поверхностями. Затем стержни запрессовывают на прессе. Количество, сечение стержней и металл, из которого они изготовлены, выбирают из условия, чтобы они передавали токовую нагрузку не меньше соединяемых проводников (Патент Украины на изобретение №46047 от 10.03.1998 г., М кл. H01R 43/00).
Однако указанный способ имеет недостатки. Для соединения проводников больших сечений 2400-4800 мм2 и более по меди необходима запрессовка нескольких стержней большого диаметра, что требует мощного пресса 200-300 т. Запрессовка отдельных стержней мало производительна и не эффективна.
В основу изобретения поставлена задача создать такой способ соединения проводников, по которому новое выполнение операций по подготовке соединяемых проводников и созданию деформирующего усилия, а также новое расположение проводников позволило бы упростить способ, увеличить надежность соединения, расширить сферы его применения и диапазон соединяемых проводников в сторону увеличения габаритов и сечений.
Поставленная задача решается тем, что по способу соединения проводников, преимущественно из разнородных материалов, включающему подготовку поверхности соединяемых проводников, расположение их внахлест, выполнение в них отверстий, в которые вставляют стержни из проводникового материала и прикладывают к ним деформирующее усилие, согласно изобретения каждый стержень выполняют с отверстием, через которое прикладывают деформирующее усилие на уровне холодной сварки равномерно по всей длине стержня.
Преимущества предлагаемого способа заключаются в том, что, благодаря новому выполнению операций по подготовке соединяемых проводников и созданию деформирующего усилия, не требуется дорогостоящее мощное оборудование, что позволяет значительно упростить способ.
Деформирующее усилие можно прикладывать с помощью пуансонов, которые вставляют в отверстия стержней, при этом используется обычный пресс. Деформирующее усилие можно прикладывать с помощью микровзрыва, предварительно заполняя отверстия взрывчатым веществом, водой и заглушая отверстия стержней (метод, например, широко используется при штамповке), при этом пресс вообще не нужен.
Кроме того, увеличивается надежность соединения, так как деформация идет на уровне холодной сварки равномерно по всей длине каждого стержня. Следует сказать, что с помощью микровзрыва можно создать любое деформирующее усилие, необходимое для соединения мощных проводников сечением свыше 2400-4800 мм2.
Соединяемые проводники могут быть выполнены разной ширины, при этом проводники с меньшей проводимостью выполняют большей ширины, что снижает материалоемкость, а также упрощает сварку.
Соединяемые проводники могут быть расположены внахлест под углом друг относительно друга, что повышает удобство при монтаже.
Каждый из соединяемых проводников может быть расщеплен, по меньшей мере, на два, что увеличивает их площадь и, следовательно, улучшает теплоотвод, этому же способствует и наличие отверстий в стержнях, улучшая теплоотвод непосредственно в самом соединении проводников.
Стержни могут быть выполнены с фланцами, что улучшает сборку и несколько увеличивает площадь токосъема стержней.
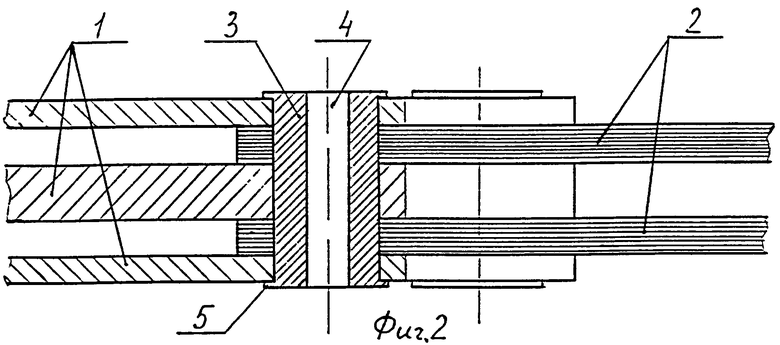
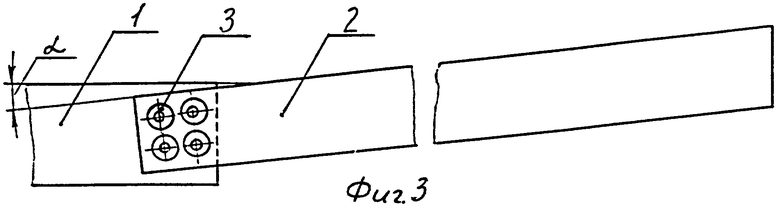
Способ соединения проводников проиллюстрирован схематично на фиг.1-3. На фиг.1 и 2 на виде спереди и сбоку с частичным разрезом А-А показан вариант соединения пакета из трех алюминиевых шин с двумя пакетами медных лент. На фиг.3 показан вариант соединения под углом более широкого проводника относительно менее широкого проводника.
