Изобретение относится к контактной .сварке деталей из металлов, несваривающихся или трудносваривающихся между собой, и может быть использовано при изготовлении конструкций наружных стеновых трехслойных панелей с гибкими металлическими связями из листовой стали.
Цель изобретения - повышение эконо- мичности вследствие уменьшения трудоемкости изготовления дополнительной детали при рельефной сварке арматурного стержня с пластиной..
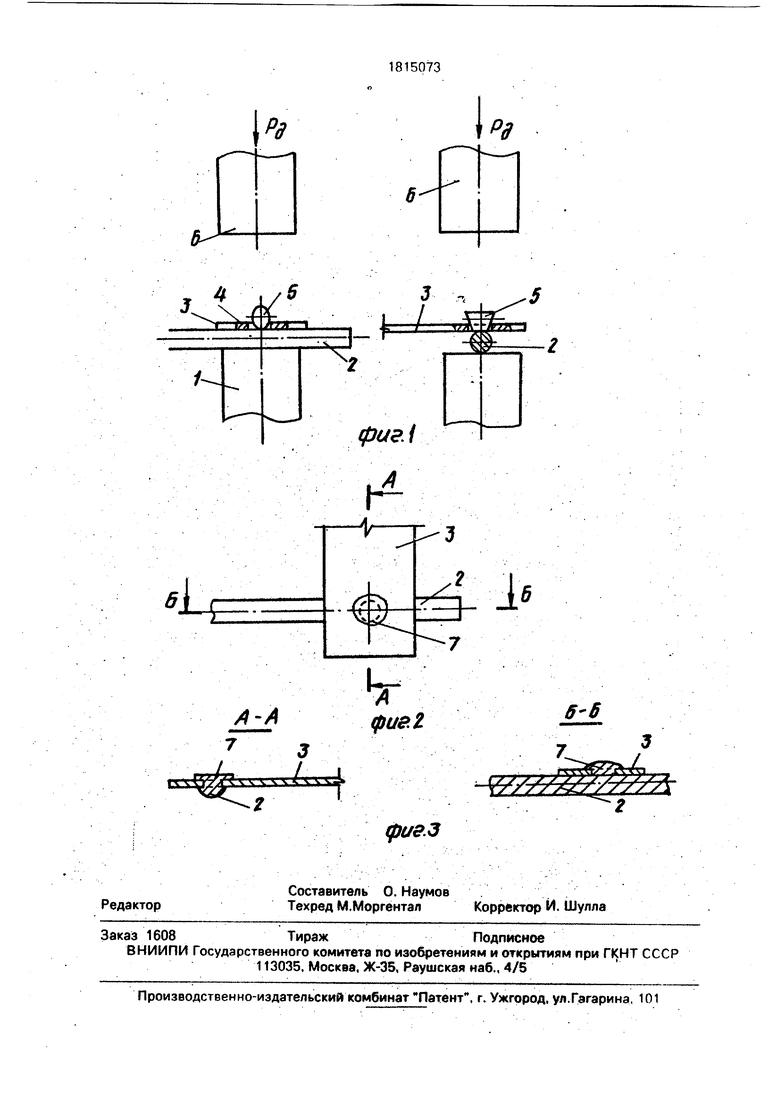
На фиг. 1 схематично показана предварительная сборка деталей соединения сварная заклепка ; на фиг. 2 - сварная заклепка (вид сверху); на фиг. 3 - разрезы А-А. Б-Б на фиг. 2.
Техническая сущность изобретения заключается в следующем:
На рабочую поверхность электрода 1 сварочной машины для контактной точечной сварки устанавливают арматурный стержень 2 (гладкий или периодического профиля). На него накладывают пластину 3 с отверстием 4 таким образом, чтобы центр отверстия совпадал с продольной осью стержня 2. В отверстие 4 поперек стержня 2 вставляют вкладыш 5, нарубленный из арматурного стержня. Вкладыш, вставляемый в овальное отверстие, имеет простую цилиндрическую форму, вкладыш, вставляемый в круглое отверстие, предпочтительно должен иметь усеченную форму, при которой плоскости среза образуют трапецию в продольном сечении вкладыша. Форма вкладыша и отверстия выбраны для обеспечения точечного контакта между вкладышем и арматурным стержнем. Точечный контакт обеспечивается установкой вкладыша вкрест стержню, при этом усеченный цилиндр устанавливают в отверстие меньшей образующей.
