Изобретение относится к изготовлению оправок для производства трубчатых изделий, в частности композиционных армированных труб на основе термореактивных связующих и волокнистых наполнителей, и может быть использовано для изготовления блоков и оправок для намотки труб и намотки труб, получаемых как способом непрерывной намотки, так и способом периодической намотки.
Известна оправка для непрерывной намотки труб, содержащая вал и секторные планки, скрепленные кольцами в блоки (RU 2296050 C1, B29C 53/82, опуб. 2007.03.27).
Оправка содержит секторные планки, объединенные с помощью колец в блоки, которые образуют ее рабочую часть (поверхность для намотки). При вращении оправки с помощью вала блоки посредством кулачков копира перемещаются возвратно-поступательно вдоль оси вращения. Недостатком оправки является то, что она не предназначена для изготовления труб разного диаметра, обладает высокими материалоемкостью и трудоемкостью ее изготовления, необходимостью высокой точности обработки секторных планок и колец.
Значительная трудоемкость объясняется сложной геометрией секторных планок, а необходимость изготовления с высокой точностью колец, посадочных мест и элементов крепления вызвана требованиями к точному соединению (скреплению) нескольких секторных планок в блок. Избыточный вес рабочей части оправки определяется необходимой прочностью скрепления секторных планок кольцами и обеспечением жесткости конструкции. Наличие вала со шпонкой приводит к появлению дополнительных сил трения, возникающих при возвратно-поступательном движении блоков, и преждевременному износу оправки. Кроме этого, указанная оправка обладает малой производительностью, сложной конструкцией и малой надежностью.
Блок данной оправки является ближайшим аналогом предлагаемого изобретения.
Технический результат изобретения заключается в улучшении эксплуатационных характеристик оправки, в которой применяется предлагаемый блок, обеспечении возможности изготовления на ней труб разного диаметра, упрощении конструкции, повышении надежности оправки, снижении ее веса, уменьшении материалоемкости и снижении энергозатрат на изготовление трубы.
Технический результат достигается за счет того, что в блоке оправки для намотки труб (далее блок), содержащем расположенные симметрично его оси вращения, соединенные между собой секторные планки, секторные планки содержат направленные вдоль оси вращения ребра жесткости, выполнены с поперечным сечением в форме расположенной по окружной поверхности блока полосы и образуют внутренней поверхностью каждой секторной планки совместно с обращенной в ее сторону боковой поверхностью соответствующего ребра жесткости и внутренней поверхностью ближайшей секторной планки с соответствующей боковой поверхностью ее ребра жесткости, как минимум, две цилиндрические поверхности, на которые опирается, по меньшей мере, один упругий элемент.
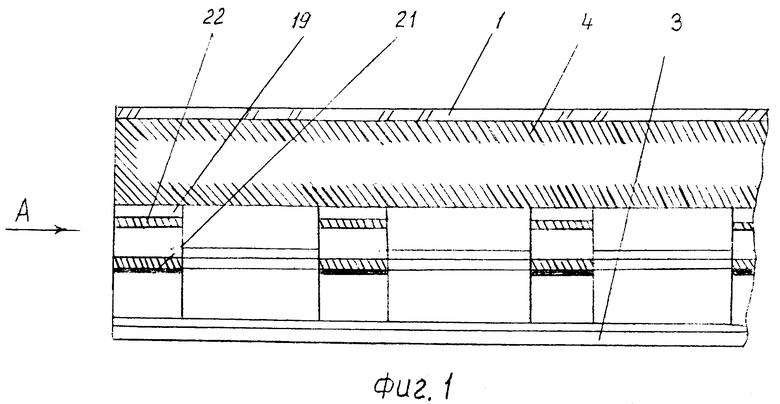
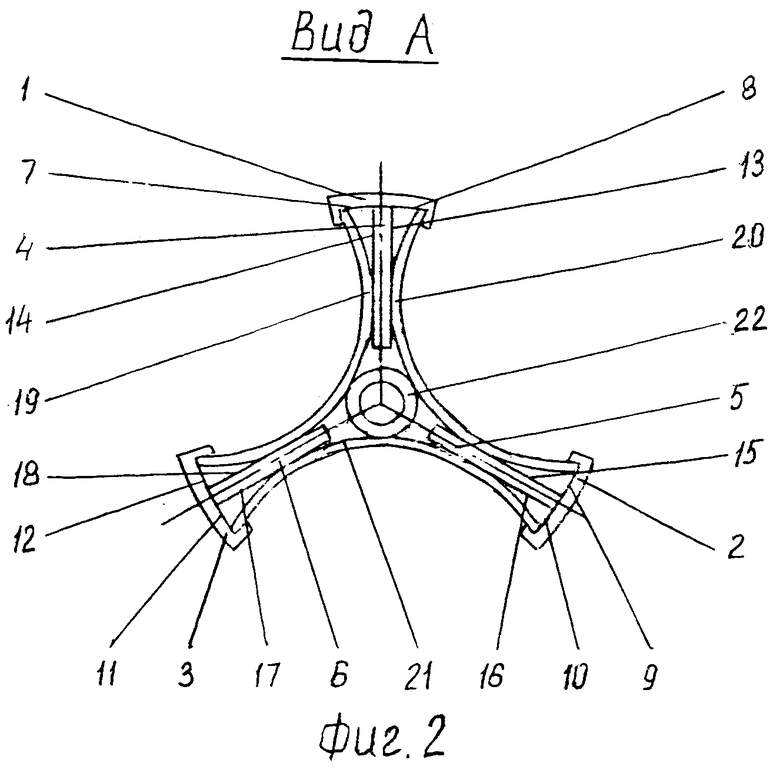
На фиг.1 показан общий вид блока оправки, фронтальный разрез; на фиг.2 - вид А на фиг.1.
