Известны транспортеры для подачи деталей к станкам и отвода обработанных изделий от станков, .содержащие-тяговый орган в виде бесконечно замкнутой в вертикальной плоскости цепи, несущей поводки, и расположенный параллельно замкнутому каналу, по которому детали перемещают поводки, снаб-женные механизмами приема и выдачл де-, талей и лотками, соединяющими транспортер с рабочими зонами станков.
Особенность описываемого транспортера состоит в том, что цепь снабжена подвесками, представляющими собой, например, штыри с утолщением на «онце, длина которых соответствует максимальной щирине деталей, а направляющие выполнены в виде двух яластин, смонтированных на раме транспортера с расстоянием между ними достаточным для свободного прохождения оодвески. Это позволяет транспортировать детали щирокого диапазона размеров без переналадки.
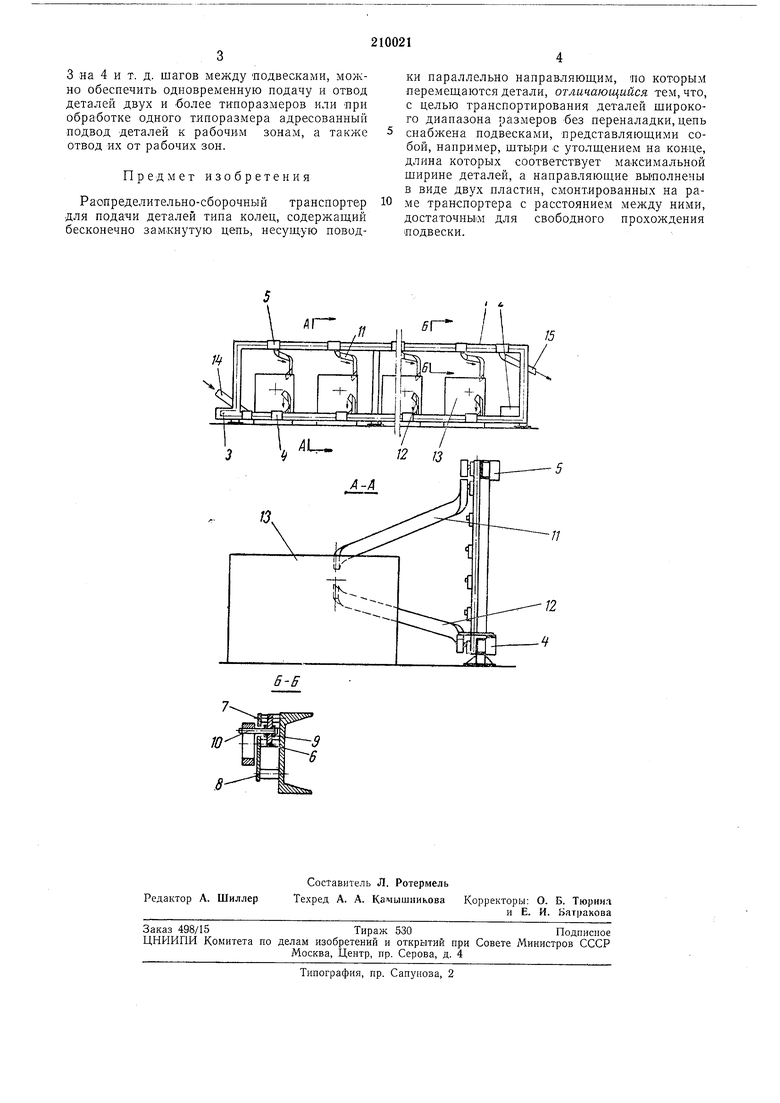
На чертеже показана схема распределительно-сбо-рочного транспортера с разрезами по А-Л и Б-Б.
На раме 1 смонтированы 1привод 2, натялсная станция 3, механизмы 4 установки деталей, механизмы 5 съема деталей, направляющие цепи 6; направляющие детали 7 и 8, бесконечно замкнутая цепь 9 с прикрепленными к ней с постоянным щагом подвесками 10,
лотки п и 12 подачи деталей в рабочую зону 13 и их отвода, лоток 14 для подвода деталей к транспортеру с предыдущей рабочей позиции и лоток 15 для отвода готовых изделий от транспортера.
Детали, поступающие на обработку, подводятся лотком 14 к механизму 4, который кинематически связан с цепью 9 и навешивают детали на подвески 10 с .ритмом, равным двум шагам между подвесками.
Цепь 9 приводится в движение приводом 2 и перемещает детали, одетые на подвески 10, на верхнюю ветвь транспортера, где смонтированы механизмы съема 5 деталей с подвесок 10, работающие с ритмом - два щага между подвесками, и производят съем деталей с одноименных с механизмом установки подвесок. Затем детали под действием силы тяжести скатываются по лоткам 11 в рабочую зону 13. Обработанные изделия поступают из рабочей зоны 13 к механизмам 4, которые навешивают их на подвески 10 с ритмом - два щага между подвесками, но со смещением на один шаг относительно подвесок, несущих детали.
Обработанные изделия перемещаются на верхнюю ветвь транспортера, снимаются с подвесок .механизмом 5 и отводятся от транспортера лотком 15.
3 на 4 и т. д. шагов между подвесками, можно обеспечить одновремеиную подачу и отвод деталей двух и более типоразмеров или при обработке одиото типоразмера адресованный подвод деталей к рабочим зонам, а также отвод их от рабочих зон.
Предмет изобретения
Распределительно-сборочный транспортер для подачи деталей типа колец, содержащий бесконечно замкнутую цепь, несущую поводки параллельно направляющим, по которым перемещаются детали, отличающийся тем, что, с целью транспортирования деталей широкого диапазона размеров без переналадки, цепь снабжена подвесками, представляющими собой, например, шты.ри с утолщением на конце, длина которых соответствует максимальной ширине деталей, а направляющие выполнены в виде двух пластин, смонтированных на раме транспортера с расстоянием между ними, достаточным для свободного прохождения подвески.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСПРЕДЕЛИТЕЛЬНО-СБОРОЧНЬ!Й ТРАНСПОРТЕР | 1968 |
|
SU221561A1 |
| Установка для мойки деталей | 1988 |
|
SU1664421A1 |
| Устройство для поворота грузовых подвесок конвейера | 1983 |
|
SU1155535A1 |
| ОКРАСОЧНО-СУШИЛЬНАЯ ЛИНИЯ | 1991 |
|
RU2024325C1 |
| Транспортная система для передачи паковок с ровничным на прядильные машины | 1972 |
|
SU437674A1 |
| Поточная линия для окраски и сушки крупногабаритных и длинномерных изделий | 1977 |
|
SU745818A1 |
| Многопоточная автоматизированная линия для изготовления сварных металлоконструкций | 1981 |
|
SU941139A1 |
| Устройство для съема стержневых деталей | 1972 |
|
SU467859A1 |
| Линия для сборки покрышек пневматических шин | 1977 |
|
SU666743A1 |
| Устройство для выстойки (охлаждения) кондитерских изделий | 1977 |
|
SU728823A1 |
/
/5