оо
ел о VJ
Сл)
Включением сварочной машины вкладыш и арматурный стержень сжимаются электродами 1 и 6 с усилием Рэ и нагреваются. После выдержки под током происходит быстрая осадка вкладыша, при которой образуется сварная заклепка 7,
Пример ы (выполнение способа). 1. На рабочую поверхность электрода диаметром 30 мм машины для точечной сварки типа МТ-1210 устанавливают арматурный стержень 06 мм А-Ш. На него внахлест накладывают пластину толщиной 0,8 мм из нержавеющей стали марки Юх14АГ15 с просверленным отверстием 06 мм. Центр отверстия должен совпадать с продольной осью стержня. В отверстие поперек стержня вставляют вкладыш, нарубленный из арматурного стержня 06 мм А-Ш. Вкладыш представляет собой усеченную цилиндрическую заготовку (с трапецией в продольном сечении). Длина меньшего и большего оснований трапеции равна соответственно 4,0 и 7,0 мм. Включением сварочной машины вкладыш и арматурный стержень сжимаются электродами усилием кгс и нагреваются электрическим током кА. После выдержки под током образуется соединение типа сварная заклепка.
2. Аналогичнб первому примеру на электрод устанавливают арматурный стержень 06 мм А-Ш. На него накладывают пластину толщиной 4 мм из стали 12х18НЮТ с овальным отверстием (,0 мм, ,0 мм), вырубленным с помощью штампа и раз- зенкованным сверлом 012 мм, В отверстие поперек стержня вставляют вкладыш, имеющий цилиндрическую форму с диаметром 8,0 мм и длиной 8,0 мм. Вкладыш нарублен из стержня класса А-1. При соединении пластины со стержнем был использован следующий режим сварки: кВ, кгс, Ice - опт. Оптимальным считается время, необходимое для образования наплыва, обжимающего пластину.
Полученное соединение испытывали на срез.
Сопоставительный анализ соединения
сварная заклепка и сварного соединения по рельефу показал, что прочность предла- гемого соединения не уступает прочности известного, причем позволяет соединить стержень и пластину из разнородных стэлей.
Предлагаемое соединение в виде сварной заклепки обеспечивает простое и надежное соединение, не требующее дополнительных материальных и трудовых
затрат. Сварная заклепка позволяет соединить внахлест арматурные стержни и пластины из разнородных сталей, в частности при изготовлении арматурных каркасов трехслойных панелей, в которых незначительная толщина растворных швов между керамическими блоками панели затрудняет использование пространственно развитых гибких связей.
25
Формулаизобретения
Способ соединения контактной сваркой деталей из разнородных металлов внахлестку, при котором в первой детали выполняют
отверстие, в отверстие первой детали вставляют дополнительную деталь, изготовленную из металла второй детали, вторую и дополнительную детали сжимают давлением сварки и пропускают импульс тока сварки, отличающийся тем, что, с целью повышения экономичности способе вследствие уменьшения трудоемкости изготовления дополнительной детали при рельефной сварке арматурного стержня с пластиной,
отверстие выполняют в пластине, дополнительную деталь выполняют из арматурного стержня рубкой, вставляют в отверстие пластины вкрест стержню и при сжатии деформируют до придания ей формы заклепки.
ff
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 1999 |
|
RU2148483C1 |
| Способ контактной рельефной сварки | 1989 |
|
SU1742005A1 |
| Способ контактной рельефной сварки | 1987 |
|
SU1518099A1 |
| ЭЛЕКТРОЗАКЛЕПОЧНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2006 |
|
RU2375161C2 |
| Способ контактной рельефной сварки стержня с плоской деталью | 1989 |
|
SU1639910A1 |
| Способ контактной рельефной сварки | 1988 |
|
SU1625620A1 |
| СПОСОБ ТОЧЕЧНОЙ СВАРКИ | 1992 |
|
RU2049626C1 |
| СПОСОБ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ ЗАКЛЕПКИ С ПЛАСТИНОЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2006 |
|
RU2333085C2 |
| ЗАКЛАДНАЯ ДЕТАЛЬ | 1993 |
|
RU2040648C1 |
| Способ изготовления закладных деталей | 1980 |
|
SU941078A1 |
Использование для соединения контактной сваркой деталей из разнородных металлов внахлестку. Назначение: при рельефной сварке арматурного стержня с пластиной. Отверстие выполняют в пластине. Дополнительную деталь вставляют в отверстие пластины вкрест стержню. Стержень и дополнительную деталь сжимают давлением сварки и пропускают импульс тока сварки. Дополнительную деталь при сжатии деформируют до придания ей формы заклепки. Уменьшают трудоемкость изготовления дополнительной детали. 3 ил.
6-6
73
| Способ контактной рельефной сварки | 1987 |
|
SU1504037A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Способ контактной рельефной сварки | 1987 |
|
SU1518099A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Балковец Д.С., Орлов Б.Д., Чулошников П.Л | |||
| Точечная и роликовая сварка специальных сталей и сплавов, М., Государственное издательство оборонной промышленности, 1957 | |||
| с | |||
| ПЕРЕДВИЖНАЯ ДИАГРАММА ДЛЯ СРАВНЕНИЯ ЦЕННОСТИ РАЗЛИЧНЫХ ПРОДУКТОВ ПО ИХ КАЛОРИЙНОСТИ | 1919 |
|
SU285A1 |
