Описание
Изобретение относится к способу намотки и сращивания компонента для сборки шин с толщиной материала, изменяющейся по профилю поперечного сечения.
В производстве шин компоненты для сборки шин наматываются на барабан для сборки шин и затем сращиваются между собой для формирования кольцевой детали. В патенте США 3,895,986 показана в качестве примера намотка уплотнителя борта шины, причем этот документ рассматривает изготовление узла борта шины, включающего уплотнитель и сердечник борта шины. Во время намотки и последующего автоматического сращивания полосовых компонентов для сборки шин имеет место повторяющаяся проблема неравномерной усадки материала, проявляющейся по ширине. Это относится в частности к так называемым уплотнителям борта шины, которые имеют треугольный профиль поперечного сечения. В настоящее время компенсация неравномерной усадки предусмотрена в автоматических машинах для намотки полосовых компонентов сборки шин посредством растягивающего приспособления или посредством ручной коррекции сращивания. Растягивающее приспособление относительно сложно в изготовлении, а ручная коррекция сращивания исключает автоматизацию.
Задачей изобретения является предоставление способа, с помощью которого намотка и сращивание компонента для сборки шин с толщиной материала, изменяющейся по профилю поперечного сечения, выполняется простым образом.
Эта задача решается в способе намотки и сращивания компонента для сборки шин с толщиной материала, изменяющейся по профилю поперечного сечения, который включает следующие шаги:
- укладка компонента для сборки шин на намоточный барабан, наклон поверхности которого может регулироваться относительно главной оси намоточного барабана для компенсации неравномерной усадки материала компонента для сборки шин,
- вращение намоточного барабана для симметричной относительно оси вращения намотки компонента для сборки шин, и
- сращивание между собой двух свободных концов компонента для сборки шин для получения замкнутого кольца.
Одно преимущество данного изобретения следует в частности видеть в том, что намотка и сращивание компонента для сборки шин выполняется простым образом посредством способа согласно изобретению, в результате которого этот процесс может быть легко автоматизирован. Поверхность с регулируемым наклоном используется для компенсации усадки материала по периметру компонента для сборки шин, поскольку эта поверхность имеет изменяющуюся длину окружности и, соответственно, изменяющийся диаметр. Это компенсирует окружную усадку, связанную со свойствами материала компонента для сборки шин, в результате чего противоположные концы компонента для сборки шин лежат один непосредственно поверх другого и могут сращиваться между собой без применения каких-либо растягивающих приспособлений.
В целесообразном выполнении изобретения предусматривается, что компонент для сборки шин представляет собой уплотнитель борта шины, имеющий по существу треугольный профиль поперечного сечения. Вследствие треугольного профиля поперечного сечения уплотнителя борта шины в этом компоненте имеет место сравнительно высокая усадка материала.
В следующем предпочтительном варианте выполнения изобретения предусматривается, что поверхность с регулируемым наклоном симметрична относительно главной оси намоточного барабана и сужается по конусу в направлении к этой главной оси. Коническая форма поверхности с регулируемым наклоном обеспечивает оптимальную компенсацию усадки материала.
В следующем предпочтительном варианте выполнения изобретения предусматривается, что поверхность с регулируемым наклоном юстируется посредством регулировочного кольца. С помощью регулировочного кольца может выполняться простым образом любая требуемая точная регулировка.
В следующем предпочтительном варианте выполнения изобретения предусматривается, что регулировочное кольцо задает наклон поверхности с регулируемым наклоном посредством резьбового соединения. Резьбовое соединение может быть выполнено простым образом внутри намоточного барабана.
В следующем предпочтительном варианте выполнения изобретения предусматривается, что поверхность с регулируемым наклоном образована поворотными сегментами, и наклон поворотных сегментов синхронно регулируется. Преимущество синхронной регулировки состоит в том, что при регулировке все поворотные сегменты имеют одинаковый угол наклона.
В следующем предпочтительном варианте выполнения изобретения предусматривается, что угол наклона поверхности с регулируемым наклоном находится в диапазоне менее 10°. Этот угловой диапазон оказался особенно благоприятным для треугольного уплотнителя борта шины.