Блок оправки содержит расположенные симметрично относительно оси вращения секторные планки 1, 2, 3 с загнутыми в сторону оси вращения оправки концами и ребрами жесткости 4, 5, 6. Секторные планки выполнены с внутренними поверхностями 7, 8, 9 и 10, 11, 12 соответственно, а ребра жесткости 4, 5 и 6 с соответствующими боковыми поверхностями 13 и 14, 15 и 16, 17 и 18, на которых опираются упругие элементы 19, 20 и 21. На оси вращения оправки расположен опорный элемент в виде кольца 22, в соприкосновении с которым могут приходить как упругие элементы 19, 20 и 21, так и ребра жесткости 4, 5, 6. Минимальное расстояние ребер жесткости 4, 5 и 6 от оси вращения блока (оправки) равняется радиусу опорного элемента 22 и определяет наружный диаметр оправки и внутренний диаметр изготавливаемой трубы.
Блок оправки в составе оправки работает при способе непрерывной намотки следующим образом.
Приводом вращательного движения (не показан) секторные планки блока приводятся во вращение.
Одновременно с вращательным движением привод возвратно-поступательного движения (не показан) приводит в движение группы секторных планок других блоков и заставляет их совершать возвратно-поступательное перемещение параллельно оси вращения оправки. При возвратно-поступательном движении блоков, образуемых секторными планками, труба формируется путем нанесения на оправку волокнистого материала со связующими, перемещается к концу оправки со скоростью, определяемой приводом возвратно-поступательного движения.
При необходимости изменения диаметра блока оправки изменяют натяжение, с которым наносится на оправку (блок) волокнистый материал. При этом упругий элемент выпрямляется или подвергается еще большему изгибу под действием сил натяжения волокнистого материала.
Изменяя диаметр опорного элемента, можно изменять диаметр блока (диаметр оправки).
Изменяют диаметр блока оправки также посредством изменения расстояния точек соединения упругих элементов от оси вращения оправки.
Возможны следующие варианты исполнения блоков оправок.
1. Блоки, в которых упругие элементы, примыкающие к одному ребру жесткости, соединены между собой.
2. Блоки, в которых упругие элементы выполнены с возможностью соединения между собой на разном расстоянии от оси вращения блока (оправки).
3. Блоки содержат опорные элементы, расположенные на оси вращения оправки.
4. Блоки, в которых опорные элементы соединены с ребрами жесткости, в том числе с возможностью изменения расстояния точек соединения от оси вращения оправки.
5. Блоки с упругими опорными элементами.
6. Блоки, в которых опорный элемент выполнен с возможностью изменения своих габаритных размеров.
Оправка для намотки труб, содержащая блоки оправки, отличается тем, что, по меньшей мере, одним блоком оправки является блок оправки по любому из предлагаемых вариантов. Предлагаемые технические решения обладают новизной, промышленно применимы, явным образом из уровня техники для специалиста не следуют.
Изобретение относится к изготовлению блоков и оправок для производства трубчатых изделий, в частности труб, получаемых как способом непрерывной намотки, так и способом периодической намотки. Блок оправки для намотки труб содержит соединенные между собой секторные планки с направленными вдоль оси вращения ребрами жесткости. Секторные планки выполнены в поперечном сечении в форме расположенной по окружной поверхности оправки полосы. При этом внутренняя поверхность каждой секторной планки совместно с обращенной в ее сторону боковой поверхностью соответствующего ребра жесткости и внутренней поверхностью ближайшей секторной планки с соответствующей боковой поверхностью ее ребра жесткости, образуют, как минимум, две цилиндрические поверхности, на которые опирается по меньшей мере один упругий элемент. Предложена также оправка для намотки труб, содержащая заявленные блоки оправки. Изобретения обеспечивают улучшение эксплуатационных характеристик оправки, обеспечение возможности изготовления на ней труб разного диаметра, упрощение конструкции, повышение надежности оправки, снижение ее веса, уменьшение материалоемкости и снижение энергозатрат на изготовление трубы. 2 н. и 5 з.п. ф-лы, 2 ил.
1. Блок оправки для намотки труб, содержащий расположенные симметрично ее оси вращения соединенные между собой секторные планки, отличающийся тем, что секторные планки содержат направленные вдоль оси вращения ребра жесткости, выполнены в поперечном сечении в форме расположенной по окружной поверхности оправки полосы и образуют внутренней поверхностью каждой секторной планки совместно с обращенной в ее сторону боковой поверхностью соответствующего ребра жесткости и внутренней поверхностью ближайшей секторной планки с соответствующей боковой поверхностью ее ребра жесткости, как минимум, две цилиндрические поверхности, на которые опирается, по меньшей мере, один упругий элемент.
2. Блок оправки по п.1, отличающийся тем, что полоса выполнена с загнутыми в сторону оси вращения концами.
3. Блок оправки по п.1, отличающийся тем, что упругие элементы, примыкающие к одному ребру жесткости, соединены между собой.
4. Блок оправки по п.3, отличающийся тем, что упругие элементы выполнены с возможностью соединения между собой на разном расстоянии от оси вращения.
5. Блок оправки по п.1, отличающийся тем, что содержит опорный элемент, расположенный на оси вращения.
6. Блок оправки по п.5, отличающийся тем, что опорный элемент выполнен с возможностью изменения своих габаритных размеров.
7. Оправка для намотки труб, содержащая блоки оправки, отличающаяся тем, что, по меньшей мере, одним блоком оправки является блок оправки по любому из пп.1-6.
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2296050C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ МЕТОДОМ НАМОТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2153983C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТЫХ МАТЕРИАЛОВ | 1998 |
|
RU2161089C1 |
| US 4448628 A, 15.05.1984. | |||

