Изобретение относится к изготовлению оправок для производства трубчатых изделий, в частности композиционных армированных труб на основе термореактивных связующих и волокнистых наполнителей, и может быть использовано для изготовления труб, получаемых методом непрерывной намотки.
Известна оправка для непрерывной намотки труб, содержащая вал и секторные планки, скрепленные кольцами в блоки (RU 2296050 C1, B29 53/82, опуб. 2007.03.27). Оправка содержит секторные планки, объединенные в блоки, которые образуют ее рабочую часть (поверхность для намотки). При вращении оправки с помощью вала блоки посредством кулачков копира перемещаются возвратно-поступательно вдоль оси вращения. Недостатком оправки является наличие вала, значительная трудоемкость ее изготовления и необходимость высокой точности обработки секторных планок и колец, большая масса ее рабочей части.
Значительная трудоемкость объясняется сложной геометрией секторных планок, а необходимость изготовления с высокой точностью колец, посадочных мест и элементов крепления вызвана требованиями к точному соединению (скреплению) нескольких секторных планок в блок. Избыточный вес рабочей части оправки определяется необходимой прочностью скрепления секторных планок кольцами и обеспечением жесткости конструкции. Наличие вала со шпонкой приводит к появлению дополнительных сил трения, возникающих при возвратно-поступательном движении блоков, и преждевременному износу оправки. Кроме этого указанная оправка обладает малой производительностью, сложной конструкцией и малой надежностью.
Данная оправка является ближайшим аналогом предлагаемого изобретения.
Технический результат изобретения заключается в упрощении конструкции, повышении надежности оправки, снижении ее веса, уменьшении материалоемкости и снижении энергозатрат на изготовление трубы.