Более подробное объяснение изобретения приводится ниже на примере его конкретного осуществления. На чертежах показано:
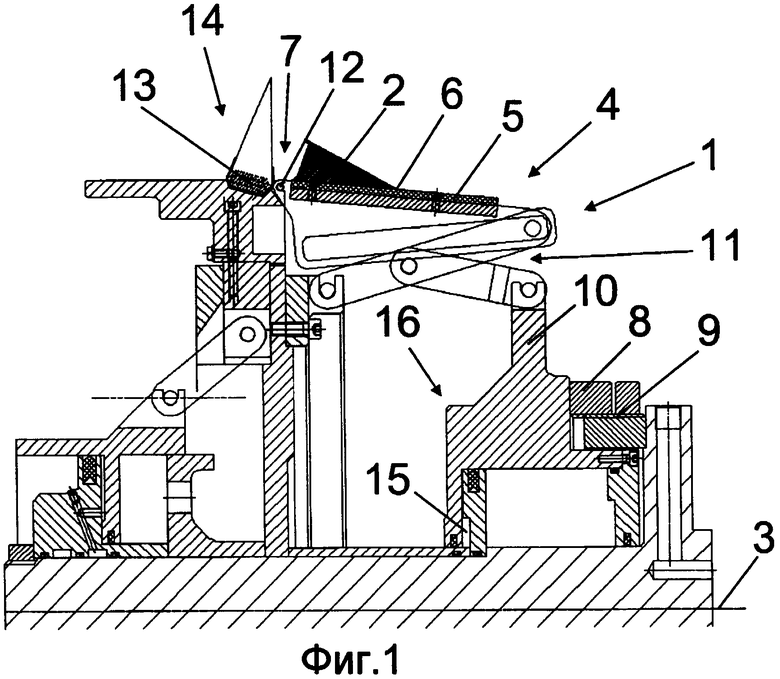
Фиг.1 - вид в разрезе намоточного барабана для намотки уплотнителя борта шины, и
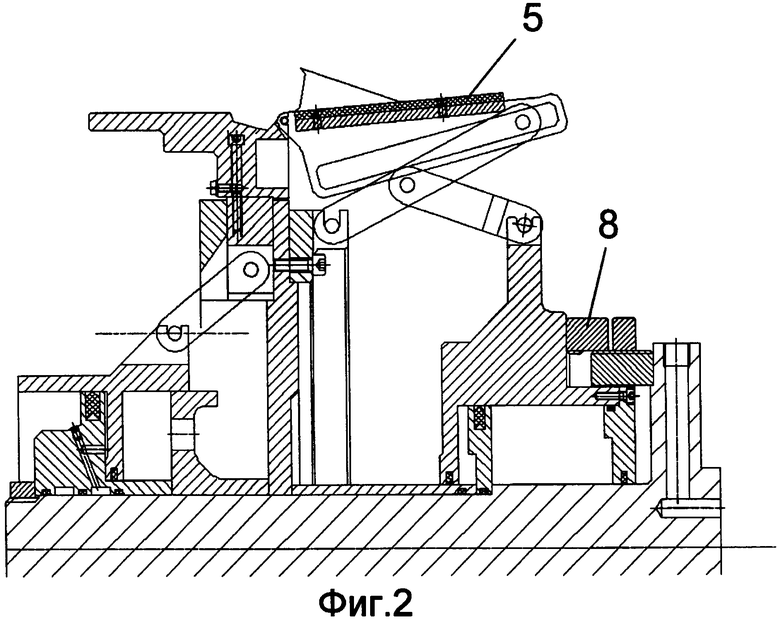
Фиг.2 - вид в разрезе намоточного барабана с поверхностью с регулируемым наклоном, наклон которой был установлен регулировочным кольцом.
