Изобретение относится к конструкциям оправок для производства труб из композиционных волокнистых материалов и может быть использовано для производства арматуры для строительства.
Известна оправка для изготовления труб методом непрерывной намотки, содержащая расположенные симметрично относительно ее оси вращения секторные планки, выполненные с возможностью возвратно-поступательного движения параллельно продольной оси оправки (патент RU 2390415 С2, В29С 53/82, опубл. 27.05.2010, бюл. №15). Однако ее недостатками являются сравнительно большие диаметры изготавливаемых труб, сложность конструкции оправки, а также повышенные требования к чистоте обработки и точности изготовления входящих в нее деталей при изготовлении оправок диаметром менее 30 мм.
В техническом отношении указанная оправка является наиболее близкой предлагаемому изобретению и принята за прототип.
Перед изобретением была поставлена задача упрощения конструкции оправки и снижения требований к чистоте обработки и точности изготовления входящих в нее деталей.
Техническим результатом является упрощение конструкции оправки и снижение требований к чистоте обработки и точности изготовления входящих в нее деталей.
Технический результат достигается за счет того, что в оправке для изготовления труб методом непрерывной намотки (далее - оправке), содержащей расположенные симметрично относительно ее продольной оси секторные планки, секторные планки выполнены подвижно относительно друг друга с возможностью качения каждой из них по соответствующим сопряженным с ними телам сферической формы, при этом оправка содержит количество секторных планок, кратное трем, каждая группа из трех секторных планок выполнена с возможностью возвратно-поступательного движения секторных планок параллельно продольной оси оправки по соответствующим группе телам сферической формы одинакового диаметра.
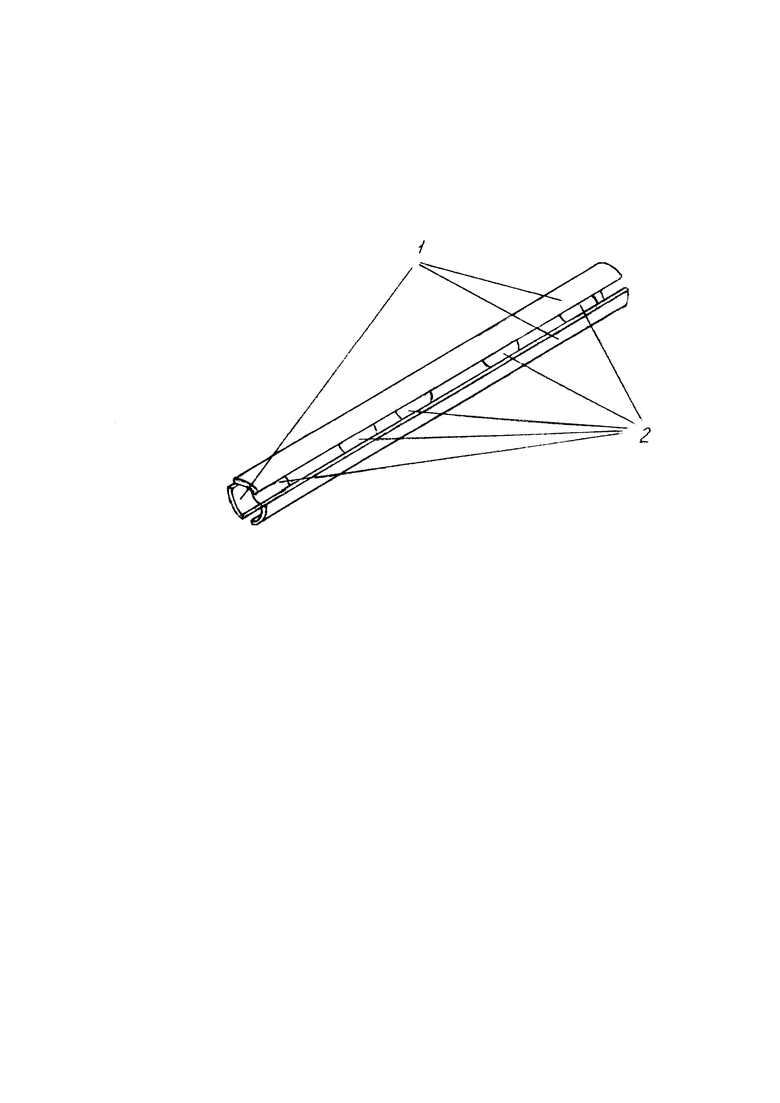
На чертеже условно показана оправка для изготовления труб методом непрерывной намотки, аксонометрия.
Оправка содержит секторные планки 1, тела сферической формы в виде шаров 2.
Оправка работает следующим образом.
От привода посредством передаточных элементов (не показаны) возвратно-поступательное движение передается на секторные планки 1, каждая из которых выполнена подвижно относительно друг друга с возможностью качения по соответствующим телам сферической формы в виде шаров 2.