На фигурах 1-3 проводник 1, выполненный, например, из трех алюминиевых шин в пакете, соединен с проводником 2, выполненным, например, из двух пакетов медных лент. Проводники 1, 2 соединены с помощью стержней 3, имеющих отверстия 4. На фиг.2 стержни 3 выполнены с фланцами 5. На фиг.3 проводники 1 и 2 соединены между собой под углом ά.
По предлагаемому способу соединяют проводники 1, 2, преимущественно из разнородных металлов: меди и алюминия. На фиг.1, 2 три алюминиевые шины 2 соединяют с двумя пакетами медных лент 2. Проводники 1, 2 располагают внахлест с заранее выполненными отверстиями 4, в которые вставляют стержни 3 из проводникового материала. Количество стержней 3 выбирают в зависимости от сечения и количества проводников 1, 2 (на фиг.1-3 стержней четыре). Отверстия в проводниках 1, 2 выполняют штамповкой или сверловкой. С отверстий в проводниках 1, 2 и стержней 3 удаляют окисную пленку, если их давно изготовили. Каждый стержень 3 выполняют с отверстием 4, через которое прикладывают деформирующее усилие на уровне холодной сварки равномерно по всей длине стержня. Деформирующее усилие может быть приложено с помощью пуансонов, (на фиг. не показаны) которые вставляют в отверстия 4 стержней 3 с двух сторон и прикладывают к ним деформирующее усилие. При этом достаточно усилия небольшого пресса, чтобы запрессовать одновременно несколько стержней значительного диаметра при соединении проводников 1, 2 как на фиг.2.
Деформирующее усилие может быть приложено с помощью микровзрыва, для чего предварительно в стержнях 3 отверстия 4 заглушают с одной стороны, заполняют взрывчатым веществом, водой, а затем заглушают отверстия 4 с другой стороны и производят микровзрыв. Этот вариант особенно целесообразно использовать для соединения проводников 1, 2 больших сечений, когда необходимы значительные усилия. Кроме того, этот вариант упрощает способ, так как не требует дорогостоящего оборудования.
Соединяемые проводники 1, 2 могут быть выполнены разной ширины (фиг.3), при этом проводники с меньшей проводимостью, например из алюминия, выполняют большей ширины.
Так, например, при соединении с алюминиевой шиной 430×60 мм легче и надежнее получается сварка с более широким и меньшей высоты пакетом алюминиевых шин 120×30 мм нежели 100×36 мм. Расположение соединяемых проводников 1, 2 внахлест под углом ά друг относительно друга обеспечивает боковое смещение широких пакетов алюминиевых шин для сварки (фиг.3).
Чтобы удобнее вести сборку соединения стержни 3 могут иметь фланцы 5 (фиг.2), при этом верхний фланец 5 получают при развальцовке стержней 3. Кроме того, фланцы 5 на 10% увеличивают площадь токосъема стержней 3.
