Изобретение относится к изготовлению оправок для производства трубчатых изделий, в частности композиционных армированных труб на основе термореактивных связующих и волокнистых наполнителей, и может быть использовано для изготовления труб, получаемых как способом непрерывной намотки, так и способом периодической намотки. Известна оправка для непрерывной намотки труб, содержащая вал и секторные планки, скрепленные кольцами в блоки (RU 2296050 C1, B29 53/82, опубл. 2007.03.27).
Оправка содержит секторные планки, объединенные с помощью колец в блоки, которые образуют ее рабочую часть (поверхность для намотки). При вращении оправки с помощью вала блоки посредством кулачков копира перемещаются возвратно-поступательно вдоль оси вращения. Недостатком оправки является наличие вала, значительная материалоемкость, высокая трудоемкость ее изготовления и необходимость высокой точности обработки секторных планок и колец.
Значительная трудоемкость объясняется сложной геометрией секторных планок, а необходимость изготовления с высокой точностью колец, посадочных мест и элементов крепления вызвана требованиями к точному соединению (скреплению) нескольких секторных планок в блок. Избыточный вес рабочей части оправки определяется необходимой прочностью скрепления секторных планок кольцами и обеспечением жесткости конструкции. Наличие вала со шпонкой приводит к появлению дополнительных сил трения, возникающих при возвратно-поступательном движении блоков, и преждевременному износу оправки. Кроме этого, указанная оправка обладает малой производительностью, сложной конструкцией и малой надежностью.
Данная оправка является ближайшим аналогом предлагаемого изобретения.
Технический результат изобретения заключается в упрощении конструкции, повышении надежности оправки, снижении ее веса, уменьшении материалоемкости и снижении энергозатрат на изготовление трубы.