Фиг.1 представляет вид в разрезе намоточного барабана 1 для намотки уплотнителя 2 борта шины. Намоточный барабан 1 и в частности представленные элементы являются симметричными относительно главной оси 3 намоточного барабана 1. Уплотнитель 2 борта шины выполнен из эластомерного материала и имеет толщину материала, изменяющуюся по профилю поперечного сечения, причем профиль треугольного поперечного сечения наматывается в «лежачем» положении на поворотные сегменты 4. Уплотнитель 2 борта шины подается посредством вспомогательного приспособления на намоточный барабан 1 и затем укладывается на поворотный сегмент. Затем выполняется операция намотки, при которой намоточный барабан 1 поворачивается вокруг главной оси 3. После отрезания на заданную длину уплотнителя 2 борта шины в форме двойного поперечного разреза два свободных конца уплотнителя 2 борта шины соединяются или сращиваются между собой на намоточном барабане 1, так что уплотнитель 2 борта шины принимает форму замкнутого кольца. Поворотные сегменты 4, из которых на чертеже представлен только один поворотный сегмент, образуют своей наружной окружностью поверхность 5 с регулируемым наклоном. Эта поверхность является поверхностью вращения, симметричной относительно главной оси 3, и имеет пространственную коническую поверхность. Благодаря наклонной поверхности наружный намоточный периметр меньше в области вершины 6 уплотнителя 2 борта шины, компенсируя таким образом различия диаметра всего уплотнителя 2 борта шины. Эти различия диаметра уплотнителя 2 борта шины вызываются усадкой материала, при которой диаметр оказывается меньше на вершине 6, чем на противоположном утолщении 7 материала уплотнителя 2 борта шины. Результирующая усадка материала по периметру уплотнителя 2 борта шины объясняется частично свойствами упругоэластичного материала, а также изменяющейся толщиной материала уплотнителя 2 борта шины. Следствием этих факторов является то, что уплотнитель 2 борта шины усаживается в общей сложности по наружной окружности больше на вершине 6, чем на противоположном утолщении 7 материала. Поверхность с регулируемым наклоном затем устанавливается на свой угол наклона относительно главной оси 3 таким образом, чтобы компенсировать усадку материала. Таким путем свободные концы материала уплотнителя 2 борта шины могут помещаться по существу плоскопараллельно один поверх другого в ходе автоматизированного процесса без дополнительных растягивающих приспособлений и затем сращиваться друг с другом. Поверхность с регулируемым наклоном регулируется посредством регулировочного кольца 8, которое аналогичным образом размещается симметрично относительно главной оси 3. Чтобы вызвать перемещение регулировочного кольца 8 параллельно главной оси 3, используется вращательное движение посредством резьбового соединения 9, при котором компонент 10 перемещается аналогичным образом параллельно главной оси 3. При этом поворотный механизм 11 перемещается таким образом, что наклон поверхности 5 регулируется посредством шарнира 12 с установкой более крутого или меньшего угла наклона. После намотки и сращивания уплотнителя 2 борта шины выполняется загибание кромок посредством поворотных сегментов 4, которое обеспечивает выправление уплотнителя 2 борта шины и в то же время соединяет уплотнитель 2 борта шины с сердечником 13 борта шины, так что образуется узел 14 борта шины. Загибание поворотных сегментов 4 выполняется посредством подачи сжатого воздуха в полое пространство 15 пневматического цилиндра 16.
Фиг.2 иллюстрирует регулировочное кольцо 8 в положении, смещенном влево на фигуре, при котором изменяется угол наклона поверхности 5. Угол наклона поверхности 5 может быть подвергнут точной регулировке посредством регулировочного кольца 8, при этом оптимальная настройка зависит, среди прочего, от параметров материала уплотнителя 2 борта шины.
Перечень позиций
(включенных в описание)
1 - Намоточный барабан
2 - Уплотнитель борта шины
3 - Главная ось намоточного барабана
4 - Поворотные сегменты
5 - Поверхность с регулируемым наклоном
6 - Наклон уплотнителя борта шины
7 - Утолщение материала уплотнителя борта шины
8 - Регулировочное кольцо
9 - Резьбовое соединение
10 - Компонент
11 - Поворотный механизм
12 - Шарнир
13 - Сердечник борта шины
14 - Узел борта шины
15 - Полое пространство
16 - Пневматический цилиндр.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ УКЛАДКИ ПАР УДЛИНЕННЫХ ЭЛЕМЕНТОВ НА ФОРМОВОЧНЫЙ БАРАБАН И СПОСОБ ПОЛУЧЕНИЯ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2015 |
|