Технический результат достигается за счет того, что в оправке для изготовления труб методом непрерывной намотки, содержащей расположенные симметрично относительно ее оси вращения жестко соединенные в блоки секторные планки, секторные планки снабжены одним или несколькими ребрами жесткости, направленными вдоль оси вращения оправки, и соединенными посредством этих ребер жесткости в два или более блоков, образующих рабочую и опорную части оправки.
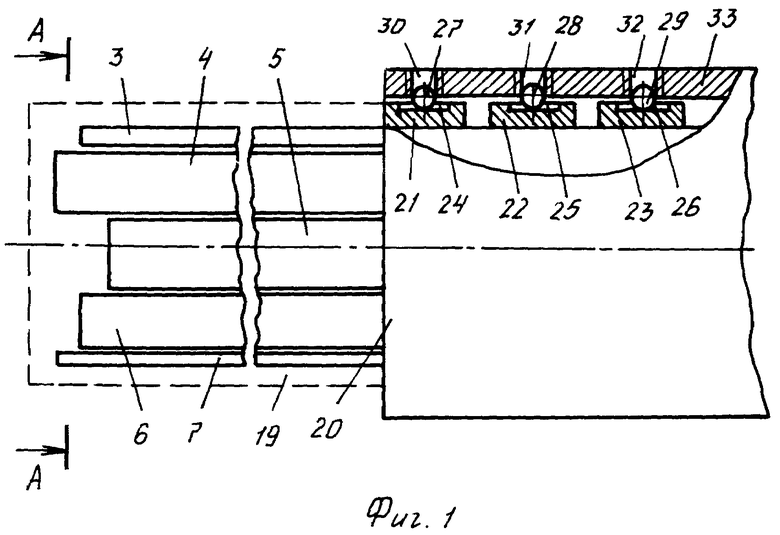
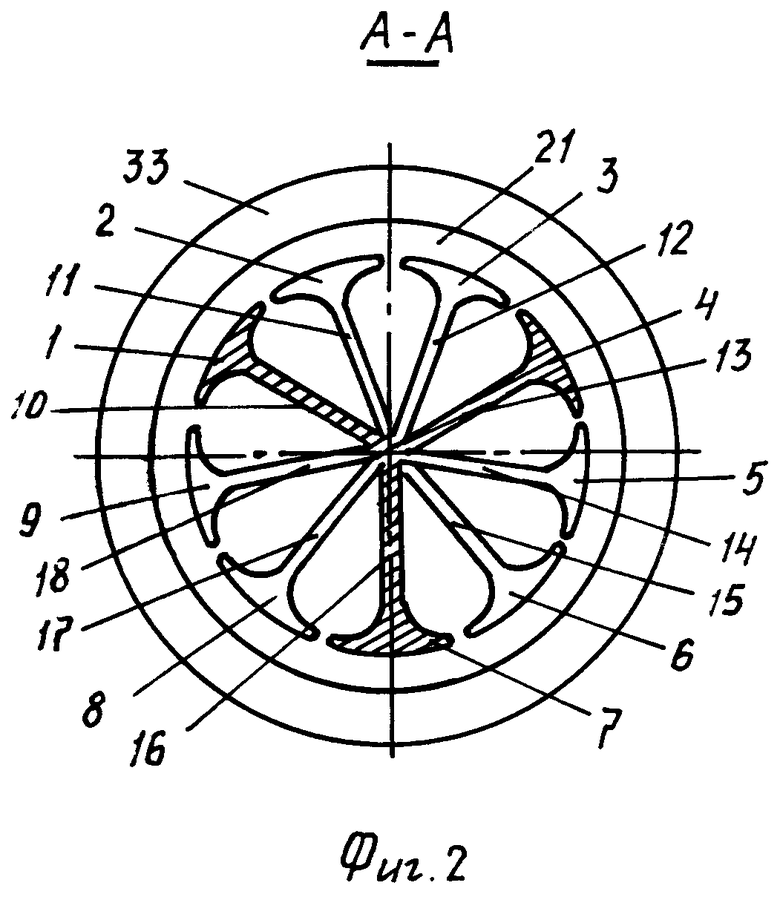
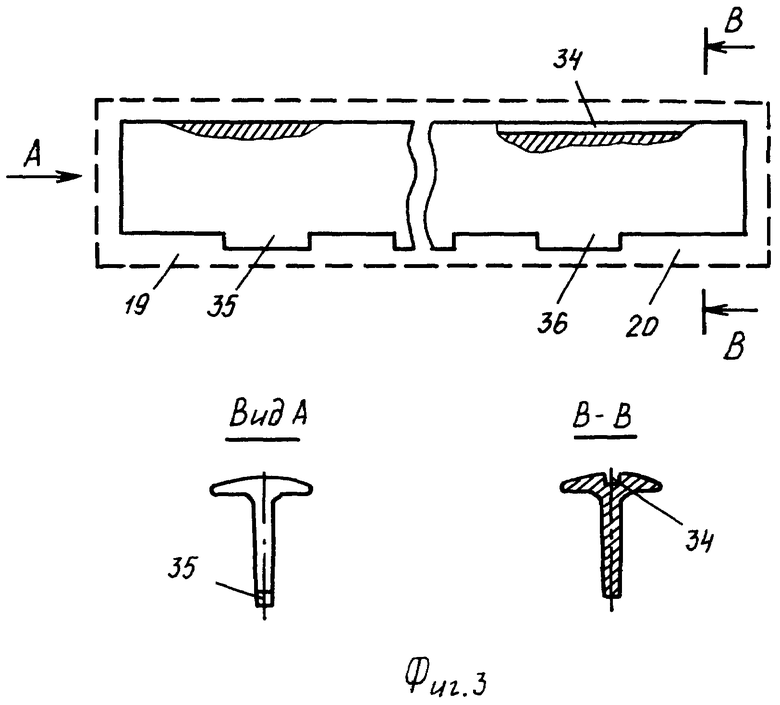
На фиг.1 показан общий вид оправки; на фиг.2 - разрез А-А на фиг 1; на фиг.3 - секторная планка с продольной канавкой на внешней поверхности и выступами на ребре жесткости.
Оправка содержит секторные планки 1, 2, 3, 4, 5, 6, 7, 8, 9 с расположенными вдоль ее оси вращения ребрами жесткости 10, 11, 12, 13, 14, 15, 16, 17, 18 (показан вариант секторных планок с одним ребром жесткости), посредством которых каждые три расположенные симметрично относительно оси вращения секторные планки (1, 4 и 7; 2, 5 и 8; 3, 6 и 9) соединены в блоки (к примеру, секторные планки 1, 4 и 7 соединены в блок (группу) посредством ребер жесткости 10, 13 и 16), которые образуют рабочую 19 и опорную 20 части оправки. Опорная часть 20 содержит охватывающие секторные планки цилиндры 21, 22 и 23, каждый из которых жестко соединен с одним блоком и приводом возвратно-поступательного движения (не показан), имеет выполненные на наружной поверхности параллельно оси вращения продольные канавки 24, 25 и 26 с передаточными элементами в виде шариков 27, 28 и 29, установленных соответственно в отверстиях 30, 31 и 32, выполненных в отрезке трубы 33, которым охвачены цилиндры 21, 22 и 23. Отрезок трубы 33 соединен с приводом вращательного движения (не показан).