Технический результат достигается за счет того, что в оправке для изготовления труб методом непрерывной намотки, содержащей расположенные симметрично ее оси вращения секторные планки, жестко соединенные в блоки, секторные планки соединены в блок посредством элементов удлиненной формы (далее отрезков), соединенных концами и образующих ломаную линию, по меньшей мере, один конец как минимум одного из отрезков, ее составляющих, скрепленный с одной секторной планкой, жестко соединен, по меньшей мере, с одним концом отрезка другой ломаной линии, скрепленным с другой секторной планкой того же блока.
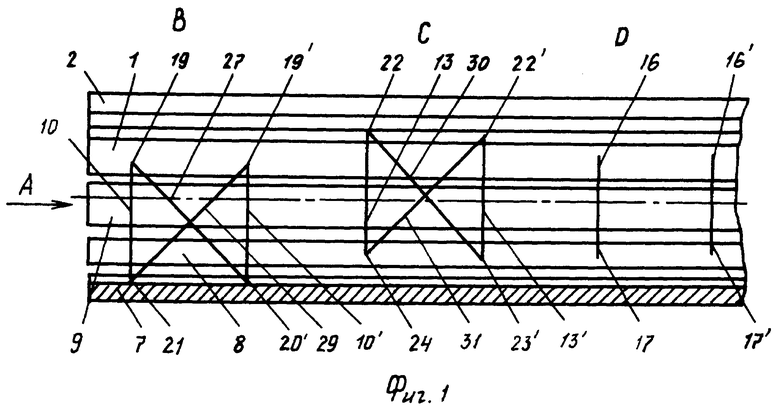
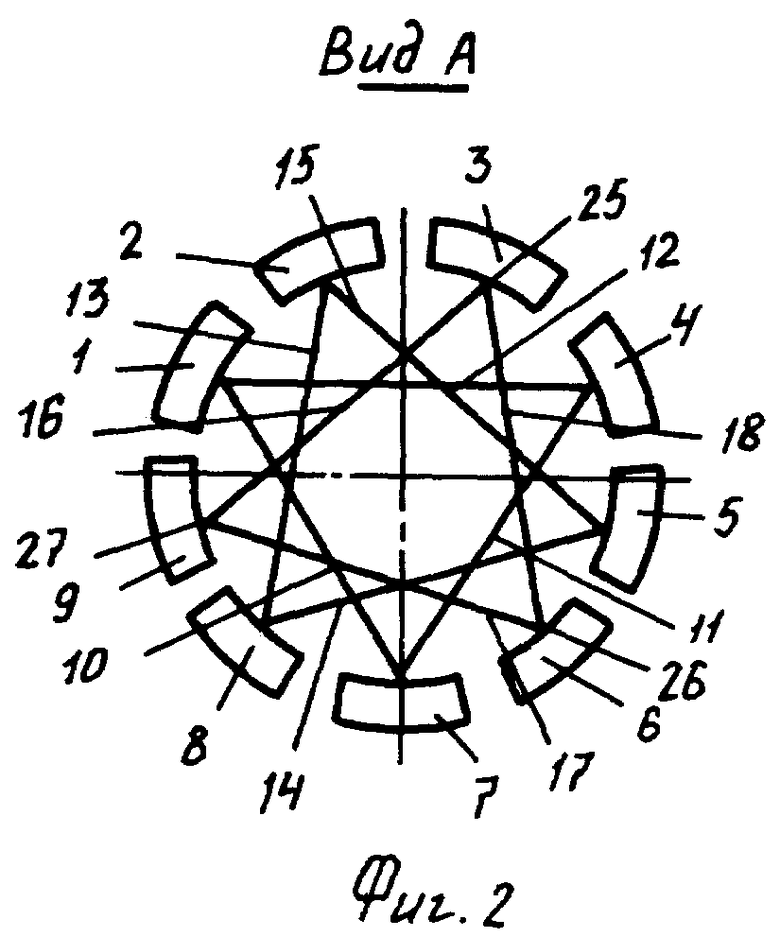
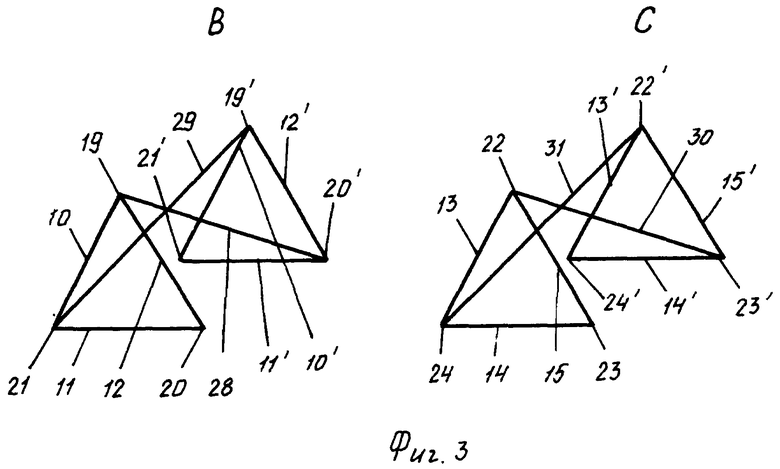
На фиг.1 условно показан общий вид оправки, фронтальный разрез; на фиг.2 - вид А на фиг 1; на фиг.3 - конструкции из элементов удлиненной формы, скрепляющих секторные планки в блоки В и С.
Оправка содержит расположенные симметрично относительно ее оси вращения секторные планки 1, 2, 3, 4, 5, 6, 7, 8, 9 (фиг.1), скрепленные в блоки В, С и D посредством отрезков 10, 11, 12 (блок В), 13, 14, 15 (блок С) и 16, 17, 18 (блок D).
Концы отрезков скреплены с соответствующими секторными планками.
Точка 19 (фиг.1, фиг.3) отрезков 10 и 12 скреплена с секторной планкой 1, точка 20 отрезков 11 и 12 скреплена с секторной планкой 4, точка 21 отрезков 10 и 11 скреплена с секторной планкой 7 (блок В).
Блоки С и D скреплены соответствующими отрезками аналогичным образом.
Точка 22 пересечения отрезков 13 и 15 скреплена с секторной планкой 2, точка 23 отрезков 14 и 15 скреплена с секторной планкой 5, точка 24 отрезков 13 и 14 скреплена с секторной планкой 8 (блок С).