Каждый из соединяемых проводников 1, 2 может быть расщеплен, по меньшей мере, на два. Это несколько усложняет способ, зато увеличивает токовую нагрузку, за счет большей площади теплоотвода самих проводников 1, 2 так и наличия в них отверстий 4. На фиг.1, 2 проводник 1 выполнен, например, из трех алюминиевых шин в пакете, а проводник 2, например, из двух пакетов медных лент. Расщепление проводников целесообразно для больших сечений проводников.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДНИКОВ | 2008 |
|
RU2396616C2 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДНИКОВ | 2008 |
|
RU2396615C2 |
| ГИБКИЙ ТОКОПОДВОД | 2009 |
|
RU2414030C1 |
| СПОСОБ СОЕДИНЕНИЯ ПРОВОДНИКОВ | 2007 |
|
RU2352036C1 |
| ОБМОТКА ГЕНЕРАТОРА ВЕТРОЭНЕРГЕТИЧЕСКОЙ УСТАНОВКИ, А ТАКЖЕ СПОСОБ СОЕДИНЕНИЯ ПЛОСКИХ ЛЕНТОЧНЫХ ПРОВОДНИКОВ | 2017 |
|
RU2696264C1 |
| Способ соединения контактной сваркой деталей из разнородных металлов внахлестку | 1990 |
|
SU1815073A1 |
| Способ лазерной сварки внахлест листов конструкционной стали и сплавов алюминия | 2017 |
|
RU2638267C1 |
| Контактная сварка несвариваемых металлов с помощью нанесенных термическим напылением промежуточных слоев | 2018 |
|
RU2776711C2 |
| Водоохлаждаемый кабель и способ изготовления кабельной линии с водоохлаждаемым кабелем | 1980 |
|
SU968859A1 |
| Способ диффузионной сварки и устройство для его осуществления | 1986 |
|
SU1449287A1 |
Изобретение относится к электротехнике, а именно к способам соединения проводников, к конструкциям контактных соединений, используемых для соединения токоподводов электролизеров, электропечей и др. Способ соединения проводников, преимущественно из разнородных материалов, включает подготовку поверхности соединяемых проводников, расположение их внахлест, выполнение в них отверстий, в которые вставляют стержни из проводникового материала и прикладывают к ним деформирующее усилие. Каждый стержень выполняют с отверстием, через которое прикладывают деформирующее усилие на уровне холодной сварки равномерно по всей длине стержня с помощью пуансонов или микровзрыва. Изобретение позволяет упростить способ, увеличить надежность соединения, расширить сферы его применения и диапазон соединяемых проводников. 6 з.п. ф-лы, 3 ил.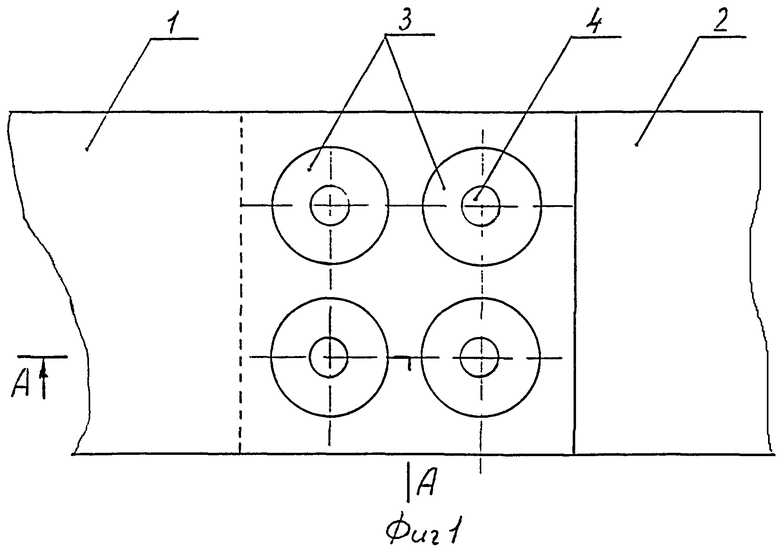
1. Способ соединения проводников преимущественно из разнородных материалов, включающий подготовку поверхности соединяемых проводников, расположение их внахлест, выполнение в них отверстий, в которые вставляют стержни из проводникового материала и прикладывают к ним деформирующее усилие, отличающийся тем, что каждый стержень выполняют с отверстием, через которое прикладывают деформирующее усилие на уровне холодной сварки равномерно по всей длине стержня.
2. Способ по п.1, отличающийся тем, что деформирующее усилие прикладывают с помощью пуансонов, которые вставляют в отверстия стержней.
3. Способ по п.1, отличающийся тем, что деформирующее усилие прикладывают с помощью микровзрыва, предварительно заполняя отверстия взрывчатым веществом, водой и заглушая отверстия стержней.
4. Способ по п.1, отличающийся тем, что соединяемые проводники выполняют разной ширины, при этом проводники с меньшей проводимостью выполняют большей ширины.
5. Способ по п.1, отличающийся тем, что соединяемые проводники располагают внахлест под углом относительно друг друга.
6. Способ по п.1, отличающийся тем, что каждый из соединяемых проводников расщепляют, по меньшей мере, на два.
7. Способ по п.1, отличающийся тем, что стержни выполняют с фланцами.
| Электролизер для получения магния | 1934 |
|
SU46047A1 |
| Способ сварки взрывом | 1976 |
|
SU566433A1 |
| Релейное устройство для фиксирования максимального значения напряжения | 1941 |
|
SU72577A1 |
| СПОСОБ СОЕДИНЕНИЯ СИЛОВЫХ ЭЛЕКТРИЧЕСКИХ КАБЕЛЕЙ | 1993 |
|
RU2045799C1 |