На фиг.3 дана секторная планка с продольной канавкой 34, выполненной на ее внешней поверхности, и выступами 35, 36 на ребре жесткости.
Секторные планки соединены в блок посредством выступов 35 и 36, являющихся продолжением ребер жесткости. Наличие выступов на ребрах жесткости позволяет соединять между собой секторные планки каждого из других блоков.
Оправка работает следующим образом.
От привода вращательного движения через отрезок трубы 33 посредством передаточных элементов 27, 28, 29 (которые могут быть помещены в сепараторы, расположенные между цилиндрами 21, 22 и 23 и отрезком трубы 33) вращательное движение передается на цилиндры 21, 22 и 23, которые приводят во вращение соответствующие блоки (группы секторных планок).
Одновременно с вращательным движением цилиндры 21, 22 и 23 совершают возвратно-поступательное движение в продольных канавках 24, 25 и 26. Это происходит потому, что каждый из цилиндров 21, 22 и 23 жестко соединен (неподвижно скреплен) с приводом возвратно-поступательного движения (не показан), который и приводит в движение блоки (группы секторных планок) и заставляет их совершать возвратно-поступательное перемещение вдоль (параллельно) оси вращения оправки.
При возвратно-поступательном движении блоков, образуемых секторными планками, формируемая на рабочей части путем нанесения на нее волокнистого материала со связующим и дальнейшей полимеризации труба перемещается к концу оправки со скоростью, определяемой приводом возвратно-поступательного движения.
Расположение ребер жесткости по всей длине секторных планок значительно увеличивает продольную жесткость оправки.
Секторные планки образуют разнесенные по длине оправки рабочую и опорную ее части.
В общем случае, в блок соединяют (скрепляют) две или более секторных планок.
Количество секторных планок в разных блоках одной оправки может быть неодинаковым. Наружная поверхность рабочей части оправки определяет форму и размеры изготавливаемой трубы.
Возможны разные варианты исполнения оправки.
1. Секторные планки выполняют с ребрами жесткости как одно целое. При такой конструкции оправки снижается трудоемкость ее изготовления. Для увеличения жесткости конструкции секторные планки могут быть соединены между собой с помощью стержней. При этом в ребрах жесткости секторных планок других блоков для указанных стержней выполняют необходимые отверстия.
2. По меньшей мере, в одном блоке секторные планки имеют разъемное соединение с ребрами жесткости. Это повышает ремонтопригодность оправки и облегчает ее сборку.
3. Секторные планки жестко соединяют в блок посредством элемента с выступающими частями, необходимыми для установки и/или фиксации на них ребер жесткости, при этом каждая выступающая часть фиксирует одно ребро жесткости.
Соединение секторных планок в блок выполняют разъемным или неразъемным. Разъемное соединение секторных планок в блок повышает ремонтопригодность оправки, а неразъемное снижает трудоемкость ее изготовления.
4. Секторные планки жестко соединяют в блок посредством выступов, выполненных на ребрах жесткости. Секторные планки с ребрами жесткости выполняют одинаковыми, что позволяет уменьшить трудоемкость их изготовления.
Соединение секторных планок в блок посредством выступов на ребрах жесткости может быть разъемным или неразъемным.
5. Опорную часть оправки выполняют с возможностью передачи возвратно-поступательного и вращательного движения блокам оправки.
Возможны несколько исполнений:
- оправка, у которой на опорной части на внешней поверхности каждой секторной планки имеется одна или несколько продольных канавок с передаточными элементами, установленными в соответствующих отверстиях, выполненных в, по меньшей мере, одном отрезке трубы, которым охвачены блоки, при этом отрезок трубы соединен с приводом вращательного движения;
- оправка, в которой опорная часть содержит охватывающие блоки цилиндры, каждый из которых жестко соединен с одним блоком и приводом возвратно-поступательного движения, имеет выполненные на наружной поверхности параллельно оси вращения продольные канавки с передаточными элементами, установленными в соответствующих отверстиях, выполненных в, по меньшей мере, одном отрезке трубы, которым охвачены цилиндры, при этом отрезок трубы соединен с приводом вращательного движения.