Точка 25 отрезков 16 и 18 скреплена с секторной планкой 3, точка 26 отрезков 17 и 18 скреплена с секторной планкой 6, точка 27 отрезков 16 и 17 скреплена с секторной планкой 9 (блок D).
Секторные планки блока В скрепляются помимо отрезков 10, 11, 12 и расположенными параллельно им с некоторым шагом вдоль оси вращения оправки отрезками 10', 11', 12'. При этом отрезки 10' и 11' соединены в точке 21'.
Секторные планки блока С скрепляются помимо отрезков 13, 14, 15 и расположенными параллельно им с некоторым шагом вдоль оси вращения оправки отрезками 13', 14', 15'. При этом отрезки 13' и 14' соединены в точке 24'.
Секторные планки блока D скрепляются помимо отрезков 16, 17, 18 и расположенными параллельно им с некоторым шагом вдоль оси вращения оправки отрезками 16', 17'.
Для увеличения жесткости оправки (ее сопротивления изгибающим нагрузкам) точка 19 (фиг.3) жестко соединена отрезком 28 с точкой 20' отрезков 11' и 12', а точка 21 жестко соединена отрезком 29 с точкой 19' отрезков 10' и 12' (блок В).
С этой же целью точка 22 жестко соединена отрезком 30 с точкой 23' отрезков 14' и 15', а точка 24 жестко соединена отрезком 31 с точкой 22' отрезков 13' и 15' (блок С).
Соединение концов отрезков 16, 17 и 18 с концами параллельно расположенных соответствующих отрезков, в том числе отрезков 16', 17'.
Оправка работает при способе непрерывной намотки следующим образом.
Приводом вращательного движения (не показан) блоки (группы секторных планок) приводятся во вращение.
Одновременно с вращательным движением привод возвратно-поступательного движения (не показан) приводит в движение блоки (группы секторных планок) и заставляет их совершать возвратно-поступательное перемещение параллельно оси вращения оправки.
При возвратно-поступательном движении блоков, образуемых секторными планками, труба, формируемая путем нанесения на оправку волокнистого материала со связующим, перемещается к концу оправки со скоростью, определяемой приводом возвратно-поступательного движения.
Возможны следующие варианты исполнения оправок.
1. Оправки, в которых соседние секторные планки выполнены с зазором.
2. Оправки с зазором между секторными планками, равным нулю.
3. Оправки, в которых элементы удлиненной формы, соединяющие секторные планки одного блока, концы которых при этом находятся на разном расстоянии от конца оправки и принадлежат разным ломаным кривым, в точках пересечения друг с другом жестко соединены между собой. Такая конструкция блока (оправки) позволяет уменьшить изгиб вдоль оси вращения под действием собственного веса оправки (блока) и увеличить жесткость блока на скручивание.
4. Оправки, в которых как минимум один конец, по меньшей мере, одного отрезка, являющегося частью ломаной линии, скрепленный с одной секторной планкой, жестко соединен как минимум с одним концом другого отрезка той же ломаной линии, скрепленным с другой секторной планкой этого же блока. В указанных оправках точки пересечения отрезков одного блока могут быть жестко соединены между собой. При этом точки пересечения отрезков в блоках из 4-х секторных планок совпадают с осью вращения оправки и могут быть смещены относительно оси вращения с целью последующего соединения точек пересечения. Такая конструкция блока (оправки) позволяет увеличить жесткость на смятие при усадке материала на рабочей поверхности оправки.
5. Оправки, в которых все концы отрезков секторных планок одного блока жестко соединены со всеми концами отрезков других секторных планок того же блока.
6. Оправки, в которых конструкции из элементов удлиненной формы (отрезков), скрепляющие секторные планки в один блок, расположены друг за другом вдоль оси вращения оправки и/или часть, по меньшей мере, одной конструкции из элементов удлиненной формы одного блока находится внутри конструкции другого блока.