RU2687944C2 |
| УСТРОЙСТВО И СПОСОБ ИЗМЕРЕНИЯ ТОКА | 2010 |
|
RU2521715C2 |
| СПОСОБ И БАРАБАН ДЛЯ ИЗГОТОВЛЕНИЯ ШИНЫ, В ЧАСТНОСТИ САМОНЕСУЩЕЙ ШИНЫ | 2015 |
|
RU2686145C2 |
| ПЕЧНАЯ МОТАЛКА С ЛЕНТОМОТАЛЬНЫМ УСТРОЙСТВОМ | 2006 |
|
RU2403113C2 |
| БАРАБАН ДЛЯ СБОРКИ ШИН, СНАБЖЕННЫЙ УСТРОЙСТВОМ ДЛЯ ЗАВОРОТА КРОМОК БРАСЛЕТА ВВЕРХ | 2001 |
|
RU2264293C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАМОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2009 |
|
RU2467817C2 |
| КОМПАКТНОЕ НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ ГИБКОЙ ЛИНИИ | 2020 |
|
RU2808646C2 |
| ЖАЛЮЗИ | 2011 |
|
RU2571030C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ НЕВУЛКАНИЗИРОВАННЫХ ШИН | 2003 |
|
RU2302341C2 |
| БАРАБАН ДЛЯ СБОРКИ И ФОРМОВАНИЯ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 2006 |
|
RU2317206C1 |
Изобретение относится к способу намотки и сращивания компонента для сборки шин с толщиной материала, изменяющейся по профилю поперечного сечения. Техническим результатом заявленного изобретения является создание способа, с помощью которого намотка и сращивание компонента для сборки шин с толщиной материала, изменяющейся по профилю поперечного сечения, выполняется простым образом. Технический результат достигается способом намотки и сращивания компонента для сборки шин с толщиной материала, изменяющейся по профилю поперечного сечения, и включающим следующие операции. Сначала укладывают компонент для сборки шин на намоточный барабан, наклон поверхности которого может регулироваться относительно главной оси намоточного барабана для компенсации неравномерной усадки материала компонента для сборки шин. При этом точную установку наклона поверхности осуществляют посредством регулировочного кольца. Затем вращают намоточный барабан для симметричной относительно оси намотки компонента для сборки шин. Далее сращивают между собой два свободных конца компонента для сборки шин для получения замкнутого кольца. 3 н. и 5 з.п. ф-лы, 2 ил.
1. Способ намотки и сращивания компонента (2) для сборки шин с толщиной материала, изменяющейся по профилю поперечного сечения, включающий следующие операции:
укладывают компонент (2) для сборки шин на намоточный барабан (1), наклон поверхности (5) которого может регулироваться относительно главной оси (3) намоточного барабана (1) для компенсации неравномерной усадки материала компонента (2) для сборки шин, причем точную установку наклона поверхности (5) осуществляют посредством регулировочного кольца (8),
вращают намоточный барабан (1) для симметричной относительно оси намотки компонента (2) для сборки шин, и
сращивают между собой два свободных конца компонента (2) для сборки шин для получения замкнутого кольца.
2. Способ по п.1, отличающийся тем, что компонент для сборки шин представляет собой уплотнитель (2) борта шины, имеющий, по существу, треугольный профиль поперечного сечения.
3. Способ по п.1 или 2, отличающийся тем, что поверхность (5) с регулируемым наклоном является поверхностью вращения, симметричной относительно главной оси (3) намоточного барабана, и конически сужается в направлении к этой главной оси (3).
4. Способ по п.1, отличающийся тем, что с помощью регулировочного кольца (8) задают наклон поверхности (5) с регулируемым наклоном посредством резьбового соединения (9).
5. Способ по п.1, отличающийся тем, что поверхность (5) с регулируемым наклоном формируется поворотными сегментами (4), и наклон поворотных сегментов (4) регулируют синхронно.
6. Способ по п.1 или 5, отличающийся тем, что угол наклона поверхности (5) с регулируемым наклоном лежит в диапазоне менее 10°.
7. Устройство для намотки и сращивания компонента (2) для сборки шин с толщиной материала, изменяющейся по профилю поперечного сечения, которое имеет намоточный барабан (1) с поворотными сегментами (4), отличающееся тем, что намоточный барабан (1) имеет поверхность (5) с регулируемым наклоном относительно главной оси (3) намоточного барабана (1) для компенсации неравномерной усадки материала компонента (2) для сборки шин, и для точной установки наклона поверхности (5) предусмотрено регулировочное кольцо (8).
8. Автомобильная шина с компонентами (2) для сборки шин, изготовленная способом по п.1.
| US 3895986 А, 22.07.1975 | |||
| Способ получения волокнистого огнеупорного материала | 1985 |
|
SU1418043A1 |
| US 4614562 А, 30.09.1986 | |||
| US 4795522 А, 03.01.1989 | |||
| МЕХАНИЗМ ФОРМИРОВАНИЯ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1993 |
|
RU2069150C1 |
| JP 2002187218 А, 02.07.2002. | |||