Способ применения оправки, включающий непрерывную намотку материала на оправку, заключается в том, что непрерывную намотку материала осуществляют на оправку, содержащую расположенные симметрично ее оси вращения секторные планки, жестко соединенные в блоки, при этом секторные планки жестко соединены в блок посредством одного или нескольких ребер жесткости, расположенных вдоль оси вращения оправки, а блоки образуют рабочую и опорную части оправки.
Указанный способ применения оправки предусматривает применение других рассмотренных выше вариантов конструкции оправок.
Указанные технические решения являются новыми, промышленно применимыми, явным образом для среднего специалиста из уровня техники не следуют.
Группа изобретений относится к оправке для изготовления труб методом намотки и способу ее применения. Оправка содержит расположенные симметрично относительно ее оси вращения жестко соединенные в блоки секторные планки. Секторные планки снабжены одним или несколькими ребрами жесткости, направленными вдоль оси вращения оправки, и соединены посредством этих ребер жесткости в два или более блоков, образующих рабочую и опорную части оправки. Достигаемый при этом технический результат заключается в упрощении конструкции, повышении надежности оправки, снижении ее веса, уменьшении материалоемкости и снижении энергозатрат на изготовление трубы. 2 н. и 12 з.п. ф-лы, 3 ил.
1. Оправка для изготовления труб методом непрерывной намотки, содержащая расположенные симметрично относительно ее оси вращения жестко соединенные в блоки секторные планки, отличающаяся тем, что секторные планки снабжены одним или несколькими ребрами жесткости, направленными вдоль оси вращения оправки, и соединены посредством этих ребер жесткости в два или более блоков, образующих рабочую и опорную части оправки.
2. Оправка по п.1, отличающаяся тем, что секторные планки выполнены с ребрами жесткости как одно целое.
3. Оправка по п.1, отличающаяся тем, что, по меньшей мере, в одном блоке секторные планки имеют разъемное соединение с ребрами жесткости.
4. Оправка по п.1, отличающаяся тем, что секторные планки имеют жесткое соединение в блок посредством элемента с выступающими частями для установки и/или фиксации на них ребер жесткости, при этом каждая выступающая часть фиксирует одно ребро жесткости.
5. Оправка по п.4, отличающаяся тем, что соединение выполнено разъемным.
6. Оправка по п.4, отличающаяся тем, что соединение выполнено неразъемным.
7. Оправка по п.1, отличающаяся тем, что секторные планки соединены в блок посредством выступов, выполненных на ребрах жесткости.
8. Оправка по п.7, отличающаяся тем, что секторные планки с ребрами жесткости выполнены одинаковыми.
9. Оправка по п.7, отличающаяся тем, что соединение выполнено разъемным.
10. Оправка по п.7, отличающаяся тем, что соединение выполнено неразъемным.
11. Оправка по п.1, отличающаяся тем, что опорная часть выполнена с возможностью передачи возвратно-поступательного и вращательного движения блокам оправки.
12. Оправка по п.11, отличающаяся тем, что на опорной части на внешней поверхности каждой секторной планки выполнены одна или несколько продольных канавок с передаточными элементами, установленными в соответствующих отверстиях, выполненных в, по меньшей мере, одном отрезке трубы, которым охвачены блоки, при этом отрезок трубы соединен с приводом вращательного движения.
13. Оправка по п.11, отличающаяся тем, что опорная часть содержит охватывающие блоки цилиндры, каждый из которых жестко соединен с одним блоком и приводом возвратно-поступательного движения, имеет выполненные на наружной поверхности параллельно оси вращения продольные канавки с передаточными элементами, установленными в соответствующих отверстиях, выполненных в, по меньшей мере, одном отрезке трубы, которым охвачены цилиндры, при этом отрезок трубы соединен с приводом вращательного движения.
14. Способ применения оправки для изготовления труб, включающий непрерывную намотку материала на оправку, отличающийся тем, что непрерывную намотку материала осуществляют на оправке по любому из пп.1-13.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА | 2006 |
|
RU2334617C2 |
| РАЗБОРНАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2002 |
|
RU2213661C1 |
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2296050C1 |
| Кабина землеройной машины | 1977 |
|
SU825807A1 |
| RU 95106006 A1, 20.01.1997 | |||
| Способ модифицирования чугуна | 1982 |
|
SU1096284A2 |