Способ применения оправки, включающий намотку материала на оправку, заключается в том, что намотку материала осуществляют на оправку по любому из указанных выше вариантов исполнения оправки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ МЕТОДОМ НЕПРЕРЫВНОЙ НАМОТКИ И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2008 |
|
RU2390415C2 |
| БЛОК ОПРАВКИ ДЛЯ НАМОТКИ ТРУБ И ОПРАВКА ДЛЯ НАМОТКИ ТРУБ | 2008 |
|
RU2408459C2 |
| ОПРАВКА ДЛЯ НАМОТКИ ТРУБ И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2008 |
|
RU2388602C2 |
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2296050C1 |
| Оправка для изготовления изделий из композиционных волокнистых материалов и способ выполнения оправки | 2018 |
|
RU2694338C2 |
| Оправка для изготовления труб методом непрерывной намотки и способ её применения | 2015 |
|
RU2625464C2 |
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2309043C1 |
| СТАНОК ДЛЯ НАМОТКИ ТРУБ И СПОСОБ ЕГО ПРИМЕНЕНИЯ | 2009 |
|
RU2404056C2 |
| ОПРАВКА ДЛЯ НАМОТКИ ТРУБ И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2009 |
|
RU2401738C2 |
| Опорная стержневая конструкция из композитных материалов и способ её изготовления | 2016 |
|
RU2632011C2 |
Группа изобретений относится к конструкции оправки для изготовления труб методом непрерывной намотки и способу ее применения. Оправка содержит расположенные симметрично ее оси вращения секторные планки, жестко соединенные в блоки. При этом секторные планки, по меньшей мере, одного блока соединены посредством элементов удлиненной формы, скрепленных концами и образующих ломаную линию. Причем, по меньшей мере, один конец как минимум одного из отрезков которой, скрепленный с одной секторной планкой, жестко соединен, по меньшей мере, с одним концом отрезка другой ломаной линии, скрепленным с другой секторной планкой того же блока. Достигаемый при этом технический результат заключается в упрощении конструкции, повышении надежности и снижении веса оправки, а также уменьшении материалоемкости и снижении энергозатрат на изготовление трубы. 2 н. и 6 з.п. ф-лы, 3 ил.
1. Оправка для изготовления труб методом непрерывной намотки, содержащая расположенные симметрично ее оси вращения секторные планки, жестко соединенные в блоки, отличающаяся тем, что секторные планки, по меньшей мере, одного блока соединены посредством элементов удлиненной формы, скрепленных концами и образующих ломаную линию, по меньшей мере, один конец, как минимум, одного из отрезков которой, скрепленный с одной секторной планкой, жестко соединен, по меньшей мере, с одним концом отрезка другой ломаной линии, скрепленным с другой секторной планкой того же блока.
2. Оправка по п.1, отличающаяся тем, что соседние секторные планки выполнены с зазором.
3. Оправка по п.1, отличающаяся тем, что соседние секторные планки выполнены с зазором, равным нулю.
4. Оправка по п.1, отличающаяся тем, что элементы удлиненной формы, соединяющие секторные планки одного блока, в точках их пересечения жестко соединены между собой.
5. Оправка по п.1, отличающаяся тем, что, как минимум, один конец, по меньшей мере, одного отрезка, являющегося частью ломаной линии, скрепленный с одной секторной планкой, жестко соединен, как минимум, с одним концом другого отрезка той же ломаной линии, скрепленным с другой секторной планкой.
6. Оправка по п.5, отличающаяся тем, что элементы удлиненной формы, соединяющие секторные планки одного блока, в точках их пересечения жестко соединены между собой.
7. Оправка по п.6, отличающаяся тем, что точки пересечения элементов удлиненной формы, скрепляющих секторные планки одного блока, жестко соединены между собой.
8. Способ применения оправки, включающий намотку материала на оправку, отличающийся тем, что намотку материала осуществляют на оправку по любому из пп.1-7.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБ ИЗ КОМПОЗИЦИОННО-ВОЛОКНИСТОГО МАТЕРИАЛА И СПОСОБ ИЗГОТОВЛЕНИЯ УСТРОЙСТВА | 2006 |
|
RU2334617C2 |
| РАЗБОРНАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОЙ ФОРМЫ | 2002 |
|
RU2213661C1 |
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2296050C1 |
| Кабина землеройной машины | 1977 |
|
SU825807A1 |
| RU 95106006 A1, 20.01.1997 | |||
| Способ модифицирования чугуна | 1982 |
|
SU1096284A2 |