При возвратно-поступательном движении секторных планок 1 относительно продольной оси оправки труба, формируемая на их внешней поверхности путем нанесения волокнистого материала со связующим и дальнейшей полимеризации, перемещается к концу оправки со скоростью, определяемой приводом возвратно-поступательного движения.
Наружная поверхность секторных планок 1 определяет форму и размеры внутренней поверхности трубы, а их внутренняя поверхность является опорной, сопряженной и взаимодействующей с шарами 2.
Тела сферической формы 2 могут иметь различные диаметры. Расстояния между расположенными вдоль оправки соседними телами сферической формы 2 могут быть как одинаковыми, так и различными. Между телами сферической формы 2 размещают тела (не показаны), которые исключают контакт между ними и задают взаимное положение тел сферической формы 2 вдоль продольной оси оправки. Расстояние между телами сферической формы 2 в пределах одной группы из трех секторных планок 1 может быть одинаковым или различным. Одинаковыми или различными в пределах группы могут быть и диаметры тел сферической формы 2.
Способ применения оправки для изготовления труб, включающий непрерывную намотку волокнистого материала на оправку, заключается в том, что непрерывную намотку волокнистого материала осуществляют на оправку, содержащую расположенные симметрично относительно ее продольной оси секторные планки, которые выполнены подвижно относительно друг друга с возможностью качения каждой из них по соответствующим телам сферической формы, при этом оправка содержит количество секторных планок, кратное трем, каждая группа из трех секторных планок выполнена с возможностью возвратно-поступательного движения секторных планок параллельно продольной оси оправки по соответствующим группе телам сферической формы одинакового диаметра.
Указанный способ применения оправки предусматривает также применение варианта оправки, которая содержит количество секторных планок, кратное трем, при этом каждая группа из трех секторных планок выполнена с возможностью возвратно-поступательного движения каждой из входящих в нее секторных планок параллельно продольной оси оправки по соответствующим группе телам сферической формы одинакового диаметра.
Особенностью предлагаемой оправки для изготовления труб является то, что ее можно применять для изготовления труб методом пултрузии.
Способ применения предлагаемой оправки, включающий изготовление труб, заключается также в том, что изготовление труб осуществляют методом пултрузии.
Предлагаемые технические решения обладают новизной, для специалиста явными не являются, промышленно применимы.
Изобретение относится к конструкциям оправок для производства труб из композиционных волокнистых материалов и может быть использовано для производства арматуры для строительства. Оправка для изготовления труб методом непрерывной намотки содержит расположенные симметрично относительно ее продольной оси секторные планки. Секторные планки выполнены подвижно относительно друг друга с возможностью качения каждой из них по соответствующим сопряженным с ними телам сферической формы. Оправка содержит количество секторных планок, кратное трем. Каждая группа из трех секторных планок выполнена с возможностью возвратно-поступательного движения секторных планок параллельно продольной оси оправки по соответствующим группе телам сферической формы одинакового диаметра. Изобретение обеспечивает упрощение конструкции оправки и снижение требований к чистоте обработки и точности изготовления входящих в нее деталей. 2 н.п. ф-лы, 1 ил.
1. Оправка для изготовления труб методом непрерывной намотки, содержащая расположенные симметрично относительно ее продольной оси секторные планки, отличающаяся тем, что секторные планки выполнены подвижно относительно друг друга с возможностью качения каждой из них по соответствующим сопряженным с ними телам сферической формы, при этом оправка содержит количество секторных планок, кратное трем, каждая группа из трех секторных планок выполнена с возможностью возвратно-поступательного движения секторных планок параллельно продольной оси оправки по соответствующим группе телам сферической формы одинакового диаметра.
2. Способ применения оправки для изготовления труб, включающий непрерывную намотку волокнистого материала на оправку, отличающийся тем, что непрерывную намотку волокнистого материала осуществляют на оправку по п. 1.
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТЫХ ИЗДЕЛИЙ ИЗ АРМИРОВАННЫХ ПЛАСТИКОВ | 0 |
|
SU378327A1 |
| Устройство для измерения скорости вращения электрической дуги в кольцевом пространстве между концентрическими электродами | 1957 |
|
SU114906A1 |
| RU 2008145469 A, 20.04.2009 | |||
| ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБ МЕТОДОМ НЕПРЕРЫВНОЙ НАМОТКИ И СПОСОБ ЕЕ ПРИМЕНЕНИЯ | 2008 |
|
RU2390415C2 |
| ОПРАВКА ДЛЯ НЕПРЕРЫВНОЙ НАМОТКИ ТРУБ | 2005 |
|
RU2323826C2 |
| Кабина землеройной машины | 1977 |
|
SU825807A1 |

